工业控制计算机及其接口技术2
第二章 计算机控制系统的组成
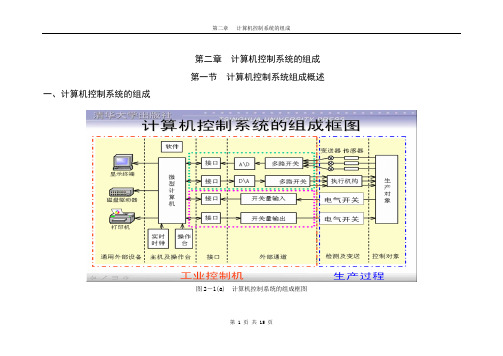
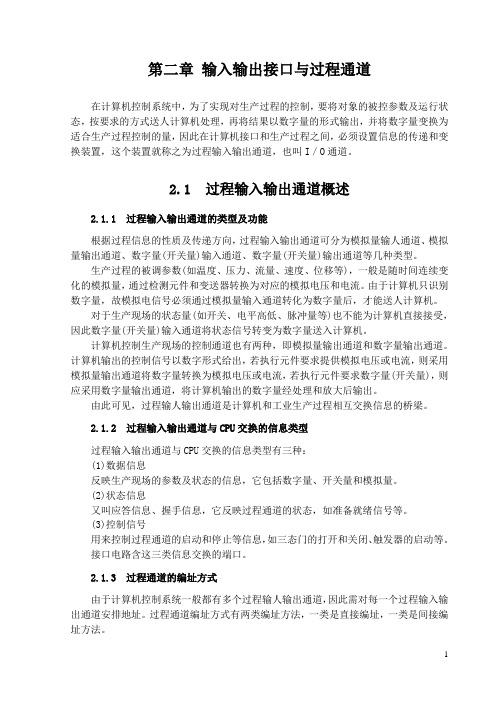
第二章 计算机控制系统的组成第 1 页 共 15 页第二章 计算机控制系统的组成 第一节 计算机控制系统组成概述一、计算机控制系统的组成图2-1(a) 计算机控制系统的组成框图如图2-1(a)所示,计算机控制系统主要由工业控制机和生产过程两大部分组成。
工业控制机是指按生产过程控制的特点和要求而设计的计算机,它包括硬件和软件两部分;生产过程包括被控对象、测量变送、执行机构、电气开关等装置,这些装置有各种类型的标准产品,在设计计算机控制系统时根据需要进行合理选型。
二、工业控制机工业控制机是指按生产过程控制的特点和要求而设计的计算机,它包括硬件和软件两部分。
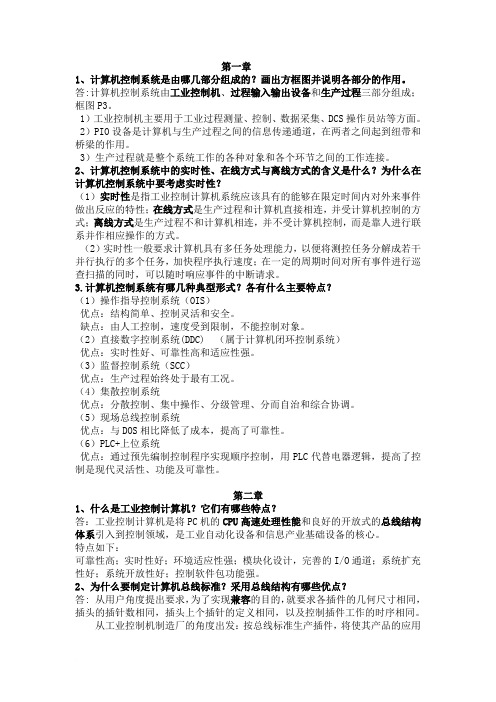
1、工业控制机的硬件组成图2-1(b)工业控制机的硬件组成原理图工业控制机的硬件包括主机板、内部总线和外部总线、人机接口、磁盘系统、通信接口、输入输出通道。
(1)主机板:CPU、RAM、ROM等。
作用:进行数值计算、逻辑判断、数据处理。
(2)内部总线和外部总线内部总线:工业控制机内部各组成部分进行信息传送的公共通道,它是一组信号线的集合。
常用内部总线有IBM PC、PCI总线和STD总线。
外部总线:工业控制机与其它计算机和智能设备进行信息传递的公共通道。
RS—232C、USB和IEEE—488通信总线。
(3)人—机接口:键盘、显示器、打印机。
(4)磁盘系统:软盘和硬盘。
(5)通信接口: 工业控制机和其它计算机或智能外设通信的接口。
常用RS—232C、USB和IEEE—488接口。
(6)系统支持功能①监控定时器(看门狗-Watchdog) ②电源掉电检测③保护重要数据的后备存贮器体 ④实时日历时钟(7) 输入输出通道工业控制机和生产过程之间设置的信号传递和变换的连接通道。
它包括模拟量输入(AI)通道、模拟量输出(AO)通道、数字量(或开关量)输入(DI)通道、数字量(或开关量)输出(DO)通道。
它的作用有两个:其一、是将生产过程的信号变换成主机能够接受和识别的代码;其二、是将主机输出的控制命令和数据,经变换后作为执行机构或电气开关的控制信号。
2023年大学_计算机控制技术第二版(温希东著)课后答案下载

2023年计算机控制技术第二版(温希东著)课后答案下载2023年计算机控制技术第二版(温希东著)课后答案下载本书全面系统地介绍了计算机控制系统的基本组成和在工业控制中的应用技术,并结合实际深入浅出地介绍了几种典型的控制系统和控制技术。
主要内容包括:计算机控制系统概述、开关量输入/输出通道与人机接口、顺序控制与数字控制、模拟量输入/输出通道、PID调节器的数字化实现、计算机控制系统的抗干扰技术及工业控制微型计算机。
为了帮助读者掌握各部分内容,书中每章后面都附有习题。
本书可作为高职高专院校应用电子技术、自动化、机电一体化、电气工程等专业的计算机控制技术课程的教材,也可作为从事计算机控制工作的工程技术人员的参考书。
