FANUC 刀具寿命管理开通方法
FANUC 刀具寿命管理
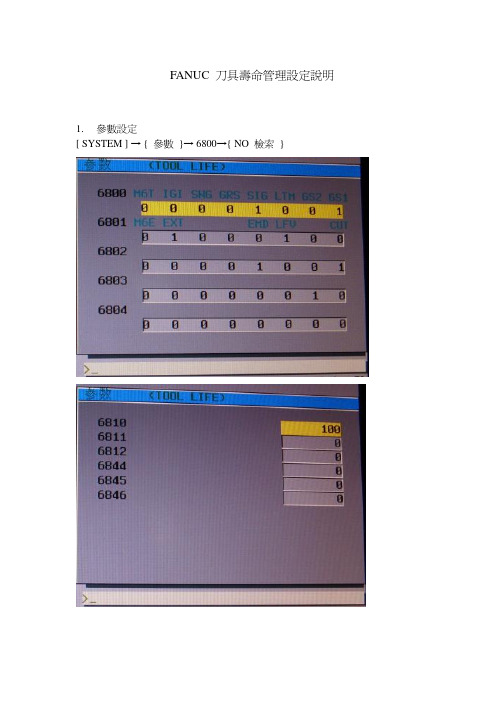
FANUC 刀具壽命管理設定說明1.參數設定[ SYSTEM ] → { 參數}→ 6800→{ NO 檢索}2.刀具壽命管理介面設定[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }欄位名代表意義群刀具壽命管理使用之群組壽命設定壽命(當計數值大於壽命值時,即會更換同群組之刀具,若沒刀具可換時,即會在需交換群列示 需更換刀具的群組)計數當讀到M06時,將使用中刀具所屬群組計數+1( Tn+100=Tn的刀具管理模式啟用,如T101M06 會換001群組的刀具出來,並於001群之計數+1)* 此群組已經使用過刀具@此群組使用中刀具需交換群已達到壽命設定需換刀的群組3. 清除[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }→{ (操作) }→{ CLEAR }當“需交換群: ” 有顯示數字時,代表有群組刀具已需更換,在更換完刀具後,將光標移至更換完成之群組上,按軟鍵CLEAR即可將計數歸零,且群組成員之*和@符號將消失,待再次呼叫出此群組刀具時,將依序叫出群組成員所設之刀號)4. 編輯群組內容[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }→{ (操作) }→{ 編程 }見上一個畫面,將光標移至欲設定之群組上,按 軟鍵 編程 ,即會出現以下畫面1用次數算2用時間算隸屬於群組 001 的兩只刀具,當NO.01 壽命到時,狀態變 *且於下次呼叫此群組( T101M06 ) 時,將以 NO.02 T16號刀取代,且H D 皆以H16 D16取代,NO.02狀態變 @ 表示使用中刀具群組: 001。
基于FANUC系统的刀具寿命管理
基于FANUC系统的刀具寿命管理发布时间:2021-07-05T11:04:21.003Z 来源:《基层建设》2021年第9期作者:佑光辉[导读] 摘要:为了最大限度提高机床加工效率和精度,现在通常使用刀具寿命管理功能来实现刀具在加工过程中的自动管理功能,本文通过大连机床立式加工中心VDF1800,来详细阐述基于FANUC-OI-MF系统的刀具寿命管理的应用通用技术集团大连机床有限责任公司辽宁大连 116620摘要:为了最大限度提高机床加工效率和精度,现在通常使用刀具寿命管理功能来实现刀具在加工过程中的自动管理功能,本文通过大连机床立式加工中心VDF1800,来详细阐述基于FANUC-OI-MF系统的刀具寿命管理的应用关键字:FANUC-OI-MF系统;加工中心;刀具寿命一使用方法刀具寿命管理功能是对使用的刀具,以使用次数或者使用时间的形式,来计算刀具的使用寿命:而当刀具达到在系统中预置的使用寿命时,系统输出信号提醒客户进行刀具维护或更换的功能。
刀具寿命可按照使用次数,和使用时间两种方式来统计。
以次数来进行寿命管理,系统在每收到一个M02(M30),使用次数加1,而不论加工程序中调用过多少次改组刀具,以时间进行寿命管理,在切削方式下按照一定的时间间隔,记数实际切削(G01,G02,G03)使用的时间。
对单段停止,进给保持,快速移动,暂停,机械锁住以及互锁等所需时间不予技数。
本文中我们主要论述了刀具的使用次数来进行刀具的寿命管理,以及刀具到达寿命后通过梯形图来让机床报警,从而提醒我们更换刀具。
二刀具分组的相关参数与指令刀具分组是将刀库中的刀具以类型或者使用方法来分类,相同类型的放在一个组里。
信号使用是刀具寿命管理功能中提供的信号。
