FANUC 机器人搭配注塑机取件介绍
《FANUC机器人》课件

设计安全、易于操作的人机协作机器人,适用于装配、包装、检测 等需要人机协作的场景。
FANUC机器人在不同行业的应用案例
汽车制造业
用于车身焊接、涂胶、装 配等环节,提高生产效率 和产品质量。
电子制造业
用于装配、检测、包装等 环节,满足高精度、高效 率的生产需求。
食品与饮料行业
与其他设备的协同作业。
02
CATALOGUE
FANUC机器人产品系列
FANUC机器人的主要产品系列介绍
FANUC工业机器人系列
提供各种负载能力、臂展和高度的小型至大型机器人,适用于装 配、焊接、搬运等应用。
FANUC智能机器人系列
具备高度智能化和自主导航能力的机器人,适用于自动化生产线、 物流配送等领域。
拓展阶段
随着技术的不断积累, FANUC开始涉足机器人领 域,推出了第一代工业机 器人。
成熟阶段
经过不断的技术创新和市 场拓展,FANUC机器人逐 渐成为工业自动化领域的 领先品牌。
FANUC机器人在工业自动化中的应用
生产线自动化
FANUC机器人广泛应用于生产 线上的物料搬运、装配、检测 等环节,提高了生产效率和产
故障2
机器人运动轨迹不准确
排除方法
检查机器人关节是否松动,检查机器人末端执行器的安 装是否正确,检查机器人的控制系统参数设置是否正确 。
故障3
机器人出现异常声音或振动
排除方法
检查机器人各关节的轴承、链条等是否损坏,检查机器 人的平衡块是否松动。
FANUC机器人的寿命及更换周期
寿命
正常情况下,FANUC机器人的使用寿 命在8-10年左右。
FANUC机器人的优势与不足
发那科注塑机资料
1. 射出成型机射出成型机是将塑料原料在熔解的状态下高压射入模具内,待塑料冷却凝固后再打开模具,将成型品取出的机器。
为了追求塑料制品的高精度、高效率的大量生,目前,以轻薄短小见长的射出成型机在射出成型工业中已逐渐流行起来。
以下,就上述特点和应用范围展开论述。
1. 1 全电气式射出成型机的特征1.考虑经济实用的合理设计.低价格:全电气式射出成型机通过软件的改造,能够进行复杂的控制。
.节约能源:运转费用低,与油压机相比,其电力消耗仅占1/3。
.高功能:该机拥有强大的人工智能。
.高信赖性:其控制装置具有很高的可信度,机械构造具有高刚性的特点。
.无污染:无噪音,不使用机油。
2.使用AC伺服马达(数字控制)AC 伺服马达能够精确设定ROBOSHOT 的各轴的速度和位置。
速度控制的最小单位为0.1mm/s,位置控制的最小单位0.01mm。
[用AC伺服马达的控制轴总共有4根轴]:1. 射出轴2. 螺杆回转轴3. 锁模轴4. 顶出轴[使用齿轮马达的控制轴总共有2根轴]:1. 射出座(喷嘴接触)2.模具厚度的调整[成型塑料]塑料可分为热塑性树脂和热固性树脂。
同时,热塑性树脂又可分为结晶性树脂和非结晶性树脂。
使用塑料原料时一定要很好了解树脂生厂家的树脂特性。
1.热塑性树脂:加热以后软化流动,将其冷却后又固化,再次加热又熔化为原来的状态,好象蜡一样,温度一高就熔化,冷却后又恢复还原成原有的状态。
2.热固性树脂:加热以后软化流动,在一定的温度下固化。
它跟鸡蛋一样,在一定的温度下硬化,而再次加热后却不会再软化熔融。
该树脂在加工成制品后失去了成型性,因而不能再生。
[塑料原料的主要用途和种类]1.精密成型品:照相机镜头,精密接插件,CD,精密齿轮,其他。
2.一般成型品:接插件,电子零部件,照相机外壳,家用电器部件及其它。
3.杂物成型品:废纸篓,塑料杯等日常用品,塑料模特儿,其他。
1.聚苯乙烯(PS):非常通用的透明树脂。
用于盒式日常用品。
注塑机机械手程序教材-精选文档
(5)(1)
(4) (3) (2)
cnc38
副臂的主要位置
