插针罩注射模模具设计
电源插头外壳注射模设计-毕业设计
(4)模具系统相关参数校核:模具加热和冷却系统的计算、模具闭合高度的确定、注射机有关参数的确定;
(5)注射模具重要零件加工工艺规程的编制与装配:编制重要零件的加工规程,为装配提供良好的硬件基础。
3注塑件的设计
3.1功能设计
功能设计是要求塑件应具有满足使用目的功能,并达到一定的技术指标。该塑件是连接电源与电器的桥梁,使用的材料必须有良好的绝缘性能,保证塑件有足够的绝缘电阻和电气强度(耐较高电压冲击的能力);塑件必须具备良好的耐热、耐燃性能,这是非常重要的指标;塑件在使用中,由于电流作用或非正常工作、故障等原因,可能导致产生较高的温度,甚至使带电金属产生红热,这就要求塑件在一定的温度条件下应不变形、不软化,遇到明火时导致火焰蔓延;从外观上来说,要求塑件的质地较为坚硬,很难划伤,成形后结构严密;作为一种日用品,生产批量应该是大批大量生产,必须考虑生产成本和模具寿命,在材料的选择时要综合各种因素。
近年来,我们国家也十分重视模具工业的发展和模具人才的培养,使我的模具技术及其应用水平很快提高。模具毕业设计是一个重要的环节,在设计中掌握模具的设计步骤,设计制造工艺的编制,以及相关数据的计算和模具装配的规程。同时,设计除了重视书本的理论知识外,还要强调理论联系实际,注重实践。
注射模具设计制图制造标准
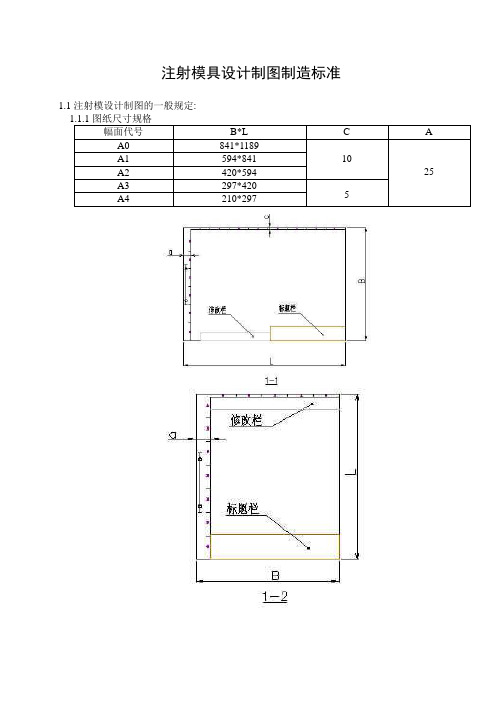
注射模具设计制图制造标准1.1注射模设计制图的一般规定: 1.1.1图纸尺寸规格幅面代号 B*L C A A0 841*1189 1025A1 594*841 A2 420*594 A3 297*420 5A4210*297标题栏标准格式见附图1-1a、1-1b,请严格按此标准格式执行。
见下图,标题栏要求填写齐全,签名要用正楷。
1.1.2 图纸比例的表示方法为A:BA.:在图纸上绘画之尺寸,B:物件的真实尺寸例:图纸比例缩小—— 1 :2图纸比例相同—— 1 :1图纸比例放大——5 :1注意:绘图设计时必须采用1:1,而出图时装配图必须1 :1打印,零件图应根据实际需要缩放打印,原则是能清晰表达示图。
1.1.3线段分类根据公司自行开发的R14(A1)列出不同的线段种类及其应用如下表线段类别线宽名称R14所在层R14颜色用途B 实线0、2、3 白、黄、绿表示物体可见轮廓b/3 虚线 5 深蓝、浅蓝不可见轮廓b/3 细实线灰、浅蓝尺寸线,尺寸界线、剖面线b/3 细点画线 1 红轴线、对称中心线b/3 波浪线灰断裂处的边界线、视图和剖视的分界线b/3 双折线灰断裂处的边界线b 粗点线0 白表达物体有特殊要求的部分b/3 双点线 4 浅蓝假想物体,夹具的定位位置和定位物件1.5b 粗实线插穿、碰穿模架基准边的面轮廓线,线切割轮廓线1)图线宽度:粗实线定为b:0.3-0.35mm宽2)图线画法:同一图样中,同类图线宽度应一致。
虚线点画线及双点画线的线段长度和间隔各自大致相等1.1.4文字的使用1)尺寸文字字高定为3.5mm,(箭头尺寸定为2.0)公差值文字字高2~3 mm2)其它文字字高定为3.5或5.0 mm,优先使用5.03)字体为R14开发型Romans字体4)文字尺寸不得有任何重叠现象1.1.5投影方法因公司客户多为日本客户,所以参照JISZ8315标准,公司制图投影方法采用国际标准中第三角投影方法,而非国标常用的第一角投影方法1.1.6图纸更新如图纸发出后,图纸有所更改,须将图纸更新及重新发放。
长、短插针电连接器注射模具的设计
象 ,本文设计 了新型 注射模具 结构 ,解决 了现有注塑模废品率 高的问题 ,并提 高 了生产效率。
关 键 词 :插 针 ; 导钉 ; 电连 接 器 ; 注射 模
D o i :1 0 .3 9 6 9 / j .i s s n .1 0 0 0— 6 1 3 3 .2 0 1 4 .0 6 .0 0 1
社, 2 0 0 0 .
