API标准焊接程序
API1104焊接程序(中文1999)

API1104焊接程序(中文1999)简介API 1104是美国石油学会(American Petroleum Institute,API)制定的焊接标准,适用于管线、储罐和相关设备的焊接。
本文档是其中的中文1999版API 1104标准,主要介绍了焊接程序的编制与使用。
焊接程序焊接程序(Welding Procedure)是高质量焊接的必要条件,它是通过设计和实验确定的、在特定的材料、厚度和焊接方式下可保证焊接工艺的书面记录。
它包括了焊接工艺规程(Welding Procedure Specification,WPS)、预热程序、焊接参数、接头准备、支持和操作等要素。
WPS是焊接程序的核心,它包括以下信息:•焊接方法和设备•填充金属和保护气体•预热和后热处理温度•焊接电流、电压、速度等参数•焊接检验标准和方法•焊接操作人员资格等级要求在API 1104标准中,WPS还要包括以下内容:•焊接接头类型和形状•焊接接头中的限制性尺寸•焊接填充金属、母材和熔口深度的要求•焊接岛(Island)的定义和要求焊接程序的编制焊接程序的编制需要掌握以下步骤:1.材料分析:材料的化学成分、力学性能和脆性倾向等要素需要进行分析和评估。
2.试验设计:根据分析结果建立试验计划,包括试样准备、焊接过程记录和焊接性能评定等要素。
3.试验执行:按照试验计划执行试验,记录相关数据和参数,保证仿真现场实际生产情况。
4.评估分析:根据试验结果,评估焊接参数、技术和工艺的有效性和可靠性。
5.编制WPS:根据以上步骤,撰写符合需求的WPS,确定焊接程序的具体内容。
在编制焊接程序时,需要遵守API 1104标准的规定,确保程序的合法性和可行性。
同时,对于重要工程,还需要进行焊接程序的评估和审查,以确保程序符合相关要求。
焊接程序的使用焊接程序的使用是指按照WPS规定的焊接参数和工艺进行焊接作业。
使用焊接程序的好处是可以保证焊接质量,减少缺陷和不良现象的出现。
api,6d,阀门堆焊和补焊作业规范

api,6d,阀门堆焊和补焊作业规范篇一:API 6D 阀门堆焊和补焊作业规范API 6D 堆焊和补焊作业规范1目的规定对阀门密封面堆焊、铸件补焊等工艺要求,保证产品质量。
2范围适用于阀门产品的密封面堆焊和铸件的补焊。
(PED产品不允许补焊)。
3内容3.1从事密封面堆焊和补焊的焊工,应通过国家质量监督检疫总局制订的《锅炉压力容器压力管道焊工考试与管理规则》基本知识与操作考核,持有锅炉压力容器压力管道特种设备操作人员资格位证书,并在有效期内方可从事焊接作业。
3.2 零件基体材料铸材:WCB、CF8、CF8M、CF3、CF3M、LX0Cr18Ni9、LX 0Cr18Ni9Ti、LX 1Cr18Ni9Ti、LX 00Cr18Ni10、LX 0Cr18Ni12Mo2Ti、WC1、WC6、WC9、C5、LX Cr5Mo、LX 20CrMo、LX 20CrMoV、LX 15CrMoV、LX 1Cr13、CA15、LCB、LCC、LC1、LC2、LC3。
锻材或棒材:25、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti、0Cr17Ni12Mo2、00Cr17Ni14Mo2、15CrMo、1CrMo、304、316、304L、316L、2Cr13、OOCr19NI10。
3.3焊接材料 3.3.1阀门密封面堆焊焊接材料a)基体材料为WCB、25、LCB、LCC 焊条:GB984-85 D507 D507Mo D577 GB983-85 A102 A132b)基体材料:奥氏体不锈钢类、WCB、25、LCB、LCC、WC1、WC9、LX1Cr5Mo、C5、LX20CrMo、LX20CrMoV、LX15CrMoV。
焊条:D802、D812,焊丝HS111;c)按产品图纸规定选择焊接材料牌号。
当堆焊钴基硬质合金时,根据工艺方法选择D802、D812或HS111; 3.3.2 承压铸件补焊用焊条a)基体材料为WCB,采用GB5117-85 J422、J502(型号E5003)或J507(型号E5015)焊条;b)基体材料为奥氏体不锈钢类,焊条选用见表1;c)基体材料为低温耐热钢类,焊条选用见表2;d)基体材料为低温钢类,焊条选用见表3。
焊缝返修api标准