副待机位:开始取件前副臂所处位置 (10) (6) ,是机械手副臂工艺程序开始也是工 艺程序结束的位置(如图点6) 副臂下行:副臂下行进入模内的位置 (如图点7) 副夹水口:副臂夹取水口的位置(如 图点8) 副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9) 副臂上行:主臂从模内上行到模外的 (7) 位置(如图点10) (9) 副放水口:副臂放置水口的位置。
注塑机机械手
cnc38
本次设计采用路径规划的原理来实现教导方式
取物点
取物点
L型取件
变形 L型取件
取物点
取物点
嵌件点
嵌件点
有嵌件式取件
cnc38
变形有嵌件式取件
主臂的主要位置
+ 主待机位:开始取件前主臂所处位置,
+
+
+ + +
是机械手主臂工艺程序开始也是工艺程 序结束的位置(如图点1) 主臂下行:主臂下行进入模内的位置 (如图点2) 主取产品:主臂取注塑件的位置(如图 点3) 主臂后行:主臂取完塑件,在模内准备 上行到模外的位置(如图点4) 主臂上行:主臂从模内上行到模外的位 置(如图点5) 装箱位置:主臂放置产品的位置。
R1000 R1001 R1002 R1003 R1004 R1005 R1006 R1007 R1008 R1009 R1010 R1011 R1012
R1400 R1401 R1402 R1403 R1404 R1405 R1406 R1407 R1408 R1409 R1410 R1411
cnc38
N0
发那科注塑机讲义
6 ,0 0 0 5 ,0 0 0 4 ,0 0 0 3 ,0 0 0 2 ,0 0 0 1 ,0 0 0
200万円以上
(折合RMB12。5万元)
空调费 1,311
空调费 1,130
消费电力 3,130
消费电力 5,110
0
SS--22000000i1i1000A0A
其他SE公-司10的01S00T机
圧力大
开模・成型品取出・闭模
射出
直到射出开始,止逆阀前后端的压力差, 造成塑胶向喷嘴方向微小的漏出(前流)。
射出开始时的逆流 射出量变动的主要原因
闭锁动作
直到逆流阀完全锁闭,其过程中会产生 微小的逆流(回流)。
FA & ROBOT
逆流监视
•世界上首次在画面中显示逆流状况
•这个波形稳定的话,逆流也就稳定。 •三角形变小的话,逆流也随之变小。
削除对象气体 (6种暖化气体)
•二氧化碳 •沼气 •一氧化二氮 •代替氟利昂2种 (HFC,PFC) •六氟化硫磺
全世界 日本 美国 欧盟(EU)
: 5.2%削减 : 6% 削减 : 7% 削减 : 8% 削减
(1990年为基准 )
FA & ROBOT
节能 ( 油压机和电动机的比较 )
电力消費量的比较
黑色部分为短射
FA & ROBOT
机器人的定位精度和直线补正精度
0.5mm自动铅笔芯的高速插入
FA & ROBOT
克服内嵌式螺杆的难题 追求成形不良为零
逆流监视和精密计量
FA & ROBOT
内嵌式螺杆的课题
计量
模具 料筒
螺杆
止逆阀 下一模射出的计量
发那科PVC机器人操作说明_20170623_V2.0
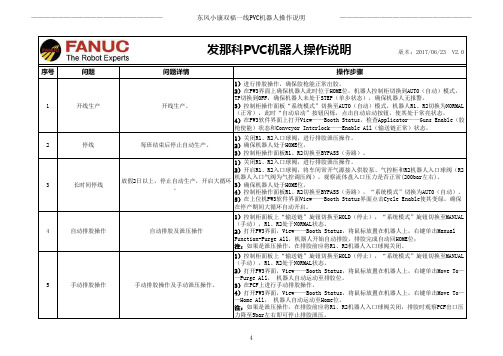
序号问题问题详情操作步骤1开线生产开线生产。
1)进行排胶操作,确保胶枪能正常出胶。
2)在PW3界面上确保机器人此时位于HOME位,机器人控制柜切换到AUTO(自动)模式,TP切换到OFF,确保机器人未处于STEP(单步状态),确保机器人无报警。
3)控制柜操作面板“系统模式”切换至AUTO(自动)模式,机器人R1、R2切换为NORMAL (正常),此时“自动启动”按钮闪烁,点击自动启动按钮,使其处于常亮状态。
4)在PW3软件界面上打开View——Booth Status,检查Applicator——Guns Enable(胶枪使能)状态和Conveyor Interlock——Enable All(输送链正常)状态。
2停线每班结束后停止自动生产。
1)关闭R1、R2入口球阀,进行排胶泄压操作。