第 三行 显 示 电 池 的 节 数 , 第 四行 显 示 状 态 , 可 以在 “ 快充 、 涓充 、 充满 、 放电” 四个 选 项 间 进行 选 取 , 第
二 行 到第 四行 左 起 分 别 显 示 电 压 、 电 流 和 温 度 数 值 。 由此 可 见 , 左 边 的 两选 项 在 充放 电 的过 程 中是
中 图 分 类 号 :T N 7 8 4
文 献 标 识码 :A
文 章 编 号 :1 0 0 0— 6 1 3 3 ( 2 0 1 4 ) 0 6— 0 0 0 3— 0 2
1 引 言
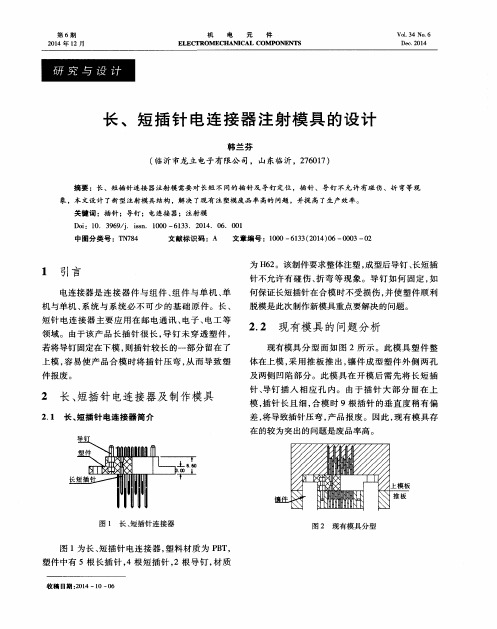
电连 接器 是 连 接 器 件 与 组 件 、 组件 与单机 、 单 机与单 机 、 系 统 与 系 统 必 不 可 少 的基 础 原 件 。 长 、
池信息 , 实现 了充 电参数易修改。虽然满足了设计
的任 务 和要 求 , 但要做得十分完美 , 还 要 对 电路 进
行进 一步 的 改进 和提 高 。
参 考文 献 :
[ 1 ] 金春林 、 邱慧芳编著.A V R系列单 片机 C语言 编程与
应用实例.清华大学 出版社 , 2 0 0 3
注射模设计步骤及实例

注射模设计步骤及实例注射模是用于制作注射器、针筒等医疗设备的模具。
模具的制作是一个复杂而精细的过程,需要经历多个步骤。
下面将详细介绍注射模的设计步骤及实例。
1.确定需求:在开始设计之前,首先需要与客户充分沟通,了解客户的需求和要求,包括产品的形状、尺寸、材料等。
同时还需要了解注射模的使用环境和功能要求,以确保设计出符合实际需要的模具。
2.绘制初步草图:在了解客户需求的基础上,设计师将根据实际情况绘制初步草图。
这个过程需要考虑到模具的整体结构、零件的尺寸和形状等。
设计师可以使用CAD等软件进行绘图,以便对模具的设计进行更好的规划和控制。
3.模具分析:在绘制初步草图之后,设计师需要进行模具分析。
这个过程包括识别和解决可能出现的问题,比如材料选择、产品的易变形部位等。
同时,还需要对模具进行结构分析,确保模具的稳定性和可靠性。
4.详细设计:在完成模具分析之后,设计师将开始进行详细设计。
这个过程需要考虑到模具的每个零件的制造和组装过程。
设计师需要了解材料的特性,选择合适的工艺和加工方法,并进行每个零件的细节设计。
5.制造模具:在完成详细设计之后,设计师需要将设计图纸交给模具制造厂家进行加工和制造。
制造过程需要使用各种加工设备,比如车床、铣床等,对模具的零件进行加工。
在制造过程中,需要进行严格的质量控制,确保每个零件的精度和质量。
6.装配和调试:在完成模具的制造之后,需要对模具进行装配和调试,以保证模具的正常运行。
这个过程包括将各个零件按照设计要求进行组装,并对模具进行调整和测试。
在调试过程中,需要确保模具的各个部分和功能都正常运作。
7.试模和样品确认:在完成装配和调试之后,需要进行试模和样品确认。
试模是指将模具放入注射机进行注射,获得产品样品,并对产品进行检验。
样品确认是指客户对样品进行验收,并根据需要提出修改要求。
8.修改和改进:根据客户的反馈和需求,设计师需要对模具进行修改和改进。
这个过程包括根据样品确认的结果,对模具的设计进行修改,以提高模具的性能和使用效果。
电源插头外壳注射模设计本科毕业设计.doc
毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日指导教师评阅书评阅教师评阅书教研室(或答辩小组)及教学系意见1 引言模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。
模具毕业设计103注射模的结构设计

模具毕业设计103注射模的结构设计注射模具是工业制造过程中使用最广泛的一种模具,其设计结构直接影响到注射产品的质量和生产效率。
本文将详细介绍注射模具的结构设计,包括模具的结构要求、主要零件设计和结构优化。
一、模具的结构要求1.注射模具的结构要具有良好的刚性和稳定性,以确保模具在注射过程中不发生变形和振动,影响产品的精度和表面质量。
2.注射模具的结构要便于装卸、维修和保养,以提高模具的使用寿命和工作效率。
3.注射模具的结构要尽可能简单,以降低模具的制造成本和维修成本。
二、注射模具的主要零件设计1.模具基座:模具基座是支撑模具的主要部件,其结构要具有足够的刚性和稳定性。
为了方便模具的安装和调整,模具基座通常采用箱式结构,并设置有调整螺栓。
2.模板:模板是注射模具的主要部件,其上安装有注射模具的零件和导向机构。
模板的结构要求平整度高、刚性好,并配有合适的冷却系统,以确保注射过程中的热平衡。
3.滑块和导柱:滑块和导柱是注射模具中重要的导向和定位部件。
滑块通常用于实现中空或复杂形状的注射产品,其结构要求刚性好、耐磨损,并具有良好的导向性能。
导柱负责注射模具的下模板与上模板的定位,其结构要求尺寸精确、表面光洁,并配有合适的润滑系统。
4.模芯和模腔:模芯和模腔是注射模具成型部件的关键零部件,直接决定了注射产品的形状和尺寸。
模芯和模腔的设计要考虑到材料的选用、热处理和表面处理等因素,以提高模具的耐用性和工作精度。
三、注射模具的结构优化为了进一步提高注射模具的生产效率和产品质量,可以采取以下措施进行结构优化:1.采用优质材料:选择适当的模具材料,具有良好的强度和耐磨性,以提高模具的使用寿命和工作精度。
2.优化冷却系统:合理设置注射模具的冷却系统,以提高注射过程中的热平衡,减少产品变形和缩水现象。
3.降低模具重量:通过优化模具结构和采用轻量化材料,来减轻模具的重量,降低模具的惯性和振动,提高注射产品的精度和表面质量。
塑料罩注射模具设计
排气槽应设在模具最后充满处,排气的方式有以下几种:(1)利用分型面或配合间隙排气(2)开设专用排气槽(3)用多孔烧结金属块排气。所用塑料为聚氯乙烯,聚氯乙烯热分解时放出氯化氢,因此需设排气槽,排气槽设在分型面上。
2.6侧向分型与抽芯机构的设计
侧向分型与抽芯机构结构如图2.2所示
图2.2侧向分型抽芯机构示意图
聚氯乙烯熔料的黏性大,流动性较差,注射成型时,应注意以下几点:(1)熔料主流道应为圆锥形,锥度在3.°~8°范围内,截面积应尽量取较大值。入料口直径应大于喷嘴直径0.5~1㎜。(2)分流道应为圆形或U形,以减少压力损失和料流的阻力。(3)浇口的断面形状为半圆,应尽量大些。浇口应设在易排出气体的部位。(4)如需设置排气槽时,应设在分型面的型腔面上[15-17]。
材料为软质PVC,基本上属于无定型聚合物,收缩率取1.5%。PVC热稳定性差,粘度大,热分解时有氯化氢气体放出,对成型零件有腐蚀作用,因此设计模具时,成型零件表面应镀铬。
