技术文件编号方法及图样、图形绘制标准
技术文件编号方法

技术文件编号规定
(JMDL-WG 001-2012)
1 范围
本规定规定了我公司所有技术文件(包括设计开发文件、技术规范文件、技术通知、工艺文件等)编号的基本原则和要求。
本规定只适用于本公司内部各部门。
2 引用标准
GB/T 5054.1-2000 产品图样及设计文件编号原则
3 总则
3.1 文件编号一般可采用下列字符:
——0~9阿拉伯数字;
——A~Z拉丁字母;
——短横线、·圆点、/斜线。
3.2同一层级代码的编写格式必须统一;
3.3凡是正式的文件都必须具有独立的编号,同一编号只能授予一份文件。
注:1 一份文件是指能单独使用的最小单位的技术文件。
2 一份工艺文件是指一个产品的同一类型的工艺文件。
3.4同一文件有数页时,每页标注同一编号。
4 技术文件编号
4.1 技术文件编码由制造厂识别代号、文件类型代号、文件顺序号及年代号四部分组成,见图1:
年代号
文件顺序号
文件类型代号
制造厂识别代号
图1
4.2 世界制造厂识别代号为:JMDL。
4.3 文件类型代号用四位字母表示,见表1。
4.4 文件顺序号采用三位阿拉伯数字表示文件的次序。
4.5 年代号是用当年年份的四位阿拉伯数字表示。
5 文件编号举例
5.1 试验总结的编号
技术文件编号规定:JMDL-SYZJ- 001-2012
表1。
技术文件及设计图样管理规定
4)在“已完成流程”中查看到的文件不是受控文件,不允许在“已完成流程”中调用、打印技术文件。
5)电子文档的调阅必须按照信息部规定取得授权方可。
6.4.1.4文件发放和签收
1)负责发放归档的部门(资料员)发放;
2)对于图纸中零部件没有企业技术标准的,必须在技术要求中逐条列出重要技术参数和要求;
3)必须注明未注尺寸公差的范围;
4)技术要求中引用的国家标准和企业标准必须为最新版本,但一般不标注标准年代号,特殊情况除外。
6.3技术文件签字规定:各级人员按照要求在技术文件的规定栏目内进行签字,对规定的内容进行审核及签字确认,并承担相应的职责。
2)如发现有错误、不适用时,设计开发部应在《外来文件资料登记表》上标识,并及时通知相关部门与顾客联系,研究妥善修改办法,并保管修改后的有效版本。
6.4.6.2外部标准和资料的管理
公司执行的国际标准、国家标准、行业标准及相关法律法规,由设计开发部负责收集并登记上述标准的最新版本,相关部门或场所需使用上述标准时,由资料员统一复印、发放并作好发放记录。
6.1.2同一产品、部件、零件的图样用数张图纸绘出时,各张图纸应标注同一图号。
6.1.3借用件的图号应采用被借用件原来的图号。
6.1.4对于外形相同但不能通用互换的零部件,必须采用专用图号。
6.1.5图号编号方法按-008的有关要求。
6.2图样绘制规范
6.2.1图样绘制基本要求(见WI-RD-007)
6.4.4技术类文件的编号方法:
见WI-RD-008和WI-TD-011。
6.4.5技术文件对外发放接口
产品图样及设计方案文件编号规则

1.目的为了统一产品图纸、设计文件的编号,便于公司内外的交流、协作,对图纸编号方法进行科学、合理的规定。
2. 范围本方法适用于公司所有图纸、设计文件的编号。
2.引用标准GB/T5054.4-2000 产品图样及设计文件编号原则GB/T17601.1-1989 技术制图标题栏GB/T14689-1993 技术制图图纸幅面和格式GB/T10609.2—1989 技术制图明细栏GB/T14690-1993 技术制图比例GB/T14691-1993 技术制图字体GB/T17450-1998 技术制图图线4. 总则4.1 每个产品、部件、零件的图样均应有独立的代号;4.2 采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号;4.3 同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号;4.4 公司已有产品图纸的编号不变,自本标准实施之日起,新产品图纸按本标准编号;4.5 顾客原始设计的产品图纸采用外来文件的编号进行登记,当须对图纸进行转化时,零件图采用其原始编号不变,且应在标题栏正上方注明是依据顾客提供图纸进行重新绘制。
5. 图纸的编号5.1 基本符号图纸编号一般可采用下列字符:——0~9 阿拉伯数字;——A~Z 拉丁字母(O、I 除外);——短横线。
5.2 编号的组成5.2.1 本公司图纸按隶属关系编号,隶属编号是按产品、部件、零件的隶属关系编号,隶属编号其代号由产品代号和隶属号组成。
5.2.2 隶属编号由数字组成。
产品代号占两位(由“01—99”表示)。
部件代号占四位,最多分四级,第一位代表一级部件,第四位代表四级部件(每一位由数字“1—9”表示,如只有两级部件,其后两位用“0”表示)。
零件代号占三位(由“001—999”表示,“000”表示部件)。
部件代号与零件代号中间用短横线隔开。
5.2.3 特征码由客户产品代号表示,基础型产品可以不带特征码。
特征码由字母和数字组成,码位不超过 8 位,如SX2190N车型其特征号为“SX2190N”。
产品图样及设计文件编号标准
会签记录1 范围产品设计和开发过程中所产生的全部技术文档。
2 参考标准JB/T 5054.4-2000 《产品图样及设计文件编号原则》SJ/T 207 -1999 《设计文件管理制度》XLT-TS-RD-002 《模具、工装和治具编号标准》3 基本原则3.1 所有编号由一组代码构成。
3.2 代码一般可采用下列字符:— 0~9 阿拉伯数字;— A~Z 拉丁字母(I、O除外);—短横线“-”;圆点“.”;斜线“/”。
3.3一组代码只能唯一地标识一个文件对象。
3.4 每组代码均为三个部分,每部分之间用短横线“-”隔开。
4 一般要求4.1 机械结构图样编号:基本型式:□□□□□□□□零件顺序号所属部件号所属产品型号产品型号由《产品规格书》或《设计任务单》中指定,一般为二至六个字符。
部件泛指一个可独立装配的单元(组件)。
部件号一般用二个阿拉伯数字表示,其编号从01开始每次加一递增。
不依附于任何部件的机器上的零件用00表示其所属部件号。
由此类推,产品的总装配图或爆炸装配图的编号型式应为:□□□□-00-00,每个部件的装配图或爆炸装配图的编号型式应为:□□□□-□□-00。
部件中含有子部件的,在所属部件号后加圆点,再加上子部件号。