计算机控制技术第二版(温希东著):内容简介点击此处下载计算机控制技术第二版(温希东著)课后答案计算机控制技术第二版(温希东著):目录第1章计算机控制系统概述 11.1 计算机控制系统的组成 11.1.1 计算机控制系统的硬件组成 31.1.2 计算机控制系统的软件 41.2 工业控制计算机的特点 41.3 微型计算机控制系统的主要结构类型 51.3.1 计算机操作指导控制系统 51.3.2 直接数字控制系统 51.3.3 监督计算机控制系统 61.3.4 集散型控制系统 61.3.5 现场总线控制系统 71.3.6 工业过程计算机集成制造系统 81.4 微型计算机控制系统的发展 91.4.1 计算机控制系统的发展过程 91.4.2 近年来计算机控制系统在我国的发展趋势 9 习题 13第2章开关量输入/输出通道与人机接口 142.1 过程通道的分类 142.2 开关量输入/输出通道 152.2.1 开关量输入/输出通道的一般结构形式 15 2.2.2 开关量输入信号的调理 162.2.3 开关量输出驱动电路 192.2.4 开关量输入/输出通道的设计 21 2.3 人机接口——键盘 222.3.1 非编码键盘 232.3.2 编码键盘 282.4 人机接口——数字显示方法 312.4.1 发光二极管LED显示 312.4.2 LCD显示接口技术 38习题 81第3章顺序控制与数字控制 833.1 顺序控制 833.1.1 顺序控制系统的类型 833.1.2 顺序控制系统的组成 853.1.3 顺序控制系统的应用领域 853.1.4 顺序控制的应用实例 863.2 数字程序控制 883.2.1 数值插补计算方法 883.2.2 逐点比较法直线插补 893.2.3 逐点比较法圆弧插补 943.2.4 步进电机工作原理 993.2.5 步进电机控制系统原理 1013.2.6 步进电机与微型机的接口及程序设计 103 3.2.7 步进电机步数及速度的计算方法 1083.2.8 步进电机的变速控制 109习题 110[1]第4章模拟量输入/输出通道 1124.1 模拟量输入通道 1124.1.1 输入信号的处理 1124.1.2 多路开关 1134.1.3 放大器 1174.1.4 采样保持器(S/H) 1194.1.5 模/数(A/D)转换器及其应用 1204.2 模拟量输出通道 1284.2.1 DAC的工作原理 1284.2.2 多路模拟量输出通道的结构形式 1304.2.3 D/A输出方式 1314.2.4 失电保护和手动/自动无扰动切换 1324.2.5 DAC的主要技术指标 1324.2.6 典型应用例子 133习题 135第5章 PID调节器的数字化实现 1375.1 PID调节器 1385.1.1 PID调节器的优点 1385.1.2 PID调节器的作用 1385.2 数字PID控制器的设计 1415.2.1 PID控制规律的离散化 1425.2.2 PID数字控制器的实现 1435.3 数字PID控制器参数的整定 1455.3.1 采样周期的选择 1455.3.2 PID控制器参数的整定 146习题 150第6章计算机控制系统的抗干扰技术 152 6.1 干扰信号的类型及其传输形式 1526.2 抗干扰技术 1536.2.1 接地技术 1546.2.2 屏蔽技术 1556.2.3 隔离技术 1566.2.4 串模干扰的'抑制 1566.2.5 共模干扰的抑制 1576.2.6 长线传输中的抗干扰问题 157[1] 6.3 电源干扰的抑制 1586.3.1 电源干扰的基本类型 