2.2注射机的选择及参数的校核
通过估算塑件及浇注系统的凝料,选择合适的注射机.然后对所选注射机的工艺参数如最大注射量,最大锁模力,最大开模行程等进行校核。
中北大学
毕业设计开题报告
学生姓名:
学号:
学院、系:
材料科学与工程学院材料科学系
专业:
高分子材料与工程
设计题目:
塑料罩注射模具设计
指导教师:
2008年03月24日
毕业设计开题报告
1.结合毕业设计情况,根据所查阅的文献资料,撰写2000字左右的文献综述:
文献综述
1.1引言
塑料与传统的金属、玻璃、陶瓷等材料有许多不同,最突出的特点是质轻,对热及电具有良好绝缘性,强度、刚度虽低于金属,但比强度、比刚度却可能接近或超过金属。因此,虽然塑料工业的发展历史很短,但发展速度相当快[1]。进入21世纪以来,中国塑料工业取得了令世人瞩目的成就,实现了主要经济指标两位数大幅度递增,总产值位居轻工行业第三位,出口居第五位,已成为中国国民经济的支柱产业[2]。随着塑料工业的发展,对塑料模具的需求量急剧增加,据报导,不少工业发达国家塑料模具的产值已跃居于模具制造业的首位。为了适应塑料制品的尺寸日趋大型化、形状的复杂化和表面装饰的美观化,塑料模具正朝着大型化、复杂化、精密化和多腔化方向发展[3]。
三线插针护套注射模设计

1.弯销 2.滑块
6
图 7 F 方向的地侧侧抽结构
3.动模板 4.侧镶块
图8
2.4
2
3
4
5
D 和 E 方向侧抽结构
3.动模板
4.耐磨板 5.侧镶块
插针安装位置模具结构
L 型插针短边装入动模型芯,合模后长边插入侧
抽型芯。插针在安装中,短边仅有 2.79mm 固定在动
模中,长边悬空 10.85mm,插针镶件装入动模后,定位
件的脱模。
F
D、E 方向侧抽延时通过弯销实现。由于 F 方向侧
L=21.0
H=30.50
抽型芯成型部位有脱模斜度,所以当 F 方向侧抽型芯
脱模斜度 0.1°
121.1
20°
脱离塑件 2~3mm,塑件对型芯的包裹里就会减小,如
图 8 所示,D、E 方向侧抽延时 G=2.35mm。D、E 方向侧
抽距离 P0:
图3
浇口位置塑件优化
图4
优化后的浇口结构
1.潜伏式浇口
验,潜伏式浇口当设定在圆弧面上时,脱模后浇口有
1
2.分流道
残余留在塑件上,影响塑件美观和性能。通过和塑件
工程师与客户的沟通,在设置浇口的位置,在不影响
塑件性能的前提下在增加一个直面平台,
如图 3 所示。
优化后的浇口结构如图 4 所示。
2.2
模具结构
Copyright©博看网 . All Rights Reserved.
· 35 ·
腔,驱赶空气,如果空气不能有效地排出,瘀积于流动
的末端,则会导致产生包风、烧焦等缺陷。常见的排
气种类有:分型面排气,镶件排气,顶出结构排气,排
图 12 生产样件
台灯插座注射模具设计与制造
毕业论文(设计)论文(设计)题目:台灯灯座注射模具设计与制造系别:机械工程系专业:机电一体化班级: 02机电(2)姓名:学号: 110203202指导老师:池寅生完成时间: 2005年6月目录摘要、关键词 (1)序言 (2)一、塑件的工艺性分析 (3)二、确定成型设备选择与模塑工艺规程编制 (4)三、注射模的结构设计 (7)四、注射模设计的尺寸计算 (11)五、注射机有关参数的校核 (12)六、注射模主要零件加工工艺规程的编制 (13)心得体会 (15)参考文献 (15)摘要本课题以灯具厂的灯座产品为模具设计的对象,通过对该产品的材料,尺寸精度,表面质量以及结构工艺性等方面的分析,确定成型模具的种类。
成型设备的规格和型号。
编制塑件的模型成型工艺,并进一步对该灯具的注射模结构进行设计。
编制了该注射模主要零件的加工工艺。
关键词灯座注射模具模具设计模具制造工艺序言毕业设计是我们学完了大学的全部基础课、技术基础课以及专业课,以后进行的最后一个极为重要的实践性环节,是我们综合运用所学的基础理论基本知识和基本技能去解决专业范围的工程技术问题,而进行的一次基本训练。
因此,它在我们三年的大学生活中占有重要的地位。
就我个人而言,我希望通过这次课程设计对自己未来将从事的工作进行一次适应性的训练;从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。
台灯灯座注射模具设计与制造在现代工业生产中,60%-90%的工业产品都涉及到模具设计和模具制造,本课题以塑料模中的注射模为设计对象,选用台灯灯座为毕业设计实例,其目的是对注射模具设计的全过程有一个总体的认识,通过典型的设计实例,掌握一定的塑料模具设计与制造的方法。
序言毕业设计是我们学完了大学的全部基础课,技术基础课以及专业课以后进行的是最后一个极为重要的实践性环节,是我们综合运用所学的基础理论,基础知识和基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。
防护罩注射模具设计说明书
防护罩注射模具设计目录1. 塑件的工艺分析 (3)1.1塑件的成型工艺性分析 (3)1.1.1 塑件材料ABS的使用性能 (3)1.1.2 塑件材料ABS的加工特性 (4)1.2 塑件的成型工艺参数确定 (4)2 模具的基本结构及模架选择 (5)2.1 模具的基本结构 (5)2.1.1 确定成型方法 (5)2.1.2 型腔布置 (5)2.1.3 确定分型面 (5)2.1.4 选择浇注系统 (6)2.1.5 确定推出方式 (6)2.1.6 侧向抽芯机构 (7)2.1.7 模具的结构形式 (7)2.1.8 选择成型设备 (7)2.2 选择模架 (8)2.2.1 模架的结构 (8)2.2.2 模架安装尺寸校核 (9)3 模具结构、尺寸的设计计算 (9)3.1 模具结构设计计算 (9)3.1.1 型腔结构 (9)3.1.2 型芯结构 (10)3.1.3 斜导柱、滑块结构 (10)3.1.4 模具的导向结构 (10)3.1.5 结构强度计算(略) (10)3.2 模具成型尺寸设计计算 (10)3.2.1 型腔径向尺寸 (10)3.2.2 型腔深度尺寸 (11)3.2.3 型芯径向尺寸 (11)3.2.4 型芯高度尺寸 (12)3.3 模具加热、冷却系统的计算 (12)3.3.1 模具加热 (12)3.3.2 模具冷却 (12)4. 模具主要零件图及加工工艺规程 (13)4.1 模具定模板(中间板)零件图及加工工艺规程 (13)4.2 模具侧滑块零件图及加工工艺规程 (15)4.3 模具动模板(型芯固定板)零件图及加工工艺规程 (15)5 模具总装图及模具的装配、试模 (16)5.1 模具总装图 (16)5.2 模具的安装试模 (18)5.2.1 试模前的准备 (18)5.2.2 模具的安装及调试 (18)5.2.3 试模 (19)5.2.4 检验 (19)1. 塑件的工艺分析1.1塑件的成型工艺性分析塑件如图1所示。