此时,编号型式衍生为:□□□□□□.□□□□零件顺序号所属部件及子部件号所属产品型号部件之子部件的编号同部件之零件一并编号,即部件之子部件的编号不必从01开始,只要紧跟其前面的部件之零件的编号加一就可。
由此可见,任何部件之子部件的装配图或爆炸装配图的型式应为: □□□□-□□.□□-00。
特殊情况下,零件图、装配图或爆炸装配图需要两张或两张以上的图纸来表达同一个实体时,可在图纸编号的最后附加一个圆点,紧挨圆点再加上实体图纸的顺序号。
此时,编号型式衍生为:□□□□□□□□.□零(部)件顺序号所属部件号所属产品型号或:□□□□□□.□□□□.□零(部)件顺序号所属部件及子部件号所属产品型号4.2 通用件图样编号:4.2.1通用部件编号的基本型式:X.TB □□顺序号(阿拉伯数字)XLT公司通用部件□□分类号或型号4.2.2通用零件编号的基本型式:X.TL □□顺序号(阿拉伯数字)XLT公司通用零件□□分类号或型号4.3 电控图样编号:4.3.1基本型式:□□□□□□□图纸类型产品型号或通用部件代号P 所属PCBA顺序号□4.3.2 产品型号由《产品规格书》或《设计任务单》中指定,一般为二至六个字符。
技术图样与文件管理规定

A/1 技术图样与文件管理规定 SYY-SJ-02-2006 技术图样与文件管理规定1.目的规定技术图样与文件的编号方法以及签署、更改等相关内容和要求,以便对技术图样与文件实施有效控制和管理。
2.范围适用于医疗器械产品设计图样与文件,采购图样与文件,工艺图样与文件,检验图样与文件,使用说明书及其用图以及其他与医疗器械产品有关的技术图样与文件的管理。
3.职责3.1 生技部负责技术图样与文件的绘、编制、审核及归口管理。
3.2 总工程师负责批准产品设计图样与重要技术文件并签署。
3.3 生产部、质管部、供应部负责技术图样与文件在各自使用中的管理。
4.工作程序4.1 技术图样与文件的编号原则、方法4.1.1 产品设计图样的图号编制原则:1)应符合SYY—SJ—03—2006《产品及产品部件编码规定》;2)完全相同的实体图样只允许有一个图号(唯一性);3)不同实体图样的图号不允许相同;4)推荐采用按照产品装配台阶编制该产品的零部件图号。
4.1.2 技术文件编号方法:SYY—□□ J—□□—□□□□编制年号,自2006年开始,依次为2006,2007,2008,…文件的总顺序号,自01开始,依次为:01,02,03,…“技术文件”的缩写文件类型代号,用两个英文字母表示“苏”“永”“医”的缩写文件类型代号规定如下:设计技术文件— CP;采购技术文件— CG;作业指导书及其他工艺文件— ZZ;产品检验技术文件— JY;产品使用说明书— SY;其他技术文件— QT。
4.1.3 其他技术图样的图号编制方法采购图样、工艺图样、检验图样、使用说明书用图及其他技术文件用图,当依附于相应的技术文件时,其图号编制方法为:附图□□□□图样名称在本文件中该图样的顺序号,用阿拉伯数字表示,自1开始依次为1、2、3、…当图样单独使用时,其图号编制方法为:SYY—□□ J—□□—□□□□—附图□□□□图样名称在本文件中该图样的顺序号,用阿拉伯数字表示,自1开始依次为1、2、3、…图样所依附的技术文件编号4.2 技术图样与文件的签署4.2.1 产品设计图样的签署4.2.1.1 产品设计图样的签署栏目分为:设计(制图)、审核(校对)、批准、更改四栏,其中设计、审核、批准必须分别由不同的三人签署;必要时增设制图、工艺、标准化、会签等栏目,可根据需要签署。
图样及技术文件编号规范
图样及技术文件编号管理规范1.目的规范产品图样和技术文件,包括图样和技术文件编号的要求,以便产品/项目的规范化管理。
2.适用范围适用于产品图样和技术文件的编号。
3.职责3.1 总工办负责产品/项目代号的统一规定,监督本规范的实施。
3.2 技术负责人、设计工程师负责按本规范的要求实施。
3.3 标准化工程师负责按本规范的要求进行标准化审查。
4.工作要求4.1 基本要求4.1.1 图样和技术文件编号采用下列字符:a)0~9阿拉伯数字;b)A~Z拉丁字母(O、I除外);c). 小圆点,- 短横线。
4.1.2 每份图样和技术文件均应有独立的代号及相应的版本号。
4.1.3 每份图样和技术文件均应有相应的名称。
4.1.4 同一产品、部件的图样用数张图纸绘制时,各张图样标注同一代号。
4.2 代号组成WL-002.E.1.1.1-1 ST4.3 编号方法电控设备图样及技术文件采用隶属编号法,编号由企业代号(WL-武汉连海、DL-道勒菲)、项目(或产品)代号、文件类别(E-电气、H-液压、M-机械)、一级部件序号、二级部件序号、三级部件序号、零件序号及尾注号组成,根据产品的复杂程度可选则包含不同的部件级别,尾注号表示隶属于部件或零件的图样、技术文件、表格。
4.3.1 产品代号由总工办下达任务单时确定,部件序号由二位阿拉伯数字组成,零件号由二位阿拉伯数字组成,尾注号见附录A。
4.3.2图样的阶段号以大写字母P、S、A、B区别,分别表示设计的预研阶段、样机阶段、产品化阶段、正式生产阶段。
图样的版本号位于阶段号后,以两位表示,第一位以大写英文字母顺序表示整套图纸的版本,第二位以阿拉伯数字表示本套图纸某一版本内的单页图纸更换版本。
示例:SA0表示本页图纸为样机阶段第一版图纸;SB1表示本页图纸为样机阶段第二版图纸的第一次更改。
4.3.3 示例:WL-002.M.1.2.3-1(武汉连海公司,002项目的第1号一级部件的第2号二级部件的第3号三级部件的第1号零件机械图纸);WL-020.1 SA(武汉连海公司,020项目的第1号一级部件的总体设计方案)4.4 设计图纸见图样模板;设计文件见相关文件模板。
技术文件图纸编号规则46
四川优力维特电梯股份有限公司技术文件资料编号作业指导书文件编号:YLWT-06-WI-46 版本:B/0受文单位:各部门生效日期:2014 年月日发放号:受控:编制:杨光审核:批准:文件修改页1.目 的对公司技术部门文件资料的编号划分做出明确的规定 2 范 围适用于本公司技术文件的管理。
3 定 义技术文件:指公司的产品设计图纸,各种技术标准、技术档案和技术资料等 4 职 责4.1技术部门文件管理员:负责试制文件的盖章、分发和登记管理;标准和非标文件送品质管理部资料室管理。
4.2品质管理部文件管理员(资料员):负责标准和非标技术文件的编号监督、登记、受控、分发、作废回收等和对各部门技术文件的管理稽查。
