常用汽车塑料件及各类漆涂装工艺共32页
塑料件涂装

塑料件的修复
6)将这块包含环氧树脂的布贴到面罩背面,再把另外的胶粘剂充填 进布的织网里。 7)将背面加强件固定到位后,在砂纸打磨过的面罩下面修理部位涂 一层助粘剂,并将其干透。 8)在坡口内充填胶粘剂,并按说明书要求进行固化。 9)先用F80砂纸,再用F180砂纸,最后用F240砂纸打磨修理部位。 6.擦伤、撕伤和孔洞的修复方法 1)用清除蜡、油脂和硅质等污物的溶剂彻底清洗损坏部位。 2)用直径为75mm的中粒度砂轮在损伤部位边缘制作坡口,坡口宽度 为6~9mm。 3)打磨配合表面。
塑料件的修复
图2-100 典型的热空气塑料焊接焊炬
2.热空气塑料焊炬的焊嘴 (1)定位焊焊嘴 用于断裂板件的定位焊。 (2)圆形焊嘴 用于充填小的孔眼或形成短焊缝,也可用于难以靠近 部位的焊接和尖角部位的焊接。 (3)快速焊嘴 用于直而长的接缝的焊接。 3.使用热空气塑料焊炬的基本步骤
塑料件的修复
涂装作业程序
(6)刮第二道腻子 填不平的地方,需刮第二道腻子,腻子厚度应不 超过2mm,刮完20min后进烘房,烘干温度40~80℃,烘干时间40m in。
涂装作业程序
(7)初次打磨 用F2铁砂布包在木板上进行初磨,磨后去掉灰尘,在 涂刮腻子的地方涂刷H06—2底漆,再用红外线灯照射烘烤。
图3-4 砂磨腻子的方法
塑料件的修复
4)用细一点的砂轮修整坡口边缘,打磨掉涂膜层,但要尽量少磨掉 塑料材料,并使涂膜层逐渐过渡到塑料层。 5)进行烧燎处理,用以改善粘结效果。 6)在修理部位粘上铝质车身胶带,用溶剂清洗内表面,然后粘贴上 铝质车身胶带,将操作部位全部盖住。 7)在涂敷结构胶粘剂前,应将零件背面彻底清理干净,然后粘贴上 铝质车身胶带起支撑作用。 8)胶粘剂的准备应按说明书的要求进行。 9)用橡胶刮板或塑料抹子将胶粘剂抹到孔洞处,这个过程要求既迅 速又仔细,胶粘剂将在3min之内开始固化。 10)打磨第一次涂抹的胶粘剂,用细砂轮磨掉过高的部位,清除粉末, 然后清理干净。
汽车用塑料件的涂装介绍
汽车用塑料件的涂装介绍时刻:2009-3-61.汽车用塑料件的涂装特点内用和外用塑料件涂装的不同点是:内用塑料件一般采纳半光泽或完全无光泽涂装,方法是将涂料中参加一定比例的平光剂;外用塑料件有的采纳无光泽涂装,有的采纳有光泽涂装,视具体情况而定。
硬性和软性塑料件涂装的不同点是:由于软性塑料本身具有柔韧性,它所用的涂料全然上基本上烘烤型弹性磁漆,所谓“弹性〞是指涂层具有较大的柔韧型,类似弹性体、橡胶,也能够弯曲曲折折、折叠、拉伸,然后还能够回复到原来的尺寸和外形而可不能被破坏。
方法确实是基本用专用的涂料,该涂料中参加柔软剂。
1〕塑料外表清洁剂清洁剂的作用是往除塑料件外表的脱膜剂,增强对油漆的附着力。