罩盖注射模具的设计

罩盖注射模具的设计一、塑件的工艺型分析1.塑件的的成型工艺型分析塑件如图1所示:名称:罩盖材料:ABS数量:大批量生产1.1塑件材料特性ABS塑料(丙烯腈-丁二烯-苯乙烯共聚物)是在聚苯乙烯分子中导入了丙烯腈、丁二烯等异种单体厚成为的改性共聚物,也可以成为改性聚苯乙烯,具有聚苯乙烯更好的使用性能和工艺性能。
ABS塑料是一种常用的具有良好的综合力学性能的工程塑料。
它具有良好的机械强度,提别是抗冲击强度;具有一定的耐磨性、耐水性、耐寒性、耐油性、化学稳定性等性能。
一般为无定型料,不透明,无毒,无味,成型塑件的表面有较好的光泽。
其缺点是耐热性不高,并且耐气候性较差,在紫外线的作用下易变硬发脆。
1.2塑件材料成型性能使用ABS注射成型塑件是,由于熔体粘度高,所需要的注射成型压力高,因此塑件对型芯的包紧力较大,故塑件鹰采用较大的脱模斜度;另外熔体粘度高,使ABS塑件易产生熔接痕,所以模具设计时应注意尽量减少浇注系统对流料的阻力。
ABS易吸水,成型加工前应进行干燥处理。
在正常成型条件下,ABS塑件的尺寸稳定性较好。
1.3塑件结构、尺寸精度和表面质量分析塑件结构分析:塑件外形简单,壁厚均匀,且符合最小壁厚要求;无需侧向分型与抽新机构,使模具结构设计简单,可以采用整体式型腔和型芯。
根据塑件的设计壁厚均匀的原则,塑件未注圆角设计为:外圆角R=1.5x t=1.5x 2=3mm;内圆角r =0.5x 2=1mm;塑件未注明脱模斜度,因塑件较高,模具设计时需将脱模斜度的设计考虑在内,型芯是以小端为基准,向扩大的方向去,型腔是以大端为基准向缩小的方向取。
开模脱出塑件时,希望塑件留在有脱模装置的动模一侧,要求塑件留在型芯上,该塑件内表面的脱模斜度应小于外表面的脱模斜度。
塑件尺寸精度分析:该塑件尺寸精度没有特殊要求,未注公差的尺寸为自由尺寸,可以按MT5查取,查《塑料注射模结构与设计》一书中表4-10知,该塑件主要尺寸公差标注为:外形尺寸:65,50,15,Ф20;内形尺寸:61,16074.0−064.0−038.0−044.0−5.00+2.00+表面质量分析:该塑件要求外形美观,表面无斑点、气泡、和熔接痕。
透明塑料罩壳注射模设计
透明塑料罩壳注射模设计1 引言对透明塑料罩壳类的产品,生产中难以控制其外观质量,尤其是水纹﹑刮花﹑黑点等方面的缺陷,表现特别突出。
要想使产品在注射成型工艺中获得较高的外观质量,必须在模具设计时充分考虑注射成型工艺中的各种影响因素,如塑料材料的流动性﹑浇口位置的选择﹑制件的脱模形式及模具的温度控制等。
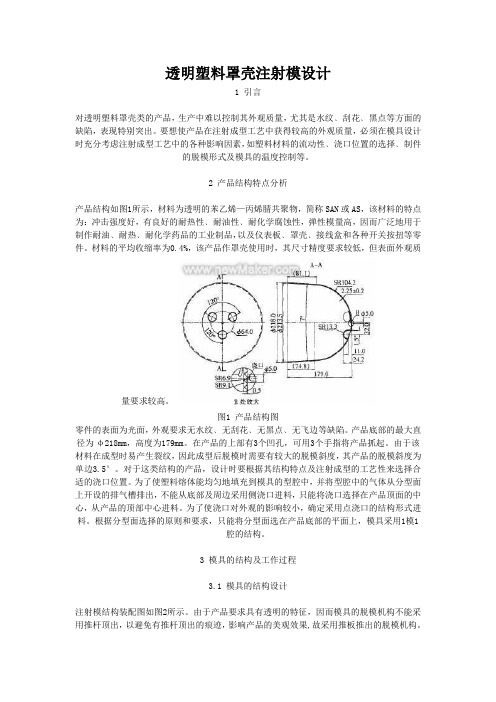
2 产品结构特点分析产品结构如图1所示,材料为透明的苯乙烯—丙烯腈共聚物,简称SAN或AS,该材料的特点为:冲击强度好,有良好的耐热性﹑耐油性﹑耐化学腐蚀性,弹性模量高,因而广泛地用于制作耐油﹑耐热﹑耐化学药品的工业制品,以及仪表板﹑罩壳﹑接线盒和各种开关按扭等零件。
材料的平均收缩率为0.4%,该产品作罩壳使用时,其尺寸精度要求较低,但表面外观质量要求较高。
图1 产品结构图零件的表面为光面,外观要求无水纹﹑无刮花﹑无黑点﹑无飞边等缺陷。
产品底部的最大直径为φ218mm,高度为179mm。
在产品的上部有3个凹孔,可用3个手指将产品抓起。
由于该材料在成型时易产生裂纹,因此成型后脱模时需要有较大的脱模斜度,其产品的脱模斜度为单边3.5°。
对于这类结构的产品,设计时要根据其结构特点及注射成型的工艺性来选择合适的浇口位置。
为了使塑料熔体能均匀地填充到模具的型腔中,并将型腔中的气体从分型面上开设的排气槽排出,不能从底部及周边采用侧浇口进料,只能将浇口选择在产品顶面的中心,从产品的顶部中心进料。
为了使浇口对外观的影响较小,确定采用点浇口的结构形式进料。
根据分型面选择的原则和要求,只能将分型面选在产品底部的平面上,模具采用1模1腔的结构。
3 模具的结构及工作过程3.1 模具的结构设计注射模结构装配图如图2所示。
由于产品要求具有透明的特征,因而模具的脱模机构不能采用推杆顶出,以避免有推杆顶出的痕迹,影响产品的美观效果,故采用推板推出的脱模机构。
顶板用内六角螺钉固定在复位杆上,并在复位杆上于动模板和推杆固定板之间增设压缩弹簧,以便开模后推板脱模机构能自动复位。
具有复杂镶块的插座外壳注射模具设计
具有复杂镶块的插座外壳注射模具设计摘要:本文以插座外壳为例,介绍产品从调研、市场分析到最后设计模具的整个注射模具的设计的流程:首先从调研和市场分析入手,通过对比,设计好自己的具有可行性的方案,再用POR/E对产品进行建模;然后对产品进行相关分析,确定产品满足手里要求之后,再设计模具,并通过POR/E外挂塑料顾问模块来分析,确定最佳浇注口,分析模流情况,以达到最佳冲模效果。
通过POR/E外带的EMX模块,并进行模具的模架设计。
最后把关键零部件的二位和立体图,还有模具的装配图和爆炸图以图纸的形式展现出来。
关键词:插座;注射模;EMX; POR/EDesign of injection mold with complex cubes socket shellABSTRACT:This message base on an example of the shell of a plug base, to introduce the whole flow of making a ready mold of a product,from the survey and research,to the market analysis,to the final design of the mold :first,begin with the survey and research, and design a plan of the highest feasibility for the new product by contrast then use POR/E materials to build the mould. From then on, anaysis it with EMX,,make sure that it meets the demands under imposed strength, and design the mould.At last,put it through the related plastic conslant moulds for analysis,searching for the best inject mouth and look into the circulation