哈氏合金C-276(蒂森克卢伯)
c-276化学成分标准
c-276化学成分标准
C-276合金是一种镍基合金,具有优异的抗腐蚀性能,通常用于化工、石油和石化工业中。
其化学成分标准通常遵循ASTM B575标准。
根据ASTM B575标准,C-276合金的化学成分应符合以下要求:
镍(Ni),余量。
钼(Mo),15-17%。
铬(Cr),14.5-16.5%。
铁(Fe),4-7%。
钼锰(Mo),2.5-3.5%。
钼铁(Mo),2-6%。
钼铬(Mo),余量。
硅(Si),0.08%最大。
锰(Mn),1.0%最大。
钒(V),0.35%最大。
钼(Mo),0.04%最大。
碳(C),0.01%最大。
此外,C-276合金还可能包含微量的其他元素,但这些元素的
含量通常被限制在很小的范围内,以确保合金的性能和稳定性。
根
据具体的生产标准和要求,C-276合金的化学成分可能会有所不同,因此在实际应用中,需要严格遵循相关的化学成分标准,以确保合
金的质量和性能符合预期。
同时,生产厂家也会提供详细的化学成
分报告,以满足客户的特定要求。
哈氏合金c
哈氏合金c哈氏合金C-276美国进口板报价上海坚铸实业有限公司2013年1月12号报价一、冷轧卷板(可开平)1、1.9X1219XC 1 卷/1457KG2、1.9X1219XC 1 卷/3618KG3、2.9X1219XC 1 卷/1693KG4、1.9X1219XC 1 卷/3784KG5、3.9X1219XC 1 卷/3206KG 价格:460元/kg二、热轧平板(可零割)1、6X2000X6000 12张/7944KG1、8X2000X6000 17张/16150KG1、10X2000X6000 21张/23680KG1、12X2000X6000 4张/5206KG 价格:455元/kg另外其余镍合金库存:Inconel600(N06600)进口板 0.5-60MM 600吨 320-460元/kg Inconel825(N08825)进口板 0.5-60MM 360吨 250-270元/kg Inconel625(N06625)进口板 0.5-60MM 420吨 430-470元/kg Inconel800H(N08810)进口板 0.5-60MM 1400吨 210-235元/kg Monel400(N04400)进口板 0.5-60MM 230吨 320-360元/kgI904L 0.5-60MM 600吨 190-210元/kg254SMO 0.5-60MM 400吨 200-215元/kg2205 0.5-60MM 2000吨 80-105元/kg2507 0.5-60MM 1200吨 85-105元/kg文案编辑词条B 添加义项 ?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
c276哈氏合金_Hastelloyc-276

N10276
执行标准:ASTM B575/ASME SB-575、ASTM B574/ASME SB-574、ASTM B622/ASME SB-622、ASTM B619/ASME SB-619、ASTM B366/ASME SB-366、ASTM B564/ASME
SB-564供货资询:① ⑧ ⑨ ⒍ ⒋⒍⒏② ⑥ ⑧ ⑦
产品介绍(以下为典型化学成分及机械性能(ASTM) 参考
耐腐蚀性及主要使用环境
● 哈氏合金 C-276是一种含钨的镍-铬-钼合金,极低的硅碳含量,被认为是万能的抗腐蚀合金。该合金具有以 下特性:①在氧化和还原两氛围状态中,对大多数腐蚀介质具有优异的耐腐蚀性能。②有出色的耐点蚀、缝 隙腐蚀和应力腐蚀性能。较高的钼、铬含量使合金能够耐氯离子腐蚀,钨元素进一步提高了耐蚀性。同时, C-276合金是仅有的几种耐潮湿氯气、次氯酸盐及二氧化氯溶液腐蚀的材料之一,对高浓度的氯化盐溶液如 氯化铁和氯化铜有显著的耐蚀性。适用于各种浓度的硫酸溶液,是少数几种能应用于热浓硫酸溶液的材料之 一。
● 配套焊接材料及焊接工艺:哈氏合金C-276焊接材料选用ERNiCrMo-4焊丝和ENiCrMo-4焊条,焊材尺寸有 Φ1.0、1.2、2.4、3.2、4.0,产地为:美国哈氏、美国SMC和德镍,焊接工艺及指导书欢迎来电索取。
● 库存情况:C-276合金板库存现货尺寸有0.08mm-45mm,棒材库存现货尺寸有Φ12mm-Φ320mm,管材管件 及 其 他 可 根 据 客 户 要 求 定 做 。 材 料 产 地 主 要 有 美 国 哈 氏 h a y n e s 、 美 国 S M C 、 美 国 冶 联 科 技 AT I 、 德 国 蒂 森 克 虏伯VDM。提供原厂材质证明书、报关单及原产地证明文件。
哈氏合金276化学成分
哈氏合金276化学成分
哈氏合金276是一种非常常见的高温合金,它由镍、铬、钼和铁等多种元素组成。
这种合金在高温下具有出色的耐蚀性和抗氧化性能,因此被广泛应用于航空航天、石油化工、能源和其他高温环境下的工业领域。
哈氏合金276的主要成分之一是镍。
镍是一种重要的合金元素,它可以提高合金的耐腐蚀性和抗高温氧化性能。
哈氏合金276中的镍含量通常在50%以上,这使得合金具有出色的耐蚀性,尤其是在酸性介质和高温下。
铬是哈氏合金276的另一个重要成分。
铬的主要作用是提高合金的耐蚀性和抗氧化性能。
铬能够形成一层致密的氧化膜,阻止氧气和其他腐蚀介质的进一步侵蚀。
哈氏合金276中的铬含量通常在15-16%之间,这使得合金在高温下具有优异的耐蚀性。
哈氏合金276中还含有一定比例的钼。
钼能够提高合金的强度和硬度,并增强其耐热性能。
钼的添加可以防止合金在高温下变形和熔化,使其在极端工况下依然保持稳定的性能。