4.3各部门:负责对技术文件的接收、建档、作废收回等管理 5工作程序5.1产品图样及系统编号 5.1.1产品编号原则5.1.1.1公司电梯采用UL 产品图样及设计文件进行生产制造和安装指导时,其图样和设计文件的子系统代码和部件分类码按《图纸图号分类代码表》中给定的代码。
5.1.1.2对于开发设计、生产制造和安装过程中需要根据公司实际情况而进行图样设计和编制或改编设计文件时,其图样及设计文件应按规定进行编号。
5.1.2产品图样编号方法 5.1.2.1标准电梯产品图号规则UL □ □ □ □□□图号流水码(001-999)部件分类码(A~Z ,I,O,Q,U 不用) 子系统代码(0~Z ,I,O,Q,U 不用)公司代码图纸识别码:(原总工提供图纸:A 为自制图纸、B 为供方图纸转化)(C 项目图纸)(公司自行开发:D 为自行开发自制图纸、E 为自行开发后供方图纸转化)5.1.2.1.1图号规则说明a.UL:公司代码简写b、图纸识别码:◆原提供图纸(总工提供给开发部转化的图纸)——A为自制件图纸;B为供方提供的图纸公司内部转化;◆项目图纸——C为项目图纸(前期临时过渡已用,后面按非标编号后C取消);◆公司自行开发图纸——D为公司自行开发后由公司自行生产(自制件)的图纸;E为公司自行开发后由供方图纸转化的图纸c子系统和部件分类码:按《图纸图号分类代码表》给定的代码d图号流水码:即为件号的流水码,由开发部人员自行到资料室登记示例:UL B 0A 001 :T75导轨、5M长度UL B 0A 002 :T75导轨、2.5M长度UL:表示公司代码B:外来部件转化图纸0:表示子系统“井道&底坑部件”;A:表示实心导轨;001:表示图号或件号的流水号:注:关于产品子系统及部件的分类具体见附件《图纸图号分类代码表》5.1.2.2非标电梯图号规则标准电梯产品图号□□□设备号设备号:按销售行政部规定的设备编号,设备编号中如有“UL”时则将UL去掉(标准电梯产品图号中已有UL)。
产品图样、技术文件及工艺文件编号规定.

产品图样、技术文件及工艺文件编号规定1 范围本部分规定了我公司开关电器设备产品的产品图样中的零部件标准名称、定义及其编号方法,同时规定了开关电器设备产品及其零部件在企业PDM管理系统中的编码原则。
本部分适用于开关电器设备产品的所有图样及相关技术文件的名称、编号的制定,以及适用于产品和零部件物料在PDM系统中的编码。
2 规范性引用文件下列文件中的条款通过本部分的引用而成为本部分的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,凡是不注日期的引用文件,其最新版本适用于本部分。
3 开关电器设备图样和技术文件编号规则3.1图样编号有12位,形式如下:(其中“XDB”为企业代号)□XDB.□□□.□□□顺序号特征号类别号3.1.1类别号:表示图样类别,由一位数组成,具体如下:0类:主要用于技术文件。
2类:主要用于断路器、隔离开关、接地开关、负荷开关、特殊手车的总装图样。
3类:主要用于开关柜的总装图样,2类规定的总装图样代号可以出现在本类的总装图样中。
5类:主要用于2、3类规定的总装的部件图样。
8类:主要用于2、3、5类规定的零件图样。
3.1.2特征号:表示零部件用于具体位置的特征代号,由三位数组成。
具体对应关系见表1。
3.1.3顺序号:用以确定在该特征代号范围内的具体编号顺序,从三位数000开始,到三位数999结束。
3.2设计文件编号规则设计文件的编号采用在相应的产品总装图编号后加尾注号组成。
a.文件目录在产品总装图编码后加“WM”组成。
b.明细表在产品总装图编码后加“MX”组成。
3.3工艺文件编号规则工艺文件的编号采用在相应的产品图样编号后加尾注号组成。
a.工艺过程卡在产品图样编码后加“GK”组成。
b.关键工序装配工艺卡在产品总装图样编码后加“GJK”组成。
c.检验卡在产品图样编码后加“JK”组成。
表1 电器设备图样名称定义及其特征分类号表1(续一) 电器设备图样名称定义及其特征分类号表1(续二) 电器设备图样名称定义及其特征分类号表1(续三) 电器设备图样名称定义及其特征分类号表1(续四) 电器设备图样名称定义及其特征分类号表1(续五) 电器设备图样名称定义及其特征分类号表1(续六) 电器设备图样名称定义及其特征分类号表1(续七) 电器设备图样名称定义及其特征分类号表1(续八) 电器设备图样名称定义及其特征分类号表1(续九) 电器设备图样名称定义及其特征分类号表1(续十) 电器设备图样名称定义及其特征分类号4.开关电器设备非标产品设计图样和技术文件编号规则4.1图样编号规则图样编号由13位十进制数字和英文字母分3段构成,形式如下:(其中“XDB”为企业代号)□XDB.□□□.□□□ G非标标记顺序号特征号类别号4.1.1类别号:表示图样类别,由一位数组成,具体如下:0类:主要用于技术文件。
技术图纸编号规则及原理图绘制规范

技术图纸编号规则:Elementary Diagram 原理图 W00056200-999401 Interconnection Table 相互接线表 W00056200-999601 System Configuration 系统配制图(通讯回路)W00056200-999101 Single Line Diagram 单线图 W00056200-999111 Outline Diagram 盘柜外形图 101Terminal Arrangement 端子图 301arrangement drawing 布置图 201Structural Drawings 盘柜结构图 111Part Drawing 零件图 121Part List 零件列表 131总共的页数第几页盘柜外形图柜号(小数点用0代替,如73.1柜代号为7301)项目号柜盘柜结构图柜盘柜零部件清单细分类(自定义)可不用零件图盘柜结构件分类号(如太多可不用)盘柜结构件分类编号规定:001-普通安装板/梁002-承重结构件(承重侧板,承重竖梁)003-门支撑相关(支撑架,支撑轴)004-加热器相关(加热器罩)005-照明灯支架006-端子相关支架007-开关电源、变压器、整流模块相关支架008-门限位支架009-绑线用支架010-母线用相关安装、防护结构件011-开关按钮安装相关结构件012-触摸屏、多功能表、CMS相关结构件013-通风、过滤系统相关结构件原理图、外形图绘制的一些规范:1.英文、数字全部使用ISOCP字体2.汉字使用宋体3.字体大小一般使用1.5,空开、主要回路等需要增加注释说明的地方字高使用2.5 4.人名使用中文,日期采用2008-01-02格式5.继电器绘制注意:----1,5,9 ----2,6,10----3,7,11 ----4,8,12继电器开关点注释表格需按要求使用开关点以MY4N为例:第一格对应1,5,9点继电器开关点绘制注意考虑接线方式第二格对应2,6,10点第三格对应3,7,11点第四格对应4,8,12点6.盘柜外形图要求按照1:1绘制7.一般情况下盘柜板材厚度为2.58.注意标注盘柜材质是否为不锈钢.。