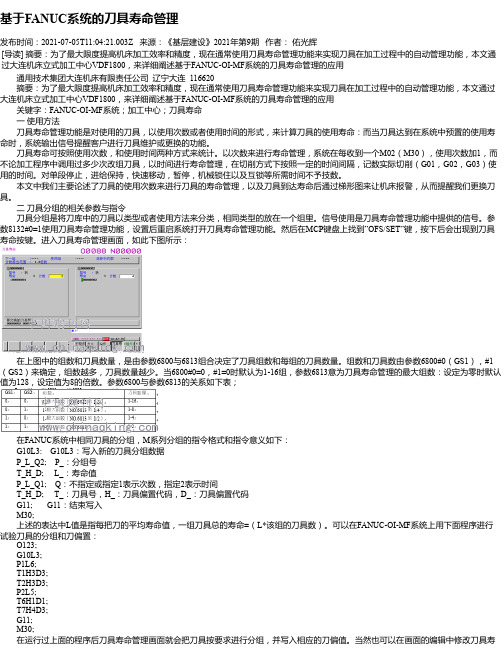
参数8132#0=1使用刀具寿命管理功能,设置后重启系统打开刀具寿命管理功能。
然后在MCP键盘上找到”OFS/SET”键,按下后会出现到刀具寿命按键。
进入刀具寿命管理画面,如此下图所示:在上图中的组数和刀具数量,是由参数6800与6813组合决定了刀具组数和每组的刀具数量。
FANUC 0i D系统刀具寿命监控的调试总结
FANUC 0i D系统刀具寿命监控的调试总结
一、功能理解
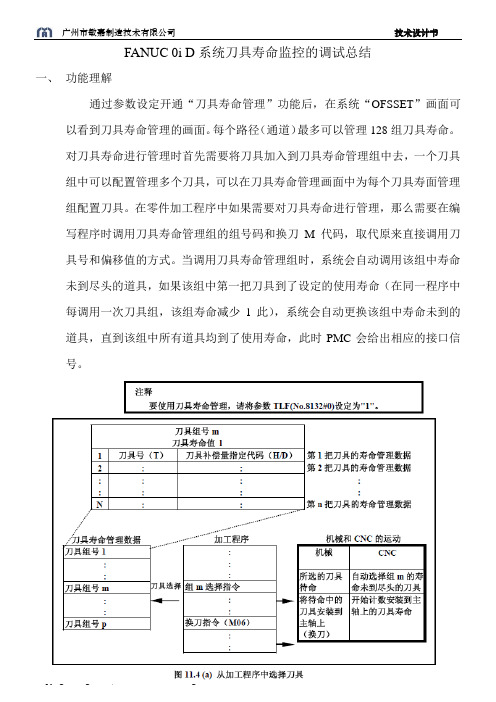
通过参数设定开通“刀具寿命管理”功能后,在系统“OFSSET”画面可以看到刀具寿命管理的画面。
每个路径(通道)最多可以管理128组刀具寿命。
对刀具寿命进行管理时首先需要将刀具加入到刀具寿命管理组中去,一个刀具组中可以配置管理多个刀具,可以在刀具寿命管理画面中为每个刀具寿面管理组配置刀具。
在零件加工程序中如果需要对刀具寿命进行管理,那么需要在编写程序时调用刀具寿命管理组的组号码和换刀M代码,取代原来直接调用刀具号和偏移值的方式。
当调用刀具寿命管理组时,系统会自动调用该组中寿命未到尽头的道具,如果该组中第一把刀具到了设定的使用寿命(在同一程序中每调用一次刀具组,该组寿命减少1此),系统会自动更换该组中寿命未到的道具,直到该组中所有道具均到了使用寿命,此时PMC会给出相应的接口信号。
二、相关参数
1、TLF(NO.8132#0)设定为“1”,打开刀具寿命管理功能。
三、PMC程序
四、刀具寿命管理注意问题
1、同一组刀具寿命管理组中的刀具不要用同一个T号,否则对刀具组计数时,
该组刀具所有的寿命都减少1次。
如何进行刀具寿命的管理?

如何进行刀具寿命的管理?
钻削中心由于刀具数量多、刀具磨损快等特点,往往出现因未能及时更换刀具,而因刀具破损导致工件报废,或过早更换刀具而使刀具成本增高。
因此,由CNC系统来进行刀具寿命的统计和警告是解决上述问题的*佳办法。
刀具寿命管理功能由刀具组号、刀具号、刀具寿命值、刀具补偿量代码组成。
刀具寿命管理的设定有两种方法:一种是界面手动配置,一种是程序自动配置。
对于相同刀库配置的批量机台,我们推荐使用程序自动配置。
可参考文档中的步骤,独立完成刀具寿命管理功能的配置。
1.配置参数
设置刀具组数
6813=16(可修改,此处设定刀库刀具组数)
设置刀具寿命管理忽略号
6810=0(钻攻机上务必设为0)
设置寿命记数的M代码
6811=6
设置刀具寿命管理功能有效
8132#0=1
6805#4=0
2.修改换刀宏程序
在宏程序中,找到Z轴返回第二参考点的程序段,在此程序段后增加M6o
3.修改PMC程序
在PMC程序中,将M6的译码信号,直接导通G4.3,结束应答。
将刀具寿命报警信号(F64.0)接通外部报警地址,并编辑报警信息,如“刀具寿命已到“。
FANUC 0i MD南通3轴立加刀具寿命
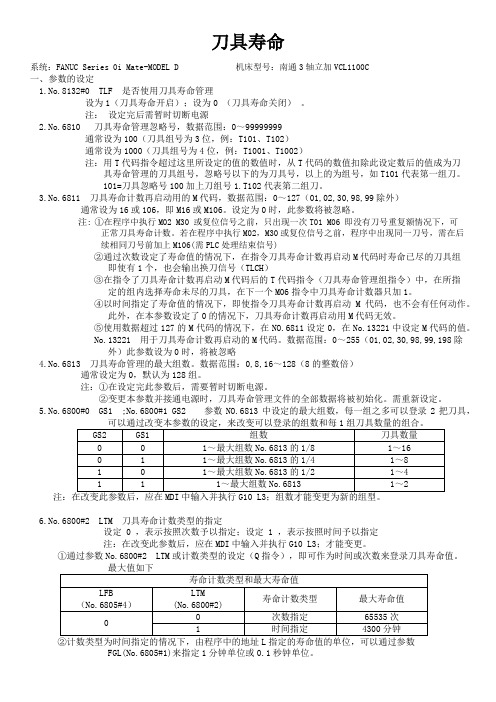
刀具寿命系统:FANUC Series 0i Mate-MODEL D 机床型号:南通3轴立加VCL1100C一、参数的设定1.No.8132#0 TLF 是否使用刀具寿命管理设为1(刀具寿命开启);设为0 (刀具寿命关闭)。
注:设定完后需暂时切断电源2.No.6810 刀具寿命管理忽略号,数据范围:0~99999999通常设为100(刀具组号为3位,例:T101、T102)通常设为1000(刀具组号为4位,例:T1001、T1002)注:用T代码指令超过这里所设定的值的数值时,从T代码的数值扣除此设定数后的值成为刀具寿命管理的刀具组号,忽略号以下的为刀具号,以上的为组号,如T101代表第一组刀。