除了上述主要成分外,哈氏合金276中还含有少量的铁、锰、钴和其他微量元素。
铁的添加可以增加合金的强度和硬度,锰和钴可以提高合金的耐蚀性和抗氧化性能。
其他微量元素的添加可以改善合金的加工性能和机械性能。
哈氏合金276的化学成分主要包括镍、铬、钼和铁等多种元素。
这些元素的合理配比使得合金在高温下具有出色的耐蚀性和抗氧化性能。
哈氏合金276的广泛应用于航空航天、石油化工、能源等高温环境下的工业领域,为人类的科技进步和工业发展做出了重要贡献。
哈氏合金hasetlloy c-276
哈氏合金C-276(hasetlloy c-276哈氏C-276合金是一种含钨的镍-铬-钼合金,极低的硅碳含量,被认为是万能的抗腐蚀合金。
主要耐湿氯、各种氧化性氯化物、氯化盐溶液、硫酸与氧化性盐,在低温与中温盐酸中均有很好的耐蚀性能。
因此,近三十年以来、在苛刻的腐蚀环境中,如化工、石油化工、烟气脱硫、纸浆和造纸、环保等工业领域有着相当广泛的应用。
耐蚀性能该合金具有以下特性:①在氧化和还原两氛围状态中,对大多数腐蚀介质具有优异的耐腐蚀性能。
②有出色的耐点蚀、缝隙腐蚀和应力腐蚀性能。
较高的Mo、Cr含量使合金能够耐氯离子腐蚀,W元素进一步提高了耐蚀性。
同时,哈氏C-276合金是仅有的几种耐潮湿氯气、次氯酸盐及二氧化氯溶液腐蚀的材料之一,对高浓度的氯化盐溶液如氯化铁和氯化铜有显著的耐蚀性。
适用于各种浓度的硫酸溶液,是少数几种能应用于热浓硫酸溶液的材料之一。
物理性能哈氏C-276合金的物理性能如下所示:材料成分:57Ni-16Cr-16Mo-5Fe-4W-2.5Co*-1Mn*-0.35V*-0.08Si*-0.01C* *为最大a 余量执行标准:UNS N10276,ASTM B575,ASME SB575,DIN/EN 2.4819 密度:8.90g/cm3机械性能抗拉强度:σb≥730Mpa,延伸率:δ≥40%,硬度:HRB≤100。
哈氏C-276合金热成形是在1150℃时立即退火,并以水急冷。
对哈氏C-276合金进行冷变形加工会使其强度增加。
哈氏C-276合金和普通奥氏体不锈钢有相似的成形性能。
但由于其比普通奥氏体不锈钢的强度要大,所以,在冷成形加工过程中会有更大应力。
此外,这种材料的加工硬化速度比普通不锈钢快得多,因此在有广泛冷成形加工过程中,要采取中途退火处理。
焊接及热处理C-276合金的焊接性能和普通奥氏体不锈钢相似,在使用一种焊接方法对C-276焊接之前,必须要采取措施以使焊缝及热影响区的抗腐蚀性能下降最小,如钨极气体保护焊(GTAW)、金属极气体保护焊(GMAW)、埋弧焊或其他一些可以使焊缝及热影响区抗腐蚀性能下降最小的焊接方法。
hc276铸件的标准

Hastelloy C-276铸件的标准可能包括以下几个方面:
1. 化学成分:Hastelloy C-276是一种含钨的镍-铬-钼合金,其化学成分应符合相关标准的要求。
2. 机械性能:铸件应具有一定的抗拉强度、屈服强度和延伸率,以及较低的硬度。
3. 耐腐蚀性:由于Hastelloy C-276是一种抗腐蚀合金,因此铸件应具有良好的耐腐蚀性能。
4. 尺寸和形状:铸件的尺寸和形状应符合设计要求,并具有一定的精度。
5. 表面质量:铸件的表面应光滑、无裂纹、无气孔等缺陷。
需要注意的是,具体的标准可能会因不同的应用领域和生产厂家而有所不同。
因此,在选择Hastelloy C-276铸件时,建议与生产厂家或相关机构进行详细沟通和确认。
一种哈氏合金c-276的锻造工艺

一种哈氏合金c-276的锻造工艺哈氏合金C-276是一种高温高抗腐蚀性能的镍基合金,具有优异的耐酸、耐碱、耐盐和耐腐蚀性,在化学工业、石油、医药、航空等领域得到广泛应用。
为了满足不同工程需求,哈氏合金C-276需要通过锻造工艺进行加工。
下面将介绍一种常用的哈氏合金C-276的锻造工艺。
哈氏合金C-276的锻造工艺通常包括预加热、锻造、热处理和改善工艺。
首先是预加热。
由于哈氏合金C-276的成分中含有较高比例的镍,其熔点较高,因此在进行锻造之前需要对原料进行预加热。
预加热的温度一般在800-1000摄氏度之间,根据不同的锻造形状选择合适的温度。
预加热的目的是使原料均匀加热,提高可锻性,减少应力及晶界的形成。
接下来是锻造。
锻造是通过对预加热的原料进行塑性变形,改变其形状和结构的过程。
锻造通常分为两种方式:自由锻造和模锻造。
自由锻造是将预加热的原料放在锻机上,通过锻击力使其变形;模锻造是将预加热的原料放在模具中进行锻造。
锻造时需注意控制锻造速度、温度和压力,以避免过度变形和裂纹的产生。
锻造完毕后,通过空气冷却或水冷却将锻件冷却至室温。
接下来是热处理。
热处理是通过加热和冷却的方式对锻件进行组织结构的调整,提高其力学性能和抗腐蚀性能。
常用的热处理方式包括退火、固溶和时效。
退火是将锻件加热至一定温度并保持一段时间,然后缓慢冷却至室温;固溶是将锻件加热至一定温度使其溶解,然后迅速冷却;时效是在固溶后对锻件进行长时间的低温保持。
热处理的目的是调整锻件的结构,提高其强度、硬度和耐腐蚀性。
最后是改善工艺。
锻造过程中会产生一定程度的晶界和缺陷,通过改善工艺对锻件进行处理,可以提高其性能。
常用的改善工艺包括热处理、热加工和机械加工。
热处理可以调整晶界的结构,减少缺陷的产生;热加工可以进一步改善晶体的结构和力学性能;机械加工可以通过切削、研磨等方式对锻件进行精加工,提高其表面光洁度和尺寸精度。
总结起来,哈氏合金C-276的锻造工艺是一个复杂的过程,需要通过预加热、锻造、热处理和改善工艺等环节进行加工。
国产哈氏合金 c-276加工注意事项

国产哈氏合金c-276加工注意事项
嘿,咱们今天来聊聊国产哈氏合金c - 276加工注意事项呀!
