棉纤维细度长度与成纱质量的关系
纺纱复习
一、纺纱技术 1、纤维的细度:棉纤维的细度是影响其可纺性的一个重要指标。纤维越细,则成纱横截面中的纤维根数就越多,成 纱强力就越高,纤维的可纺性能就越好。同时,纤维越细,成纱的条干不匀率就越低。决定原棉细度的主要因素是棉 花品种和成熟度。我国细绒棉的线密度一般在 1.5~2.0dtex (5000-6500 公支)范围内;长绒棉的线密度一般在 1.2~ 1.4dtex(7000~8000 公支)范围内。 1)号数:1000 米长纱线在公定回潮率时的重量(克)标记为 Tex(特克斯),号数是定长制。Nt=G(克)/L(1 千米) (棉纱线、棉型化纤纱线、中长化纤纱线均采用号数制); 2)麦克隆值(英制支数):在公定回潮率时,1 磅重的纱线具有长度为 840 码的倍数,为定重制。 Ne=L(码)/840G (磅) 号数制与英制支数的换算:tex=583.1/Ne; 3)公制支数:在公定回潮率时,1 公斤重量的纱线,长度有多少个 1000 米,或 1 克重纱线长多少米,为定重制。Nm=L (米)/G(1 克); 4)旦数 D=G(克)/L(9 千米)为定长制。 2、定重制和定长制与纱线细度之间的关系:定重制值越大,纱线越细,纱线的支数反比于其线密度;定长制值越大, 纱线越粗。 3、普梳纱加工工艺流程:开清棉——普梳——并条——粗纱——细纱 4、精梳纱加工工艺流程:开清棉——普梳——精梳——并条——粗纱——细纱 5、混合的主要目的:1)合理使用原料、保证成纱质量;2)保持生产和成纱质量的相对稳定;3)节约原料、降低成 本。 6、纤维的三大特性:纤维细度、纤维长度、纤维强度。 7、六辊筒。握持开松强于 自由开松。所以在工艺流程中,六辊筒开棉机安排在前,豪猪式开棉机安排在后。 开清棉工序的任务:开松、除杂、混合、成卷。 开清棉机械的组成:抓棉机械、混棉机械、开松除杂机械、清棉成卷机械。 开清棉联合机的六大作用区:开松区、粗请区、混合区、细清区、精开清区、梳棉机的喂给区。 8、六辊筒开棉机开松原理:它主要由六只 45 度倾斜角排列的辊筒组成,辊筒下面包围有振动尘棒,辊筒上装有交叉 状的四列角钉,角钉为圆柱体,在辊筒间装有剥棉刀,棉花受到辊筒的无握持打击而逐渐开松和除去部分杂质。通过 辊筒角钉对自由状态的棉块打击和尘棒的振荡,使棉块得到开松。速度自下向上依次递增。 9、除杂指标:1)落棉率:反映落棉的数量指标 。 2)落棉含杂率:反映落棉中杂质数量多少 。 3)落杂率:反映 喂入原棉中的杂质被除去多少。4)除杂效率:反映机器除去杂质效能的大小 。 例:喂入开清棉联合机的原棉重量为 150 千克,原棉含杂率为 2.5%,所制成的棉卷含杂率为 l%,落棉称重为 3 千 克,试计算其落棉率、落棉含杂率、落杂率及除杂效率。 (1)落棉率=落棉重量/喂入品重量×100%=3/150×100%=2%; (2)落棉含杂率=落棉中所含杂质重量/落棉重量×100%=[150×2.5%-(150-3)×1%]/3=76%; (3)落杂率=落棉中所含杂质重量/喂入品重量×100%=[150×2.5%-(150-3)×1%]/150=1.52%; (3)除杂效率:落棉中所含杂质重量/喂入品所含杂质重量×100%=[150×2.5%-(150-3)×1%]/150×2.5%=60.8% (或者除杂效率=落杂率/原棉含杂率×100%)。 10、LA004 型开清棉联合机主要设备:1- A002A 自动抓棉机×2→ 2- A006B 自动混棉机(附 A045)→ 3- A034 六辊 筒开棉机▲→ 4- A036 豪猪开棉机▲(附 A045)→ 4- A036▲(附 A045)→A062 电器配棉器→ 5- A092A 双棉箱给 棉机×2→ 6- A076A 单打手成卷机×2 11、盖板式梳棉机的针布工作区及针齿配置方式:针布工作区:弹性针布和半硬性针布现用于盖板,金属针布用于锡 林和道夫。针齿配置方式:1)针齿平行配置:两针齿相迎,两针齿间的纤维主要受到分梳作用,也是有部分移作用。 锡林、盖板间及锡林、道夫间的针布便属于平行配置。2)针齿交叉配置:两针齿同向,两针齿间的纤维主要发生转 移作用。锡林与刺辊针布便属于这种配置。 12、盖板式梳棉机除杂区的分布:(落杂区的划分)第一落杂区:给棉板与刺辊隔距点到除尘刀;第二落杂区:除尘 刀到小漏底入口;第三落杂区:小漏底落杂区。 13、分梳工艺长度与梳理效果及短绒率之间的关系:分梳工艺长度 LA:刺辊、给棉板隔距点(A)以上一段工作面长 度(L1)与鼻尖宽度(a)之和。分梳工艺长度↓→梳理长度↑(梳理早)→梳理效果↑→短绒率↑。根据经验:LA ≈纤维的主体长度 14、精梳准备工序及其特点:1)条卷工艺(并条条卷工艺):梳棉棉条→并条机→条卷机,其特点是:横向有条痕, 钳板横向握持不匀,精梳落棉多。工艺流程短,投资少,目前国内中小企业应用较多。2)并卷工艺(条卷并卷工艺):