产品图样和技术文件编号
Q/HEUXX产品执行标准Q/HEU J001-2023 产品图样和技术文件编号2023-05-15发布 2023-06-15实施XX大学发布1范围本标准规定了本校产品图样和技术文件编号方法。
本标准适用于本校受控产品研制和开发的图样和技术文件的编号,其它研制开发项目的技术文件也可参照执行。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
CB/T 13-2007船舶产品通用图样和技术文件编号CB/T 14-2011船舶产品专用图样和技术文件编号3通用产品图样和技术文件编号3.1产品图样编号基本组成3.1.1通用产品图样编号由以下四部分组成:a.产品分类号;b.设计单位代号;c.设计顺序号;d.图样序号。
3.1.2编号结构形式如下:种类代号图样代号设计代号设计单位代号分类号3.2 产品图样编号基本规定3.2.1 分类号通用产品分类号应根据CB/T 13表4规定:a.导航设备——657;b.减摇鳍设备——217;c.动力定位设备——621;d.消声器——9474。
其它产品代号应根据上述原则制订,并报质管办备案。
3.2.2 设计单位代号设计单位代号由学校代号和研究所代号组成:a.导航技术与设备研究所——HEUDH;b.船舶减摇与控制技术研究所——HEUJY;c.海洋装置与控制技术设备研究所——HEUBS;d.惯性导航与测控技术研究所——HEUGD;e.动力装置工程技术研究所——HEUPT;f.动力装置与电控技术研究所——HEUDK;g.净化与分离技术研究所——HEUJF;h.涡轮机技术研究所——HEUWJ;i.能源工程技术研究所——HEUNY。
其它研究所设计单位代号应根据上述原则制订,并报科研院质量管理处备案。
3.2.3 设计代号通用产品设计代号包括设计顺序号和设计阶段代号,设计顺序号为各部门设计该类产品的顺序号,以自然数表示。
技术文件编号方法
技术文件编号方法1 目的为了进一步统一技术文件的编号,便于企业内外的协作、交流,对技术文件编号方法进行科学、合理的规定。
2 范围本标准 >标准适用于公司各类技术文件的编号。
3 总则3.1 凡正式的技术文件都必须具有独立的编号,同一编号只能授予一份技术文件。
注:一份技术文件是指能单独使用的最小单位技术文件,如某个零件的铸造工艺卡片,机械加工工艺过程卡片,机械加工工序卡片等均为能单独使用的最小单位工艺文件。
3.2 当同一文件由数页组成时,每一页都必须填同一编号。
3.3 引证和借用某一技术文件时应注明其编号。
3.4 工艺文件的编号应按规定的位置填写。
4 技术文件的分类及编号技术文件分为四类:工艺基础性文件、工艺装备类文件、工艺设备类文件和技术标准。
4.1 工艺基础性文件工艺基础性文件主要包括工艺规程、工艺过程卡片、工艺卡片、工序卡片、检验卡片、作业指导书等。
4.1.1 编号的组成工艺基础性文件编号由特征号和顺序号组成,两部分之间用短划“-”隔开,如下所示:××××-×××顺序号特征号,由工艺文件类型代号和工艺方法代号组成4.1.2 工艺基础性文件的类型常用工艺基础性文件类型及代号参见表1:表1 工艺基础性文件类型及代号对照表4.1.3 工艺基础性文件的工艺方法常用工艺基础性文件工艺方法及代号参见表2:表2 工艺方法及代号对照表4.2 工艺装备类文件工艺装备类文件包括:冷热加工工装、刀具、辅具、夹具、量具以及检验夹具和测试装置等。
4.2.1 编号的组成工艺装备类文件的编号由类、组、分组及顺序号组成,中间以短划线分开,如下所示:×××-×××顺序号类、组、分组代号4.2.2 常用工艺装备类文件类、组、分组名称及代号参见表3:表3 类、组、分组名称及代号对照表表3 类、组、分组名称及代号对照表(续)注:续表中列举的工装仅为总的类别,详细分类参见JB/Z 180-82《工艺装备编号方法》。
工艺文件和技术资料的编号规定
1-职员工作标准代号
2-工人工作标准代号
4-工作程序代号
注:
表2文件类别代号
文件代号
文件名称
适用范围
统一编号单位
△J
一般技术文件
试制大纲、工艺路线、网络图、材料消耗定额、材料复验项目表目录、工时定额等
技术系统编号
△JZ
工作协调通知单
△JT
技术通知单
各类产品专用技术文件、工艺超越单
Hale Waihona Puke 技术系统编号超差单代号年份号序号
1.4其它文件编号规定
其它文件编号一般应由单位代号、文件类别代号、序号、年份号四部份组成。
序号应连续历年累加。文件类别代号见表2。
×××——×××——※※
文件类
单位代号别代号序号年份号
2技术图样编号
2.1铸造工装图编
表示分组号
M—△—××
×××
材料名称
产品代号见表1模具序号
2.2外协任务的工装或工装图编号
一范围
本标准规定了工艺文件、技术图样和技术资料的编号及其编写细则。
本标准适用于公司各单位编写工艺文件,技术图样和技术资料。
1技术文件编号
1.1企业标准编号规定按表1
1.2更改单编号规定
更改单编号由年份号、序号二部份组成。
※※——×××
年份号序号
1.3超差单编号由超差单代号、年份号及序号三部分组成。
W——※※——×××
管理标准
Q/20GB—Q·××·××
系统代号序号年份
Q/20GB-Q02.01.91(此文件为技术系统的第1份管理标准、91年写的)
工作标准
部门工作标准
Q20GC- Q0×××—※※
技术文件编号方法
技术文件编号方法(草案)1.总则1.1.凡正式技术文件都必须具有独立的编号,同一编号只能授予一份技术文件。
1.2.图纸的编号另有规定,不在本方法规定之内。
2.定义和概念2.1.产品本方法中的“产品”是指公司向客户提供的成品。