哎呀呀,这国产哈氏合金c - 276可真是个厉害的材料呢!在加工的时候呀,首先得注意切割这一块哇。
切割速度可不能太快喽,要是太快了呢,很可能就会对材料的性能产生影响呀!这就好比跑步,你跑得太快,可能就会摔倒,对吧?
还有哇,在焊接的时候呢,那可是有很多讲究的呀!焊接的工艺参数一定要选择好呀。
温度呢,必须得控制在合适的范围内呀,要是温度过高或者过低呢,都会影响焊接的质量呀!这就像做饭,火候不对,菜就不好吃喽!
在进行加工的时候呀,加工的设备也得好好挑选呢。
设备要是不够精密呀,那加工出来的哈氏合金c - 276产品可能就达不到标准呀!这不是闹着玩的呀!
另外呢,加工环境也不能忽视呀!要保证环境的清洁呀,要是有太多杂质呢,很容易混入到材料里面去呀,那可就糟糕了呀!
而且哇,操作人员的技术水平也很关键呢!技术熟练的工人呢,在加工的时候就会更得心应手呀!要是技术不太好呢,就很容易在加工过程中出问题呀!所以呢,操作人员一定要经过专业的培训呀!哇,这些注意事项可都要好好记住呀,这样才能把国产哈氏合金c - 276加工好呀!。
Hastelloy C-276哈氏合金的化学性质

Hastelloy C-276哈氏合金的化学性质概述:Hastelloy C-276是一种含钨的镍铬钼合金,其硅、碳的含量极低。
Hastelloy C-276的特点是:●在氧化和还原状态下,对大多数腐蚀介质具有优异的耐腐蚀性。
●出色的耐点腐蚀、缝隙腐蚀和应力腐蚀开裂性能。
Hastelloy C-276的应用领域:在化工和石化领域得到了广泛的应用,如应用在接触含氯化物有机物的元件和催化系统中。
这种材料尤其适合在高温、混有杂质的无机酸和有机酸(如甲酸和乙酸)、海水腐蚀环境中使用。
Hastelloy C-276牌号和标准:国际通称:哈氏合金C-276、INCONEL Alloy C-276、HC-276、Hastelloy C-276、UNS N10276、W.-Nr. 2.4819、ATI C-276、Nicrofer 5716 hMoW-Alloy C-276、NAS NW276执行标准:ASTM B575/ASME SB-575、ASTM B574/ASME SB-574、ASTMB622/ASME SB-622、ASTM B619/ASME SB-619、ASTM B366/ASME SB-366、ASTM B564/ASME SB-564Hastelloy C-276化学成分:C(%):≤0.02Si(%):≤0.05Mn(%):≤1.0Cr(%):14.0~16.5Ni(%):余量Mo(%):15.0~17.0Co(%):≤2.5W(%):3.0~4.5Al(%):—Cu(%):—Ti(%):—Fe(%):1.0~4.7其他(%):V≤0.35Hastelloy C-276物理性能:密度:ρ=8.9g/cm3熔化温度范围:1325~1370℃Hastelloy C-276机械性能:下表中的最小值是标定尺寸规格试样(固溶处理态)的纵向和横向上测得的数据,特殊规格产品及特殊材料性能可以按客户需求定制。
哈氏合金c276

BS EN/BS
NS 3304
(NS 334)
(00Cr15Ni60Mo16W5Fe5)
H10276
(H 03304)
Hastelloy 276
Hastelloy C-276
N 10276
NiMo16Cr15W
2.4819
NA 45
相近对照表焊接用变形耐蚀合金
中国
美国
国际标准组织
GB
ISC
机械性能
产品形式
热处理或状态
抗拉强度
σb
Mpa
屈服点
σs
Mpa
延伸率
δ
%
硬度
HBW
管材
退火
727
313
70
Rb
92
板材
退火
741
347
67
Rb
89
棒材
退火
758
363
62
Rb
88
薄板
退火
796
376
60
Rb
86
退火材料的室温机械性能
近似对照表耐蚀合金
中国
美国
德国
英国
GB
ISC
商业牌号
UNS
DIN EN/DIN
ASTM
AWS
ISO
HNS 3304
NiCr15Mo16Fe6W4
W 50276
N 10276
ERNiCrMo-4
SNi 6276
商业牌号
Inconel alloy C-276
美国UNS
N10276
其他名称
Inconel C-276 C-276
对应标准
美标
哈氏合金276化学成分
哈氏合金276化学成分哈氏合金276是一种高温合金,具有优异的耐腐蚀性能,广泛应用于航空航天、能源等领域。
下面将详细介绍哈氏合金276的化学成分及其特性。
哈氏合金276的化学成分主要包括镍、钼、铬、铁、钴等元素。
其中,镍是主要的合金元素,占合金的50%以上,能够提高合金的强度和耐腐蚀性。
钼的含量在15-17%之间,能够增加合金的硬度和耐磨性。
铬的含量在14.5-16.5%之间,能够提高合金的耐腐蚀性和抗氧化性。
铁的含量在4-7%之间,能够增加合金的强度和韧性。
钴的含量在2.5%以下,能够提高合金的耐腐蚀性和抗热腐蚀性。
哈氏合金276具有优异的耐腐蚀性能,在高温下能够抵抗氧化、硫化、碳化等腐蚀介质的侵蚀。
它在800℃以下的温度范围内具有良好的抗氧化性能,能够长期使用。
此外,哈氏合金276还具有优异的抗应力腐蚀开裂性能,能够在恶劣的工作环境下保持稳定的性能。
哈氏合金276的机械性能也非常出色。
它具有很高的强度和硬度,能够在高温下保持良好的强度和刚性。
同时,它还具有优异的延展性和塑性,能够满足各种复杂形状的加工需求。
哈氏合金276还具有良好的热膨胀性能和热传导性能。
它的热膨胀系数与许多金属和陶瓷材料相近,能够减少由于温度变化引起的应力。