inside the mould, in order to achieve a best injection.Keywords:Shell of the plug base;Injection mould;Pro/Engineer;Plastic Advisor2目录第一章概述 (1)1.1 产品调研报告 (1)1.1.1塑料模具的发展趋势 (1)1.1.2 外形设计方案的选择 (1)1.2.1 材料的确定 (2)1.2.2 产品的工艺分析 (3)1.3.1 PRO/E 模具设计的环境 (5)第二章模具设计 (7)2.1 模具简介 (7)2.1.1、塑料模具的分类 (7)2.1.3、注塑模具的生产过程 (9)2.2 模具设计与参数计算 (10)2.2.1、本塑件制品分析 (10)2.2.2、注塑机的确定 (11)2.2.3、注塑机参数校核 (11)2.3 浇注系统设计、关键零部件设计 (13)2.3.1 浇注系统的设计 (13)2.3.2 分型面的选择 (16)2.3.3 排气系统的设计 (20)2.3.4 型腔的侧壁和底板厚度计算 (20)2.3.5 导向零件的设计 (20)2.3.6 脱模机构 (20)2.3.7加热和冷却装置设计 (21)第三章模具装配图与爆炸图 (22)参考文献 (24)致谢 (25)31第一章 概 述1.1 产品调研报告1.1.1塑料模具的发展趋势中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡导下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
制丝设备插头壳体注射模设计

ijc o l t cuea dk yp it i einn , tde emodn rcs n e c o , net nmo s u tr n e ons nd s ig s idt ligpo es dr e t n i d r g u h a j i
a ay e h l t cu e c a a t rsi s p t o wa d t h n q e mo d sr cu e wi a i n l z d t e mo d sr t r h r c e it , u r r o t e u i u l t t r t c vt u c f u h y
2 模 具 结 构 分 析
该模具 的重点及难点在于如何简化型腔结构 、 简
5 .
I
I 令 一
_一
0’
~ ~
1
1
体 外形结 构复杂 , 内腔 不但有环 状 凸
台 , 且具 有 内侧 凹孔 , 而 不但 成 型 困 难, 而且 由于壳体 凸台两边 内腔 对模 具 抱紧力 的不均衡性 , 易造成脱 模 极
CEPC
— —
中国 ・ 昆山— 网 址 : W s j o — WW t. m lc t
.
备 插 壳 注 射 模 设 计 头 体
祁君 星 王 宏 斌 ,
1 . 河南中烟有 限责任公 司驻马店卷烟厂 ( 河南驻马店 2 州航 天电子技 术有 限公 司( . 郑 河南驻马店
注射模具设计步骤
一、概述A、设计合理的模具,应该有以下特点:1、好的塑料制品品质,如外观质量和尺寸稳定性2、使用安全可靠3、便于维修4、较短的成型周期5、较长的使用寿命6、合理的制造工艺性B、提高模具设计水平应注意以下几点:1、衡量优选方案2、参考了解类似设计3、经常联系模具关心各种塑胶制品4、关心所设计模具的制造使用情况5、学习借鉴先进的相关技术二、设计依据A、模具设计的设计依据:客户提供的 a. 塑料制品图纸 b. 3D图 c. 实样B、针对图纸和实样进行详细分析、消化1、尺寸精度及相关尺寸的正确性a、外观质量要求高,尺寸精度要求低b、尺寸精度要求高c、外观质量及尺寸精度要求都高2、脱模斜度是否合理a、是否能顺利脱模,检查产品是否存在难出模或不能出模之处,如倒扣等b、是否影响外观c、是否影响壁厚尺寸甚至强度3、制品壁厚及均匀性4、塑料的种类及特性5、表面要求6、塑料的颜色颜色越深,缺陷暴露越明显;壁厚较厚、制品较大时颜色不均7、后处理:热处理及表面处理8、批量9、客户啤机规格:a、最大注射量b、锁模力c、拉杆间距d、容模量e、顶出方式及位置f、开模行程及最大开距10、其他要求三、设计步骤一、 2D图及3D图的准备整理二、初定大致结构1.根据产品大小、结构、及排模表等因素确定模穴,如1X1、1X2、1X3、1X4、1X8、1X16 等。
2.当几个产品出在同一套模具中时,考虑进胶的均匀性。
应将大的产品排在中间位置,小的产品置于两边。
3.当几个分型面不规则的产品在同一模具中时,排位必须充分考虑其分型面连接的顺畅。
4.一模多穴模具中,当有镶拼、行位等结构时,不得使其发生干涉,行位尽量朝外布排。
5.排位时应综合模具每一方面,对流道,是否镶拼、行位、顶出、运水等结构要有一个全局性思考。
6.排位时以产品零线为定位基准。
当一模出一件时,可以考虑以产品对称方向外形分中。
三、排位1.镜像产品图2.乘缩水3.产品位置的具体布排,行位位置及朝向4.确定内模料的大小及大件镶件的大小四、确定模胚类型及规格注意有行位的时候确定模胚的大小及各板厚、开框深度对模胚特殊要求要另外说明,并出图给模胚厂选模胚的一般原则:1、大水口模胚阔度在250mm(包括250mm)以下时,用工字型模胚2、大水口模胚阔度在250—350mm时,用直身有面板模胚3、大水口模胚阔度在400mm以上并且有行位时用直身有面板模胚,没有行位时用直身无面板模胚(H型)直身模胚必须加工W25mm×H20mm码模坑,底、面板有码模孔时,中心距为7、10、14”,中心“7、10”用¢1/2”牙,中心14”的用¢5/8”牙,深度19—24mm4、细水口模胚一律采用I字型模胚5、大水口当A板开框深度较深(一般大于60mm)时,可考虑开通框或选用无面板的模架;有行位或较杯的模胚,A板不应用通框,当A板开框深度较深(一般大于60mm)时,可考虑不用面板;6、方铁的高度,必须能顺利顶出产品,并顶针板离托板间有5—10mm的间隙,不可以当顶针板顶到托板上时,才能顶出产品,所以当产品较高时,要注意加高方铁,要让产品顶出后高于后模型芯5MM以上;7、模胚A板(B板)要有四条25.4mm×25.4 mm撬模坑;模板四边都有撬模坑5mm深;8、顶针底板按模胚大小或高度加垃圾针(支承点)350mm以下为4粒,350mm —550mm为6粒,550mm以上为10粒或按设计增加或减少,按大约100MM间距设置。
模具毕业设计8插座面板注射模设计

摘要本次设计是插座面板注塑模设计。
塑件确定采用聚乙烯材料,该材料具有绝缘性好、强度高、价格低廉可用于双孔、三孔插座。