“产品”可能是一个部件也可能是单个的零件。
2.2.零件零件是指组成机械和机器的不可分拆的单个制件。
2.3.部件本方法中的“部件”是指公司向客户提供的产品的一个组成部分,由若干零件装配而成。
2.4.工艺工序一个或者几个工人对同一个(种)或几个(种)工件连续完成的工艺加工过程叫工艺工序。
工艺工序是使劳动对象发生物理或化学变化的工序。
2.5.检验工序检验工序是指对原材料、半成品、成品的质量进行检验的工序。
2.6.运输工序运输工序是指在工艺工序之间、工艺工序和检验工序之间运送劳动对象的工序。
2.7.在制品在企业的生产过程中,正在进行加工、装配或待进一步加工、装配或待检验验收的制品统称为在制品。
每一个工艺工序完成的在制品均必须有一个编号。
2.8.工艺装备工艺装备简称工装,是产品制造过程中所用的各种工具的总称,包括:刀具、夹具、模具、量具、检具、辅具、工位器具等,本文中“工装”专指夹具、量具、检具等不包含模具、刀具等。
2.9.专用工装专为某产品、工序所用的工装称为专用工装。
2.10.通用工装能为几种产品或工序所共用的工装称为通用工装。
2.11.报告本方法规定的“报告”是指主要以文字为主的各类冠以“报告”、“通知”、“申请”等名头的技术文件,例如:评审报告等。
2.12.报表本方法规定的“报表”是指主要以数字、表格为主的需要经常(周期性)上报的各类文件。
3.编号的组成及编制规则3.1.技术文件编号方法技术文件的编号由主称代号(产品型号、通用文件代号)+大类特征代号(技术文件特征代号)+小类特征代号(文件代号、工序代号……)+顺序号四部分组成。
详见图一顺序号小类特征代号(文件代号、工序代号……)大类特征代号(文件特征代号)主称代号(产品代号、通用文件代号“T”)图一文件编号构成3.1.1.主称代号的编号方法技术文件的主称代号一般用产品代号来表示,通用文件的主称代号用“T”表示。
图样与技术文件编号作业指导书
昆山爱贝阀业有限公司图样与技术文件编号作业指导书文件编号:Q/KV-WD-03编制:日期:审核:日期:批准:日期:颁布日期:2012.10.15 实施日期:2012.10.30ABV 图样与技术文件编号作业指导书 Q/KV-WD-03 REV A1主题内容与适用范围本标准规定了我公司图样与技术文件编号的基本要求及编号方法。
本标准适用于我公司图样及技术文件的编号管理。
2基本要求2.1 每个产品、部件、零件的图样及技术文件均应有独立的编号。
2.2 当同一文件时,每页者应填写同一编号。
2.3 采用表格图时,表中由数组成每种规格的产品、部件、零件都应标出独立的代号。
2.4 借用件的编号应采用被借用件的图样代号。
3编号方法3.1 设计文件的编号方法3.1.1 图样的编号由产品代号、部件序号、零件或分部件序号、零件序号及改进尾注号组成。
见例1:例3.1.1.1 产品代号由字母和数字组成,其编号方法应符合《产品型号和零部件号编号方法》。
3.1.1.2 部件的序号应在某所属(产品或上一级部件)的范围内编号。
3.1.1.3 零件的序号应在某所属(产品或部件)的范围内编号。
3.1.1.4 改进尾注号以大写字母表示,改进顺序按字母排列顺序进行。
3.1.2 产品设计规范及材料规范产品设计规范及材料规范的编号方法按我公司质量管理体系三层文件的编号执行。
3.1.3 合格证产品合格证不予编号3.1.4 其它设计文件3.1.4.1 其它设计文件的编号由产品代号、部件序号、零件或分部件序号、零件序号、改进尾注号及设计文件尾注号组成,见例2:例合格证尾注号改进尾注号零件序号产品代号3.1.4.2 设计文件尾注号采用大写字母表示。
3.1.4.3 设计文件尾注前用“一”间隔。
3.1.4.4 设计文件尾注号按表1执行。
ABV 图样与技术文件编号作业指导书 Q/KV-WD-03 REV A通用工艺规程的编号方法按我公司质量管理体系三层文件的编号执行。
技术文件、资料编号办法
190
各种电机
0
102
设计技术任务书(电器)
6
176
电流互感器
0
108
技术经济分析报告
6
731
电动操作机构
0
121
各类报告
6
733
电动传动机构
0
122
试验报告
6
735
电动控制箱
0
123
试制总结
6
760
断路器传动机构
0
132
各类目录
0
140
使用说明书
0
141
合格证
0
151
参考资料、汇编资料、指导性资料
580
母 线
5
8
833
包装垫
5
8
581
母 排
5
8
836
附件袋
5
8
585
联结板
5
8
860
标 牌
5
586
换向器
5
8
862
铭 牌
5
8
592
电阻件
8
864
商 标
8
593
引弧片
8
867
盒 贴
5
8
595
弧 角
8
902
螺 钉
8
600
片
5
8
922
螺 栓
5
8
610
磁 铁
5
8
937
螺 杆
5
8
611
磁 轭
5
8
946
螺 母
0─技术文件;2、6─产品(2指断路器,6指电机)
青田新机产品图样及技术文件的编号方法
受控状态:分发号:作业指导书 QXJ03-42301产品图样及工艺文件的编号方法编制:审核:批准:2012-4-1发布 2012-4-10实施青田新机电器有限公司发布⒈范围本方法规定了产品图样及技术文件编号基本原则与方法。
本方法适用于本企业生产或设计的零件、部件、产品等。
⒉规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订本均不适用于本标准。
然而鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
JB/DQZ 0133.1- 1985 电工产品图样及技术文件编制导则总则JB/DQZ 0133.9- 1985 电工产品图样及技术文件编制导则产品图样及技术文件十进位分类编号法JB/T 3752.1-1999 低压成套设备和控制设备产品型号编制方法JB/T 5054.4-2000 产品图样及设计文件编号原则JB/T 5054.8-2001 产品图样及设计文件通用件管理办法JB/T 8754-2007 高压开关设备和控制设备型号编写办法JB/T 9665-1999 低压成套开关设备和控制设备辅件产品型号编制方法JB/T 9166-1998 工艺文件编号方法⒊编号的基本原则和一般要求3.1产品图样及设计文件编号要具备科学性,要选择最有代表性的特征与信息作为分类的基础和依据;3.2要有系统性,具有一定的排列和顺序;3.3 要有可延续性,以保证新增产品不会停顿;3.4 要有规范性,使企业能有遵照执行的规定;3.5 产品的零部件图样和设计文件按其性能特征进行分类,并按其分类应编制独立的代号;3.6 分类编号不表示型号;3.7 每份图样和工艺文件的编号是唯一的;3.8 本标准按JB/DQZ 0133.9-1985的规定采用十进位分类,即将所有的产品及其组成部分(组件、部件和零件)以及技术文件分为10级,每级分为10部,每部分为10类,每类分为10组。