2)确保机器人处于HOME位。
3)控制柜操作面板R1、R2切换至BYPASS(旁路)。
3长时间停线放假2日以上,停止自动生产,开启大循环。
1)关闭R1、R2入口球阀,进行排胶泄压操作。
2)开启R1、R2入口球阀,将车间常开气源接入供胶泵、气控柜和R2机器人入口球阀(R2机器人入口气阀为气控调压阀),观察流体盘入口压力是否正常(200bar左右)。
3)确保机器人处于HOME位。
4)控制柜操作面板R1、R2切换至BYPASS(旁路),“系统模式”切换为AUTO(自动)。
5)在上位机PW3软件界面View——Booth Status界面点击Cycle Enable使其变绿,确保在停产期间大循环自动开启。
4自动排胶操作自动排胶及泄压操作1)控制柜面板上“输送链”旋钮切换至HOLD(停止),“系统模式”旋钮切换至MANUAL (手动),R1、R2处于NORMAL状态。
2)打开PW3界面,View——Booth Status,将鼠标放置在机器人上,右键单击Manual Function-Purge All,机器人开始自动排胶,排胶完成自动回HOME位;注:如果是泄压操作,在排胶前应将R1、R2机器人入口球阀关闭。
FANUC机器人学习教程

二维视觉传感器
Vision sensor
三维维视觉传感器 Vision sensor
第28页/共96页
第二十八页,编辑于星期五:十九点 五分。
经验丰富的手爪设计
单手爪设计的优势:
•机械结构较简单 •机器人手臂负载轻,在机器人选型时可
产用最匹配工件重量负载的机器人 •可灵活快速地运用于机床内的取、放工件动作,占据 空间小
途
:
型号
发泡厂
LR Mate 100iB/120iB
ARC Mate 100iB/M-6iB
Roboweld 100iB
R-2000iF/iW
-- 泡沫浇注;
轴数 手部负重(kg)
5 3/3 6 6/6 66 6 165/200
机械零件厂
-- 产品焊接
4.机器人的主要参数 1)手部负重 2)运动轴数 3)2,3轴负重 4)运动范围
3个轴向上的力学状态数据。 功能:根据汽车厂对其汽车座椅的不同性能要求,进行静
态强度和疲劳强度测试。自动显示,储存测试数据,客户可依据 测试结果对座椅质量进行分析,也可为产品出口和引进国产化提 供技术依据。
第9页/共96页
第九页,编辑于星期五:十九点 五分。
机器人在汽车零部件行业的 焊接应用
第10页/共96页
机器人多工位上下料采用了双手爪设计
机器人对应重量大的产品上下料多采用了单手爪设计
双手爪设计的优势: • 缩短工作节拍,使得取、放工件的动作更
加合理有效。 • 减少了机器人的运动路径,提高机器人使
用寿命。
第29页/共96页
第二十九页,编辑于星期五:十九点 五分。
一、认识FANUC机器人
1.概论
1.机器人的构成 是由伺服电机驱动的机械机构组成的,各环节每一个结合处是一个关节点或坐标系(见 图1)
FANUCROBOSHOTSi注塑机操作说明书PPT专业课件
9. 最大射出時間的設定
射出時間根据成型品的形狀和大小而异.同時還需考慮到是否能完全充填,以及外觀問題 和質量問題,一般來說,比較薄的成型品比較容易發生變形,所在要盡量縮短時間,而比較厚 的成型品,為防止出現縮痕和气泡,需要延長射出時間.另外,如果澆口比較大,射出時間應短; 澆口比較小時射出時間應長. 射出時間跟成型溫度和射出速度有關系. ★初期設定時間要稍稍長一點. ★最終設定最大射出時間,要設定比實際射出時間稍長 0.5~1 秒的值. ★設定最大射出時間的作用是,在一模我穴時如果在澆口處有阻塞,就會通過射出時間的作 用從射出轉向保壓工程.
螺桿位置
2. 由壓力切換來完成從射出到保壓的切換. 樹脂壓力可以通過檢測螺桿的推力得知,設定与實際的樹脂壓力接近的壓力以達到最 合适的成型條件. ★即使設定了壓用切換,到達最大射出時間后也會切換到保壓工程.