焊缝返修api标准全文共四篇示例,供读者参考第一篇示例:焊缝返修API标准是指美国石油学会(API)所制定的关于焊接工艺中焊缝返修的规范和标准。
焊接是金属加工中的重要工艺之一,但在实际操作中往往会出现焊缝质量不合格或者需进行修补的情况。
为了确保焊缝返修工作的质量和安全性,API制定了一系列标准和规范,以指导焊接工作者进行焊缝返修工作。
焊缝返修是指对已经焊接完成但不符合标准要求的焊缝进行修补或重新焊接的工艺。
焊缝返修工作需要满足一定的技术要求和标准,以确保修补后的焊缝质量符合相关标准和规范。
API标准主要包括了焊缝返修的范围、资格要求、程序要求、监督和质量控制等方面的规定。
焊缝返修的范围是指哪些情况下需要进行焊缝返修以及返修的方法。
API标准中对焊缝返修的范围进行了详细的规定,包括了返修的适用对象、适用环境、返修的方式和注意事项等。
只有在符合标准规定的情况下,才能进行焊缝返修工作。
焊缝返修的资格要求是指进行焊缝返修工作的人员需要具备的技术能力和专业资质。
API标准中对焊缝返修工作者的培训、资格认证、技术要求等方面进行了规定,以确保返修工作者具备足够的能力和知识来进行返修工作。
焊缝返修的监督和质量控制是指在进行焊缝返修工作时需要进行的监督和质量控制措施。
API标准中对焊缝返修工作的监督和质量控制进行了规定,包括了返修过程中的监督和检查、返修后的质量评定和验收等内容,以确保焊缝返修工作符合标准要求。
焊缝返修API标准是对焊缝返修工作进行规范和指导的重要标准,它规定了焊缝返修工作的范围、资格要求、程序要求、监督和质量控制等内容,帮助焊接工作者和监督人员开展焊缝返修工作并确保其质量和安全性。
遵循API标准进行焊缝返修工作,可以提高焊接工艺的质量和效率,减少焊接工程中的质量问题和事故发生,保障焊缝的质量和可靠性。
第二篇示例:焊缝返修是焊接过程中常见的一个环节,它主要是指对焊缝进行重新处理或修复的一种操作。
在焊接过程中,由于各种不可避免的原因,焊缝可能会出现一些缺陷或不合格的情况,这时就需要进行焊缝返修来修复这些问题,确保焊接部件的质量和可靠性。
API和API标准

API和API标准一、API和API标准API是美国石油学会(American Petroleum Institute)的英文缩写。
API建于1919年,是美国第一家国家级的商业协会。
API的一项重要任务,就是负责石油和天然气工业用设备的标准化工作,以确保该工业界所用设备的安全、可靠和互换性。
一般情况下,API标准每5年至少进行一次复审、修改、重新确认或撤消。
有时复审周期可延长一次,但延长不超过2年。
所以,除已授权再版延期,API标准自出版之日起,5年后不再有效。
标准共分三大类:1、石油设备设计及制造规范;2、石油设备使用及维护推荐做法;3、钻井及采油作业推荐做法。
目前,API公布了已用于API产品认证的54项产品规范。
二、API标准化政策美国石油学会规范的出版,有利于采购标准化的材料和设备,同时也是为了制造商生产符合本会相应规范的材料或设备提供指导。
这些规范不是旨在排队优良技术的需求,也不以任何方式阻碍任何人购买生产符合其它规范的产品。
制定、发布API规范和API质量纲要规范,绝非旨在限制买主向未授权使用API会标的制造商购买产品。
API规范可供愿意执行规范的所有人使用。
本会已做出不懈的努力,以保证其规范数据的准确性和可靠性。
但是,本会对出版任何一个API规范都不表态担保和保证,并声明:凡因使用API规范而造成的损失或损坏所引起的责任和义务,API均不予以承担。
凡在自己生产的设备或材料上标有某一API规范的制造商,均有责任遵守该规范的全部条款。
但API对其产品是否确实符合相应的API规范不作任何表态、担保和保证。
三、API认证及其意义1、API会标API会标是美国石油学会的学会标志。
该标志经美国注册登记,未经许可任何人不得使用。
2、API取证API取证即通过一个申请、检查、确认程序,有API向产品技术商符合API产品规范、质量保证体系符合API质量纲要规范的制造厂授予证书,允许制造厂在其产品上使用API会标标志。
国际焊接API-5L-2B-2A结构钢管焊接钢管检验标准及规范

简介
在进行焊接检验的时候,我们会遇到很多的规范和标准。当然我们没 有必要去死记这些规范和标准。但是我们应该在进行相关的检验工作 前先熟悉这些标准.在我们的检验工作中,经常要用到的标准有: 1:AWS D1.1
2:API 2B
API 2B
标记:
按照API 2B建造的钢管需要进行必要的标记。包括厂家名称、公称直径、公称厚度 等等。
API 2B
需要提出的是,通常在业主的规格书中都有关于钢材含碳量(CE)的要求,我们 在进行材料确认时需要注意这些特殊要求。另外,对于比较主要的钢材,如用来做 TKY节点的管节点的加厚段的管。大都有低温冲击/NDE的要求。
建造
管材的预制通常在我们的检验计划中有要求,通常检验计划中会列出以下的一些检 查项: 1:焊接程序和焊工资格的检查.
API 2B
3:直径、长度与厚度:管材的直径、长度和厚度应该按造业主的要求来建造。任意1 0ft(3050mm)长度的公称长度偏差不能大于±1.5in( ± 38.1mm)。 4:椭圆度:对于壁厚不超过2in.(50.4mm)的管,在管的某一长度上的任意一个平 面的管直径的最大值与最小值的差不能大于管的公称直径的1%或1/4in(6mm) 。对于壁厚大于2in.的管材不能超过1/8T(T为管材的厚度)。对于管径大于4 8in(1219mm)的管材,在保证周长误差不超过±1/4in(6.4mm)的前提下,椭圆度 不能超过1/2in.(12.7mm)。 5:周长:在管材长度上的任意一处的外周长与公称周长的偏差不能大于公称周长的± 1%或±1/2in.(12.7mm),两者取小值。 6:直线度:任意10ft(3050mm)的管材上的直线度偏差不能大于1/8in.(3 .2mm),对于长度超过3050mm的,全长的直线度的误差不超过1/8in.x(总长度, ft)/10ft
QT-WI-API-073017 WOC元器件焊接标准作业书