文件编码原则

文件编号规范文件编号版本号页码制定日期一.目的为进一步加强技术文件的管理,统一技术文件的编号,便于公司内外的协作、交流,对技术文件编号方法作科学、合理的规定,特制定本规范。
二. 范围适用于各类技术文件的编号。
三.基本原则本公司技术文件和资料按照下列标准统一编号,建立《技术文件目录》,以便于技术文件保管和查阅。
未经技术经理授权,任何人不得在技术文件、图纸、图样等资料的编号上作任何标记、涂改。
1.图样和文件编号一般采用下列字符:——0~9阿拉伯数字——A~Z拉丁字母(O、I除外)-实心短横杠线2.编号原则及要求a.选用公司涉猎或成熟的产品系列进行分类b.采用最稳定的本质属性或特征作为信息分类的基础和依据c.一个代码只能唯一地标示一个分类对象d.同一文件有数页时,每一页都必须填同一编号e.引证或借用某一技术文件时应注明其编号f.技术文件的编号应按规定的位置填写四.技术文件的分类及编号技术文件包括:设计文件、结构(或生产)图纸、产品图样、工艺文件、技术标准、外来标准和图样,生产设备操作规程等。
技术文件的编号有特征号和顺序号组成,两部分之间用一字线隔开1.版本号:新制定的文件为A/0,为避免版本修订次数太多,版本修订至第十次(A/0~A/9)时,须由制订部门在修订时申请废止,重新制订B/0版…。
2.机电公司文件编号:a.组成马达、限位器、齿轮箱的相关零件的图纸等文件编号,如:WS-G0001-TZb.其它零配件图纸文件编号,如:零件特征代号说明:注:所有零件图纸必须添加料号,该料号具有唯一性c.作业指导书、BOM等文件编号,同a、b项图纸编号(尾注号因文件而异)。
3.智能公司BOM、零件图、工艺图、作业指导书等编号a.零件图编号:b.作业指导书、BOM等文件编号,如:尾注编号说明:五.文件编写1. 技术文件的编写和职责1.1技术部负责产品设计文件、工艺文件、技术标准及顾客提供的文件和资料、规范的编写、校对、审核、更改、回收的管理。
技术文件编号方法

莱州市金田机械有限公司作业文件文件编号:JT/C-4.2.3J-003版号:A/0 技术文件编号方法批准:王春审核:吕春刚编制:姜树丽受控状态:分发号:2006年11月15日发布2006年11月15日实施技术文件编号方法JT/C-4.2.3J-003 1 目的为确保和便于识别技术文件的唯一性,凡正式的技术文件都必须具有独立的编号,同一编号只能授予一份技术文件,特对其规定了编号方法。
2 适用范围本方法适用于公司各类有效技术文件的编号。
3 职责技术科或有关设计部门负责技术文件的编号。
编号应填写在技术文件的标题栏或其封皮上。
4 编号组成技术文件编号由产品代号、特性代号、年代号、编制顺序号四部分组成,顺序号前以短线与产品的年代号分开。
4.1 产品代号:摩托车左曲轴——LC 球轴承——BB摩托车右曲轴——RC 滚针轴承——NB摩托车连杆——CR 链轮——SW摩托车曲柄销——CP 齿轮——GW摩托车连杆总成——RA 半圆键——SK摩托车曲轴总成——SA 油盘——OC汽车空调压缩机轴——MC 垫片——CS空调压缩机主轴——AC 钢球——SB4.2 特性代号:机加工——M热处理——R(高频淬火RG、调质RT、火焰淬火RH、正火RZ)锻造——F探伤——I镀铜——C4.3 年代号、顺序号用二位数字表示4.4 编号举例:2006年所编制的第一份左曲柄机加工工艺编号为:产品代号顺序号特性代号年代号4.5 年代号改变时,顺序号应从头开始编号。
4.6 产品代号、特性代号可随内容增加继续补充。
5 编号要求5.1 每种产品的图样都应独立编制代号。
5.2 采用表格图时,表格中每种规格的产品都应标出独立的代号。
5.3 同一产品的图样用数张图纸绘制时,各张图样都应标注同一代号。
5.4 同一CAD文件使用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
工程建设设计图样及技术文件编号方法

888(2003)S-28G-03
主管院长:韩海宏 2003-11-1 批准 1
2003-11-1 实施
┯ ┯ ┯ ┯┯ ┯ │ │ │ │ │ └专业图样的流水号,03 为第 3 张 │ │ │ │ └专业代号,G 为结构专业(见表 4.1.5) │ │ │ └工程子项编号,28 号建筑 │ │ └设计阶段代号,S 为施工图设计(见表 4.1.3) │ └合同年代号,2003 为 2003 年 └顾客序号,888 为我院对第 888 位顾客的设计 4.1.1 顾客序号 此序号由质量技术部负责编制、核定,每一顾客只能有一个编号。
表 4.1.3 设计文件及设计阶段名称、代号及简写
序号 1 投标
设计文件及设计阶段
2 咨询
3 报价
5 项目建议书
6 可行性研究报告
7 规划(指一个建设项目的规划)
8 方案设计
9 初步设计
10 施工图设计
11 竣工图
12 加固设计(包括抗震加固)
13 各专业的计算书
14 设计总说明
简写 投 咨 报 建 研 规 方 初 施 竣 固
例 4:
06 L-02- 1 5
┯┯┯ ┯ │ │ │ └设备编号:15 为第 15 台设备 │ │ └工部代号:02 为大件工部 │ └专业代号:L 为机械加工 └车间代号:06 为综合车间 5.2 单功能车间,即由一个专业用一建筑物时,平面图中设备编号按以下 规定。 例 5:
15
┯ └1 设备编号:15 为第 15 台设备 5.3 大(中)型车间工艺平面图中设备、仪器仪表编号如下。
计算 说明
代号 T ZX B M K G F C S J Z JS SM
HX001_产品图纸和技术文件编号方法
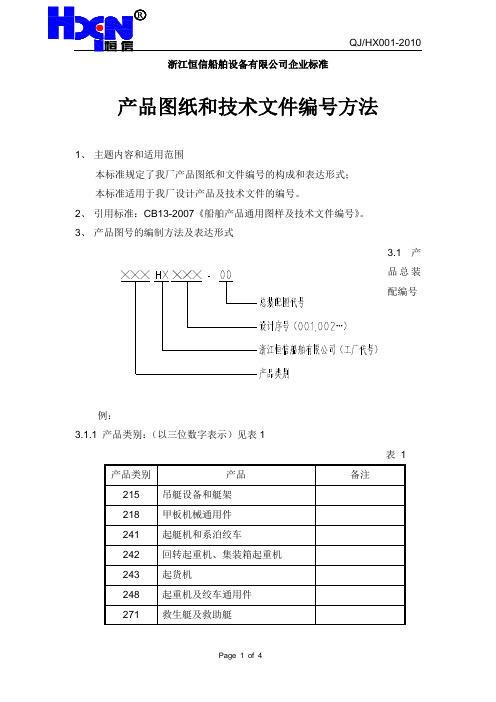
浙江恒信船舶设备有限公司企业标准产品图纸和技术文件编号方法1、主题内容和适用范围本标准规定了我厂产品图纸和文件编号的构成和表达形式;本标准适用于我厂设计产品及技术文件的编号。