1586.3.2 电源抗干扰的基本方法 1596.4 CPU软件抗干扰技术 1616.4.1 人工复位 1626.4.2 掉电保护 1626.4.3 睡眠抗干扰 1636.4.4 指令冗余 1646.4.5 软件陷阱 1646.4.6 程序运行监视系统(WATCHDOG) 167 6.5 数字信号的软件抗干扰措施 1706.5.1 数字信号的输入方法 1706.5.2 数字信号的输出方法 1716.5.3 数字滤波 172习题 176第7章工业控制微型计算机 1777.1 工业控制计算机的特点 1777.2 总线式工控机的组成结构 1787.3 常用工控总线(STD/VME/IPC工控机) 179 7.3.1 STD总线工控机 1797.3.2 MC6800/MC68000工控机 1797.3.3 IPC总线工控机 1797.4 IPC的主要外部结构形式 1807.4.1 台式IPC 1807.4.2 盘装式IPC 1817.4.3 IPC工作站 1817.4.4 插箱式IPC 1827.4.5 嵌入式IPC 1837.5 IPC总线工控机内部典型构成形式 1847.5.1 工业控制计算机的组成 1847.5.2 工业控制计算机系统的组成 1857.6 IPC总线工业控制计算机常用板卡介绍 186 7.6.1 IPC总线工业控制计算机的概念 1867.6.2 工业控制计算机I/O接口信号板卡 187 习题 192附录 ST7920GB中文字型码表 193参考文献 198。
常用的工业控制计算机总线
(6) 技术综合性要求高
工业控制计算机应用是系统工程问题。除了要解决计 算机的基本部分以外,还需要解决它如何与被测控对象的 接口,如何适应复杂的工业环境,如何与工艺过程与企业 管理相结合等一系列问题。
以上是工业控制计算机和其它类型计算机相比的区别
5.1.2 微型计算机系统总线的概念
总线:微型计算机系统中信号线的集合,是一种传送规定 信息的公共通道,有时亦称数据公路,通过它可以把各种 数据和命令传送到各自要去的地方。 在微型计算机系统中广泛采用三总线的结构形式 数据总线、地址总线和控制总线。
为了和 Intel 80286等高性能16位微处理器兼容, IBM公司在 PC总线基础上增加了一个36个引脚的 AT扩展插座而形成16位的AT总线,IBM/AT及其 兼容机机箱中,通常在母板上分别设置几个AT插 槽和PC插槽,这种结构也称之为IBM公司的ISA (Industrial Standard Architecture)结构,即工业标准 结构。
4 CompactPCI 工业控制计算机
第五章 工业控制计算机及其接口技术
5.1 概述 5.1.1 工业控制计算机的概念与特点
机电一体化系统中的计算机软、硬件占着相当重要的地位,它往往代表着系统 的先进性和智能特征。因而,把机电一体化系统中的微机软、硬件称之为智能组成 要素。一般微型机往往在实验室、办公室或在家庭中使用,而机电一体化系统中的 微型机通常在条件不比较恶劣的条件下使用,必须采用工业控制机或按工业环境要 求设计的微型机、其要求是可靠性高、抗干扰能力强、环境适应能力好。
1. 工业控制计算机的概念
一般的把适合于工业环境使用的微型计算机系统称之为工业控制计算机。一 般也叫IPC[Industry Personal Computer]。严格说来,所谓工业控制计算机,是指那 些满足下述条件的计算机系统: · 能够提供各种数据采集和控制功能。 · 能够和工业对象的传感器、执行机构直接接口。 · 能够在苛刻的工业环境下可靠运行。