纺织材料学 (于伟东-中国纺织出版社)问答题
长度与成纱质量、纺纱工艺的关系1、纤维长度与成纱强度的关系?在其它条件相同下,纤维越长,成纱强度越大,在保证成纱具有一定强度的前提下,纤维长度越长,纺出纱的极限细度越细。
2、纤维长度与成纱毛羽的关系在其它条件相同情况下,较长的纤维成纱表面比较光滑,毛羽较少。
3、纤维长度整齐度、短绒率与成纱强度、条干的关系?当纤维长度整齐度差时,短绒率大时,成纱条干变差,强度下降,生产高档产品时,需经过精梳以去除短纤维。
4、纤维长度与纺纱工艺关系不同长度的纤维要采用不同的纺纱设备和工艺加工。
纤维长度是调节或设计纺纱工艺参数的依据。
纤维细度的测试直接法:显微投影测量法;激光细度测试法;微机图形自动测量法。
间接法:中段切断称重法;气流仪法;振动法;声波衰减法等。
纤维细度与成纱质量、纺纱工艺的关系1.与成纱强度的关系:在其它条件相同的条件下,纤维越细,成纱强度越高;2.与成纱条干的关系:在其它条件相同的条件下,纤维越细,成纱条干越均匀;在保证一定成纱质量的前提下,细而均匀的纤维可纺较细的纱;3.与纺纱工艺的关系:纤维越细,加工过程中容易扭结、折断而产生棉结、短纤维。
细纤维成纱时可加较少的捻度。
二、纤维的吸湿机理吸湿过程:纤维吸湿时,水分子先吸附至纤维表面,然后水蒸气向纤维内部扩散,与纤维内大分子上的亲水性基团结合,随后水分子进入纤维的缝隙孔洞,形成毛细水。
吸湿机理:纤维表面的吸附作用,极性极团的亲水作用,毛隙效应吸湿滞后性是指同样的材料在同样的大气条件下从放湿达到的平衡回潮率大于从吸湿达到的平衡回潮率吸湿滞后原因1)吸湿时由于水分子进人纤维的无定形区,使大分子间距离增加,少数连接点被迫拆开,而与水分子形成氢键结合,这要克服大分子结合力因而受到阻力大,所以吸湿较困难。
放湿时,水分子离开纤维,连接点有重新结合的趋势,但由于大分子上已有较多的极性基因与水分子相吸引,阻止水分子离去,而且大分子间的距离不能及时完全回复到原来情况,因而保留了部分水分子。
棉纤维性质
棉纤维性质长度棉纤维长度是指纤维伸直时两端间的距离,是棉纤维的重要物理性质之一。
棉纤维的长度主要由棉花品种、生长条件、初加工等因素决定。
棉纤维长度与成纱质量和纺纱工艺关系密切。
棉纤维长度长,整齐度好,短绒少,则成纱强力高,条干均匀,纱线表面光洁,毛羽少。
棉纤维的长度是不均匀的,一般用主体长度、品质长棉纤维化学、物理性质度、均匀度、短绒率等指标来表示棉纤维的长度及分布。
主体长度是指棉纤维中含量最多的纤维的长度。
品质长度是指比主体长度长的那部分纤维的平均长度,它在纺纱工艺中,用来确定罗拉隔距。
短绒率是指长度短于某一长度界限的纤维重量占纤维总量的百分率。
一般当短绒率超过15%时,成纱强力和条干会明显变差。
此外,还有手扯长度、跨距长度等长度指标。
线密度棉纤维的线密度是指纤维的粗细程度,是棉纤维的重要品质指标之一,它与棉纤维的成熟程度、强力大小密切相关。
棉纤维线密度还是决定纺纱特数与成纱品质的主不同日均温、土壤水量下不同品种棉纤维长度要因素之一,并与织物手感、光泽等有关。
纤维较细,则成纱强力高,纱线条干好,可纺较细的纱。
成熟度棉纤维的成熟度是指纤维细胞壁的加厚程度,即棉纤维生长成熟的程度,它与纤维的各项物理性能密切相关。
正常成熟的棉纤维,截面粗、强度高、转曲多、弹性好、有丝光、纤维间抱合力大、成纱强力也高。
所以,可以将成熟度看成棉纤维内在质量的一个综合性指标。
强度和弹性棉纤维的强度是纤维具有纺纱性能和使用价值的必要条件之一,纤维强度高,则成纱强度也高。
棉纤维的强度常采用断裂强力和断裂长度表示。
细绒棉的常用纤维的基本性能强力为3.5~4.5cN,断裂长度为21~25km;长绒棉的强力为4~6cN,断裂长度为30km.由于单根棉纤维的强力差异较大,所以一般测定棉束纤维强力,然后再换算成单纤维的强度指标。
棉纤维的断裂伸长率为3%~7%,弹性较差。
吸湿性棉纤维是多孔性物质,且其纤维素大分子上存在许多亲水性基因(—OH),所以其吸湿性较好,一般大气条件下,棉纤维的回潮率可达8.5%左右。
棉纤维的长度,细度,成熟度等理化性质
棉纤维的长度,细度,成熟度等理化性质棉纤维的长度、细度、成熟度等理化性质1、长度棉纤维的长度主要取决于棉花的品种、⽣长条件和初加⼯。
通常细绒棉的⼿扯长度约为23~33mm,长绒棉为33~45mm,亚洲棉为18-25mm。
纤维长度越长,⾯料的⼿感就越柔软、舒适度越⾼,长绒棉是棉纤维中公认的⾼端产品。
针织长绒棉⾊织提花汗布2、细度棉纤维的细度主要取决于棉花品种、⽣长条件等。