2、引用标准:CB13-2007《船舶产品通用图样及技术文件编号》。
3、产品图号的编制方法及表达形式3.1 产品总装配编号例:3.1.1 产品类别:(以三位数字表示)见表1表 13.1.2 单位代号浙江恒信船舶设备有限公司工厂代号为HX。
3.1.3 设计序号设计序号由一个三位数表示,从001开始,001,002,…3.2 属于产品的其他图纸编号按表2规定,在总装配图编号后加有关种类代号,若同类中有几种图纸,可用代号加序号以资区别,如电气原理图用“DYL”,机械原理图用“JYL”,液压原理图“YYL”表 23. 3 只有一张图纸产品的编号仍按产品总装配编号原则编号,只是取消图号后“00”总装配图代号。
3. 4 零部件的编号采用隶属编号,最多为四代:3. 5 经过修改亦重新绘制的图纸编号:在标题修改栏内作△标记,为第一次换图,并在原图号尾加△,如:215HX024-01-2△△为第二次,类推。
3. 6 同样型号派生产品的图纸编号应在其原型号图号后加注P1,P2,P3……例如:226HX001-00P1(表示第一次设计的派生产品)226HX001-00P2(表示第二次设计的派生产品)3. 7 若同一零件有左机、右机之分,其对应的左机、右机零件应在图号后标注“左”、“右”字样。
例如:226HX001-03-01左(表示左机用零件)226HX001-03-01右(表示右机用零件)3. 8若某产品因型号不同,有A型、B型之分,因而有变换零部件,则此变换件的图号后应加注与此零件所对应机型的型号字母。
例如:241HX001-03-01A(表示A型起艇机用零件)241HX001-03-01B(表示B型起艇机用零件)3. 9若某产品因规格不同,因而有变换零部件时,则此变换件的图号后应加注罗马数字Ⅰ、Ⅱ、Ⅲ……例如:226HX001-01-05Ⅰ(表示同种锚机二种规格的零件)226HX001-01-05Ⅱ3. 10若某产品因对外需要,其制造图号和产品图号不一致时,允许在产品总装配图上出现二种图号,制造图号应标注在产品图号之下方用括号括起来,此产品的部、零件图号应按制造图号进行编制,以免混淆。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QB001-2003《技术文件编号方法》QB002-2003《技术图样与图形绘制标准》1.目的明确技术图样与文件的签署、更改及标准化等内容,对技术图样与文件进行有效的控制2.范围适用于产品图样、工艺图样、设计文件和工艺文件的管理。
3.职责技术部门负责技术图样与文件的统筹管理。
4.工作程序4.1 技术图样与文件的签署4.1.1 技术图样的签署4.1.1.1 签署栏目分为设计、校对、审核、工艺审查、标准审查、审定、会签和更改等,必要时可增设其它栏目。
以上栏目中“设计”、“校对”、“审核”及“审定”栏必须有签署人,其它栏目可根据需要进行签署。
上述栏目中,“校对”和“审核”可由同一人签署,其余各栏必须由不同的人签署。
4.1.1.2 各栏目签署人的资格和责任:凡技术图样的各栏目必须由具有相应资格的人签署方为有效;签署人对自己的签名负有相应责任。
技术图样各栏目签署人的资格和相应责任:(1)满足设计输入的要求;(2)对设计的技术性能指标、图样的结构、尺寸等正确性负责;(3)对工艺、安装、调试负有配合责任。
校对图样的校对者指定具备资格的技术员对图样的装配、尺寸、配合、工艺要求的准确性和合理性负责。
审核部门或项目负责人或指定具备资格技术员具备与审核对象相适应的专业技术职务对设计是否按设计要求进行负责,对结构、关键工艺、总体方案的合理性负技术把关责任。
工艺审查具体工艺设计或工艺审核人指定具备资格人员对工艺(含加工、安装调试工艺)进行审查标准审查具体进行标准化的工作人员指定具备资格人员检查图样是否正确执行有关标准。
审定项目负责人、总工、副总或直接领导者:(1)对总体方案和技术、安全指标负领导责任;(2)对以上栏目签署人的资格负认可责任;(3)检查技术文件的完整性、成套性。
会签会签人据事项而定对会签事项负责更改原设计、制图人员或项目负责人4.1.2 技术文件的签署4.1.2.1 签署栏目分为编制、审核、批准和更改等,必要时可增加会签等其它栏目。
编制、审核、批准和会签栏必须由不同的人签署。
一般技术文件可仅签“编制”和“审核”栏,设计任务书、总体设计说明书等关键技术文件,“批准”栏必须要有签署。
4.1.2.2 技术文件各栏目签署人的资格与责任:(1)对文件内容准确性、真实性负责;(2)按有关要求编制,清晰明确。
审核部门负责人或项目负责人或指定具备资格技术员对文件内容的真实性负责,对文件编写人的资格负认可责任。
批准总工或副总负直接领导和最后把关责任。
会签有关会签部门具备资格的人员对会签文件的共同条款或双(多)边关系条款负认可责任。
更改原文件的编制人员或项目负责人。
4.1.3 审查的程序4.1.3.1 技术图样或文件完成或告一段落后,由设计(编制)人员交下一文件签署人审查,原则上应将全套技术图样或文件送审,必要时图样可按组、部件分类送审。
4.1.3.2 校对应形成记录,并将结果记录于《图纸校对记录》中。
4.1.3.3 审查在原稿上进行,一般在需要修改的部位用铅笔打上标记,将审查意见记录于《技术图样(文件)审查意见表》后,连同原件转交下一文件签署人。
4.1.3.4 技术图样或文件完成审定后,将审查意见连同原件返回设计(编制)人员。
由设计(编制)人员按审查意见进行修改,并交由各签署人复查修改内容。
当所复查的内容完全无误后,方可进行签名。
4.1.3.5 各栏目的签署次序为:设计(编制)→校对→审核→审定(批准)。
“更改”可于审定(批准)后各阶段进行。
凡无前一级签署人的签名,后一级责任人不予受理,并责成前一级责任人完成签署手续。
因此而产生的后果,由前一级责任人承担。
4.1.3.6 如审查员与编制者双方意见分歧时,由批准人员或直接领导仲裁。
4.1.3.7 各栏目完成签署后,由设计(编制)人员将底图(或原件)连同审查意见移交综合档案室存档,并在《档案交接记录表》(见pd423《文件控制程序》表码:pd423-02)上办理交接手续。
4.2 技术图样与文件的更改4.2.1 更改的原则4.2.1.1 图样与文件的更改,不得降低产品质量,也不得违背设计任务书和有关标准的规定。