NG
23
插座P:元器件与板面缝隙≤0.5mm,且方向正确
目视
超过此标准NG
24
焊点呈锥形(凹面弓形)、饱满,并能够从焊点表面 看到组件管脚的形状 (组件脚的长度1~3MM之间为宜),焊锡扩散充分将铜箔完全覆盖, 焊点表面光滑,光泽度良好。
PIN脚锡包,锡量太多
目视
锡太多NG
25
焊点洞穴
目视
NG
26
测可见的不良现象认为是缺陷,观测物处的光照强度为500lux
所使用设备:
a.清洁工作台,棉签,酒精。
b.金属镊子,电烙铁,锡丝。
异常处理方法:
a.如遇新的外观异常或无法判定之外观异常,通知技术员或工程师进行判定
b.如遇同一项目外观不良数量超标(大于20PCS/批次),通知技术员或工程师进行不良分析
检验项目和标准:
目视
NG
注:参照以上检验标准NG的产品进行返修,返修后参照此标准进行再次检验
7.相关文件
无
8.相关表单
无
目视
超过此标准NG
17
损件: SMT元器件焊端经高温或摩擦损坏
目视
目视明显可见NG
18
元件有向上或向下偏移现象,但要求元件引脚必须在焊盘内
目视
超过焊盘1/2宽度NG
19
1.元件有向上或向下偏移现象,但要求偏移位置在允许范围内,即h≤1/3H
2.元件有向左或向右偏移现象,但要求元件引脚必须在焊盘内
3.元件有旋转性偏移现象,但要求元件引脚必须在焊盘内
目视
超过焊盘1/2宽度NG
20
1.元件焊端有一边翘起现象,但要求翘起高度在允许范围内,即h≤0.4mm,不允许有元器件站立的情况
api 标准中 焊接热处理

api 标准中焊接热处理
API标准中关于焊接热处理的内容主要涉及焊接工艺、焊接材料、焊接热处理方法等方面。
在API标准中,焊接热处理被视为确
保焊接接头质量和性能的重要步骤,它涉及到对焊接接头进行热处
理以消除焊接应力和提高焊接接头的强度、韧性和耐蚀性等方面。
在焊接工艺方面,API标准通常会规定焊接的方法、参数和要求,以及对焊接过程中可能出现的缺陷和问题进行识别和控制。
焊
接热处理在API标准中也会被要求进行详细的记录和追溯,以确保
焊接接头的质量可追溯。
在焊接材料方面,API标准通常会规定适用的焊接材料的种类、牌号和性能要求,以及对焊接材料的存储、处理和使用进行规范。
对于焊接热处理的要求也会在这些方面得到具体体现。
在焊接热处理方法方面,API标准会对焊接后的热处理工艺进
行详细的规定,包括焊后热处理的温度、时间、冷却方式等要求,
以及对焊接接头进行热处理前后的性能测试和评定标准等方面的规定。
总的来说,在API标准中,焊接热处理被视为确保焊接接头质量和性能的重要环节,其内容涵盖了焊接工艺、焊接材料、焊接热处理方法等多个方面的规定和要求。
这些规定和要求的目的是为了确保焊接接头的质量和性能符合API标准的要求,以确保焊接结构的安全可靠。
API 5L认证用焊接工艺评定(补焊)X52
试样编号
试样型式 试样厚度
弯芯直径 弯曲角度 试验结果
mm
mm
°
结论
HP4
180
无裂纹
合格
HP06V-2
面弯
15.5
128
180
无裂纹
合格
HP06V-3
背弯
15.5
128
180
无裂纹
合格
HP06V-4
背弯
15.5
128
180
无裂纹
合格
冲击试验(QW-170)
试验标准号; ASTM A370-2007
钢级母材标准 类别-组别号 壁厚/mm
尺寸/mm
X70M
GB/T14164-2005
Ш-1
15.5
150×400
其他 2件
焊接材料(QW-404):
焊材类别
焊材标准
焊材规格 焊材型号
焊条
GB/T5118-1995 Φ3.2/Φ4.0mm E5016
焊材牌号 J506
其他 ——
焊接位置(QW-405): 对接焊缝的位置 平焊 1G 角焊缝位置 ——
结论
合格 合格 合格 合格 合格 合格
结论
合格 合格
试验员
试验日期 2011.5.31 审核
日期
2011.5.31
XXXX 钢 管 有 限 公 司 射 线 探 伤 检 验 报 告
共8页
第8页
委托部门
车间
被检件名称
焊接工艺 评定试板
委托日期 2011.5.30 被检件材质
X52M
检测报告编号 检验执行标准
评定等级
T2 级
底片号
PD-06-1、PD-06-2
API标准