⼀般长绒棉较细,为1.11~1.43dtex(9000-7000公⽀);细绒棉较粗,约1.43-2.22dtex(7000-4500公⽀)。
3、成熟度棉纤维的成熟度是指棉纤维中细胞壁增厚的程度,即棉纤维⽣长成熟的程度。
随着成熟度的增加,细胞壁增厚,中腔变⼩。
棉纤维的成熟度常采⽤成熟系数表⽰。
成熟系数是根据棉纤维中腔宽度与胞壁厚度的⽐值订出的相应数值,成熟系数越⼤,表⽰棉纤维越成熟。
⼀般正常成熟的细绒棉平均成熟系数为1.5-2.0左右。
4、马克隆值(Micronaire)马克隆值是⼀定量棉纤维在规定条件下透⽓性的量度,可⽤马克隆⽓流仪测量。
马克隆值是同时反映棉纤维细度和成熟度的综合性指标。
马克隆值没有计量单位,其数值越⼤,则棉纤维越粗,同时也反映棉纤维的成熟度较⾼。
⼀般细绒棉的马克隆值为3.3~5.6,长绒棉为2.8-3.8,亚洲棉为6.2~10。
5、强伸性棉纤维的强度主要取决于纤维的品种、粗细等。
⼀般细绒棉的断裂长度约为20-30km,长绒棉更⾼⼀些。
棉纤维吸湿后强度约增加2%~10%。
棉纤维的断裂伸长率为3%~7%,吸湿后断裂伸长率约增加10%左右。
弹性较差。
6、吸湿性棉纤维的吸湿性较好,回潮率⼀般在8%~13%。
精梳棉珠地布针织⾯料吸湿透⽓性良好7、杂质和疵点杂质是指原棉中夹杂的⾮纤维性物质,如沙⼟、枝叶、铃壳、棉籽、⾍屎、籽棉等。
疵点是指原棉中存在的由于⽣长发育不良和轧⼯不良⽽形成的对纺纱有害的物质,包括破籽、不孕籽、棉结、索丝、软籽表⽪、僵⽚、带纤维籽屑及黄根等。
纺织材料第3、4、5章作业解答,重点

第3、4、5章作业解答1.卷曲数、卷曲率、卷曲回复率和卷曲弹性率各表征纤维的什么性状? 卷曲数:表示卷曲的密度;卷曲率:表示卷曲波的深度;卷曲回复率:表示卷曲的耐久牢度;卷曲弹性率:表示卷曲的恢复能力。
2.纤维长度及其分布与纺纱工艺、纱线性能之间的关系如何? 长度与成纱质量、纺纱工艺的关系纤维长度与成纱强度的关系在其它条件相同下,纤维越长,成纱强度越大,在保证成纱具有一定强度的前提下,纤维长度越长,纺出纱的极限细度越细(棉纤维)。
纤维长度与成纱毛羽的关系:成纱的毛羽是由伸出成纱表面的纤维端头、纤维圈等形成。
在其它条件相同情况下,较长的纤维成纱表面比较光滑,毛羽较少。
纤维长度整齐度、短绒率与成纱强度、条干的关系:当纤维长度整齐度差时,短绒率大时,成纱条干变差,强度下降,生产高档产品时,需经过精梳以去除短纤维。
3.纤度相同的两种化学纤维,其粗细尺寸是否一样?为什么? 不一样。
γD N d 89.11= 当 21D D N N =时, 2211d d ⋅=γγ 而21γγ≠ 21d d ≠∴ 4.推导各纤维细度指标与直径的关系。
直接细度指标(直径d )与间接细度指标的换算:5.用中段切断称重法测等长化学纤维,已测得中段长度为20mm ,中段重量为15.8mg ,两端重量为43.6mg ,中段根数为2634根。
求该纤维的平均长度和平均细度,并说明该纤维是属于毛型、棉型还是中长型的?令C SO L L 2=若0=S W ,0=V W ,0=D W 则 T C O W W W == )(19.758.1520)6.438.15(mm W L W L C C O CW =⋅+=⋅= )(32026348.151000010000dtex nL W N C C dt =⨯⨯== γγγ∙===m den tex N d N d N d 112889.1168.35棉型化纤:30-40 mm中长纤维:51-65 mm毛型化纤:70-150 mm∴是毛型化纤。
纤维细度、成熟度、异形度的表征指标与测试
纤维细度(fiber fineness)、 成熟度(maturity)和异形度(degree of profiled cross section)测试
摘要:1、纤维细度的基本指标及细度的测试方法、原理 2、棉纤维成熟度的基本指标及测试方法 3、重点掌握纤维成熟度测试仪器的纱的公称支数除以股数来表示,如 26/2,50/2 等。 如果组成股线的单纱的支数不同,如股线中各根单纱的公制支数 N1,N2……Nn 不同时,股线的公制支数 Nm(不计捻缩)按下式计算:
3、英制支数 Ne(English yarn count) 定义:在英制公定回潮率时,一磅重的纱线所具有的长度的 840 码的 倍数。 英制支数属定重制,纱线越细,支数越高。 计算式为 N = 股线英制支数的表示方法与计算方法,和公制支数相同。 4、线密度指标的关系 (1)特数 Ntex 与英制支数 Ne N =590.5