该设计使用了Pro/E软件对插座面板进行三维造型,即利用参数化实体造型的方法,为更加高速、快捷的造型、生产提供了一种切实可行的办法。
设计以单分型面注塑模,型腔采用的是一模两腔注射。
该塑件采用侧浇口注射和组合式型腔设置,推出形式为两杆推出机构完成塑件推出。
我在这次设计中借阅了大量的文献,还通过互联网查找了相关资料,设计过程比较完整。
关键词单分型面注射模;插座;聚乙烯AbstractThe design is the Socket Face graduated from the injection mold design. Mould a document adopt polyethylene material , that material to have insulation regards , intensity height , cheap be used for , three sockets two price hole for sure. The product and mold of the Socket Face was 3D designed by Pro/E software. Make use of parameterization entity model method , give birth to a child for more high-speed , rapid model, having provided one kind of a practical method. Model designing that mark of type produces plastic articles by injection moulding face to face with Shan, that the type cavity adopts is one model two cavities injection. Should mould a piece adopt oblique tones running gate injection and the dyadic combination type cavity interpose , debut a form for two poles debut organization being completed moulding a piece debut.I borrow the document having reviewed a great quantity in current design, have sought the relevance data by Internet , have designed process comparatively entirely.Keywords single type of injection molds socket PE目录1 绪论 (1)1.1前言 (1)1.2 塑料工业简介 (1)1.3 我国塑料模现状 (2)1.4 塑料模发展趋势 (3)2 塑件的分析 (4)2.1塑料材料的选择(分析) (4)2.2塑件的尺寸、精度 (4)2.3塑件的几何形状 (4)2.3.1脱模斜度 (4)2.3.2脱模斜度方向 (5)2.3.3塑件的壁厚 (5)2.3.4塑件的加强筋 (5)2.3.5圆角 (5)2.3.6塑件的支承面 (5)2.3.7塑件上的孔 (5)3 注射设备的选择 (7)3.1有关制品的计算 (7)3.2注射机型号的确定 (8)4 分型面的选择 (9)5 塑料件的工艺尺寸的计算 (11)6 模具型腔壁厚的计算 (14)7 普通浇注系统设计 (16)7.1浇注系统的作用 (16)7.2设计的基本原则 (16)7.3 普通浇注系统的组成与设计 (16)7.3.1主流道 (16)7.3.2分流道 (18)7.3.3.冷料穴和拉料杆设计 (19)7.3.4浇口设计 (20)8 排气系统的设计 (23)9 结构零部件设计 (24)9.1.标准模架 (24)9.2.支承零部件设计 (24)9.3.合模导向机构设计 (25)9.3.1导向机构的作用 (25)9.3.2导柱 (25)9.3.3导套 (25)9.3.4导柱导向机构设计要点 (26)10 推出机构设计 (27)10.1推出机构定义 (27)10.2推出机构设计原则 (27)10.3脱模阻力计算 (27)10.4注射机及各个参数的校核 (27)10.5推杆推出位置的选择 (29)10.5.1推杆的复位 (29)10.5.2推件板的设计 (29)11 温度调节系统 (30)11.1模具温度及其调节的重要性 (30)11.2.模具温度与塑料成型温度的关系 (30)11.3冷却系统的结构设计 (30)11.3.1冷却介质 (30)11.3.2冷却系统的设计原则 (31)11.3.3 冷却装置的理论计算 (31)结论 (33)致谢 (34)参考文献 (35)附录............................................................................................................... 错误!未定义书签。
精品注射模毕业设计—密封罩塑料注射模设计说明书
目录摘要2前言4第一章塑件的工艺分析51.1塑件原材料分析51.2塑件结构、尺寸精度及表面质量分析6 1.3塑件的体积与重量61.4塑件注塑工艺分析6第二章拟定成型方案82.1分型面的选择82.2确定型腔布置92.3浇注系统的设计102.3.1主流道的设计102.3.2浇口设计102.4分流道设计112.5温度调节系统12第三章模具成型零件的设计与计算133.1确定模具结构形式及外形尺寸133.2脱模机构的设计与计算153.3 顶杆直径的计算163.4滑块的设计173.5斜导柱侧抽芯机构的设计183.6定模的设计19第四章注塑机的选定与相关参数的校核20 4.1注塑机初步的选定204.2注塑机相关参数的校核20第五章塑料注射模设计注意事项225.1模具总装图及模具安装235.2试模23设计小结25参考文献26摘要模具是制造业的重要工艺基础,在我国,模具制造属于专用设备制造业。
中国虽然很早就开始制造模具和使用模具,但长期未形成产业。
近年,不仅国有模具企业有了很大发展,三资企业、乡镇(个体)模具企业的发展也相当迅速。
塑料制品已在工业,农业,国防和日常生活中的方面得到广泛应用。
塑料制品的成型方法很多。
其主要用于是注射,挤出,压制,压铸和气压成型等和气压成型等。
而注射模,挤出约占成型总数的60%以上。
注射成型分为加料,熔融塑料,注射制件冷却和制件脱模等五个步骤。
当然如利用电气控制。
可实现半自动化或自动化作业。