API Q1API认证简介一、API和API标准API是美国石油学会(American Petroleum Institute)的英文缩写。
API建于1919年,是美国第一家国家级的商业协会。
API的一项重要任务,就是负责石油和天然气工业用设备的标准化工作,以确保该工业界所用设备的安全、可靠和互换性。
一般情况下,API标准每5年至少进行一次复审、修改、重新确认或撤消。
有时复审周期可延长一次,但延长不超过2年。
所以,除已授权再版延期,API标准自出版之日起,5年后不再有效。
标准共分三大类:1、石油设备设计及制造规范;2、石油设备使用及维护推荐做法;3、钻井及采油作业推荐做法。
目前,API公布了已用于API产品认证的54项产品规范。
二、API标准化政策美国石油学会规范的出版,有利于采购标准化的材料和设备,同时也是为了制造商生产符合本会相应规范的材料或设备提供指导。
这些规范不是旨在排队优良技术的需求,也不以任何方式阻碍任何人购买生产符合其它规范的产品。
制定、发布API规范和API质量纲要规范,绝非旨在限制买主向未授权使用API会标的制造商购买产品。
API规范可供愿意执行规范的所有人使用。
本会已做出不懈的努力,以保证其规范数据的准确性和可靠性。
但是,本会对出版任何一个API规范都不表态担保和保证,并声明:凡因使用API规范而造成的损失或损坏所引起的责任和义务,API均不予以承担。
凡在自己生产的设备或材料上标有某一API规范的制造商,均有责任遵守该规范的全部条款。
但API对其产品是否确实符合相应的API规范不作任何表态、担保和保证。
三、API认证及其意义1、API会标API会标是美国石油学会的学会标志。
该标志经美国注册登记,未经许可任何人不得使用。
2、API取证API取证即通过一个申请、检查、确认程序,有API向产品技术商符合API产品规范、质量保证体系符合API质量纲要规范的制造厂授予证书,允许制造厂在其产品上使用API会标标志。
API 582 化工、石油和天然气行业的焊接准则-中文完整版

化工、石油和天然气行业的焊接准则API 582目录1 范围 (1)2 引用标准 (1)3 定义 (3)4 一般焊接要求 (5)5 焊接工艺 (5)5.1 可接受的焊接工艺 (5)5.2 熔焊工艺的限制 (6)5.3 单面焊接接头 (8)5.4 复合焊接工艺 (8)5.5 机械化和自动化焊接工艺 (8)6 焊接耗材(填充金属和焊剂) (9)6.1 概要 (10)6.2 异种金属焊接 (10)6.3 低合金钢焊接(P-3 至P-5) (10)6.4 不锈钢焊接(P-6、P-7 和P-8) (10)6.5 双相不锈钢焊接 (11)6.6 埋弧焊 (11)6.7 电渣焊(防腐蚀堆焊) (12)6.8 耗材储存和操作 (12)6.9 合金耗材控制 (12)7 保护气和清洗气 (12)8 预热温度和层间温度 (12)9 焊后热处理(PWHT) (13)10 清洗和表面处理 (16)11 特殊工艺评定要求/测试 (17)11.1 概述 (17)11.2 管子对管板焊接 (17)12 其他项目 (17)12.1 衬底材料 (17)12.2 冷作硬化 (17)12.3 堆焊和包层修复(衬底熔覆)12.4 临时附件 (18)12.5 螺柱焊接 (18)12.6 硬度测试—焊接步骤要求和产品试验 (18)12.7 单道焊 (20)附录A(告知性)自动保护金属极电弧焊(SMAW)的焊接耗材 (21)附录B(标准性)堆焊和包层修复(衬底熔覆) (26)图表1 维氏硬度压痕位置 (19)表格1 可用的P-代号表 (3)2 FCAW 电极的扩散氢极限 (7)3 含硫和非含硫环境中镍基电极的应用 (10)4 层间温度最大推荐值 (13)5 PWHT 温度和停留时间 (15)A.1 碳钢和低合金钢 (22)A.2 不锈钢合金 (23)A.3 双相不锈钢 (24)A.4 铜-镍和镍基合金 (25)B.1 碳钢和低合金钢堆焊的填充金属选择 (27)B.2 奥氏体不锈钢堆焊的化学成分要求 (28)化工、石油、天然气行业焊接标准1. 范围1.1 此推荐的做法是为下述涉及焊接以及焊接相关工艺的车间、现场制造、修理和改造提供补充的指导方针和实践方案:a)承压设备如压力容器、换热器、管道、加热管和焊接到其压力边界的转换设备和附件。
焊接工艺规程
盖面焊缝宽(w):两侧每边比外表面坡口宽0.5-2.0mm
焊缝层数:
图1接头设计图2焊道层
壁厚(mm)
根焊
填充焊
盖面焊
6.4-12.5
1
1-4
1
注:立焊位置允许立填焊;填充、盖面焊允许排焊,排焊时2~3道为一层
应县—张家口天然气输气管道工程焊接工艺规程YZGD-WPS-02
焊接准备
盖面焊丝型号:E71T8-NiJΦ2.0mm标准号:AWS A5.29
接头设计(图1、图2)
接头形式:对接坡口形式:V型钝边(p):1.6±0.4mm
坡口角度(α):60±5°间隙(b):2.0-3.0mm余高(h):0-2.0mm
错边:≤2.0mm
盖面焊缝宽(w):两侧每边比外表面坡口宽0.5-2.0mm
建设单位:应张线项目部
编制单位:中国石油管道焊接培训中心
焊接方法:焊条电弧焊+自保护药芯焊丝半自动焊
执行标准:API 1104和BS 4515
执行标准:SY/T 4103和SY/T 0452
焊接工艺规程编号:YZGD-WPS-03负责人签字:
焊接工艺评定编号:YZGD-PQR-03
适用钢管及管件:
钢级:L415MB标准:GB/T 9711.2-1999
施工措施
清理工具:碳弧气抛,钢丝刷,动力交向砂轮机
焊缝余高:当焊缝于高超过2mm时,应进行打磨;打磨后的焊缝与母材圆滑过渡,但不得伤及母材
焊后保温:当环境温度低于10°C时,应对返修区域进行保温覆盖,以防止快速冷却
施焊环境要求
在下列不利的条件中,如无有效防护措施时,不得进行焊接作业
环境温度:<0°C
坡口角度(α):60°-70°垫板:无余高(h):0-2.0mm
API1104-2008标准中管道焊接质量管理