101=刀具忽略号100加上刀组号1.T102代表第二组刀。
3.No.6811 刀具寿命计数再启动用的M代码,数据范围:0~127(01,02,30,98,99除外)通常设为16或106,即M16或M106。
设定为0时,此参数将被忽略。
注:①在程序中执行M02 M30 或复位信号之前,只出现一次T01 M06 即没有刀号重复额情况下,可正常刀具寿命计数。
若在程序中执行M02,M30或复位信号之前,程序中出现同一刀号,需在后续相同刀号前加上M106(需PLC处理结束信号)②通过次数设定了寿命值的情况下,在指令刀具寿命计数再启动M代码时寿命已尽的刀具组即使有1个,也会输出换刀信号(TLCH)③在指令了刀具寿命计数再启动M代码后的T代码指令(刀具寿命管理组指令)中,在所指定的组内选择寿命未尽的刀具,在下一个M06指令中刀具寿命计数器只加1。
④以时间指定了寿命值的情况下,即使指令刀具寿命计数再启动M代码,也不会有任何动作。
此外,在本参数设定了0的情况下,刀具寿命计数再启动用M代码无效。
⑤使用数据超过127的M代码的情况下,在NO.6811设定0,在No.13221中设定M代码的值。
No.13221 用于刀具寿命计数再启动的M代码。
刀具寿命管理
地址 F64.0 F64.1 F64.3 F154.0 信号名称 换刀 新刀具选择 刀具寿命预告 刀具剩余数量通知 相关参数(时间) 无 无 6845,6802#4,6805#4 -(不可用) 相关参数(次数) 无 无 6844,6802#4,6805#4 6846
3.1.2 M/T 系列分组的删除
M/T 系列分组的删除方式是一致的,如表 4 所示: 表 4 M/T 系列分组的删除指令
指令格式 指令意义 G10L3P2 :组的删除 P_ :组号(1~128) G11 :组的删除结束
G10 L3 P2; P_ ; P_ ; P_ ; P_ ; G11 ; M02(M30) ;
a.(18i-T) 标题: 刀具寿命管理 Pag e
6 / 12
b.(0i-Mate MD)
c.(0i MD) 图 2 0i-MD 上的刀具分组画面
3.1.2 T 系列分组
和 M 系列不同,T 系列分组时,直接指令刀具和刀偏值,格式为 T****,前两位为刀具号,后 两位为刀偏号,同一把刀具可以带不同的刀偏,而且在刀具分组画面(也即刀具管理画面)显示出 来。 T 系列分组的指令格式和指令意义如表 3 所示: 表 3 T 系列分组的指令
指令格式 指令意义 G10L3 :写入新的刀具分组数据 P_ :分组号(1~128) L_ :寿命值(1~9999) Q_ :不指定或指定 1 表示使用次数, Q 指定 2 表示使用时间 T_ :刀具号 G11 :结束写入
G10 L3 Q2; P_ L_ ; T_ ; T_; P_ L_Q1 ; T_ ; T_ ; G11 ; M02(M30) ; 标题: 刀具寿命管理
刀具寿命管理设制
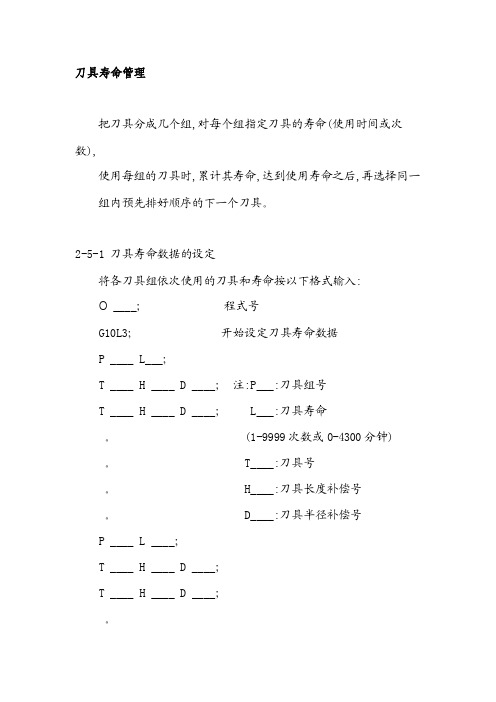
刀具寿命管理把刀具分成几个组,对每个组指定刀具的寿命(使用时间或次数),使用每组的刀具时,累计其寿命,达到使用寿命之后,再选择同一组内预先排好顺序的下一个刀具。
2-5-1 刀具寿命数据的设定将各刀具组依次使用的刀具和寿命按以下格式输入:O ____;程式号G10L3;开始设定刀具寿命数据P ____ L___;T ____ H ____ D ____;注:P___:刀具组号T ____ H ____ D ____; L___:刀具寿命。
(1-9999次数或0-4300分钟)。
T____:刀具号。