4.2.1.2 更改后的图样与文件应正确、完整、统一,并保持清晰。
4.2.1.3 更改必须履行签字手续,并保证更改前的原图样与原文件有据(档)可查。
4.2.2 更改的实施4.2.2.1 更改人员确定需要更改的内容及处数,填写《技术图样(文件)更改通知单》(见pd423《文件控制程序》表码:pd423-04),报审批人员进行审批。
4.2.2.2 更改人员按审批后的更改通知单(及附件),对底图(或原件)进行更改,并将更改通知单(及附件)移交综合档案室,作为原图样或文件的一部分。
4.2.2.3 综合档案室将审批后的更改通知单(及附件)的复印件发放于原图样或文件的受控场所,并做好相应的发放签收记录。
各受控场所应按更改通知单(及附件)的要求,及时对原图样或文件进行修改。
4.2.3 更改的方法4.2.3.1 图样与文件的更改一般应采用划改:将需要更改的尺寸、文字、符号或图形等,用细实线划掉(被划掉部分应能清楚地看出更改前的情况),然后填注新的尺寸、文字、符号或图形等。
4.2.3.2 当划改会引起误解,或有损文件的清晰,或内容较多填写不下时,可采用刮改的方式,在保证有据可查的原则下(如先将原件复制盖“参考”印章后存档),将被更改的内容刮掉,填写新的内容。
4.2.3.3 若图样或文件的底图经多次使用与更改而污损不能再用时,或更改的内容不能在原底图上进行更改时,根据最后更改的文字、图形等进行重新绘制或打印底图,新底图的版本号采用大写英文字母表示(如a、b、c……),附在图号末尾。
旧底图或其复印件应存档备查,盖“参考”或“作废”印章,并由经办人签上姓名、日期。
4.2.3.4 为避免误解,印刷图样或对外文件(如:铭牌、包装箱印刷图、产品说明书等)的更改采用刮改,不做标记,只在更改栏上填写更改通知单号、更改人签名和日期。
4.2.4 更改的标记4.2.4.1 划改时在靠近图样与文件的更改部位,写上更改标记:用加圆圈的小写英文字母表示(如:a、b、c……)。
4.2.4.2 更改的内容,如地方紧凑,允许划掉更改部分,在其附近空白处写上新内容,自更改标记处引出一条带箭头的细实线指向更改处。
4.2.4.3 部分图形的更改,用点划线将更改部分围上,然后用细实线打“×”,另在图纸空白处给出新图形。
4.2.4.4 整个视图的更改,用细实线划去,在附近或采用附件给出新图,以一个更改处数计算。
4.2.4.5 更改标记一般按每张图样或文件编排,但对多张表示同一代号的图样或文件,更改标记应按全份图样或文件编排,并填写在需要更改的各张图样或文件上。
4.2.4.6 凡经更改的图样或文件,均应在更改栏中填写:1)更改标记;2)同一标记下的更改处数;3)更改通知单编号;4)更改人签名;5)更改日期。
4.2.5 更改的补充说明4.2.5.1 技术图样与文件更改通知单应注明编号,其原件应存档备查。
4.2.5.2 借(通)用件的图样更改应慎重,不得破坏借(通)用件的性质。
否则,应绘制新图样,另编代号,并相应更改与其有关的一切图样及文件,而原通用件和借用件的图样仍予以保留。
4.2.5.3 更改后的图样与文件,如破坏了互换性,应改变图样及文件的代号,也可制作新的图样或文件,并相应更改与其有关的图样与文件。
4.3 技术图样与文件的标准化审查的内容和要求:4.3.1 图样与文件的幅面、格式、标题栏、名称、编号、应符合qb001-2003《技术文件编号方法》和qb002-2003《技术图样与图形绘制标准》的规定,审批的次序和签名应正确、完整、齐全并符合4.1.3条的有关规定。
4.3.2 图样与文件中的名词术语、符号、代号、计量单位等应符合标准的规定,引用的标准代号、名称应正确、有效,前后要统一。
序号书写及排序应符合标准的规定。
4.3.3 图样与文件中的主要参数应符合标准,所用参数应前后一致。
技术要求及必要的文字说明应简明扼要、通顺、易懂。
文字书写应工整、清晰,标点符号的使用应正确,内容应完整齐全。
4.3.4 图样上标注的外形尺寸、连接尺寸、安装尺寸,标注的形位公差、尺寸公差与配合、表面粗糙度应符合标准的规定;有配合要求的零件表面粗糙度与尺寸公差、形位公差应相互适应。
4.3.5图样上焊接、中心孔、滚花、螺纹等的标注应符合标准的规定;齿轮、螺纹、弹簧等图样的数据应齐全。
4.3.6 应最大限度地采用标准件、通用件、借用件、外购件;选用的结构要素、材料牌号、规格等应符合标准的规定,大小相近、形状和用途相似的要素尽量统一。
4.3.7 装配图明细栏内容和填写方法应符合标准的规定。
4.4 借、通用件的管理4.4.1 借、通用件的划分借用件和通用件均属设计继承,但存在下列差别:借用件和通用件的差别项目借用件通用件含义产品中采用其它已有产品的组成部分有一定先进性和继承性,可在不同类型或同类型不同规格的产品中互换审批手续不需经批准须经企业领导批准适用范围适用产品范围小适用产品范围大图样代号沿用原设计图样代号有专用的代号推荐方式不以企业标准方式颁布一般编成图册,以企业标准方式颁布投产方式可组织集中投产,但通常储备量较小具备组织集中投产条件,储备量较大。
4.4.2 借、通用件的原则4.4.2.1 跨系列产品中可广泛采用的零部件,应尽量地制订为通用件。
4.4.2.2 通用部件中不应借用产品专用件(基本件)。
4.4.2.3 同系列产品以及同一产品的各专用部件之间,应最大限度地建立借用关系。
4.4.2.4 派生产品或变型产品应尽量地借用原产品的零部件。
4.4.2.5 被借用件通常应是已经样机试制鉴定,并具备小批量试制或成批投产条件的产品零部件。
4.4.2.6 同时设计的同系列产品,虽然图样未经样机试制鉴定,仍可建立借用关系。
4.4.2.7 采用借用件应考虑其结构先进性和质量可靠性。
4.4.2.8 应尽量地避免借用一次性产品的零部件。
4.4.3 借、通用件的编号4.4.3.1 借用件沿用原设计的图样代号。
4.4.3.2 通用件必须有专用的代号,其编号方法如下:1)通用零件的编号:t__________;(注:__________为从00001开始的流水号。
)2)通用部件的编号:tb__________。
4.4.4 借、通用件的登记与管理4.4.4.1 通用件应设计、汇编成图册,并编制明细表。
4.4.4.2 凡已被采用的借、通用件应进行使用登记,可登记在图样附加栏上方。
4.4.4.3 登记手续由设计时图纸的使用者负责。
4.4.4.4 借用件如使用广泛,应及时提升为通用件,以便简化管理。