API1104-2008标准中管道焊接质量管理赵辉【摘要】通过运用5M1E分析法,从人、机器、材料、方法、测量、环境六个方面对API 1104-2008进行分析,明确管道焊接时,API1104-2008在焊接操作者及检测人员、机械设备、管材、焊接材料、焊接工艺方法、焊缝检测以及工作环境等方面采取的质量管理控制措施。
%Through the use of 5M1E analysis to specify quality control measures of welding operators,inspectors,mechanical equipments,steel tube,welding material,welding technology evaluation,appearance and nondestructive testing and working environment of API1104-2008,the thesis analyzes API1104-2008 from six aspects: man,machines,materials,methods,measurements,and environment.【期刊名称】《新疆职业大学学报》【年(卷),期】2011(019)006【总页数】4页(P77-80)【关键词】管道焊接;工艺方法;测量因素【作者】赵辉【作者单位】新疆机电职业技术学院机械工程系,新疆乌鲁木齐830043【正文语种】中文【中图分类】TG2API1104-2008是由美国石油公司为主导的标准编制委员会编制,适用于使用碳钢钢管、低合金钢钢管输送原油、成品油、天然气、二氧化碳和氮气等介质的长输管道、压力站管网和泵站管网的安装焊接的标准。
质量管理5M1E分析法是目前企业采用的用于质量管理体系中质量控制的有效手段,本文主要通过质量管理5M1E 方法分析API1104-2008标准,对管道焊接生产现场质量管理进行分析。
API1104_钢质管道焊接及验收

钢质管道焊接及验收(API1104)前言本标准是由包括美国石油学会(API)、美国气体协会(AGA)、管道承包商协会(PLCA)、美国焊接学会(AWS)、美国无损探伤学会(ASNT)的代表以及管子制造商的代表和有关工业的个人代表组成的标准编制委员会编制的。
本标准的目的是通过控制焊工资格、焊接工艺、材料和设备,焊接出高质量的焊接接头,并通过对无损检测规程、设备和无损检测人员资格的控制,以保证对焊接质量的正确评定。
本标准是非强制性的,它适用于输送原油、成品油、天然气、二氧化碳和氮气的长输管道及泵站的安装和焊接,也可用于集输和分输管网的安装和焊接。
本标准包含了油气管道设计、制造、安装和运行等方面的许多工程师的研究成果,标准编制委员会非常感谢他们真诚和有价值的帮助。
为适应技术的发展,有必要经常对本标准进行修订。
标准编制委员会始终希望收到对本标准进行改进的各种意见和建议,并将给予充分的考虑。
任何感兴趣的团体都可以对API的内容提出意见。
任何人都可以使用本标准。
目录1. 总则 (4)1.1 范围 (4)2.引用标准 (4)3. 术语 (5)3.1 概述 (5)3.2 定义 (5)4. 焊接的一般规定 (6)4.1 设备 (6)4.2 材料 (6)5. 焊接工艺评定 (7)5.1 工艺评定 (7)5.2 记录 (7)5.3 工艺规程 (7)5.4 焊接工艺规程的变更 (11)5.5 试验管接头的焊接—对接焊 (12)5.6 焊接接头的试验—对接焊 (12)5.6.3 刻槽锤断试验 (13)5.7 试验管接头的焊接—角焊 (17)5.8 焊接接头的试验—角焊 (17)6 焊工资格 (18)6.1 概述 (18)6.2 单项资格 (20)6.3 全项资格 (20)6.4 外观检查 (22)6.5 破坏性试验 (22)6.7 补考 (23)6.8 记录 (23)7 焊接接头的设计和准备 (24)7.1 概述 (24)7.2 管口组对 (24)7.3 对接焊管口组对时对口器的使用 (24)7.4 坡口 (24)7.8 固定焊 (24)7.9 旋转焊 (25)7.10 标记 (25)7.11 预热及焊后热处理 (25)附录A环焊缝的附加验收标准A.1 概述A.2 应力分析的附加要求A.3 焊接工艺A.4 焊工资格A.5检测及验收标准A.6 记录A.7 实例A.8返修A.9 术语附录B 管道不停输焊接B.1概述B.2不停输管道系统的焊接工艺评定B.3焊工资格B.4 不停输管道系统焊接的推荐意见B.5 焊缝的检查与试验B.6 无损检测验收标准(包括外观检查)B.7缺陷的清除和返修图1.焊接工艺规程说明书表格形式2.试件试验报告表格格式3.对接接头焊接工艺评定试验的试样位置4. 拉伸试样5.刻槽锤断试样6. 背弯和面弯试样(壁厚小于或等于12.7mm)7.侧弯试样(壁厚大于13mm)8. 缺陷尺寸的测量9.导向弯曲试验胎具10. 角焊焊接工艺评定及焊工资格考试刻槽锤断试样的位置11. 角焊焊接工艺评定及焊工资格考试(包括支管联接焊工资格考试)的刻槽锤断试样的位置12.对接焊焊工资格考试试验的试样位置13.根部未焊透14. 错边未焊透15.中间未焊透16. 表面未熔合17. 夹层未熔合18. 根部内凹19. 气孔最大分布(壁厚≤12.7mm)20. 气孔最大分布(壁厚>12.7mm)21. API像质计22A手工超探B型缺口22B 确定距离,折射角和速率22C 反射过程外径≤≤610mm)23.闪光对焊对接接头焊接工艺评定试验的取样位置((457mm<外径外径≤≤762mm)24.闪光对焊对接接头焊接工艺评定试验的取样位置((610mm<外径外径>>762mm)25.闪光对焊对接接头焊接工艺评定试验的取样位置((外径26.两英寸刻槽捶断试样A-1CTOD试验试样的取样位置A-2 CTOD试验试样加工与管壁厚关系示意图A-3焊缝—金属试样的开缺口位置A-4热影响区测试试样的开缺口位置A-5环形平面缺陷的附加验收标准A-6相干涉缺陷的评估标准A-7厚壁管中深度缺陷的长度验收标准A-8表面缺陷和内部缺陷的尺寸术语B-1典型的焊道顺序实例B-2推荐工艺和焊工评定试验部件B-3在役焊接工艺评定试验试样的取样位置B-4在役焊缝的宏观试验试样B-5面弯试样B-6加固板B-7加固板B-8环形套管B-9环形三通管B-10环形套管和板B-11环形板表1. 填充金属分类2. 焊接工艺评定试验的试样类型及数量3.焊工考试的对接接头试样类型及数量4.咬边的最大尺寸5.管壁厚与ASTM E1025规定的像质计厚度的对比6.管壁厚与像质计厚度的对比7.管壁厚与ASTM E747规定的线型像质计线径的对比8.闪光对焊焊接工艺评定试验的试样类别及数量A-1 内部体积缺陷的验收标准A-2 未经返修的电弧烧伤的验收标准A-3缺陷长度极限值A-4实例的许用缺陷尺寸A-5实例的平面缺陷尺寸验收A-6管线分析实例的验收结果B-1试验项目和试样数量管道及相关配件的焊接1. 总则1.1 范围本标准适用于使用碳钢钢管、低合金钢钢管及管件输送原油、成品油、天然气、二氧化碳和氮气等介质的长输管道、压力站管网和泵站管网的安装焊接。
直缝埋弧焊api钢管标准