H____:刀具长度补偿号。
D____:刀具半径补偿号P ____ L ____;T ____ H ____ D ____;T ____ H ____ D ____;。
G11;刀具寿命数据设定结束M30;(或M02) 程式结束可以存储的最大组数和每组的刀具数为以下4种任意一种,由参数(№6800#0,#1)设定。
在AUTO模式下,执行上述程式,即可把程式的内容存入刀具寿命数据领域中,同时以前存储的所有组刀具寿命数据被取消,寿命计数器清零。
2-5-2 刀具寿命管理程式的编写加工程式按以下形式编写:(1)方式AO ____;T101; 从第一刀具组(GROUP 1)中选取未到达寿命的刀具;||M06; 第一刀具组(GROUP 1)之当前刀具计数|||T102; 从第二刀具组(GROUP 2)中选取未到达寿命的刀具;|||M06; 第二刀具组(GROUP 2)之当前刀具计数寿命的刀具;|||M02/M30;注: 刀具寿命管理忽略号设为100。
即T01,T02指令为刀具寿命管理无效;T101,T102 指令为刀具寿命管理有效。
(2)方式DO____;T101 M06; 从第一刀具组(GROUP 1)中选取未到达寿命的刀||第一刀具组(GROUP 1)之当前刀具计数;|T102 M06; 从第二刀具组(GROUP 2)中选取未到达寿命的刀具;|| 第二刀具组(GROUP 2)之当前刀具计数;|M02/M30;注: 刀具寿命管理忽略号设为100。
刀具寿命管理功能

刀具寿命管理功能车床测试1、开相关参数:P6800.2(0:依次数,1:依时间),软操作面板的SIGNAL2(TOOLLIFE)设为ON,K1.7=02、编写程式:O0001G10 L3;\设定刀具寿命数据开始\P01 L2; \P为组号,01为第一组,L为次数或时间\T0100; \01为刀具号码,00为道具偏置号\T0101;T0103;|||P02 L3; \第二组\T0200;T0202;T0204;|||G011; \设定刀具寿命数据结束\M30; \程序结束\加工程序中的指令:T0199; \呼叫第一组的刀具\T0299; \呼叫第二组刀具\3、刀具寿命到达时,程序会继续执行,直到程式结束才会出现“TOOL LIFE MANAGE”报警。
4、测试实例,以车床为例:A、开所有的参数(其中6800.2=0)B、编写一个简单的程式:编辑状态下,O0001(不能和原有的程序号码冲突)G10 I3;P01 L2;T0100;T0300;T0500;P02 L2;T0200;T0401;T0600;M30(M02);C、自动状态,执行程序,执行后,所有的数据放在TOOL LIFE 画面下,但出现报警,复位即可。
呼叫刀具寿命管理程式:单动状态下(也可在编辑状态下),T0199;T0299;M30(M02);单节执行直到T06刀具寿命到达,执行完程式,出现“TOOL LIFE MANAGE”报警,测试完成。
D、要消除报警可在TOOL LIFE 画面按CLEAR 键,选择EXEC 即可清除已有的寿命计数,报警也就消除了。
新代系统增加刀具寿命管理
新代系统
增加 刀
具寿命管
理
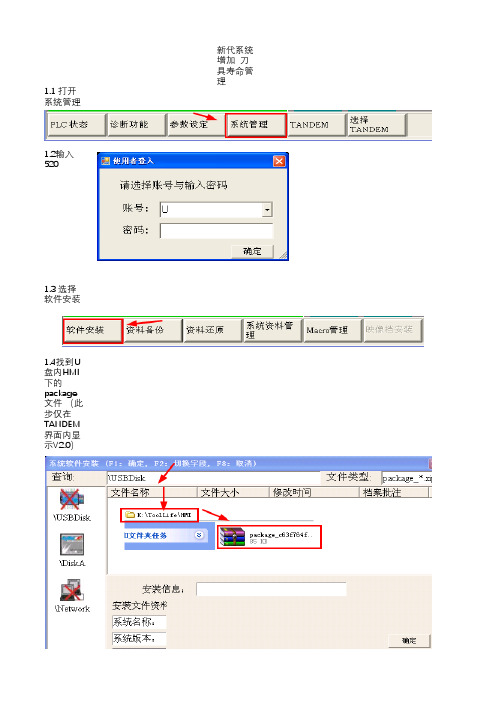
1.1 打开
系统管理
1.2输入
520
1.3 选择
软件安装
1.4找到U
盘内HMI
下的
package
文件 (此
步仅在
TANDEM
界面内显
示V2.0)
确定后以上完成2.1 参数设定
2.2 跳到参数号3228 并设置为 1 2.3 跳到参数号3804 并设置为 991
3.1 重复1.3操作选择Macro管理----汇入