使用方法是:先用灰色打磨布完全清洁塑料件的外表,再用以1份清洁剂与2份~4份清水混合后的混合液清洁整件工件,然后用清水清洗洁净,待工件完全枯燥后才可喷涂塑料底漆。
塑料外表清洁剂的溶解性适中,可不能损伤塑料外表,而且抗静电,因此塑料工件可不能因摩擦而产生静电,妨碍涂装。
2〕塑料平光剂为消除汽车内部塑料件一定比例的光泽而使其呈现半光泽或完全无光泽,一般都采纳不同光泽的涂料装饰。
平光剂有聚氨酯用和非聚氨酯用两大类,选用时务必小心。
其使用方法是:将喷涂面漆后的塑料件的光泽与原车的光泽作对比,以决定是否需要用平光剂,假如需要的话,先在面漆中参加平光剂,然后搅拌均匀,并作喷涂样板比照试验,在认为光泽到达一致时可正式喷涂施工。
单层涂装消光,直截了当将平光剂参加漆中即可,而双层涂装的消光,平光剂不要加在色漆内,要加在清漆内。
3〕PVC外表调整剂调整剂的作用是对PVC外表进行处理,使其有利于重涂。
它由强溶剂配制而成,具有强烈的渗透性,而且能够软化PVC 外表并产生稍微的溶胀。
如此,涂装时修补涂料就能非常轻易地渗透进进塑料外表,这确实是基本人们所讲的“锚链效应〞。
它能够大大提高涂料对基材的附着力。
4〕汽车塑料件用底漆〔1〕软塑料件。
学习任务13塑料件及各类漆涂装工艺

1.过氯乙烯涂料喷涂工艺
(7) 喷涂第一道过氯乙烯外用磁漆,自干。 (8)每隔2~3h先后喷涂第二、三、四、五道过氯
乙烯外用磁漆。 (9)打磨(最后一道经干燥48h以上,480#水砂纸
将)。 (9)打蜡(砂蜡和上光蜡抛光)。
PPT文档演模板
学习任务13塑料件及各类漆涂装工艺
2.过氯乙烯涂料施工说明
干。
PPT文档演模板
学习任务13塑料件及各类漆涂装工艺
2.氨基醇酸涂料施工注意事项
1)涂料配套品种可根据说明书调整。
2)若色漆有浮色或基料对颜料湿润性欠佳时,或为 了减少针孔、麻点、油点等表面缺陷时,可在色漆 内加少量硅油。
3)氨基醇酸烘漆喷涂后,需要在室温下放置15min 左右,方可送用烘房由低温逐渐升温烘干。一般在 60℃烘烤半小时后升至要求的温度;浅色漆在100℃ 左右烘烤90~120min,深色漆在100~130℃烘烤 120min左右;一般不要超过150℃烘烤,以免漆膜老 化而缩短使用寿命。
学习任务13塑料件及各类漆涂装工艺
硬质塑料部件的预处理
处理玻璃钢等硬质塑料制品时要注意以下几点: (1) 玻璃钢等硬质塑料制品不需要额外进行防
腐处理,更不必喷涂磷化底漆。 (2) 更换件或新的板件表面常残留有制造时的
脱模剂,这些脱模剂中含有的硅酮等物质会严重 妨碍涂膜的附着,所以必须严格清理干净
温烘烤120min。
PPT文档演模板
学习任务13塑料件及各类漆涂装工艺
3rew
演讲完毕,谢谢听讲!