直缝埋弧焊api钢管标准
直缝埋弧焊API钢管的生产标准主要包括API 5L标准和ASTM A53标准。
这些标准规定了钢管的尺寸、公差、机械性能、化学成分、焊接质量等方面的要求。
API 5L标准是美国石油学会(API)制定的用于石油、天然气工业用钢管的标准,包括A、B两个系列,其中A系列为PSL1和PSL2两个产品规范级别,B系列为PSL2一个产品规范级别。
ASTM A53标准是美国材料与试验协会(ASTM)制定的用于一般用途无缝和焊接钢管的标准,包括A、B两个等级。
直缝埋弧焊API钢管是一种采用埋弧焊接工艺制成的钢管,其焊缝为一条直缝。
这种钢管具有生产效率高、焊接质量好、规格范围大等优点,广泛应用于石油、天然气、化工、电力等行业的输送管道和结构用途。
API管材类标准信息-2011

API RP 5A3/ISO 13678:2010*套管、油管、管线管和钻柱构件用螺纹脂推荐作法Recommended Practice on Thread Compounds for Casing, Tubing, Line Pipe and Drill Stem Elements 石油天然气工业——套管、油管、管线管和钻柱构件用螺纹脂的评价与试验Petroleum and natural gas industries—Evaluation and testing of thread compounds for use with casing, tubing, line pipe and drill stem elements(包括2011年4月勘误)提供了套管、油管和管线管连接用螺纹脂及旋转台肩式连接用螺纹脂的试验要求、推荐作法和方法。
该推荐作法中所列试验是用来评价在实验室条件下螺纹脂的临界使用性能和物理化学特性。
本版API RP 5A3等同采用ISO 13678。
第3版,2009年11月发布API RP 5A5/ISO 15463:2003新套管、油管和平端钻杆现场检验推荐作法Field Inspection of New Casing, Tubing, and Plain-end Drill Pipe石油天然气工业——新套管、油管和平端钻杆现场检验Petroleum and natural gas industries—Field inspection of new casing, tubing, and plain-end drill pipe给出了油井管现场检验和试验用具体要求和推荐方法,包括现场检验经常用到的作法和技术,某些作法亦适用于工厂检验。
本标准涉及检验人员资质、检验方法及设备校准的描述、各种检验方法的标准化程序,还涉及缺欠的评估和检验过的油井管的标记。
本标准适用于油井管的现场检验,不作为验收或拒收的依据。
API 5L认证用焊接工艺评定(内外焊)X42