3.2 选择U 盘内Macro内的
G8001~G 8005
4.1 输入新的TANDEM
4.2 TANDEM 和EditTool 一起输入4.3 输入后执行一次EditTool (如果3228参数没有修改,执行后不起作用)
最后的结果如下:
加工程序要求
1.在程序的开始要有计数变量 可以在EditTool 内复制
2.在换刀前增加
G8004 换刀后增加G8005 相当于五轴内ToolTime ON\ToolT imeOFF
3.在刀具加工完成后增加G8003 相当于五轴内
参数3410=0可编辑=1不可编辑。
刀具寿命管理功能使用说明

刀具寿命管理功能使用1. 刀具寿命管理功能的启用参数(No.002#0)作为刀具寿命功能是否启用的标志(0-未启用,1-启用),当未启用时,相应的刀具寿命管理界面也不显示。
2. 刀具寿命管理显示界面刀具寿命管理界面放入按键中,作为第三个子画面出现,由两个页面组成(按翻页键翻页):重复按《刀补》键时显示的界面刀具寿命管理画面(第一页):刀具寿命管理画面的第一页显示当前所用刀具的寿命管理数据和已定义刀具组的清单。
这页主要用来以组为单位监视刀具的寿命数据。
某组内每一刀具数据的监视、组号的设定和刀具寿命管理数据在下页中显示。
ⅰ.显示说明<当前刀具状况> :显示当前正在使用中刀具的寿命管理数据 方式: 显示寿命数据的计数单位(0:分钟/1:次数)状态: 显示刀具状态(0-未使用,1-使用中,2-寿命到,3-跳跃)<已定义组号> : 只显示所有定义的组号,未定义的组号不显示。
反白显示的组号表示该组内所有刀具的寿命都已达到。
ⅱ.所有已定义数据的删除在该页面下,按下[取消]+[G]键可删除所有定义的数据(包括组号,组内刀具号及寿命值等)。
刀具寿命管理画面(第二页):第二页用于设定和显示某刀具组的寿命管理数据,按序号1~8显示。
刀具组号的选择显示有三种方式:i.直接在第二页界面的《刀具组号P》位置输入组号即显示该组刀具寿命数据,如该组不存在,则作为新定义组号。
新定义组号:22,系统并自动定义第一把刀:ii.在第一页界面的《已定义组号》中移动光标选择组号,翻到第二页时即显示该组内容iii.在第二页界面显示完当前的组号内容后,继续翻页即显示紧跟后面的组号的内容3.刀具寿命数据的定义刀具寿命数据的设置有两种方式:①编写NC程序并运行程序设置,②直接从刀具寿命管理界面输入。
① 编写NC程序设置例:P:刀具组号码1 – 32L:每把刀具的寿命0 - 999999分 或 0 - 999999次N:方式选择(0-时间、 1-次数)T:刀具及刀补号编程注意:ⅰ.P 指令指定的刀具组号可以不连续,但请尽可能按照升序,由画面监视时较容易看刀具组号。
FANUC-刀具寿命管理V2.0

图 1 刀具寿命管理初始界面
标题: 刀具寿命管理功能
技术部——李沼辉按键,即可进入到“刀具寿命”管理菜单,如图 2 所示:
图 2 刀具寿命管理菜单
图 2 中,“群检索”用于迅速检索和跳转到想要的刀具分组; “清除”用于清除光标所在刀具分组中的寿命计数值; “编辑”用于进入当前光标所在刀具分组进行详细数据的设定与修改; “输入”用于直接手动输入刀具寿命数值,后续的刀具寿命值计算会在输入数值基 础上继续进行计数。 按下“编辑”按键,进入刀具寿命分组编辑子菜单,如图 3 所示:
标题: 刀具寿命管理功能
技术部——李沼辉
Pag e
10 / 10
但是第一组中实际上只有一把刀只不过带了三个不同的刀偏值罢了所以说第一组中三组数据的总寿命就是155当在一个程序段中只调用一次该组刀具时系统总是默认为t0101直到该把刀的寿命终止即计数输出为5也不会调用t0101之外的同组中的其他刀偏值
技术报告
No.