本次设计密封罩的设计要注意塑件的设计要求,采用的材料和特性,注塑工艺的条件,注塑模,型腔,型芯,浇注系统,的设计,塑件的尺寸精度、表面质量及几何形状,要明确塑件的生产批量及体积质量,本产品的平面选择,再次要注意注塑机的选择及安装,了解注射机的形式和模具的关系,总体知道模具结构的设计,如何运用浇注系统、推出机构、温度调节系统和排气系统,最后完成相关的设计计算关键词:注塑模,型腔,型芯,浇注系统,密封罩前言模具是一种技术密集、资金密集型产品,在我国国民经济中的地位也非常重要。
插针罩注射模模具设计说明书

插针罩(SMBS-02)注射模模具设计目录1绪论来源背景 (1)目的 (1)要求 (1)实际意义 (2)主要设计内容 (2)2原始资料 (2)塑料制品产量和生产要求 (2)塑料品种牌号 (2)制品图样 (3)2.3.1具体尺寸及要求如图2.1 (3)2.3.2根据制品尺寸几何形状进行分析 (3)2.3.2.1 尺寸及公差 (3)2.3.2.2塑料制品的形状 (3)2.3.2.3塑料制品的壁厚 (3)2.3.2.4脱模斜度 (4)2.4 塑料制品成型性能 (4)3 基本参数 (4)3.1注射机选择 (4)3.2模具型腔数目的计算 (5)3.2.1 计算原理 (5)3.2.2 制品体积 (5)3.2.3型腔数目确定 (6)3.3 模架选择 (6)4 成型零件尺寸及结构 (7)4.1聚苯依稀的收缩率(S) (7)4.2 大型芯尺寸及结构设计 (7)4.2.1 大型芯径向尺寸计算利用公式 (8)4.2.2 大型芯高度尺寸 (8)4.3 侧型芯尺寸及结构设计 (8)4.3.1 侧型芯径向尺寸计算利用公式 (8)4.3.2 侧型芯深度尺寸 (8)4.4 型腔尺寸及结构设计 (9)4.4.1 型腔径向尺寸,利用公式 (9)4.4.2 型腔高度尺寸,利用公式 (9)4.4.3 型腔结构 (9)4.4.4 型腔底厚、壁厚计算 (9)4.4.5 底厚计算 (10)5 模具结构 (10)5.1制品小孔成型结构 (10)5.1.1 侧向分型与抽芯结构设计 (10)5.1.2 抽芯距离的确定 (11)5.1.3 抽芯力的计算 (11)5.2模具结构图 (13)6 浇注系统 (13)6.1 概述 (13)6.2浇注系统的设计 (14)7模具与成型机械关系的校核 (15)7.1制品及流道体积 (16)7.1.1 制品体积 (16)7.1.2 流道体积 (16)7.1.3分流道体积 (16)7.2注射机的校核 (17)8 推出机构 (18)8.1 概述 (18)8.2推出机构 (19)9 导向支承紧固复位机构 (19)9.1 导向机构 (19)9.2支承零件 (19)9.3 紧固件及其他附件 (19)9.3.1 上模部分 (19)9.3.2 下模部分 (20)10 冷却系统 (20)结束语 (20)参考文献 (21)摘要:《插针罩(SMBS –02)注射模》是编写者两个月以来所编写的毕业设计说明书。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录1 绪论 (1)1.0来源背景 (1)1.1目的 (1)1.2要求 (1)1.3实际意义 (2)1.4主要设计内容 (2)2原始资料 (2)2.1塑料制品产量和生产要求 (2)2.2塑料品种牌号 (2)2.3制品图样 (3)2.3.1具体尺寸及要求如图2.1 (3)2.3.2根据制品尺寸几何形状进行分析 (3)2.3.2.1 尺寸及公差 (3)2.3.2.2塑料制品的形状 (3)2.3.2.3塑料制品的壁厚 (3)2.3.2.4脱模斜度 (4)2.4 塑料制品成型性能 (4)3 基本参数 (4)3.1注射机选择 (4)3.2模具型腔数目的计算 (5)3.2.1 计算原理 (5)3.2.3型腔数目确定 (6)3.3 模架选择 (6)4 成型零件尺寸及结构 (7)4.1聚苯依稀的收缩率(S) (7)4.2 大型芯尺寸及结构设计 (7)4.2.1 大型芯径向尺寸计算利用公式 (8)4.2.2 大型芯高度尺寸 (8)4.3 侧型芯尺寸及结构设计 (8)4.3.1 侧型芯径向尺寸计算利用公式 (8)4.3.2 侧型芯深度尺寸 (8)4.4 型腔尺寸及结构设计 (9)4.4.1 型腔径向尺寸,利用公式 (9)4.4.2 型腔高度尺寸,利用公式 (9)4.4.3 型腔结构 (9)4.4.4 型腔底厚、壁厚计算 (9)4.4.5 底厚计算 (10)5 模具结构 (10)5.1制品小孔成型结构 (10)5.1.1 侧向分型与抽芯结构设计 (10)5.1.2 抽芯距离的确定 (11)5.1.3 抽芯力的计算 (11)6 浇注系统 (13)6.1 概述 (13)6.2浇注系统的设计 (14)7模具与成型机械关系的校核 (15)7.1制品及流道体积 (16)7.1.1 制品体积 (16)7.1.2 流道体积 (16)7.1.3分流道体积 (16)7.2注射机的校核 (17)8 推出机构 (18)8.1 概述 (18)8.2推出机构 (19)9 导向支承紧固复位机构 (19)9.1 导向机构 (19)9.2支承零件 (19)9.3 紧固件及其他附件 (19)9.3.1 上模部分 (19)9.3.2 下模部分 (20)10 冷却系统 (20)结束语 (20)参考文献 (21)插针罩(SMBS-02)注射模模具设计摘要《插针罩(SMBS – 02)注射模》是编写者两个月以来所编写的毕业设计说明书。
主要介绍:注射模的整个过程,包括成型零部件、推出机构、流道等一些设计。
在论文书写过程中,通过一个月的时间对原始资料进行搜集,充分考虑模具的各种结构并和指导老师及同学之间进行讨论,最终选择了论文所写的模具结构。
本论文的资料大多是编写者结合三年所学的各方面的理论知识完成的,包括机械制图、公差与配合、工程力学、机械设计、注射模具成型、工程材料等;一部分是通过查手册所得;还有少部分是同学之间的交流和自己三年的实习总结。
关键词:三板式、点浇口、侧抽芯1绪论1.0来源背景插针罩(SMBS-02)为PA1010塑料制品,采用注塑模成型,这种制品结构比较简单,但具有侧孔结构,在模具设计的注重考虑这一问题。
1.1目的通过本课题的设计,能够懂得模具的整个设计过程及综合性的掌握本专业知识,能够掌握Pro/E、CAD、Word等软件的操作方法。
1.2要求设计本课题的要求的理论联系实际。
在学习好相关的设计理论知识的同时,还必须了解实践操作。
另外,设计的模具首先要能制造出来,还要有一定的使用价值。
1.3实际意义通过本课题的设计,可以更好的掌握模具的整个设计过程。
在设计过程中,定会遇到许多以前没有遇到的问题,有问题就会促使自己想尽一切办法去解决,从中获得一定的知识。
把整个设计做完之后,就会对知识有个系统的了解。