摆动焊或不摆动焊:
不摆动
焊前清理和层间清理: 角向磨光机、钢丝刷
单道焊或多道焊(每面): 单道焊
导电嘴至工件距离: 20-30 mm
摆动参数:
——
背面清根方法: 角向磨光机、钢丝刷
单丝焊或多丝焊:
单丝焊
锤击:
——
其他:焊剂烘干温度 300-350℃ 保温 1-2 小时
检验项目
横向拉 伸试验
检验项目及试样数量
焊缝区
距母材表面 t1=1mm
焊缝区
距母材表面 t1=1mm
焊缝区
距母材表面 t1=1mm
热影响区
距母材表面 t1=1mm
热影响区
距母材表面 t1=1mm
热影响区
试验执行标准
V型
61
V型
70
V型
75
V型
72
V型
60
V型
65
API 5L 第 44 版
试验仪器
落錘试验机 检验条件
22℃
缺口类型
缺口位置 缺口深度 断口表面缺陷
试样尺寸/mm 10×10×55 10×10×55 10×10×55 10×10×55 10×10×55 10×10×55
缺口断开试验 (QW-172)
试样编号 试样尺寸/mm HP02Q-1 180×38×13 HP02Q-2 180×38×13
试样位置
缺口位置
缺口类型 冲击吸收功/J
距母材表面 t1=1mm
HP02V-4
背弯
13
78.0
180
无裂纹
冲击试验(QW-171)
试验标准号; ASTM A370-2007
试验报告编号: PD-2011-02
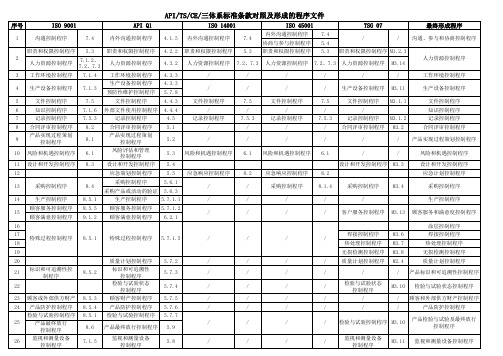
API、TS、CE及三体系标准条款对照及形成的程序文件
/
/
5.4
设计和开发控制程序 M3.3
风险和机遇控制程序 设计和开发控制程序
12
应急策划控制程序
5.5 应急响应控制程序 8.2 应急响应控制程序 8.2
应急计划控制程序
采购控制程序
5.6.1
13
采购控制程序
8.4
/
采购产品或活动的验证 5.6.3
/
采购控制程序
8.1.4
采购控制程序 M3.4
采购控制程序
8.1
10 风险和机遇控制程序 6.1
11 设计和开发控制程序 8.3
合同评审控制程序
产品实现过程策划 控制程序
风险评估和管理 控制程序
设计和开发控制程序
5.1
/
/
/
/
合同评审控制程序 M3.2
合同评审控制程序
5.2// Nhomakorabea/
/
/
/ 产品实现过程策划控制程序
5.3 风险和机遇控制程序 6.1 风险和机遇控制程序 6.1
14
生产控制程序
8.5.1
生产控制程序
5.7.1.1
/
/
/
/
/
生产控制程序
顾客服务控制程序 8.5.5 顾客服务控制程序 5.7.1.2
15
/
/
/
/
客户服务控制程序 M3.13 顾客服务和满意度控制程序
顾客满意控制程序 9.1.2 顾客满意控制程序 6.2.1
16
涂层控制程序
17
焊接控制程序 M3.6
改进控制程序 M3.13
持续改进控制程序
纠正措施控制程序 32
预防措施控制程序
管道及附件焊接api1104标准。