文件信息
文件名称 刀具寿命管理功能
类别 经验类技术文档
发布日期 2015-07-16
发布范围
北京发那科机电有限公司全体 营销业务线 北京发那科机电有限公司技术部 机床厂 最终用户
关键词:
刀具寿命管理
改版记录:
版本 1.0 2.0 新版
改版内容
修订人 孙文超 李沼辉
日期 2012-03-21 2015-07-16
1、补充手动操作方法说明 2、整理和突出使用方法 3、简化使用流程
图 6 0i-MD 刀具分组画面
标题: 刀具寿命管理功能
技术部——李沼辉
Pag e
7 / 10
4.2 T系列分组 和 M 系列不同,T 系列分组时,直接指令刀具和刀偏值,格式为 T****,前两位为 刀具号,后两位为刀偏号,同一把刀具可以带不同的刀偏,而且在刀具分组画面(也即 刀具管理画面)显示出来。 T 系列分组的指令格式和指令意义如表 2 所示:
基于切削次数的FANUC刀具寿命管理

基于切削次数的FANUC刀具寿命管理摘要:刀具寿命管理是指刀具使用过程中的管理功能,其是数控机床的重要功能,可用于定期保养、刀具更换,保证切削精度。
所以FANUC刀具寿命管理功能在批量加工中得到广泛应用,避免了刀具磨损过大(即刀具寿命到达)导致的工件加工精度差,是确保工件加工精度及稳定性的重要功能。
关键词:切削次数;FANUC;刀具寿命管理由于FANUC传统刀具寿命是根据主轴交换刀具次数来计数,所以无法自动识别刀具是否参与切削,因此空切削将导致刀具寿命的无效计数,从而使刀具无法达到实际寿命而被更换。
基于切削次数的刀具寿命管理是通过比较实时扭矩及空载扭矩的导数与积分来自动识别切削和计算刀具寿命的功能,能有效避免无效计数,从而充分利用刀具。
本文详细论述了基于切削次数的FANUC刀具寿命管理。
一、数控机床概述数控机床是按事先编制好的加工程序,自动加工零件。
其特点为:①对加工对象的适应性强,适应模具等产品单件生产的特点,为模具的制造提供了合适的加工方法;②加工精度高,具有稳定的加工质量;③可多坐标联动,能加工形状复杂零件;④加工零件改变时,一般只需更改数控程序,可节省生产准备时间;⑤机床本身精度高、刚性大,可选择有利的加工用量,生产率高;⑥机床自动化程度高,能减轻劳动强度;⑦有利于生产管理的现代化。
数控机床使用数字信息与标准代码处理、传递信息,使用了计算机控制方法,为计算机辅助设计、制造及管理一体化奠定了基础;⑧对操作人员素质要求高,对维修人员技术要求更高;⑨可靠性高。
二、刀具寿命管理简介刀具的寿命是指刀具在启用后至无法保证产品精度要求或损坏时得到的数值,经实践验证和现场统计得出,该数值可为加工时间,也可为加工的产品数量。
在生产中,很多企业往往因刀具品种繁多、寿命统计复杂及统计不准确等因素,对刀具寿命管理重视不够,无良好的管理方法,只能依靠不断检查刀具使用情况来判断更换刀具的时间,造成大量人工和设备资源的浪费,降低了生产效率。
基于FANUC数控系统实现刀具寿命管理
( hn h i e eM Mo r C . h nh i 0 2 6 C i ) S a ga G nr t s o ,S a ga 2 10 , hn o a
Absr c t a t:Th spa rs o e li i pe h ws a ra mpr v me t e a o e n x mpl f t o ll e ma g me t f c in o e tc l e o he t o i na e n un to n a v ria f lt e wih 1 T Fa u me ia n r l ys e .I r e o o t i re dy iu o l l e ma a me t a h t 8 n c Nu rc lCo to S t m n o d r t b an a fi l v s a t o i n g n l f e n f nci n u to ,we ce t o ll e ma g me t PM C a de u pr g a wi o n e r c g t e n mbe s o o l ra e a t o i na f e n ld r s b o rm t c u t rta i h u h n r ft o c ti g s ppl d b nu me c lCo to yse .Th s pa r o d S a s l to o h e CNC - u t u n i y Fa c Nu r a n r lS tm e i i pe pr vie U o u i n f r t os ma c i e t i lrNu rc lCo to yse . h s wi smia meia n r ls tm n h Ke r s:n me c c n r lma h e o ntr u y wo d u r o to c i ;c u e ;n mbe s o o lc ti g m pr v me t o ie ma g me t i n r f t o u t ;i n o e n ;t oll na f e n u c in f n to
发那科刀具寿命管理使用方法V1.0

(7) 正确设置每把刀具的寿命信息,如果刀库中存在多把同型号的刀具,可以将他们分配在同一 组中,设为备刀。如图 7。当 001 刀具寿命用尽后,系统会自动选取 002 刀具继续进行加工。
1、 配置参数