同时,它的热传导性能优秀,能够快速将热量传导到周围环境,保持合金的稳定性。
除了以上优点,哈氏合金276还具有良好的焊接性能和加工性能。
它能够通过常规的焊接方法进行连接,而且焊接接头的性能与基材接近。
在加工方面,哈氏合金276可以通过冷加工和热加工两种方式进行,能够满足不同工艺要求。
哈氏合金276是一种具有优异耐腐蚀性能、优良机械性能和热物性能的高温合金。
它的化学成分包括镍、钼、铬、铁、钴等元素,通过合适的配比和热处理工艺,能够获得卓越的综合性能。
在航空航天、能源等领域得到广泛应用,为人类的科技进步和工业发展提供了重要支持。
哈氏C-276的制造性能

之 间产生巨大 的焊接热 应力 。在 变送器使 用 中, 这些 应力在 释放 时会影响变送 器使用 精度 , 严重 的会 使焊接元 件变形或使 焊缝拉
裂。 三、 哈 氏合 金 C - 2 7 6的 铸 造 性
例, 介绍其 物理属性 、 焊接性 能 、 铸 造性 能 、 热处理 性 能、 机 加工 性
【 关键 词 】 哈 氏合金 ; 耐 腐蚀 性 ; 制造 性 能
在现代很多 的工业领域 ( 如: 电力 , 石油化工 , 冶金钢铁 , 医药 , 食 品卫生 , 造纸 , 轻纺 , 环保等 , ) 的E t 常生产中 , 都 需要 工业仪 表对 其 过程参数进行测量 。但 在一 些特 殊 的工 业领 域 中, 其很 多 的被 测量 介质都具有腐蚀性 , 而部分测 量仪表要直接接触到待 测介质 , 这就需 要我们的测量仪表 中接触介质的部分应具有 良好的耐腐 蚀 性 。所 以在设 计过程 中, 针对 不 同的介质 我们要 选择 不 同的接 触 液材质 。以满足使用 的要求 。哈氏合金 由于其具有很好 的耐腐蚀
中 。作 为新 型 的材料 , 要 想使 它被 更好 的应 用 于_ Z - _ , l k 仪表 上 , 就 需要我 们 对 它的加 工 性能 充分 了解 , 只有 了解 了它的属 性 , 我们 才 能用 它制造 出满足 我们 要 求的 零部件 用于工 业仪 表 中。本 文就哈 氏合金 的焊 接性 能、 铸造 性 能 、 热 处理 性 能 、 机加 工性 能做 一介 绍 , 以帮 助我 们 能更好 的
哈氏 C 一 2 7 6的 制 造 性 能
胡 慧峰 ( 重 庆 市 பைடு நூலகம்联 测 控 技 术有 限 公 司
【 摘 要】 作 为 万能 的抗 腐蚀合 金一 哈 氏 C 一 2 7 6被 广 泛 的用 于 工业 仪表
哈氏合金c276(蒂森克卢伯
耐腐蚀合金Nicrofer® 5716 hMoW 合金C-276W.-Nr. 2.4819UNS N10276蒂森克虏伯VDM蒂森克虏伯不锈钢公司的子公司Nicrofer 5716 hMoW - 合金 C-276Nicrofer 5716 hMoW 是一种含钨的镍-铬-钼合金,其硅、碳的含量极低。
Nicrofer 5716 hMoW 的特点是:在氧化和还原状态下,对大多数腐蚀介质具有优异的耐腐蚀性。
出色的耐点腐蚀、缝隙腐蚀和应力腐蚀开裂性能。
牌号和标准:技术规范 管材 牌号和标准 材料牌号 化学成分 无缝管 焊接管板材 棒材 带材 焊丝 锻件德国 DIN VdTÜV W.Nr.2.4819 NiMo16Cr15W 17744 4001775117750 40017752 40017750400法国 AFNOR NC17D英国 BS EN美国 ASTM ASME UNS N10276B622 SB622 1924 B619/626 SB619/626 1924 B575 SB575 1924 B574* SB574* 1924 B575 SB575 1924 B564SB564ISONiMo16Cr15Fe6W4 9722 6207 6208 9723 6208 9724 9725*仅指棒材化学成分镍 铬 铁 碳 锰 硅 钼 钨 钴 钒 磷 硫最小 15.0 4.0 15.0 3.0 0.1 最大 余量16.5 7.0 0.01 1.0 0.08 17.0 4.5 2.5 0.3 0.015 0.01物理性能密度8.9 g/cm 3 熔点 1325-1370℃温度℃比热J/Kg K热导率W/mK电阻率µΩcm弹性模量KN/mm2热膨胀系数10-6/K0 10.2 20920 407 10.6 125 20893100 430 12.0 127 204 11.7 200 454 13.7 128.5 200 12.1 204300 474 15.4 129 195 12.8 316400 492 17.1 129.5 188 13.1 427500 503 18.7 129 182 13.5 538600 517 20.7 128.5 175 14.0 649700 527 22.6 128 168 14.7 760800 536 24.3 126.5 160 15.5 871900 545 26.2 126 151 16.0 9821000 551 28.0 125.5 143 16.5机械性能下表中的最小值是在常温和各高温段下于标定尺寸规格试样(固溶处理态)的纵向和横向上测得的数据,特殊规格产品及特殊材料性能可以按客户需求定制。
Hastelloyc-276_N10276哈氏合金