射出速度 壓 力
切換壓力
壓力
保壓切換位置
螺桿位置
3. 由射出時間完成從射出到保壓的切換 如果超過射出時間,就會從射出切換到保壓 ★實際使用時為以下二种組合: 是先滿足螺桿到達設定的位置這一條件,還不滿足超過射出時間這一條件: 是先滿足壓力達到設定的壓力這一條件,還是滿足超過射出時間這一條件.
2.射出座的動作領域
射出座的移動由齒輪馬達控制. 与模具的接触力需要利用彈簧.
3.頂出 机构
通過AC馬達的旋轉以及同步皮帶的作用,驅動滾珠的作用,驅動 滾珠導螺杆,使頂出板前進或后退,完成成型品的頂出過程.
4.模厚調整机构
模厚調整机构是通過齒輪馬達旋轉齒輪,精密地維持模盤的平行 度以及鎖模力的平衡.
FANUC ROBOSHOT S-2000i
第二章:FANUC成型机的設定方法
FANUC发那科[a]-Z-5 FANUC发那科机器人应用——搬运
![FANUC发那科[a]-Z-5 FANUC发那科机器人应用——搬运](https://img.taocdn.com/s3/m/0f7171f4eefdc8d377ee3210.png)
P[1]
P[2]
P[3]
5.3 知识储备
5.3.1 常用的程序指令
2. 位置数据类型
P[ ]:一般位置
例: J P[ 1 ] 100% FINE
PR[ ]:位置寄存器 例: J PR[ 1 ] 100% FINE
3. 用户报警指令
UALM[i] i : 用户报警号
当程序中运行该指令时,机器人会报警并显示报警消息。
5.4 任务实施
5.4.4 工业机器人及外围设备
3. 精确定位机构
5.4 任务实施
5.4.5 工作站电气图纸
1. 工作站控制电源电路
Q1主电源空气开关; Q2机器人电源空气开关; Q3 PLC与开关电源供电空气开关; Q4输送机电源空气开关。
5.4 任务实施
5.4.5 工作站电气图纸
2. PLC I/O接口配置
5.4 任务实施
5.4.6 机床上下料工作站的机器人程序
16:J P[2] 100% CNT80 ;运动到待抓取毛坯上方P2点 17: LBL[5] ; 18: WAIT DI[101]=OFF ;等待A抓手打开磁开信号 19: WAIT DI[102]=OFF ;等待A抓手打开磁开信号 20: WAIT DI[105]=ON ;等待料定位完成信号 21:L P[3] 800mm/sec FINE ;直线运动到抓毛坯点P3 22: DO[104]=OFF ;抓手A关闭 23: WAIT .30(sec) ;等待0.3s 24: IF DI[101]=ON AND DI[102]=OFF,JMP LBL[3] ;若A抓手中有料,有料跳转标签3 25: IF DI[101]=OFF AND DI[102]=OFF,JMP LBL[4] ;若抓手A中无料,跳转到标签4 26: ; 27: LBL[4] ; 28:L P[4] 1000mm/sec CNT0 ;机器人运动到P4点 29: DO[101]=PULSE,0.1sec ;输出抓取完成信号 30: UALM[2] ;用户报警2 31: DO[104]=ON ;抓手A打开 32: JMP LBL[5] ;跳转到标签5
浅谈工业机器人在注塑取件自动化中的应用
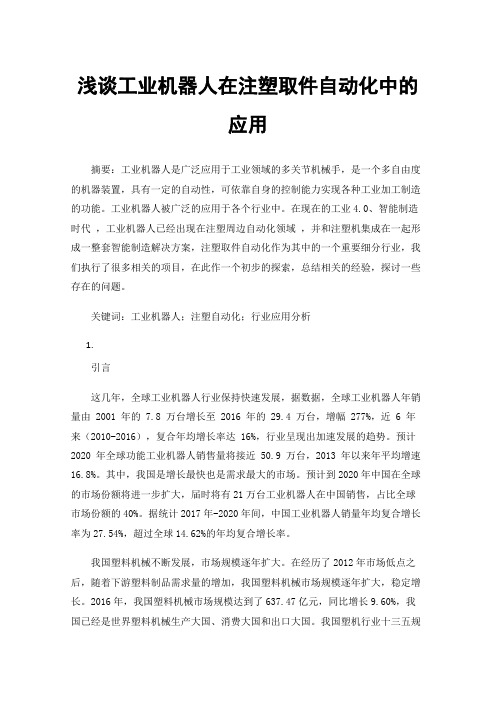
浅谈工业机器人在注塑取件自动化中的应用摘要:工业机器人是广泛应用于工业领域的多关节机械手,是一个多自由度的机器装置,具有一定的自动性,可依靠自身的控制能力实现各种工业加工制造的功能。