——————————设置刀具组数———————— 6800#1#0=11 6813=16(可修改,此处设定刀库刀具组数) —————设置刀具寿命管理忽略号———————— 6810=0(钻攻机上务必设为 0) ——————设置寿命记数的 M 代码———————— 6811=6 ——————设置刀具寿命管理功能有效—————— 8132#0=1 6805#4=0
图7
(8) 按下「结束」按键,返回 刀具寿命管理页面。如图 7。
标题: 钻攻机上刀具寿命管理的使用方法
图8
Pag 5 / 7 e
(9) 将光标移动到“组 002”后面, 重复第(4)步,直到所有刀具都被 正确设置寿命信息。
图8 (10) 当刀具寿命用尽后,出现报警。如图 9、图 10
需要更换的刀具群
Pag 2 / 7 e
4、 设定刀具寿命
4.1 刀具寿命管理界面手动配置
(1) 在 MDI 面板上按「OFFSET」按 键,看到「刀偏」画面。如图 1
图1
(2) 按屏幕下方的「+」键,向右扩展 菜单,直到看到「TL 寿命」按键。 如图 2
图2
(3) 按下「TL 寿命」按键,进入刀具 寿命管理页面。如图 3。将光标移 动到“组 001”后面的「计数」 栏里,使之成为高亮。
标题: 钻攻机上刀具寿命管理的使用方法
法兰克机床刀具寿命管理与备用刀具选择功能

刀具寿命管理功能[Tool Life Monitor Function]TL刀具寿命管理功能是用来计算每把刀具使用寿命的,刀具使用寿命用以下计算刀具寿命当量之一来计算:刀具切削时间、切削长度、加工工件个数当刀具使用寿命超过预先设定值时,机床出现报警,在对应刀具资料库中将存储“TL”刀具寿命报警信息,但该刀具仍可继续使用,直至换用其他程序、其他刀具加工。
刀具寿命管理方式、计算方法及报警显示均可在机床参数中选择和设定,如下所示:刀具寿命管理可在下表中选择设定其中之一Machine Parameter No.9计算方法在机床参数(Machine parameter 10)中可设定刀具寿命是用加法计算还是用减法计算。
具体如下所示:以上参数一般设定为“1”产生报警/不产生报警机床参数(Parameter No.11)可用来设定在当前刀具设定使用寿命已到时是否产生报警,具体如下所示:刀具寿命管理功能在机床Tool Monitor显示屏中通过选择[TL Mode]键开启或关闭该功能。
1、设定刀具寿命设定可直接设定至机床Tool Detail显示屏中。
显示各刀具寿命使用状况和各刀具寿命设定可在机床Tool Monitor和Tool Detail显示屏中查看。
刀具寿命计算刀具寿命以刀具切削时间和刀具切削长度为计算当量时:作为规定,在主轴旋转时开始计算刀具寿命。
此外,在以下情况下不计算刀具寿命:当主轴执行以下命令而停止时:M00、M01、M02、M06、M30机床变速机床定位机床做快速定位刀具寿命以加工工件个数为计算指标:刀具寿命计算通过在M919代码程序行中之S指令设定。
若在M919代码程序行中无S指令时,则系统默认为S1。
刀具寿命管理功能说明当刀具寿命为“0”时,则在刀具状态存储区(Tool Status)出现“TL”报警,操作面板上报警灯亮,但机床加工继续。
而当标示报警指示的刀具换回到刀库中时,机床报警解除,但刀具状态存储区“TL”报警仍然存在(刀具状态参数区域可在机床“Tool Detail”显示屏中显示)。
FANUC 刀具寿命管理开通方法

FANUC 刀具寿命管理开通方法(一)1 刀具寿命管理1.1 0I-MATE-TD/OI-TD开通参数:参数设定值意义8132#01开通刀具寿命管理功能6813128刀具寿命管理的最大组数6800#01每组刀具数量1-2个6800#11681190刀具寿命再启动的M代码0 :次数刀具寿命类型指定6800#21:时间设定完参数,断电重启,执行以下程序初始化组数:G10 L3;/登录时删除所有组/P1L50;/组号1和寿命值50次/T0101;/1号刀和偏置号01/……P8L100;/组号8和寿命值100次/T0808;/8号刀和8号刀补/G11;M30;加工过程中调用刀具程序的格式为:……T0199;/调用1号组刀具,并且进行寿命计算+1/……T0899;/ 调用1号组刀具,并且进行寿命计算+1/……T0888;/调用8号组刀具,取消8号刀补,使用00刀补,不进行寿命+1/……T0301;/调用3号刀1号刀补,不进行寿命计算/……M30;当此程序运行50次之后,1号刀的寿命到达,则CNC侧发出,提示用户更换刀具。
CNC测刀具寿命值的输入更改:按下MDI面板上【OFS SET】,出现如下画面:按右侧扩展键【+】,再按下【TL 寿命】进入如下画面:在该画面下按编辑进入如下画面:移动光标,可以更改需要调用的T代码和对应刀偏值,以及刀具寿命值,按结束退出。
【注】:在程序中执行M02 M30 或复位信号之前,只出现一次T0199 即没有刀号重复额情况下,可正常刀具寿命计数。
若在程序中执行M02,M30或复位信号之前,程序中出现同一刀号,需在后续相同刀号前加上M90(需PLC处理结束信号)0I-MATE-MD/OI-MD开通参数:参数设定值意义8132#01开通刀具寿命管理功能6813128刀具寿命管理的最大组数6800#01每组刀具数量1-2个6800#116805#41刀具寿命预警告功能681190刀具寿命再启动的M代码6844根据实际情况设定具的剩余寿命(使用次数)0 :次数刀具寿命类型指定6800#21:时间设定完参数,断电重启,执行以下程序初始化组数:G10 L3;/登录时删除所有组/P1L50;/组号1和寿命值50次/T0101;/1号刀和偏置号01/……P8L100;/组号8和寿命值100次/T0808;/8号刀和8号刀补/G11;M30;加工过程中调用刀具程序的格式为:……T01 M06;/调用1号组刀具,并且进行寿命计算+1/……T02 M06;/ 调用2号组刀具,并且进行寿命计算+1/…………M30;当此程序运行50次之后,1号刀的寿命到达,则CNC侧发出,提示用户更换刀具。