产品名称:哈氏合金C-276/UNS N10276国际通称:哈氏合金、C-276、INCONEL Alloy C-276、HC-276、Hastelloy C-276、UNS N10276、W.-Nr. 2.4819、ATI C-276、Nicrofer 5716 hMoW-Alloy C-276、NAS NW276执行标准:ASTM B575/ASME SB-575、ASTM B574/ASME SB-574、ASTM B622/ASME SB-622、ASTM B619/ASME SB-619、ASTM B366/ASMESB-366、ASTM B564/ASME SB-564产品介绍(以下为典型化学成分及机械性能(ASTM)参考物理性能:C-276密度:8.9g/cm3,熔点:1325-1370 ℃,磁性:无热处理:1150-1175℃之间保温1-2小时,快速空冷或水冷。
机械性能:抗拉强度:σb≥690Mpa,屈服强度σb≥275Mpa:延伸率:δ≥40%,硬度≤100(HRB)耐腐蚀性及主要使用环境:哈氏合金C-276是一种含钨的镍-铬-钼合金,极低的硅碳含量,被认为是万能的抗腐蚀合金。
该合金具有以下特性:①在氧化和还原两氛围状态中,对大多数腐蚀介质具有优异的耐腐蚀性能。
②有出色的耐点蚀、缝隙腐蚀和应力腐蚀性能。
较高的钼、铬含量使合金能够耐氯离子腐蚀,钨元素进一步提高了耐蚀性。
同时,C-276合金是仅有的几种耐潮湿氯气、次氯酸盐及二氧化氯溶液腐蚀的材料之一,对高浓度的氯化盐溶液如氯化铁和氯化铜有显著的耐蚀性。
适用于各种浓度的硫酸溶液,是少数几种能应用于热浓硫酸溶液的材料之一。
配套焊接材料及焊接工艺:哈氏合金C-276焊接材料选用ERNiCrMo-4焊丝和ENiCrMo-4焊条,焊材尺寸有Φ1.0、1.2、2.4、3.2、4.0,产地为:美国哈氏、美国SMC和德镍,焊接工艺及指导书欢迎来电索取。
HastelloyC-276(哈氏合金) N10276哈氏标准件

徐梦婕:1580---①⑨①⑥--798C-276全称为HastelloyC-276(哈氏合金)UNS N10276,ASTM B575,ASME SB575,DIN/EN hastelloyc-276Hastelloy C-276 的化学成分:%镍:余量铬:14.5~16.5钼:15~17铁:4~7钨:3~4.5钴:2.5碳:0.01锰:1硅:0.08钒:0.35磷:0.04硫:0.03Hastelloy C-276 的物理性能:密度8.9 g/cm3熔点1325-1370 ℃Hastelloy C-276 在常温下合金的机械性能的最小值:哈C /C276合金和状态抗拉强度Rm N/mm2 690屈服强度RP0.2N/mm2 283延伸率A5 % 40HastelloyC276是一种含钨的镍-铬-钼合金,极低的硅碳含量,被认为是万能的抗腐蚀合金。
主要耐湿氯、各种氧化性氯化物、氯化盐溶液、硫酸与氧化性盐,在低温与中温盐酸中均有很好的耐蚀性能。
HastelloyC276热处理:HastelloyC276材料固溶热处理包括两个过程:(1)在1040℃~1150℃加热;(2)在两分钟之内快速冷却至黑色状态(400℃左右),这样处理后的材料有很好的耐蚀性能。
因此仅对HastelloyC276进行消应力热处理是无效的。
在热处理之前要清理合金表面的油污等可能在热处, ,理过程中产生碳元素的一切污垢。
HastelloyC276表面在焊接或热处理时会产生氧化物,使合金中的Cr 含量降低,影响耐蚀性能,所以要对其进行表面清理。
可以使用不锈钢丝刷或砂轮,接下来浸入适当比例硝酸和氢氟酸的混合液中酸洗,最后用清水冲洗干净。
HastelloyC276应用领域:石油化工设备、热交换器、烟气脱硫设备、流体化工泵、氟化工等哈氏合金HastelloyC-276镍合金杂谈:1)沉淀硬化镍合金是为了适应航空和航天事业的发展需求,在四、五十年代发展起来的一类高强度钢,经过时效处理时析出沉淀强化相,提高合金的强度和韧性,使综合性能稳定。
hastelloyc-276无缝管加工与热处理、哈氏合金C-276

例如:相对于标准奥氏体不锈钢要采用较慢的表面切削速度,对于表面的硬化 层要采用较大的进刀量,并使刀具处于连续的工作状态。
7:焊接 哈氏 B-2 合金焊缝金属及热影响区由于易析出 β相而导致贫 Mo,从而易于 产生晶间腐蚀,因此,哈氏 B-2 合金的焊接工艺应谨慎制定,严格控制。一般 焊接工艺如下:焊材选用 ERNi-Mo7;焊接方法 GTAW;控制层间温度不大于 120℃;焊丝直径φ2.4、φ3.2;焊接电流 90~150A。同时,施焊前,焊丝、被焊 接件坡口及相邻部位应进行去污脱脂处理。
Niቤተ መጻሕፍቲ ባይዱCr-Fe-Mo
典型使用 场合
盐酸等还原性介质
氧化、还原性兼有的混 合介质
磷酸、硫酸、硫酸盐等
为改善哈氏合金的耐蚀性能和冷、热加工性能,哈氏合金先后进行了三次 重大改进, 其发展过程如下:
B 系列 :B → B-2(00Ni70Mo28) → B-3 C 系列 :C → C-276(00Cr16Mo16W4) → C-4(00Cr16Mo16) → C-22 (00Cr22Mo13W3) → C-2000(00Cr20Mo16) G 系列 :G → G-3(00Cr22Ni48Mo7Cu) → G-30(00Cr30Ni48Mo7Cu) 目 前 使 用 最 广 泛 的 是 第 二 代 材 料 N10665(B-2) 、 N10276(C-276) 、 N06022(C-22) 、 N06455(C-4) 和 N06985(G-3) 。 第 三 代 材 料 N10675(B-3) 、 N10629(B-4)、N06059(C-59)处于推广阶段。由于冶金技术的进步,近年来出现 了多个牌号的含~6%Mo 的所谓“超级不锈钢”,替代了 G 系列合金,使得 G 系 列合金的生产和使用迅速下降。