一、纤维细度与纱线质量之间的关系 1、成纱强力(yarn strength):其它条件相同,纤维愈细,成纱强力 高 2、纺纱支数(yarn count) :其它条件相同,纤维愈细,可纺纱支高 3、纱条干均匀度(yarn evenness) :纤维愈细,可纺纱条干均匀度好 二、细度表达指标 1、特克斯(tex) 定义:公定回潮率时,1000m 长的纱线的重量克数。对于棉纱线俗称 为号数。 特克斯属定长制,纱线越粗,特数越大。 设纱线试样的长度为 L(m),在公定回潮率时的重量为 Gk(g), 则特克斯 Ntex 的基本公式为:
股线特数=单纱特数×股数,如 14×2。 当单纱特数不同时,股线特数=单纱特数之和,如 l6+18。数。 2、公制支数 Nm(metric count)
定义:公定回潮率时,一克重的纱线(或纤维)所具有的长度的米数。 公制支数属定重型,纱线越细,支数越高。 设纱线(或纤维)的长度为 L(m), 公定回潮率时的标准重量为 Gk(g), 则公制支数 Nm 的基本公式为: N = 100%
棉花纤维检验知识

三、棉纤维性能检验:㈠、品级、 ㈡、长度 2、影响长度的因素 (1)棉花的种类与品种(决定因素)
(2)生长条件:可相差约2-4mm
(3)初加工:皮辊棉约短0.2-0.5mm;锯齿棉约短0.5mm 3.长度整齐度。一般纤维愈整齐,短纤维含量愈低,成纱表面
越光洁,纱的强度提高。
变异系数 5%以内为整齐 5-7%为一般 超过7%为不整齐。
成熟系数K
将棉纤维成熟程度分为18组后所规定的18个数值,最不成熟的棉纤维成熟度系 成熟纤维百分率:成熟纤维根数占纤维总根数的百分率 数定为零,最成熟的棉纤维成熟度系数定为5,用以表示棉纤维成熟度的高低。 细绒棉成熟系数一般在1.5~2.0,低级棉在1.4以下,成熟系数为1.7 ~ 1.8时,较为理想;长绒棉在2.0左右,比细绒棉高。
① 定义:纤维胞壁加厚的程度和纤维中纤维素充满的程度,胞 壁越厚,纤维素淀积的越多,成熟度越好。
② 影响因素:棉花的种类与品种、生长条件(影响大)
2、棉纤维成熟度与纤维性能、成品生产的关系 成熟度高,则胞壁厚,中腔小、腔宽与壁厚的比值小。
正常成熟的棉纤维,截面粗、强度高、弹性好、有丝光,并有较 多的天然转曲,可产生较大的抱合力,成纱强度高。 成熟度是综合反映棉纤维的内在质量的一项指标。
细绒棉品级的文字标准
品 级 一级 二级 三级
皮辊棉 锯齿棉
成熟程度 成熟好 成熟正常 成熟一般
色泽特征 色洁白或乳白,丝光好,稍 有淡黄染 色洁白或乳白,有丝光,有 少量淡黄染 色白或乳白,稍见阴黄, 稍有丝光,淡黄染、黄染 稍多 色白略带灰、黄,有少量污 染棉 色灰白带阴黄,污染棉较多 ,有糟绒 色灰暗,略带灰白,各种污 染棉、糟绒多 色灰暗,各种污染棉、糟绒 很多
成熟度指标及测试方法
纤维性能对纺纱质量的影响

棉纤维性能对纺纱质量的影响棉花的种植,最早出现在公元前5000-4000年的印度河流域文明中。
自从智慧的人类发现和发展了棉花这个神奇的物种,棉花改变了世界,改变了我们的生活,也成就了与棉花相关的产业。
对纺纱企业来讲,原料占整个纺纱成本50-70%的比例,原料的质量不仅决定了纱线的生产成本,还决定了成纱的质量。
了解棉纤维结构、性能及其与纺纱质量的关系,对改进纺织企业原料采购、科学配棉、稳定生产、降低成本和提高产品质量有着非常重要的意义。
1 棉纤维的生长、发育及组成要了解棉纤维性能,首先让我们简单了解一下棉纤维的来源、组成和结构等方面的知识。
1.1 棉纤维的发生、发育棉纤维是由种子表皮细胞延伸发育而成,具体来说棉纤维的发生需经历以下几个阶段:棉籽长成棉株、形成棉蕾、胚珠(后来发育成棉籽)表皮细胞开始突起、胚珠受精后表皮细胞继续迅速生长,最终发育成棉纤维。
棉纤维的生长发育是从棉株开花到棉铃吐絮这一段时期,棉纤维的生长发育特点是先伸长长度,然后充实加厚胞壁。
1.2 棉纤维的形成过程棉纤维的形成过程可分为以下三个时期:伸长期:棉纤维伸长从胚珠受精后开始,至第25天左右伸长基本完成。
加厚期:棉纤维加厚一般在棉珠开花后第21~25天左右开始,到开花后第45天左右基本完成。
棉纤维加厚,表现为细胞壁加厚,中腔变小。
棉纤维细胞壁的加厚,是由胞壁向内每天沉一层纤维素,使胞壁的厚度一天天增加。
转曲期:棉纤维转曲一般在棉铃开裂后的3~4内天完成。
1.3 棉纤维的组成和形态结构棉纤维的主要组成物质是纤维素,其余为纤维素伴生物(脂肪、蜡质、果胶、含氮物质、灰分、有机酸和糖类物质等)。
纤维素和纤维素伴生物的含量取决于棉纤维的成熟程度,完全成熟的棉纤维其纤维素的含量占棉纤维总量的90%以上,伴生物含量较少。
棉纤维是一种细而长的物体,直径一般约10~20微米,它的外形是一根呈扁带状而内部中空的管状体,顶部较细,中部较粗。
正常成熟的棉纤维纵向外观上具有天然转曲。
纺织纤维细度测定

相信相信得力量。24.9.202024年9月20 日星期 五7时2 5分57 秒24.9.2 0
谢谢大家!