再见,see you again
PPT文档演模板
2020/11/16
学习任务13塑料件及各类漆涂装工艺
PPT文档演模板
学习任务13塑料件及各类漆涂装工艺
汽车塑料件喷涂工艺

汽车塑料件喷涂工艺以汽车塑料件喷涂工艺为标题,本文将介绍汽车塑料件喷涂的工艺流程、喷涂技术以及相关注意事项。
一、工艺流程汽车塑料件喷涂工艺主要包括以下几个步骤:1. 表面处理:汽车塑料件在喷涂之前需要进行表面处理,以确保喷涂后涂层的附着力和耐久性。
常用的表面处理方法有喷砂、化学处理和打磨等。
2. 底漆喷涂:底漆是塑料件喷涂中的重要一步,它能够填充塑料表面的微小孔洞和不平整,提高涂层的附着力和平整度。
3. 砂光处理:底漆干燥后,需要进行砂光处理,以消除底漆涂层的瑕疵和不平整,使表面更加光滑。
4. 静电喷涂:在砂光处理后,进行静电喷涂。
静电喷涂技术可以使涂料均匀地附着在塑料件表面,提高涂层的质量和附着力。
5. 烘干:喷涂完成后,将塑料件放入烘干室进行烘干,以使涂层快速固化和干燥。
6. 表面处理:烘干后,可以进行表面处理,如抛光、清洁等,以提高涂层的光泽和质感。
二、喷涂技术1. 喷涂设备:汽车塑料件喷涂通常使用高压喷涂设备。
高压喷涂设备能够产生较高的喷涂压力,使涂料均匀地附着在塑料件表面。
2. 涂料选择:根据塑料件的材质和要求,选择合适的涂料类型。
常见的涂料有丙烯酸漆、聚酯漆和环氧漆等。
不同的涂料有不同的特性和用途,需要根据实际情况选择。
3. 喷涂技巧:喷涂时需要注意喷涂距离、喷涂速度和喷涂角度等因素。
喷涂距离一般为20-30厘米,喷涂速度要匀速且均匀。
喷涂角度要根据塑料件的形状和结构来确定,以保证涂料能够均匀地覆盖整个表面。
三、注意事项1. 环境控制:喷涂过程中需要保持工作环境的洁净和通风良好,以避免灰尘和杂质附着在涂层上。
2. 温度控制:喷涂时要控制好工作环境的温度,过高或过低的温度都会影响涂层的质量和附着力。
3. 涂料搅拌:在使用涂料之前,需要充分搅拌均匀,确保涂料中的颜料和溶剂充分混合。
4. 喷涂厚度:喷涂时要控制好涂层的厚度,过厚会导致涂层开裂,过薄则会影响涂层的耐久性。
5. 涂层质量检查:喷涂完成后需要对涂层进行质量检查,包括涂层的平整度、附着力和颜色等。
塑料件喷漆工艺流程汇总
汽车涂装技术塑料底材的涂装共46页PPT资料
同的燃烧特性,并且有的塑料会 释放出独特的气味。燃烧法测试 时可以从未知塑料件上取下碎片, 用钳子夹住其末端,用火柴或酒 精喷灯小心地点燃它,观察其燃 烧特性,根据其特性确定其类型。
几种塑料的燃烧特性
塑料种类
燃烧特性
聚丙烯(PP)
燃烧时无烟产生,即使火源移去,仍继续燃烧,产生类似蜡烛燃 烧时的气味,焰芯呈蓝色,外焰呈黄色
③用精细的砂轮把修理部位周围的油漆磨掉,使孔边附近30mm 左右表面的油漆全部被清除掉,然后进行必要的清洁处理。
④对孔边进行火焰处理,改进粘结性能。用喷灯火焰在斜面处 不断移动,直至斜面处略呈棕色为止。
⑤用清洁剂彻底清洗修理部位的背面,进行除蜡去油处理,然 后贴上带有强粘结剂的铝箔和能防潮的胶带,把孔完全覆盖。
以扩大其使用范围。主要包括填料、增塑剂、稳定剂、固化剂、 着色剂等。
①填料主要起强化的作用,同时也能改善或提高塑料的某些性 能,如加入云母、石棉粉能够改善塑料的电绝缘性和耐热性; 加入氧化硅能够提高塑料的硬度和耐磨性等。
②增塑剂用于提高塑料的可塑性和柔软性。