另外,通过对Pro/E、CAD、Word等软件的操作,可以有更好、更熟练的操作技能。
这些工作对我以后的人生将是一笔大财富。
1.4主要设计内容本课题的饿设计主要包括成型零件的设计,流注系统设计,侧向抽芯与侧向分型的设计,导向及定位部分的设计,推出复位部分的设计,紧固件的设计,模具结构的整体设计,工艺过程的编导。
2 原始资料2.1塑料制品产量和生产要求根据图纸要求,此制品为小批量生产,在生产要求上不是很高,所以在模具设计时应力求结构简单,但要能达到制品的各种要求。
2.2塑料品种牌号此制品要求的材料为聚酰胺,牌号为PA1010。
聚酰胺是无色,透明并有光泽的非结晶型的线型结构的高聚物,流动性好,其原料来源广泛,石油工业的发展促进了聚苯乙烯大规模的生产。
2.3制品图样2.3.1具体尺寸及要求如图2.1图 2.12.3.3根据制品尺寸几何形状进行分析2.3.2.1 尺寸及公差从制品所给的尺寸及公差查《塑料模塑成型技术》表3-7为4级精度等级,查表3-8得4级精度等级为一般精度,从经济方面考虑,在模具设计时模具精度等级也应设计成一般精度等级。
2.3.2.5塑料制品的形状如图1.1,此制品为圆形制品,具有一小孔,所以在设计时着重是侧抽芯机构。
2.3.2.6塑料制品的壁厚由图1.1可知,此制品壁厚为4mm。
拐角处壁厚不均匀,它会固化或冷却速度的不同引起收缩不均匀,从而在制品内部产生内应力。
因此在模具设计时要进行冷却系统的设计及适应选择浇口。
2.3.2.7脱模斜度所设计的制品没有脱模斜度,即脱模斜度为零,这样制品对型心的包紧力大,脱模时较有脱模斜度的难,生产时可喷涂脱模剂。
2.4 塑料制品成型性能聚酰胺成型性能优良,硬度、耐磨性和润滑性很突出,并且有很好的耐冲击性,其吸水性小,成型前可不进行干燥,收缩小,制品尺寸稳定,比热容小,可很快加热塑化,塑化量较大,故成型速度快,生产周期短,可进行高速注射;流动性好,可采用注射、挤出、真空等各种成型方法。
但注射成型时应防止溢料,应控制成型温度,压力和时间等工艺条件,以减少内应力。
故设计成型零件时要注意配合间隙的选择,并且设计冷却水道以控制温度变化情况。
3 基本参数3.1 注射机选择根据制品结构选择立式注射机,查表《塑料制品及其成型模具设计》0.10初步选用SZ-100/60立式注射机,主要参数如表3.1表3.13.2模具型腔数目的计算3.2.1 计算原理通常注射机的实际注射量为注射机最大注射量的80﹪,即V实 = Vmax×80﹪ (3-1) 式中 V实 ---- 制品实际所需注射量,单位cm3。
Vmax ---- 注射机最大注射量,单位 cm3。
由表3.1 Vmax=60cm3所以 V实=48cm33.2.2 制品体积制品的结构及尺寸如图2.1,体积如下式计算,V制= ×122×36- ×82×32+14×4×20+ ×32×4=5.02cm33.2.4型腔数目确定制品数目用n表示,利用下列公式进行计算,n= V实/V制=48/5.02=9.5通过计算可以设计八个型腔。
因此制品为小批量生产,暂设计型腔数目为两个。
3.3 模架选择型腔数目为四个,设计为四方布排,根据制品尺寸大小及型腔数目,查表《模具标准应用手册》表6-15初步选用200×200模架具体结构如图3.1(a)、3.1(b)图3.1 (a)图3.1 (b)4 成型零件尺寸及结构4.1聚苯依稀的收缩率(S)查《塑料制品及其成型模具设计》表0.1聚苯乙烯的收缩率范围为0.6-0.8﹪,换算成平均收缩率Scp﹪Scp﹪=(0.5﹪+4.0﹪)/2=2.25﹪4.2 大型芯尺寸及结构设计图 4.10.4.2.1 大型芯径向尺寸计算利用公式L M =[l s (1+S c p ﹪)+43△] 0zδ将数值代入计算L M =[16(1+2.25%)+43×0.8] 0zδ=16.790270. 4.2.2 大型芯高度尺寸H m = [h s (1+S cp %)+32△] 0zδ将数值代入计算Hm = [36(1+2.25%)+32×1.04] 0zδ=18.270350.4.3 侧型芯尺寸及结构设计4.3.1 侧型芯径向尺寸计算利用公式L M =[l s (1+S c p ﹪)+43△] 0zδ将数值代入计算L M =[4(1+2.25%)+43×0.8] 0zδ=3.890270. 4.3.2 侧型芯深度尺寸H m = [h s (1+S cp %)+32△] 0zδ将数值代入计算Hm= [4(1+2.25%)+32×1.04] 0z δ=4.270350.4.4 型腔尺寸及结构设计 4.4.1 型腔径向尺寸,利用公式L M =[l s (1+S c p ﹪)-43△]zδ+0将数值代入计算L M =[24(1+2.25﹪)-43×0.96]39600.+=23.573200.+4.4.2 型腔高度尺寸,利用公式H m = [H s (1+S cp %)-32△] z δ+0将数值代入计算H m = [40(1+2.25%)-32×1.2]3210.+=39.92400.+4.4.3 型腔结构简单,采用整体式凹模,这种结构成形的制品质量较好,加工方便,并且就加工在型腔板上,与型腔板构成一体。
4.4.4 型腔底厚、壁厚计算1 按刚度校核侧壁厚度,利用公式t=r[[][]111+μΓΡδΕΓΡδΕμ (4-8)代入计算得 t=0.84 mm2 按强度计算,利用公式t=r([][]12Ρδδ代入计算t= 2.58 mm 取较大值2.58mm 。
4.4.5 底厚计算按刚度计算 h=3.46mm 按强度计算 h=5.2mm 取较大值5.2mm 。
5 模具结构模具结构主要由以下部分组成:成型部分、侧向分型及抽芯部分、支承部分、推出机构、浇注系统、导向部分、紧固定位部分、冷却排气系统。
在模具设计过程中,主要考虑塑料怎样进料,制品怎样成型、制品怎样脱出。
从设计的制品结构来说,主要是侧孔的成型与脱出。
5.3制品小孔成型结构5.1.1 侧向分型与抽芯结构设计本模具中,制品侧壁上有与开模方向不同的侧向孔,阻碍制品成型结构的直接脱模,因此需将成型侧孔的成型零件做侧向运动,需做成侧型芯,然后在再从模具中推出制品,完成侧型芯的抽芯与复位的机构称为侧向分型抽芯机构。
5.1.2 抽芯距离的确定抽芯距离指的是侧型芯从成型位置抽到不妨碍制品取出位置时,侧型芯在抽拔方向所移动的距离,抽芯距一般应大于制品侧孔深度或凸台高度2~3mm。
即:= h + (2~3) mmS抽S——抽芯距抽h——制品最大侧孔深度∵h=4= 4+ (2~3) =6~7mm∴S抽5.1.3 抽芯力的计算塑料制品在冷凝收缩时,对侧型芯产生包紧力,抽芯机构所需的抽芯力,必须克服包紧力所引起的抽芯阻力及抽芯机构机械滑动时的摩擦力,才能把活动型芯拔出。