哈c-276_耐腐蚀原理_理论说明
哈c-276 耐腐蚀原理理论说明1. 引言1.1 概述哈c-276是一种重要的耐腐蚀材料,具有广泛的应用领域。
它由镍、钼、铬和铁等元素组成,并采用特定的晶体结构,以实现出色的耐腐蚀性能。
本文将深入研究哈c-276的耐腐蚀原理,并对其在高温环境、化学介质中以及特殊环境下的应用案例进行探讨。
1.2 文章结构本文主要分为四个部分,即引言、哈c-276耐腐蚀原理、理论说明以及结论。
在引言部分,将对文章进行相关概述和目录清单。
在哈c-276耐腐蚀原理部分,将详细讲解哈c-276的组成成分、晶体结构以及抗腐蚀机制。
在理论说明部分,将深度探讨哈c-276在高温环境和化学介质中的耐腐蚀性能,并举例特殊环境下的应用案例。
最后,在结论部分总结哈c-276的耐腐蚀原理并展望其未来应用前景,并提出相关领域研究的建议与展望。
1.3 目的本文旨在全面理解哈c-276的耐腐蚀原理,并通过深入研究其在不同环境中的应用案例,探讨其优势和局限性。
通过本文的撰写,希望能够为相关领域的研究提供有效参考,并促进哈c-276材料在工业生产中的广泛应用。
2. 哈c-276耐腐蚀原理2.1 哈c-276的组成成分哈c-276是一种镍基合金,由镍、钼、铬、铁及其他元素组成。
其中,镍是主要的成分,占比约为50%,钼和铬的含量分别为15%和16%,剩余部分包括铁和其他元素。
该合金中的这些元素相互作用形成了具有优异耐腐蚀性能的特殊结构。
2.2 哈c-276的晶体结构哈c-276的晶体结构采用面心立方晶格,其中含有大量的固溶体化合物。
这种结构使得哈c-276具有高度强度和耐热性能。
此外,它还通过加入小量硬化相,提高了其机械强度和抗磨损性能。
2.3 哈c-276的抗腐蚀机制哈c-276具有出色的抗腐蚀性能,主要归因于以下几个因素:(1)钼元素:钼在合金中起到了关键作用,使之具备出色的耐酸性能。
它与其他元素共同形成了一种稳定且均匀的氧化膜,形成了一种密封层,从而防止有害物质进一步侵蚀。
Hastelloy C276哈氏合金N10726

Hastelloy C-276 哈氏合金N10276
Hastelloy C-276特性及应用领域概述:
该合金在氧化和还原状态下,对大多数腐蚀介质具有优异的耐腐蚀性。
出色的耐点腐蚀、缝隙腐蚀和应力腐蚀开裂性能。
合金适用于各种含有氧化和还原性介质的化学流程工业。
较高的钼含量、铬含量使合金能够耐氯离子的侵蚀,钨元素也进一步提高了其耐腐蚀性。
Hastelloy C-276是仅有的几种能够耐潮湿氯气、次氯酸盐和二氧化氯溶液腐蚀的材料之一,该合金对高浓度的氯化盐溶液具有耐腐蚀性(如氯化铁和氯化铜)。
Hastelloy C-276相近牌号:
W.Nr.2.4819 ,NiMo16Cr15W, NC17D,ns334,N10276
Hastelloy C-276 化学成分:
Hastelloy C-276物理性能:
Hastelloy C-276力学性能:(在20℃检测机械性能的最小值)
Hastelloy C-276生产执行标准:
Hastelloy C-276 金相组织结构:
合金为为面心立方晶格结构。
Hastelloy C-276工艺性能与要求:
1、热加工燃料中的含硫量越低越好,天然气中的硫含量应少于0.1%,重油中硫含量应少于0.5%。
2、合金的热加工温度范围1200℃~950℃,冷却方式为水冷或快速空冷。
3、适合采用任何传统焊接工艺焊接,如钨电极惰性气体保护焊、等离子弧焊、手工亚弧焊、金属极惰性气体保护焊、熔化极惰性气体保护焊
哈氏合金C-276焊接材料用ERNiCrMo-4焊丝和ENiCrMo-4焊条。
哈氏合金276
哈氏合金276————————————————————————————————作者:————————————————————————————————日期:哈氏合金(Hastelloy alloy)一.目前主要分为B、C、G三个系列,它主要用于铁基Cr-Ni或Cr-Ni-Mo不锈钢、非金属材料等无法使用的强腐蚀性介质场合。
哈氏合金牌号为改善哈氏合金的耐蚀性能和冷、热加工性能,哈氏合金先后进行了三次重大改进,其发展过程如下:B系列:B →B-2(00Ni70Mo28) →B-3C系列:C →C-276(00Cr16Mo16W4) →C-4(00Cr16Mo16) →C-22 (00Cr22Mo13W3) →C-2000(00Cr20Mo16)G系列:G →G-3(00Cr22Ni48Mo7Cu)→G-30(00Cr30Ni48Mo7Cu)目前使用最广泛的是第二代材料N10665(B-2)、N10276(C-276)、N06022(C-22)、N06455(C-4)和N06985(G-3)。
二、典型哈氏合金化学成分材料的化学成分Ni Cr Mo Fe C Si Co Mn P S W V Cu Nb+TaN10665 (B-2) 基≤1.0 26.0~30 ≤2.0 ≤0.02 ≤0.10 ≤1.0 ≤1.0 ≤0.04 ≤0.03N10276 (C-276) 基14.5~16.5 15.0~ 17.0 4.0~7.0 ≤0.01 ≤0.08 ≤2.5 ≤1.0 ≤0.04 ≤0.03 3.0~ 4.5 ≤0.035N06007 (G-3) 基21.0~23.5 6.0~ 8.0 18.0~21 ≤0.015 ≤1.0 ≤5.0 ≤1.0 ≤0.04 ≤0.03 ≤1.5 1.5~2.5 ≤0.50三、力学性能哈氏合金的力学性能非常突出,它具有高强度、高韧性的特点,所以在机加工方面有一定的难度,而且其应变硬化倾向极强,当变形率达到15%时,约为18-8不锈钢的两倍。