③稳定剂能够提高塑料在光、热作用下的稳定性,以延缓“老 化”。
④固化剂能够使塑料在加工过程中硬化。着色剂能够使塑料制 品色彩美观,以适应不同的使用需要。
2.塑料的特性
①重量轻,一般塑料的密度在0.83~2.2g/cm3 范围内,仅 是钢铁的1/8~1/4。 ②不导电,具有很好的绝缘性能。 ③不传热。 ④在热量和压力下易成形。 ⑤防震动和隔噪音性能好。 ⑥透明和半透明,容易着色。
聚乙烯(PE)
燃烧时无烟产生,即使火源移去,仍继续燃烧,产生类似螬烛燃 烧时的气味,焰芯呈蓝色,外焰呈黄色
ABS
(完整word版)塑料件喷漆工艺
4、操作台上要求无异物、台面柔软,不会造成产品
表面划伤。
5、照度在于1000LUX
上线工序作业指导书:
序号
代 号 名 称 规 格
数量
涂装车间上线工位
搬运
1、搬运过程中,轻拿轻放。
1
保险杠架具
若干
2、拿取工件要轻拿轻放,不可佩带手表戒指等易使
2
细手套(付)
1
工件表面造成磕碰划伤的器物。
数量
吹水工位
吹水
1、空气压缩机提供压力0.4-0.6Mpa。
1
吹水枪
2
2、自水份烘干炉侧往前处理侧吹工件,先从保险杠
2
风管
2
的最上面吹,即从最高点吹起,依次向下吹,直到最低
点。
3、不允许吹水枪碰到工件表面。
4、注意吹净工件表面、边角缝隙及凹槽等位置的水
迹,不得有残留。
水分烘干作业指导书
序号
代 号 名 称 规 格
目视
1
静电除尘装置
1
电压参数,压缩空气压力参数是否正常。
2
粘性擦布
若干
除尘
2、从工件最上侧开始,使用粘性擦布擦拭,再使用
3
风管
1
静电枪吹,最先处理上表面,再进行下面的擦拭操
作。
3、要特别注意边角、凹槽内存留的打磨灰及纤维等
物质。
4、使用粘性纱布擦拭过程中,一定要注意使用纱布
的洁净面进行操作。
色漆喷涂作业指导书
5、冷却8分钟
火焰处理作业指导书
序号
代 号 名 称 规 格
数量
火焰、查看天燃气压力是否在工艺要求范围内。
1
火焰机器人
汽车塑料件的涂装工艺
上 件一预脱 脂一脱 脂一 一 次水洗一 二次 水洗一 新
鲜 D 水洗一 吹水一 水分烘 干一 强冷一 自然 冷却一 火焰 l
品检 查/ 下件 ,不合 格 品返修 。 与传统 的3 2 涂 装工 艺相 比 ,3 1 涂装工 艺取 CB C B
鲜Df 水洗一 吹水一 水 分烘 干一 强冷一 自然冷却一 火焰
2 塑料 件 涂装 工 艺流 程
21 适 用于溶剂 型涂料 的三喷 两烘 ( C B) 艺 . 3 2 工
处理 一 上速 蔽 一 手 工 除静 电/ 查一 自动 除静 电一 喷 检 底漆一 底漆 流 平一 喷 底 色漆 ( C ) 流 平一 喷 罩光 B 一
处理 一 上 遮蔽一 手工 除 静 电/ 查一 自动 除静 电一 喷 检
底漆一 底漆 流平一 底漆烘 干一 塑 料底漆 后经 晾干直 接喷
涂底 色漆 和罩 光清漆 ,然 后塑料 底漆 、底 色漆和罩 光 清漆 3 层连 续涂 装的湿 态涂层 一起烘 干。 23 两种 涂装工 艺流程 的对 比 . 某 公 司采 用3 2 烘 烤 型双 组 分低温 底 漆涂 料和 CB
料 、溶 剂 、助 剂等 组成 ,是有 金 属或/ 珠 光 和 效 果 的基 色底 漆 。有 较 快 的表 干 速度 及 抗 溶 剂 性 ,能满 足 “ 湿碰 湿 ”施工 的要 求 。
2 0 第 1 期 0 年 1 2 汽 车 工 艺 与材 料 A& l T M 』7
.