工业机器人被广泛的应用于各个行业中。
在现在的工业4.0、智能制造时代,工业机器人已经出现在注塑周边自动化领域,并和注塑机集成在一起形成一整套智能制造解决方案,注塑取件自动化作为其中的一个重要细分行业,我们执行了很多相关的项目,在此作一个初步的探索,总结相关的经验,探讨一些存在的问题。
关键词:工业机器人;注塑自动化;行业应用分析1.引言这几年,全球工业机器人行业保持快速发展,据数据,全球工业机器人年销量由 2001 年的 7.8 万台增长至 2016 年的 29.4 万台,增幅 277%,近 6 年来(2010-2016),复合年均增长率达 16%,行业呈现出加速发展的趋势。
预计2020 年全球功能工业机器人销售量将接近 50.9 万台,2013 年以来年平均增速16.8%。
其中,我国是增长最快也是需求最大的市场。
预计到2020年中国在全球的市场份额将进一步扩大,届时将有21万台工业机器人在中国销售,占比全球市场份额的40%。
据统计2017年-2020年间,中国工业机器人销量年均复合增长率为27.54%,超过全球14.62%的年均复合增长率。
我国塑料机械不断发展,市场规模逐年扩大。
在经历了2012年市场低点之后,随着下游塑料制品需求量的增加,我国塑料机械市场规模逐年扩大,稳定增长。
2016年,我国塑料机械市场规模达到了637.47亿元,同比增长9.60%,我国已经是世界塑料机械生产大国、消费大国和出口大国。
我国塑机行业十三五规划要求行业保持年均10%增速,按照该增长速度测算,我国塑机市场规模有望在2021年超过1000亿元,按照注塑机在我国塑料机械产值中占比40%-50%估算,注塑机市场规模约500亿元。
与此同时,工业机器人在注塑配套自动化中的运用越来越广,通过工业机器人和注塑机的深度结合,可以高效完成注塑产品的取件、去除水口、火焰修边、激光打标、自动称重、合格不合格品分类放置等一系列注塑生产及其相关的机边自动化工序,极大的减少了注塑周边的人员需求,提高了注塑周边的自动化水平,为注塑企业创造良好的效益,减轻了注塑从业人员的劳动强度。
发那科机器人操作说明书

教。
动作类型指定向指定位置的移动轨迹。 动作类型有: 不进行轨迹 控制、姿态控制的直线动作、以及圆弧动作。 ? 关节动作 ( J) ? 直线动作 (包含旋转移动) ( L) ? 圆弧动作 ( C)
--- 10 -精选3.程序创建记录程序 设定程序详细信息 修改标准指令语句 示教动作指令 示教控制指令
记录程序
记录程序录时,创建一个新的空程序。
设定程序详细信息时,设定程序的属性。
修改标准指令语句时, 重新设定动作指令的示教时要使用的标准 指令。
示教动作指令时,对动作指令和动作附加指令进行示教。 示教控制指令时,对对码垛指令和控制指令进行示教。
程序的创建或修改, 通过示教操作盘进行操作。 要通过示教盘进 行程序创建或修改,通常情况下示教器应设定在有效状态。
输入程序名 设定程序详细信息
记录程序时 ,输入程序名,记录程序。程序名由 8 个字符以下 的英文数字、机构等构成,必须与其他程序分开来。
输入程序名的方法有 3 种。 Words(字) 一最多可 5 个预约可以作为程序名的 下的字( PRG.MAIN.SUB和. TEST) .--
-5-
与执行相关的键而在机器人或空间上进行 定义的位置坐标系统。坐标系有关节坐标系、
关节坐标系是设定在机器人的关节中的坐标系。 关节坐标系中的 机器人的位置和状态,以各关节的底座侧的关节坐标系为基准 而确定。
? ? ? ?