仪器构造
树立质量法制观念、提高全员质量意 识。24. 9.2024. 9.20Friday , September 20, 2024
人生得意须尽欢, 莫使金樽空对月。7:25:577:25:577:259/20/2024 7:25:57 AM
安全象只弓, 不拉它就松, 要想保安全, 常把弓弦绷。24.9.207:25:577:25Se p-2420- Sep-24
(8)由干湿球温度计查出温度t,据t查修正系数K值 (9)修正流量:Q= Q平×K (10)根据Q查出对应的马克隆值
中段切断称重法
1、试验仪器、用具 Y171中段切取器、1/10000感量电子秤、限制
器绒板、黑绒板、一号夹子、梳片等 2.试验原理 将适量的纤维经手扯整理和限制器绒板上整
直径(d)、投影宽度、截面积、截面周 长、比表面积等
其中直径通常用于表示羊毛或圆形截面 纤维的细度。
纤维细度指标及其换算
2.间接指标:用纤维长度与质量之间的关系间 接表示
(1)、线密度:特克斯(Ntex)、分特 (Ndtex)
特克斯:在公定回潮率下,1000米长的纤 维所具有的质量克数。
好的事情马上就会到来, 一切都是最好的安排。上午7时25 分57秒 上午7时 25分7:25:5724 .9.20
一马当先, 全员举绩, 梅开二度, 业绩保底。24.9.2024.9.207:257:25:577:25:57Sep- 24
牢记安全之责, 善谋安全之策, 力务安全之实。2024年9月20日星期 五7时2 5分57 秒Friday , September 20, 2024
3-第三章 纺织纤维的形态及表征
m=S(l)· l· Δ γ(l))成 正比,假设纤维密度γ(l)不随纤维丛长度而变,极板宽度l为 常数,则长度l处的纤维含量只与纤维丛的截面积S(l)有关。
原理:电容值与极板间的纤维质量(Δ
2.逐根测量
Wira单纤维长度仪机构及原理示意图
Wira(英国羊毛工业研究协会)单纤维长度仪是早期用以加速 测量精梳毛条中各根纤维长度的一种半自动仪器,可以手工 快速测量单纤维的伸直长度。
适用于棉或不等长
A
L3
化纤、羊毛、苎麻、 绢丝等长度分布的 测定。
O
B2 B4
B5
B1 B3
B
拜氏图的意义及长度求法
最大长度OC,交叉长度OL,有效长度L4B4 短纤维含量Rn
Rn B3B 100 OB
纤维长度的整齐度K(%) L5 B5 K 1 L4 B4
9.5mm 70N 皮辊 上短 厚度 下长 手柄 蜗杆 俯视
罗拉 蜗轮
罗拉法测量原理图
我国棉纤维长度检验标准中使用的方法,采用的长度指标
有主体长度、品质长度、短纤维率、重量平均长度、长度均 匀度和基数,多被纤维须丛测量法(HVI系统)所替代。
毛条(纤维条) 梳片
·第 2 次 第 1 次 · ·
第i次
10mm
10mm 3mm <5mm
梳片式长度测量原理图
多用于毛、麻或仿毛类纤维长度的测量。将置于多排、等距
纤维长度:一般指伸直长度,即纤维伸直而未伸 长时两端的距离。 另有自然长度(自然长度:纤维在自然伸展状态 下的投影长度。有不同程度的弯曲或卷曲):例 毛丛长度。
纤维的伸直度=纤维自然长度/纤维伸直长度。
细纱应知试题

细纱应知试题一、判断题1、英制支数的公定回潮率为8.5%。
()2、棉纤维的细度越细,纺出来的纱线质量越高。
()3、化学纤维的细度常用纤度“旦”表示,纤维的细度(旦)愈小,表示纤维愈细。
()4、棉纤维的成熟度越高,纱线质量越好。
()5、在规定的重量内,以物品长度的多少作为这类物品粗细程度的标志,称为定长制。
()6、特克斯制属定长制。
()7、紧密纺纱是利用高速旋转使纱条加捻成纱的一种新型纺纱方法。
()8、在公定回潮8.5%时,以一磅重量中的840码的长度数来表示,称为英制支数。
()9、气流纺纱的代号为OE。
()10、细号纱是指10号及以下。
()11、马克隆值的标准级是A级。
()12、细绒棉的纤维细度4500~7000公支,长度为25~31厘米。
()13、检验化学纤维性能的指标有物理机械性能和外观疵点两方面. ()14、毛型纤维的细度在3旦以上,长度79mm以上。
()15、有光粘胶纤维的代号为FB。
()16、化学纤维根据长度和细度分为棉型、中长型和毛型三种。
()17、细纱欠伸装置类型有两种:其中一种可分为双胶辊欠伸和单胶辊式欠伸。
()18、钢丝圈的作用是引导纱条在钢领上作圆周运动,并将纱条加上适当的捻度。
()19、老式设备的滚盘改为滚筒传动,能适应高速。
()20、空气干湿程度与空气里含水蒸汽密度的多少有关。
()21、单产的定义是一千只锭子实际运转一小时生产的棉纱,重量用公斤/锭时表示。
()22、欠伸齿轮啮合不良会造成竹节纱。
()23、钢领板升降动程及速比不正常会造成脱圈纱。
()24、因果图是用于分析和判断工序是否处于稳定状态所使用的带有控制界限的图。
()25、在控制图中,控制上限的一条线用VCL表示。
()26、导纱动程要求边空不小于2.5mm。
()27、检验原棉性能的指标有长度、马克隆值、单纤维强度、色泽、整齐度、短绒率、含水率、回潮率等。
()28、回潮率是烘前重量减去烘后干燥重量,除以烘前重量。
()29、在化学短纤维的质量要求中,涤纶短纤维增加了一档。
成纱强力影响因素及提高措施

成纱强力影响因素及提高措施胡振龙赵卫华(东营市宏远纺织有限公司)纱线强力是评价纱线质量的重要指标,有绝对强力和相对强力之分。
影响成纱强力的主要因素有:原料性能(纤维长度、细度、单纤维强力等)、纺纱工艺、成纱结构(纤维伸直度、平行度、排列分布、纱线捻度等)、成纱均匀度(条干不匀率、捻度不匀率)等。
因此提高成纱强力要从合理选择原料、改善须条结构、提高成纱条干、合理选择捻系数等方面入手。
1 原料与成纱强力的关系1.1 纤维长度及整齐度与成纱强力的关系纤维长度长,整齐度好、短纤维少,则成纱光洁,强力高,见表1。
表1纤维长度及整齐度与成纱强力的关系1.2 纤维线密度与成纱强力的关系在其它条件相同的条件下,纤维的线密度小,成纱截面内纤维根数多,分布均匀,成纱条干均匀,纤维间接触面积大,摩擦力大,纱线在拉伸断裂时,滑脱纤维的根数将会减少,纱线强力就高。
1.3 单纤维断裂长度与成纱强力的关系单纤维断裂长度大,则成纱强力高。