管道及附件焊接API 1104 1999 版第九章无损探伤检测标准第九章无损探伤检验标准9.1 总则:在这个章节中,介绍的接受标准主要用于射线、磁粉探伤、渗透探伤和超声波探伤所探测出的缺陷,这些标准也可用于外观检验上,无损探伤将不能用于选择按照8.1节的需做破坏性检验的焊缝。
9.2 否决权所有的无损探伤方法都被限于本标准所提及的那些信息,公司可以拒绝任何他认为其深度足以危害的缺陷,即使这些缺陷显然可以被本标准所接受。
9.3 射线探伤注:所有9.3.1—9.3.12中提及的黑度都是基于负片。
9.3.1 未焊透(IP)没有错边的未焊透(IP)定义为焊道根部未完全填满,这种情况如图13所示,IP在下列任何条件下将不能被接受:a . IP的单个长度超过1英寸(25.4mm).b . 在任何连接的12英寸(304.8mm)长的连续焊缝中,IP 的累计长度超过1英寸(25.4mm).c . 在小于12英寸(304.8mm)长的焊缝中,IP的累计长度超过8%9.3.2 取决于错边的未焊透(IPD)取决于错边的未焊透(IPD)定义为由与相邻的管子货管件的而引起的根部已变得显露(或是未联结),在下列任何情况下将不被接受:a . 单个IPD的长度超过2英寸(50.8mm)。
b . 在任何12英寸(304.8mm)长的连续焊缝中,IPD的累计长度超过3英寸(76.2mm).9.3.3 未熔合(IF)未熔合(IF)定义为在焊缝和母材之间形成的直到表面的间断。
如图15所示,IF在下列任何情况下将不被接受:a . 单个IF的长度超过1英寸(25.4mm)。
b . 在任何12英寸(304.8mm)长的连续焊缝中,IF累计长度超过1英寸(25.4mm).c . 在小于12英寸(304.8mm)长的焊缝中,IF的累计长度超过8%9.3.4 取决于冷搭接的未熔合(IFD):取决于冷搭接的未熔合(IFD)定义为在两个相邻的焊层之间或是在焊缝金属与母材之间为延伸到表面的间断,如图16所示,IFD 在下列任何情况下将不被接受:a . 单个IFD的长度超过2英寸(50.8mm).b . 在任何12英寸(304.8mm)长的连续焊缝中,IFD的累计长度超过2英寸(50.8mm).c . IFD的累计长度超过焊缝长度的8%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Attached
2 of2
Maki ng MPI rn the Flush Cap of 9 5/g" Casing E Surface ConOitior I tme of Exam
Elcrouno nAswr lded r
Applicabte Gode ASME Weld Type Butt
SppNO ppX
OIL SERVICES
Job Ticket
lday welding
I DAY MAGNETICTESTII{G
Customer
Supervisor M. Abd Elaziz
CountrY Manager Moustafa Moham"ed
t#-db
@"*r'?t'*n"'
ffi
3.25,4 mm
Mode Of Metal Transferfor GMAW NO
or weave beads: Orifice or Gas Cup Size: 250 ec PreheatMaintenance: Control: No N/A : Method of Back Gouging o""itl"tion' F Contact tube to work Distance Multiple or single Electrode Brushinq/ NO
SpENO PEX
OIL SERVtrCES
MAGNETTC PARTfCLE EXAMTNATTON REpoRT
2l-3-2013
Elcrouno !As werdeo EI*,o npre-pwHr lpostPWHT
Making MPI on the first passof 9 5/g,'Casing Extension Surface Condltion ExamMethod
it/A-
Bqgl]ng
Other
p"mitJruot
Prepared by:
QG SOPX
I F""*l8f#oT*AdHT'iZ
iesnUePq*S-eFi,
n.nvrcES
l00o/o
Equipmentd
Manrrfa^+t,lol
yoke
dec
n
D
-r_
Galibration'erified V
Cleaner
|YlagnaIIux
Ziroros
I
coating rgment P
Magnaflux Neopaint NpT16 B.S.5044
n qotos
I ype
/Without
Retainers
API sCT N8OWITHAPI 5 CT L8O
Limits > g" pass > '/r"
POSITION:- SG,2G
. No.5/9/10
N/A
Thickness Ra
T Qualified: 1.5mm To 20 mm Weld Metal Thk.: 2T :7"TOUP
Egypt 11371'C-airo'
Heliopolis t6, FaroukAmer St., Sheraton
7000 contact@setnopex'com t Phone: (202)22688080 Fax:+(202)2268 seenopex'com www' seenopex'com Mail : aelemam@
perfect
Batch# Part
sc5_-------ACC (l REJ (l IND Gode
NI No Indications NI
Magneticpart,-"ies Magnaflurx NeocolEt B.SENISO 99341 -2:200{
REMARKS
rr ts Treerrom surface crack Linear Indications LI Crerck Cr
NO See PEX
C,IL SitRVTCES
&
WELDING PROCEDURE SPECIFICATION WPS Applied Code: ASME LX,2OO7,Apl SCT
SMAW TYPE: ManTIaI
NO.: oz-o-ep-wpsri Date:25-3-2012
JOINT DETAILS
SnpNO PEX
OIL SERVICES
-_r
MAGNETIC --T-._- EX PARTICLE
uilenI
(rWI.|U
rION RFPNPT
Date Site Name Location Test Pieceident.
2l-3-20
J
Rig 311
Rig 311
Report # DWG # PAGE#
ExamMethod
EI*ro lpre-pwHT nposrPWHT
Merat I ype Garbon steel
Vloo
lwet
Procedure Re\risitcn &
Mlagnetic f'article (Color)
EIu,",o,. !Fruorescent
Temperature ampient Examined
DATE:21-3-2013i
@*T'if,',,n",
16,FaroukAmerSt.,Sheraton Heliopolis11371, Cairo,Egypt Phone: -' (202) 2268 8080 Iraq Offrce : +9647809173624 &+201065536018 Mail Fax:+ (202) 2268 ,.000 contacr@seenoper{.com
16,FaroukAmer St., Sheraton Heliopolis 11371,Cairo, Egypt Phone:+ Q02) 2268 B0B0 Iraq Offrce : +9647809173624 +201065536018 & Fax:+ (202) 226g 7000 contact@seenope:{.com
!wet
Mlagnetic I'article (Color) Red
EIu,",o,"
nFruorescent
Exቤተ መጻሕፍቲ ባይዱmined
Equipmentd
yoke
dec
I
Dc
Catibration Verified
ZtO tOs
n ao lOs
Neopaint NpT16 B.SENISO9934t-2:2002
N/A Gas Backino: G a s T.r_a i.l.i.noq : _ . . NO
NO
/SFA:
Current or DC: AC Polarity:
Volt ( Ranoe):
DC -DcEp (+ve)
rrn-rar cf,r^r'
of Filler Metal: TradeName:
RI
F'lushCap
INUIGATION
-INDICATION CODE
Rounr Indications led
ffi
i!t
EXAMINER: Eng: MohamedAbd Elaziz
,,M,,2
LEVELII MT
DATE:21-3-20131 DATE:21-3-2013'
Wu,*,il..,rn",
-INDICATION CODE
No Indications NI
It is free from surfacecracf
RoundedIndications RI
Linear Indications LI
Crarck
Cl
EXAMINER: Eng:MohamedAbd Elaziz
REVIEW
DATE:21-3-20i3r