横摆指令是使机器人执行横摆的指令。 横摆指令有以下种类的指令。 Weave(模式) [i] (摆动(模式) )指令 Weave(模式) [Hz, mm , sec,sec]指令 Weave End(摆动结束)指令 Weave End[i](摆动结束 ) 指令 使用横摆指令时,必须指定横摆模式。 SIN 型横摆
FANUC机器人
用于搬运 用于弧焊 用于点焊 用于布胶 用于油漆 用于激光焊接和切割
2. FANUC机器人硬件系统
1)基本参数:
马达
CPU 输入电源 I/O设备
交流伺服马达
32位高速 R-J3IB 380伏/3相:R-J3IB Mate380伏/3相 Process I/O, Module A,B 等
33
一、认识FANUC机器人
FANUC iRVision
FANUC的2维,3维视觉系统,让机器人获得“光明”,成为真正的“智能 机器人”。
可以简化机械结构,不用在定位工装上花费大量的金钱与时间,简单化的企 业内部物料供给。
二维视觉传感器 Vision sensor
三维维视觉传感 器 Vision sensor
经验丰富的手爪设计
26个焊点28.49s
弧焊
FANUC提供的机器人弧焊系统:
中空手腕设计,减少了管线对手臂 的干涉
机器人控制的送丝机构提高了送丝质量
高速度、高精度的动作控制
R-30iA controller
高可靠性能保证每日连 续不断生产
同级别机器人中最优 异的动作表现
在弧焊界享有良好的声誉
最新型弧焊机器人
ARC Mate iC Series
手部负重(kg) 3/3 6/6 6 165/200
4.机器人的主要参数 1)手部负重 2)运动轴数 3)2,3轴负重 4)运动范围 5)安装方式 6)重复定位精度 7)最大运动速度
32
一、认识FANUC机器人
二.FANUC机器人的构成
1. FANUC机器人软件系统
Handling Tool Arc Tool Spot Tool Sealing Tool Paint Tool Laser Tool
发那科ROBOSHOT电动注塑机与快速简便启动工作单元

• 自动收集数据(无需任何人力操作),并具有备份功能
可以看到ROBOSHOT的数据
FANUC ROBOSHOT-LINKi
FANUC
ROBOSHOT-LINKi
移动终端
质量信息管理
•实现数据追踪和质量提升 •查究不良原因 •确认成型稳定性
11
時間
2017/10
一般控制
为了维持稳定成形 压力波形追踪控制
Screw Speed
Screw Speed
成形品 不稳定
粗密粗密 樹脂密度
充填状態 不稳定
不管计量的 粗密以同样 的速度射出
粗密粗密 樹脂密度
成形品 稳定
充填状態 稳定
根据计量的粗密 控制螺杆的速度
2017/10/27 12
計量 射出・保圧
普通控制
AI压力波形追踪控制
射出
保圧
根据设定压力 根据设定速度
射出圧力
射出速度
可以 切换
射出
追踪所记 忆的压力 波形
保圧 射出圧力
圧力・速度 圧力・速度
优势
時間
〇 出众的成型稳定性 可以抑制计量的波动而维持稳定成形。对于再生材料起到的作用更加明显。
〇 实现出色的再现性 通过调出登录的压力波形、实现再现性出众的成型。
绿色机器人的快速简便启动工作单元
伺服驱动前门
可移动式
小型精密零件的检查整列工序的自动化
插件成型的自动化
基本组成(机构部,机器人界面,机器人基本程序)包裹化 更好的支持机器人系统的导入
ROBOSHOT LINKi
ROBOSHOT-LINKi
• 对应成型工厂的国际化和大规模化的生产及质量信息管理工具
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ROBOT CNC
机械结构
控制伺服
1956(昭和31年)开发NC
1974(昭和49年)开发机器人
2003(平成14年)
40年以上的NC 经验总出厂台数机器人
:超过200,000台CNC
:超过1,800,000台
伺服马达
线性马
线切割机全电动式注塑成型机
CNC 钻削中心
FANUC Robotics (Coventry)
FA & ROBOT
手机外壳注塑机取件介绍 手机外壳注塑机取件介绍 • 运用 – 手机部件搬运 • 机器人型号 – M-6IB 85台 • 系统组成 – 注塑机,传送带 • 系统集成 – SFR • 工作节拍 – 5秒/件 • 最终用户 – 贝尔罗斯 – FOXCONN – 绿点等