HASTELLOY C-276 合金介绍
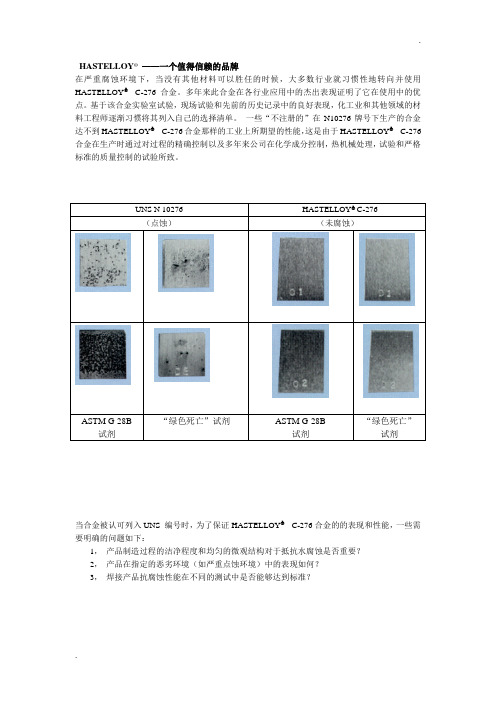
HASTELLOY®——一个值得信赖的品牌在严重腐蚀环境下,当没有其他材料可以胜任的时候,大多数行业就习惯性地转向并使用HASTELLOY® C-276合金。
多年来此合金在各行业应用中的杰出表现证明了它在使用中的优点。
基于该合金实验室试验,现场试验和先前的历史记录中的良好表现,化工业和其他领域的材料工程师逐渐习惯将其列入自己的选择清单。
一些“不注册的”在N10276牌号下生产的合金达不到HASTELLOY® C-276合金那样的工业上所期望的性能,这是由于HASTELLOY® C-276合金在生产时通过对过程的精确控制以及多年来公司在化学成分控制,热机械处理,试验和严格标准的质量控制的试验所致。
UNS N 10276 HASTELLOY® C-276(点蚀)(未腐蚀)ASTM G-28B试剂“绿色死亡”试剂ASTM G-28B试剂“绿色死亡”试剂当合金被认可列入UNS 编号时,为了保证HASTELLOY® C-276合金的的表现和性能,一些需要明确的问题如下:1,产品制造过程的洁净程度和均匀的微观结构对于抵抗水腐蚀是否重要?2,产品在指定的恶劣环境(如严重点蚀环境)中的表现如何?3,焊接产品抗腐蚀性能在不同的测试中是否能够达到标准?主要特性杰出的抗腐蚀性HASTELLOY® C-276 通常被认为是万能的抗腐蚀镍-铬-钼锻造合金。
C-276 合金是一个经改进的锻造 C 合金,它的优点在于焊接后可以不用再进行固溶热处理,并在其加工性能上也有了很大的改进。
C-276 合金能够阻止焊接热影响区的晶界沉淀的形成,因此它的焊接状态的产品可适用于大多数化学工程处理的用途。
当C-276 合金的焊接接头受到环境的腐蚀后,应该考虑使用C-22® 合金作为焊接的填充金属。
C-276 合金对于局部腐蚀和氧化还原介质都有很好的抵抗能力。
由于C-276 合金的多用性,即使车间反应条件可能不理想,或在多种生产目的的工厂中它也能被广泛使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ThyssenKrupp
起弧 不能在工件表面起弧,应在焊接面起弧,以防起弧点导致腐蚀。
焊接工艺 Nicrofer 5716 hMoW 适合采用任何传统焊接工艺焊接,如钨电极惰性气体保护焊、 等离子弧焊、手工亚弧焊、金属极惰性气体保护焊、熔化极惰性气体保护焊。
填充金属
通常选用的填充金属
Nicrofer S 5923-FM59 W.-Nr. 2.4607 SG-NiCr23Mo16 AWS A5.14 ENiCrMo-13
ThyssenKrupp
厚度 mm
冷轧/热轧
1.30-<1.50
冷轧
1.50-<6.00
冷轧
6.00-<10.00
冷轧
6.00-<10.00
Nicrofer 5716 hMoW 合金的性能,应注意清除诸如标记漆、温度指示漆、彩 色蜡笔、润滑油、燃料等污物。 5. 燃料中的含硫量越低越好,天然气中的硫含量应少于 0.1%,重油中硫含量 应少于 0.5%。 6. 加热炉的炉气以中性至微氧化性为宜,应避免炉气在氧化性和还原性之间 波动,加热火焰不能直接烧向工件。
单位长度的热量输入 Kj/cm ≤8 ≤6 ≤ 10
焊接工艺
MIG/MAG,手工/全机械化 手工电弧焊(SMAW)
单位长度的热量输入 kJ/cm ≤ 11 ≤7
供货规格 Nicrofer 5716 hMo 合金可供以下标准规格轧制产品。
板材及薄板 (定尺长度供货规格请参考带材) 供货状态:热轧或冷轧,固溶处理态,经酸洗处理
焊接速度 流量/防护 等离子 等离子体
cm/min 气体速率 气/速率 喷嘴直径
L/min L/min
mm
10-15 10-15 10-15 10-15
25 25 80 40 25 25 24-30 20-26
Ar W31) 8-10
Ar W31) 8-10
Ar W31) 8-10
Ar W31) 8-10
合金牌号
点腐蚀温度
Nicrofer 5716 hMo-alloy C-276 (2.4819) 115-120℃
Nicrofer 5923 hMo-alloy 59 (2.4605)
>120℃
Nicrofer 6020 hMo-alloy 625 (2.4856)
100℃
上表为在绿色死亡液中的点腐蚀温度和缝隙腐蚀温度。
这些数据仅供参考,并为焊机设置提供方便。
中间和最终焊道
I
U
A
V
110-120 11
120-130 12
130-140 12
130-140 12
150
10
150
10
180
10
250
12
130-140 23-27
130-150 23-27
40-70 70-100 90-130
约 21 约 22 约 22
冷,则应在 2 分钟内从 1000℃冷却至 600℃。 3. 在热处理过程中,必须保持工件清洁。
去氧化皮 1. Nicrofer 5716 hMoW 的表面氧化物和焊缝周围的焊渣的附着性比不锈钢更
强,推荐使用细晶砂带或细晶砂轮进行打磨。 2. 在用 HNO3/HF 混合酸进行酸洗前必须喷砂或打磨将氧化膜打碎。
2.4
1.2
1.2
1.0 1.2 1.2
速度 m/min
焊接参数
(根部焊道)
I
U
A
V
90
10
100-110 10
110-120 11
110-120 11
0.5
手工
0.5