FANUC刀具管理功能
6
BFLJW
系统功能
刀具管理功能
FS16I/18I/21I
相关 PMC 窗口功能列表
序号 1 2 3 4 5 6 7 8 9
功能 更新刀库管理表中的刀具管理数据
搜索空刀套 设定刀具管理数据 改写刀具管理数据 删除刀具管理数据 读取刀具管理数据
改写刀具数据 检索刀具管理数据 偏移刀具管理数据
功能代码 329 330 331 332 333 334 335 336 337
个性化数据 5 个性化数据 6 个性化数据 7 个性化数据 8 个性化数据 9 个性化数据 10 个性化数据 11 个性化数据 12 个性化数据 13 个性化数据 14 个性化数据 15 个性化数据 16 个性化数据 17 个性化数据 18 个性化数据 19 个性化数据 20
7
BFLJW
7
cnc_delmagazine
8
cnc_rdmagazine
9
cnc_wrmagazine
设定刀具管理数据 删除刀具管理数据 读刀具管理数据 写刀具管理数据 写各项刀具管理数据 设定刀库管理数据 删除刀库管理数据 读刀库管理数据 写刀库管理数据
相关系统变量
变量号
内容
变量号
内容
#8401 #8402 #8403 #8404 #8405 #8406 #8407 #8408 #8409 #8410 #8411 #8412 #8431 #8432 #8433 #8434
0
1000
ENABLE UNCR
3
4 22222222
0
2000
ENABLE UNCR
31
刀尖 补偿号
1 2 3 41
刀库管理表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 刀具寿命管理开通方法
1刀具寿命管理
1.1 0I-MATE-TD/OI-TD
开通参数:
参数设定值意义
8132#01开通刀具寿命管理功能
6813128刀具寿命管理的最大组数
6800#01
每组刀具数量1-2个
6800#11
681190刀具寿命再启动的M代码
0:次数
6800#2
刀具寿命类型指定
1:时间
设定完参数,断电重启,执行以下程序初始化组数:
G10 L3;/登录时删除所有组/
P1L50;/组号1和寿命值50次/
T0101;/1号刀和偏置号01/
……
P8L100;/组号8和寿命值100次/
T0808;/8号刀和8号刀补/
G11;
M30;
加工过程中调用刀具程序的格式为:
……
T0199;/调用1号组刀具,并且进行寿命计算+1/……
T0899;/调用1号组刀具,并且进行寿命计算+1/……
T0888;/调用8号组刀具,取消8号刀补,使用00刀补,不进行寿命+1/
……
T0301;/调用3号刀1号刀补,不进行寿命计算/
……
M30;
当此程序运行50次之后,1号刀的寿命到达,则CNC 侧发出报警,提示用户更换刀具。
CNC测刀具寿命值的输入更改:
按下MDI面板上【OFS SET】,出现如下画面:
按右侧扩展键【+】,再按下【TL寿命】进入如下画面:
在该画面下按编辑进入如下画面:
移动光标,可以更改需要调用的T代码和对应刀偏值,以及刀具寿命值,按结束退出。
【注】:在程序中执行M02 M30或复位信号之前,只出现一次T0199即没有刀号重复额情况下,可正常刀具寿命计数。
若在程序中执行M02,M30或复位信号之前,程序中出现同一刀号,需在后续相同刀号前加上M90(需PLC处理结束信号)
0I-MATE-MD/OI-MD
开通参数:
参数设定值意义
8132#01开通刀具寿命管理功能
6813128刀具寿命管理的最大组数
6800#01
每组刀具数量1-2个6800#11
6805#41刀具寿命预警告功能681190刀具寿命再启动的M代码6844根据实际情况设定具的剩余寿命(使用次数) 0:次数
6800#2
刀具寿命类型指定
1:时间
设定完参数,断电重启,执行以下程序初始化组数:G10 L3;/登录时删除所有组/
P1L50;/组号1和寿命值50次/
T0101;/1号刀和偏置号01/
……
P8L100;/组号8和寿命值100次/
T0808;/8号刀和8号刀补/
G11;
M30;
加工过程中调用刀具程序的格式为:
……
T01 M06;/调用1号组刀具,并且进行寿命计算+1/……
T02 M06;/调用2号组刀具,并且进行寿命计算+1/……
……
M30;
当此程序运行50次之后,1号刀的寿命到达,则CNC 侧发出报警,提示用户更换刀具。
CNC测刀具寿命值的输入更改:
按下MDI面板上【OFS SET】,出现如下画面:
按右侧扩展键【+】,再按下【TL寿命】进入如下画面:
在该画面下按编辑进入如下画面:
移动光标,可以更改需要调用的T代码D代码H代码,以及刀具寿命值,按结束退出。
【注】:在程序中执行M02 M30或复位信号之前,只出现一次T01 M06即没有刀号重复额情况下,可正常刀具寿命计数。
若在程序中执行M02,M30或复位信号之前,程序中出现同一刀号,需在后续相同刀号前加上M90(需PLC处理结束信号)。