AT&/'碘 界 1 4
( 1)单组 分底漆 优点 :快干 、可打 磨 、对底 材 附着 力好 ;缺 点 : 对 面漆 有选 择 ,柔韧性 较 差、 耐水性 一般 。 ( 双 组分底 漆 2) 优点 :与面漆 附着 力好 、 弯 曲柔韧 好 ;缺 点 :需 要加 入 固化剂 、底 漆需低 温烘 烤 才能打 磨 。
塑料件涂装工艺

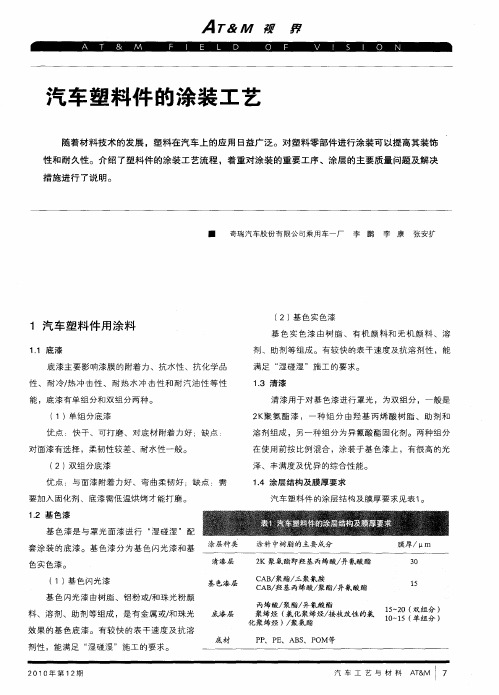
塑料件涂装工艺1涂料介绍汽车外饰塑料件涂料按涂层结构分为底漆、基色漆和清漆。
1.1底漆主要性能要求:附着力、抗水性、抗化学品性、耐冷热冲击性、耐热水冲击性、耐汽油性。
底漆分为单组分和双组分2种。
⑴单组分底漆优点:快干、可打磨、对底材附着力好。
缺点:对面漆有选择,柔韧性较差、耐水性一般。
用途:用于一般要求的场合。
⑵双组分底漆优点:与面漆附着力好、柔韧性好。
缺点:需低温烘烤后才能打磨。
用途:用于一般要求的场合。
1.2基色漆基色漆是与罩光面漆进行湿碰湿配套涂装的底漆,能满足湿碰湿施工要求。
基色漆分为基色闪光漆和基色实色漆。
⑴基色闪光漆:是由树脂、铝粉(或/和)珠光粉颜料、溶剂、助剂等组成的,有金属、珠光效果,有较快的表干速率及抗溶剂性,能满足湿碰湿施工的要求。
⑵基色实色漆:是由树脂、有机和无机颜料、溶剂、助剂等组成的,有较快的表干速率及抗溶剂性,能满足湿碰湿施工的要求。
1.3清漆清漆是用于基色漆罩光的透明涂层,为双组分。
一般是2K聚氨酯漆,一组分是由羟基丙烯酸树脂、助剂和溶剂组成,另一组分为异氰酸酯固化剂;两组分按比例在使用前混合。
该漆涂装于基色漆上,有很高的光泽、丰满度及优异的综合性能。
2施工工艺塑料件涂装是用化学和机械方法除去塑料件表面的脱模剂、异物和污物,去除表面界膜阻力后在其表面涂覆涂料,经干燥成膜使汽车外饰塑料件与车身颜色及光泽一致并提供耐候性的工艺。
2.1涂层的结构及膜厚要求涂层的结构及膜厚要求见表1。
2.2工艺介绍2.2.1典型的涂装工艺⑴三喷两烘(3C2B)工艺(应用于溶剂型涂料)工件上件、前处理、预脱脂、脱脂、一次水洗、二次水洗、新鲜DI水洗、吹水、水分烘干、强冷、自然冷却、火焰处理、上遮蔽、手工除静电/检查、自动除静电、喷底漆、底漆流平、底漆烘干、强冷、自然冷却、底漆检查打磨、除静电、喷底色漆(BC)、面漆流平、喷罩光漆(CC)、流平、面漆烘干、强冷、自然冷却、成品检查下件、不合格品返修。
常用汽车塑料件及各类漆涂装工艺PPT文档共32页
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一Βιβλιοθήκη 能应付逆境的态度。——卢梭▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
32
常用汽车塑料件及各类漆涂 装工艺
26、机遇对于有准备的头脑有特别的 亲和力 。 27、自信是人格的核心。
28、目标的坚定是性格中最必要的力 量泉源 之一, 也是成 功的利 器之一 。没有 它,天 才也会 在矛盾 无定的 迷径中 ,徒劳 无功。- -查士 德斐尔 爵士。 29、困难就是机遇。--温斯顿.丘吉 尔。 30、我奋斗,所以我快乐。--格林斯 潘。