手工
0.3
0.45
手工
0.5
165
25
6.0 等离子弧 1.2
0.5 190-200 25
8.0 MIG/ MAG2)
1.0
约 8 GTAW
药皮焊条 W.-Nr. 2.4609 EL-NiCr22Mo16 AWS A5.11 ENiCrMo-13
焊接参数及影响(热输入量) 焊接操作应在规定的低热量输入下进行,层间温度不超过 120℃,并采用窄焊 道技术,注意正确选择电焊丝和电焊条的直径(请咨询我们的焊接实验室) 根据这些原理,可以控制焊接参数并得到表-8 所示的单位长度的热量输入。
物理性能
密度 熔点
8.9 g/cm3 1325-1370℃
-2-
ThyssenKrupp
温度
℃
0 20 93 100 200 204 300 316 400 427 500 538 600 649 700 760 800 871 900 982 1000
比热 J/Kg K
407 430 454 474 492 503 517 527 536 545 551
缝隙腐蚀温度 105℃ >110℃ 85-95℃
-3-
ThyssenKrupp
图 1—Nicrofer 5716 hMo 的时间温度敏化曲线(根据 ASTM G-28,Method A) 应用范围 Nicrofer 5716 hMoW 在化工和石化领域得到了广泛的应用,如应用在接触含氯化 物有机物的元件和催化系统中。这种材料尤其适合在高温、混有杂质的无机酸 和有机酸(如甲酸和乙酸)、海水腐蚀环境中使用。 其它应用领域:
Nicrofer 5716 hMoW 的特点是:
在氧化和还原状态下,对大多数腐蚀介质具有优异的耐腐蚀性。 出色的耐点腐蚀、缝隙腐蚀和应力腐蚀开裂性能。
牌号和标准:
牌号和 标准
德国 DIN VdTÜV 法国 AFNOR 英国 BS EN 美国 ASTM ASME ISO
*仅指棒材
材料牌号
W.Nr.2.4819 NiMo16Cr15W NC17D
Ar W31) 15-20
Ar W31) 15-20
Ar W31)
Ar W31)
Ar W31) 30
Ar W31) 30
Ar W31) 18-20 Ar W31) 18-20
Ar W31)
3.2
3.0
Ar W31)
3.2
3.5
请咨询我们的焊接
实验室
表-3 单位长度的热量输入(指导值)
焊接工艺
GTAW,手工/全机械化 热丝 GTAW 等离子弧
-7-
表-2 焊接参数(指导值)
板材 厚度 mm
焊接工艺
3.0 手工 GTAW
6.0 手工 GTAW
8.0 手工 GTAW
10.0 手工 GTAW
3.0 自动 GTAW
5.0 自动 GTAW
2.0 热丝 GTAW 10.0 热丝 GTAW 4.0 等离子弧
焊条
直径 mm 2.0
2.0-2.4
2.4
热加工 1. Nicrofer 5716 hMoW 的热加工温度范围 1200℃~950℃,冷却方式为水冷或
快速空冷。 2. 为保证最佳的防腐性能,热加工后应进行热处理,工件应直接加入已升温
的热处理炉。
冷加工 1. Nicrofer 5716 hMoW 的加工硬化率大于奥氏体不锈钢,因此需要对加工设备
耐腐蚀合金
Nicrofer® 5716 hMoW 合金 C-276
W.-Nr. 2.4819 UNS N10276
蒂森克虏伯 VDM
蒂森克虏伯不锈钢公司的子公司
ThyssenKrupp
Nicrofer 5716 hMoW - 合金 C-276
Nicrofer 5716 hMoW 是一种含钨的镍-铬-钼合金,其硅、碳的含量极低。
热量的输入按下面的公式计算:
U×I×60 HI= V×1000 (KJ/cm)
U=弧电压,伏特 I=焊接电流 V= 焊 接 速 度 ,
cm/min
焊后处理(酸洗及刷除氧化物)
若没有特别要求或规定,酸洗通常是焊接中的最后一道工序,一般情况下酸洗由专业 工厂完成。 若工件质量要求极高,焊完后,当材料仍处于高温时就应立即用不锈钢刷刷去氧化 物,这样通常能得到理想的表面状态,也能彻底地清除氧化物。
10.0 MIG/ MAG2)
1.2
约 5 GTAW
6.0 SMAW
2.5
40-70 约 21
8.0 SMAW
2.5-3.25
40-70 约 21
16.0 SMAW
4.0
1) 氩气或氩气+不超过 3%的氢气
2) 对于 MAG 焊,推荐使用保护性气体 Cronigon He30S。
在所有气体保护焊操作中,都要确保有足够的防护层。
纸浆和造纸工业,如煮解和漂白容器 FGD 系统中的洗涤塔、再加热器、湿汽风扇等 在酸性气体环境中作业的设备和元件 乙酸和酸性产品的反应器 硫酸冷凝器 亚甲二苯异氰酸盐(MDI) 不纯磷酸的生产和加工
-4-
ThyssenKrupp
加工和热处理
1. Nicrofer 5716 hMoW 合金可以通过传统生产工艺制造和加工。 2. 在热处理之前及热处理过程中应始终保持工件清洁和无污染。 3. 应充分考虑到该合金在 1000℃~600℃间快速冷却时对敏化的敏感性。 4. 在热处理过程中不能接触硫、磷、铅及其它低熔点金属,否则会损害
清理 待焊接的材料应为固溶处理 态,去除氧化皮、油污和各种 标记印痕,并用丙酮对焊接区 域的基体金属和填充合金(如 焊条)进行清洁,注意不能使 用三氯乙烯 TRI、全氯乙烯 PER 和四氯化物 TETRA。
边缘准备 最好采用机加工,如车、铣、 刨,也可以进行等离子切割,若 采用后者,切割边缘(焊接面) 一定要研磨干净平整,允许不过 热的精磨。
UNS N10276 NiMo16Cr15Fe6W4
技术规范
化学 管材