单纤维强力差时,在纺纱过程中易断裂而形成短绒,被搓揉成结粒,恶化成纱条干,从而使成纱强力降低。
1.4 棉纤维性能与成纱强力的关系表棉纤维主要指标与成纱强力的关系见表2。
表2 棉纤维主要指标与成纱强力的关系2 纺纱工艺对成纱强力的影响2.1 清梳工艺在保证原料充分开松的情况下,尽可能避免猛烈打击,避免损伤纤维、增加短绒。
保证各种成分混合均匀,提高各单机运转效率,在保证前后供应的条件下,单机运转效率越高越好,尽量达到98%以上。
开清工序各单机要优化工艺参数,做到薄喂快给、柔和开松,以梳代打,合理减少打击点。
做到棉结、杂质、短绒兼顾。
实践中证明:开清工序的总除杂效率,在原棉含杂率小于1.5%时应保持在30-40%;原棉含杂率在1.5-2%之间时应保持在40-50%;原棉含杂率大于2.0%时应保持在40-60%,最基本的要求是要保证筵棉含杂率不高于1.0%。
确定了开清工序的总除杂效率后,要合理分配各单机的除杂率,控制棉结和短绒增长率。
棉花的品质指标
棉花的品质指标棉纤维品质构成1.棉纤维长度是纤维品质中最重要的指标之一,与纺纱质量关系十分密切,当其他品质相同时,纤维愈长,其纺纱支数愈高。
支数的计算,是在公定回潮率条件下(8.5%),每一公斤棉纱的长度为若干米时,即为若干公支,纱越细,支数越高。
纺纱支数愈高,可纺号数愈小,强度愈大。
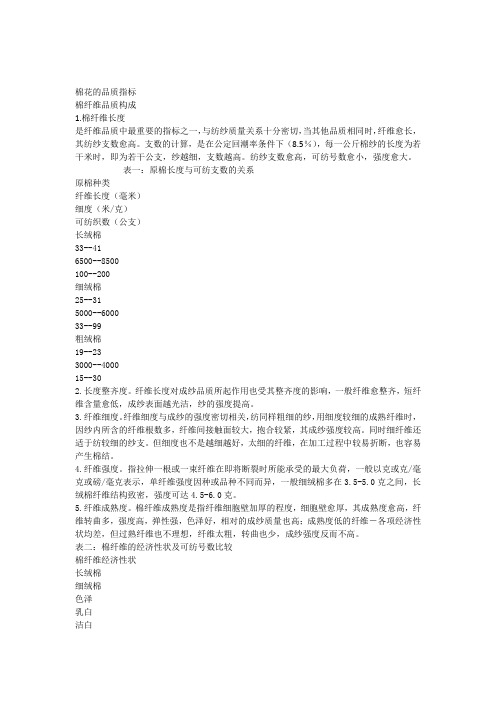
表一:原棉长度与可纺支数的关系原棉种类纤维长度(毫米)细度(米/克)可纺织数(公支)长绒棉33--416500--8500100--200细绒棉25--315000--600033--99粗绒棉19--233000--400015--302.长度整齐度。
纤维长度对成纱品质所起作用也受其整齐度的影响,一般纤维愈整齐,短纤维含量愈低,成纱表面越光洁,纱的强度提高。
3.纤维细度。
纤维细度与成纱的强度密切相关,纺同样粗细的纱,用细度较细的成熟纤维时,因纱内所含的纤维根数多,纤维间接触面较大,抱合较紧,其成纱强度较高。
同时细纤维还适于纺较细的纱支。
但细度也不是越细越好,太细的纤维,在加工过程中较易折断,也容易产生棉结。
4.纤维强度。
指拉伸一根或一束纤维在即将断裂时所能承受的最大负荷,一般以克或克/毫克或磅/毫克表示,单纤维强度因种或品种不同而异,一般细绒棉多在3.5-5.0克之间,长绒棉纤维结构致密,强度可达4.5-6.0克。
5.纤维成熟度。
棉纤维成熟度是指纤维细胞壁加厚的程度,细胞壁愈厚,其成熟度愈高,纤维转曲多,强度高,弹性强,色泽好,相对的成纱质量也高;成熟度低的纤维-各项经济性状均差,但过熟纤维也不理想,纤维太粗,转曲也少,成纱强度反而不高。
表二:棉纤维的经济性状及可纺号数比较棉纤维经济性状长绒棉细绒棉色泽乳白洁白长度(毫米)35-4521-33细度(米/支)6500-90004500-7000直径(微米)12-14.513.5-19宽度(微米)14-2218-25转曲(转/厘米)100-12050-80强度(克)4.5-6.03.5-5.0断裂长度(千米)27-4021-25可纺号数(号)特细号4-10细号及中号11-30资料来源:《棉花生育规律与优质高产高效栽培》,陈奇恩等主编,中国农业出版社1997年印刷,第187页。
纺织材料学 于伟东版 2植物纤维
C级
C1 C2
B A
LC
LC
中段切断称重法示意图
基本原理:切取棉纤维中间一段(L=10cm)并称重, 再计数纤维的根数后,计算获得纤维的细度值。
正常成熟的棉纤维: 强力大 转曲多 有丝光、光泽好 细度适中 除杂效果好 成纱强力高、质量好 染色性能好等
成熟度系数M ------指棉纤维中段截面积恢复成圆形后, 相应于双层壁厚与外径之比的标定值。
一般:成熟度系数M为1.7~1.8时为最好
M为1.5~2.0时为正常
原棉的杂质 ------指原棉中夹杂的非纤维性物质。 包括:泥沙、枝叶、铃壳、棉籽、 虫浆、虫屎等。
原棉的疵点 ------指原棉中存在的有害于纺纱的纤维性物质。 包括:索丝、棉结、软籽表皮、黄根、带纤维 籽屑等 。
HVI High volume instrument 的缩写,即大容量棉花纤维测 试仪。 由美国Spinlab生产的纤维照影仪。 是对棉花性质进行综合评定及分等分级检验的仪器。可以 检测棉纤维长度、长度整齐度、短纤维指数、强力、伸长 率、马克隆值、色泽等级、杂质,以及成熟度等,目前在 棉花生产、贸易及纺织工业领域里广为应用。 使用HVI在棉花产地进行仪器化公证检验替代传统的人工检 验,也是我国棉花质量检验体制改革的一项内容 。截止 2009年全国纤维检验系统已建成80余家实验室,基本覆盖 了我国长江、华北、西北棉产区。
I0 输入 光强
I 输出 光强 扇形 透镜
钳口线 上透镜 钳口线 3.81mm
3.81mm
光电管
试样
I0 I I0
棉纤维性能与检测

★原产于南美和中美洲墨西哥 一带高原地 区,又称高原棉。 ★生长期长,适应性强,结铃性强,铃大, 衣分高(单铃子籽棉重5g左右,衣分一般 达37以上。) ★又称细绒棉,纤维长细,色洁白或乳白, 带有丝光。目前我国主要栽种的棉种。 ★产量约占世界棉花产量的85%以上。
精选ppt
成熟度 成熟度为1.5~2.0
精选ppt
P20
22
丝光棉
棉纺织品浸没在碱性溶液中,并施加张力,经过这样的 处理会使棉纺织品的表面产生绢丝般的光泽。
丝光棉较一般棉织物轻薄,手感柔软,穿着舒适,不 刺激皮肤,吸湿性、透气性良好,染色性能好,强度略 微提高 。
精选ppt
23
五、棉纤维性能检验
(一)品级 (二)长度 (三)成熟度 (四)细度 (五)马克隆值 (六)强伸度 (七)疵点 (八)含杂与异性纤维 (九)吸湿性 (十)糖分
★含糖偏高,易产生“三缠”现象(缠罗拉,皮辊,皮圈和堵通 道。
★产量约占世界棉花产量的5~8%。
精选ppt
8
一、棉纤维的分类
1.按品种分类
(3)亚洲棉(粗绒棉)
★原产印度大陆,又称亚洲棉。 ★生长期短,抗旱、抗病、抗虫能力强,结铃 性中等,铃小,衣分低。 ★纤维粗短,少丝光,又称短绒棉,弹性足, 产量不高但稳定,适合绒织品和保暖品制作。 ★产量约占世界棉花产量的2~5.