• • 使用优越性 – 高效率、稳定性高 关键技术 – 机器人高速可靠工作 – FANUC软浮动功能 – FANUC防碰撞功能 竞争对手 – 专机,人力 对于竞争者的优势 – 效率高、编程柔性好 成功的因素 – 可靠的技术支持 – 设备的良好使用性
• • •
SHANGHAI - FANUC LTD
FA & ROBOT
现场录像 现场录像
人工插件
机器人插件
一对一方式
SHANGHAI - FANUC LTD
FA & ROBOT
FANUC高灵敏防碰撞功能 FANUC高灵敏防碰撞功能 • Minimize damage of robot arm, gun and fixture
Plate
HSCD Disabled
Plate thickness 1.2mm
Detect collision immediately Enabled Disabled
Plate
2mm Steel Plate
HSCD Enabled
Plate thickness 1.2mm
FA & ROBOT
SoftFloat(软浮动) SoftFloat(软浮动)
• 机器人跟随外力变化 • 通过软件功能代替机械浮动装置来减少系统成本
机器人能根据外力进行软浮动
Push out 需要机械式浮动功能
Push out 淘汰机械式浮动功能
•
软件能够根据笛卡尔坐标进行调整 (XYZ)
夹具置于 中心力 控制XY轴方向位置 通过水压推出 控制Z轴方向位置
夹具安装到设备上不需要机械浮动
SHANGHAI - FANUC LTD
跟随压铸设备推力取件
FA & ROBOT
2D iRVision 2D iRVision
FA & ROBOT
控制柜集成视觉系统 控制柜集成视觉系统
集成的优点
能够建立 简化的 紧凑的 智能机器人系统 出厂强化的处理器(没有PC)使得系统更加可靠。
紧凑的视觉系统和机器人集成技术(高速的视觉跟踪, 箱柜拣取, 等等.)
1998 - 2005
视觉系统的PC
2006
监控图象在TP上
图象处理在控制柜里 外围设备 • 摄像头 • I/O 模块 • 摄像头电源 • 键盘 • 鼠标
R-J3iB
R-J3iC
FA & ROBOT
R30iA 集成视觉系统配置 R30iA 集成视觉系统配置
摄像头 R-J3iC iPendant R-J3iC
在线监控 在线监控
主 CPU 模 块
集成视觉系统软件选项 集成视觉系统软件选项
Ethernet
视觉系统示教的PC (生产的时候可以不要)
FA & ROBOT
Vision Sensor V-500i /2DV Vision Sensor V-500i /2DV
Rotation
Original
Concealed image
Magnification Reduction Blurred focus
Damaged image
Brightness change (partial) Brightness change 2D vision sensor (allover)
• 强大的视觉感应器能适应大的图像变化 • 没有手工调试参数容易调教
FA & ROBOT
FANUC 2DV 设置 FANUC 2DV 设置
Vision Process Tools
FA & ROBOT
R30iA 集成视觉功能大纲 R30iA 集成视觉功能大纲
2DV Apr. 2006 2DV Apr. 2006 2DV Apr. 2006 -
各种2D检测
各种2D检测
各种2D检测
2DV 应用
2DV 应用
2DV 应用
固定摄像头 / 手掌眼摄像头 / 抓取误差补偿应用很容易实现
2DV Apr. 2006 2DV Oct. 2006 2DV Oct. 2006 -
通过一台摄像头多层 码跺解码
一台或者多台机器人 跟踪生产线
通过多台摄像头 进行3D检测
2 ½ DV 应用
视觉跟踪
3D 补偿
3DL
Oct. 2006 -
3DL
Oct. 2006 Mar. 2007 各种3D检测
3DL
Oct. 2006 Mar. 2007 随机堆积工件拣取
条形金属拣取 和其他应用
3DL 应用
箱柜拣取
箱柜拣取
R-J3i C
ROBOGUIDE i Pendant
R-2000i B Serial I/O (Slave)
Weld Timer Serial I/O (Master)
Ethernet
Host PC 智能化
•2D vision sensor
•3D laser vision sensor
•Force sensor
•Servo Sensor
−High Sensitive Collision Detection −SoftFloat
•ROBOGUIDE
•i Pendant +-++。