37
(二)长度★
分组称重(修正)、计算,求得主体长度、品质长度、 平均长度、短绒率、均方差与变异系数等项指标。
真实重量计算式:Gj=0.17gj-1 + 0.46gj + 0.37gj+1
Gj——第j组纤维的真实重量;mg; gj ——第j组纤维的称见重量;mg; gj-1——第j-1组纤维的称见重量;mg; gj+1——第j+1组纤维的称见重量;mg;
棉花基础

一、棉纺厂常用的种类与品质(一)按棉花的品种分棉花属葵科的棉属,在棉属中又分成许多种。
1、陆地棉又称细绒棉,因最早在美洲大陆种植而得名,是世界上四个棉花栽培种中最多的品种,占世界棉花总产量的85%以上。
我国陆地棉栽培面积占棉田总数的98%以上。
2、海岛棉又称长绒棉,原产美洲西印度群岛,后传入北美洲东南沿海岛屿种植,故名。
著名的埃及长绒棉,原属海岛棉系统,品质优良,产量亦高。
现在新疆、上海、和广州地区少量种植。
长绒棉品质优良,是高档棉纺产品的原料。
3、亚洲棉又称粗绒棉,原产于印度,在中国种植已有二千多年,故又称中棉。
由于纤维粗短,只能适应个别纺织品种的需要,近年来大部为陆地棉取代。
4、非洲棉又称草棉,原产非洲,品质与亚洲棉接近,因纤维粗短,已逐渐淘汰。
细绒棉、长绒棉、粗绒棉纤维的性质见表(二)按棉花的初步加工分棉花的初加工过程是指籽棉上纤维与棉籽分离的过程,亦称轧棉。
皮辊轧花机加工的皮棉称为皮辊棉;用锯齿轧花机加工的皮棉称为锯齿棉。
1、锯齿轧花一般附有排杂、排僵设备,皮棉含杂低,锯齿对棉纤维作用剧烈,纤维损伤较皮辊棉严重。
由于锯齿轧花产量高,一般纺纱用棉大多用锯齿棉。
2、皮辊轧花一般无排杂措施,皮棉含杂较高,由于轧棉时对纤维和棉籽作用缓和,适宜加工长绒棉、低级棉、留种棉。
(三)按原棉的色泽分1、白棉正常成熟、正常吐絮的棉花,色泽呈洁白、乳白事或淡黄色,都称白棉。
棉纺厂使用的原棉,绝大部分为白棉。
2、黄棉棉花生长晚期,棉铃经霜冻伤后枯死,铃壳上的色素染到纤维上,使原棉颜色发黄。
棉纺厂仅有少量应用。
3、灰棉棉纤维在生长发育过程中或吐絮后,由于雨量多,日照少,温度低,使纤维成熟受到影响,原棉颜色呈现灰白,这种原棉称为灰棉、灰棉强力低、质量差,棉纺厂很少使用。
二、棉纤维的生长发育与形态特征(一)棉纤维的生长与发育一根棉纤维是一个植物单细胞,它是从胚珠(就是将来的棉籽)的表皮细胞,经过伸长和加厚而形成的。
1、伸长期:棉花开花后,胚珠表皮细胞开始隆起伸长。
纺纱工艺学题库
纺纱工艺学题库第一章1.原料混和方法有:棉包混和、(条子混和)、(小量称重混和)。
2..传统配棉采用(分类排队法)。
3.经普梳纺纱系统生产出的纱称为(普梳纱)。
4.根据成纱质量要求将各种原棉搭配使用称为(配棉)5.计算机配棉管理系统包括三个子系统(原棉库存管理子系统)(自动配棉子系统)(成纱质量分析子系统)6:16mm以下的短纤维占总纤维的百分率叫(.短绒率)7.棉纤维与成纱质量有关的主要性能有(长度)、(细度)、(成熟度、)、(纤维强力)、(含杂率)(回潮率)、(短绒率)8.所谓(分类)就是把适纺某种产品或某种特数纱的原棉归为一类。
9.(排队)就是将同一类中的原棉按不同情况排成几个队,在配棉时,按一定的百分比,在各队选取原棉搭配使用。
10混纺纱的强力与混纺比有关,在某一混纺比时出现强力最低值,此时的混纺比称为(临界混纺比)11生产中的回卷、回条、粗纱头、皮辊花等称为(回花)。
12开清棉车肚落棉、梳棉抄斩花、梳棉车肚落棉、精梳落棉称为(再用棉)。
第二章1.FA104型六辊筒开棉机属于(自由)打击开棉机。
2.FA106豪猪式开棉机的落棉箱分为前后两部分。
所谓“(死箱)”是落棉箱与外界隔绝,成为落杂区;所谓“(活箱)”是落棉箱与外界连通,成为回收区。
3.为了表示(锡林)向(道夫)转移纤维的能力,通常用道夫转移率表示。
4.FA106豪猪式开棉机的落棉箱分为前后两部分。
所谓“(死箱)”是落棉箱与外界隔绝,成为落杂区。
5.混棉机械的混合方式主要有(时差混和)、(程差混和)、(翻滚混和)、(夹层混和)。
6.对不同纺纱原料进行充分混和的机器称为(混棉机)。
7.从棉包中抓取原料喂入前方机械的设备称为(抓棉机)。
8.不同时间输入混棉机的不同成分纤维同时输出形成(时差)混和。
9.同时喂入混棉机内的同一成分纤维,因在混棉机内各自经过的路程不同,使输出时分布在较长片段的棉流中。
程差愈大,混和效果愈好。
这是(混棉)。
10.开棉机械分为自由打击开棉机和(握持打击)开棉机两种。
纺纱基础知识

织物的厚度:以毫米为单位。织物的厚度指在一定压力下织物的绝对厚度,该指标在实际生产中运用较少。常以织物的重量来间接表示。
影响织物厚度的主要因素为:
纱线线密度;织物组织;
纺纱基础知识
原棉性能与成纱质量的关系
1、棉纤维的长度:棉纤维的长度越长,则:成纱强力越高;成纱条干越均匀;纺纱断头越少;可纺细特纱。手扯长度:23 mm-33mm。
2、棉纤维的细度:棉纤维的细度越细则:成纱强力越高;成纱条干越均匀;纺纱断头越少;可纺细特纱。细度为:1.5分特-2分特。
3、短绒率:纤维长度小于16 mm的纤维所占的百分率,称为短绒率。棉纤维的短绒率越高,则:成纱强力越低;成纱条干越差点;纺纱断头越多。
纺纱方法:传统纺纱方法、新型纺纱方法。
纺纱设备:各工序所需的机械设备
棉纺系统与工艺流程
棉和化纤都可在棉纺设备上加工。纤维原料纺成纱的过程,称为纺纱工艺流程。
棉及棉型化纤的纺纱系统,可分为以下几种:
1、普梳系统(棉)→普梳纱注:毛,粗梳工艺生产出粗梳毛纱
配棉→开清棉→梳棉→头并→二并→粗纱→细纱→后加工
(二)化纤混纺主要品种有涤粘纱、涤腈纱等。
(三)棉与化纤混纺主要品种有涤棉纱、腈棉纱、维棉纱、粘棉纱等。棉起到提高产品吸湿性,可纺性和服用性能的作用。
(四)混纺比的确定织物混纺比确定,考虑以下因素:织物的性能,如强力、风格等;织物的成本及产品价格。混纺纱的常用混比有50/50、55/45、60/40、65/35、也有部分产品采用20/80、30/70等混纺比或倒比例。比例多的纤维,其纤维性质对纱线的性质影响较大,成纱更具有此纤维的性能。比例的确定主要考虑成本、强力、织物要求及纺纱性能等因素。
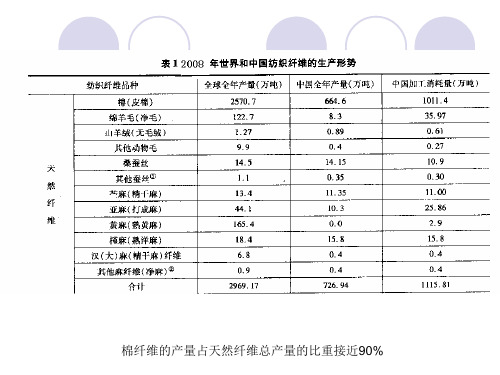
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
棉纤维细度长度与纺纱的关系
2006年10月24日中华纺织网
棉纤维的长度与纱线质量及纺纱工艺的关系:
与纺纱质量的关系:
当其他条件相同时,纤维长度越长,成纱强度越高。
在保证成纱具有一定强度的前提下,棉纤维的长度越长,纺出纱线的极限细度越细;棉纤维的长度越短,纺出纱的极限细度越粗。
纤维的长度整齐度对细纱强度的影响也不能忽视。
原纱的短绒率高于15%时,成纱强度将明显下降。
纤维长度愈长,长度整齐度越高时,细纱条干越好;纤维长度很短,特别长度整齐度很差时,由于牵伸过程中大量短纤维成为浮游纤维,致使纱线条干恶化,成纱品质下降。
如果对成纱强度要求一样,用比较长的纤维纺纱时,可取较低的捻系数,在细纱中的纤维端露出较少,成纱表面光洁,毛羽也少。
与纺纱工艺的关系:
从棉纺机台的结构、尺寸到各道工序的工艺参数,都必须与所用原料的长度密切配合。
例如:棉纤维的长度不同时,清棉机的打手形式都应改变。
捻系数的改变,用短纤维纺纱时,细纱的捻系数选值较大,而长纤维纺纱时,捻系数较小
另外,由于棉纤维的长度整齐度较差,为了提高细纱强度,改善细纱条干,还必须经过梳棉工序。
排除大量短绒,控制不同的精梳落棉率,可控制纤维的长度整齐度。
纤维细度与成纱质量及纺纱工艺的关系:
1. 其他条件不变时,纤维越细,成纱强度越高。
为保证成纱具有一定的强度,细纤维可纺较细的纱线。
2. 纤维的细度对成纱的条干不匀率有显著的影响。
纤维越细,纱的条干不匀率越低。
3. 纤维越细时,刚性越差,细纤维不宜做起绒织物的起绒纱。
4.纤维越细,加工过程中容易扭结或折断,清棉、梳棉处理不当时容易产生大量短纤维,在并条高速牵伸时也易形成大量棉结。
棉纤维的长度测定:
分为分组测量和不分组测量两大类。
分组称重法测量棉纤维的长度又分为罗拉分组与梳片分组法两种。
棉纤维的细度测定:
细度的测定分直接和间接两种。
信息来源:纺织论坛
转载本网专稿请注明出处“中华纺织网”。