计算机控制及接口技术

第五章计算机控制及接口技术机电一体化系统中的计算机软、硬件占着相当重要的地位,它代表着系统的先进性和智能特性。
计算机以其运算速度快,可靠性高,价格便宜,被广泛地应用于工业、农业、国防以及日常生活的各个领域。
计算机用于机电一体化系统或工业控制是近年来发展非常迅速的领域。
例如,卫星跟踪天线的控制、电气传动装置的控制、数控机床、工业机器人的运动、力控系统、飞机、大型油轮的自动驾驶仪等等。
现在,当你走进一个自动化生产车间,将会看到许多常规的控制仪表和调节器已经被计算机所取代,计算机正在不断地监视整个生产过程,对生产中的各种参数,如温度、压力、流量、液位、转速和成分等进行采样,迅速进行复杂的数据处理、打印和显示生产工艺过程的统计数字和参数,并发出各种控制命令。
第一节概述一、计算机控制系统的组成将模拟式自动控制系统中的控制器的功能用计算机来实现,就组成了一个典型的计算机控制系统,如图5-1所示。
因此,简单地说,计算机控制系统就是采用计算机来实现的工业自动控制系统。
图5-1 计算机控制系统基本框图在控制系统中引入计算机,可以充分利用计算机的运算、逻辑判断和记忆等功能完成多种控制任务。
在系统中,由于计算机只能处理数字信号,因而给定值和反馈量要先经过A/D转换器将其转换为数字量,才能输入计算机。
当计算机接收了给定量和反馈量后,依照偏差值,按某种控制规律进行运算(如PID运算),计算结果(数字信号)再经过D/A转换器,将数字信号转换成模拟控制信号输出到执行机构,便完成了对系统的控制作用。
典型的机电一体化控制系统结构可用图5-2来示意,它可分为硬件和软件两大部分。
硬件是指计算机本身及其外围设备,一般包括中央处理器、内存储器、磁盘驱动器、各种接口电路、以A/D转换和D/A转换为核心的模拟量I/O通道、数字量I/O通道以及各种显示、记录设备、运行操作台等。
(1)由中央处理器、时钟电路、内存储器构成的计算机主机是组成计算机控制系统的核心部件,主要进行数据采集、数据处理、逻辑判断、控制量计算、越限报警等,通过接口电路向系统发出各种控制命令,指挥全系统有条不紊地协调工作。
计算机控制技术 第2章 工业控制计算机简介

(2) 元器件筛选 除进行一般静态与动态技术指标的测试外, 需进行高温老化与高低温冲击试验,以剔除早期 失效的器件。
(3) 接插件和各种开关采用双触点结构,并对其表面 进行镍打底镀金处理。 (4) 安装工艺 当前的发展趋势是采用多层印制电路板高密度 表面安装技术,减少印制电路板面积和提高抗干 扰性能,以减少外引线数目和长度。
27
6. 现场控制站的可靠性与可维护性
在DCS中,现场控制站是直接与生产过程相联系 的单元,因此对它提出了最高的可靠性要求。目前平 均无故障工作时间(MTBF) ≥10万小时,而平均修复时 间(MTTR)≤10分钟,为保证这么高的可靠性指标, 所采取的技术措施有以下几个方面: (1) 元器件选用 采用低额定值的原则,即将功率额定值与使用 温度的额定值分别控制在其标准额定值的50%和75 %以内。另外,尽量选用CMOS电路与专用集成电 路(ASIC),能显著降低功耗与减少外引线,大大提 高可靠性。
2
②实时性好: 工控机对生产过程进行实时控制与监测,因此要 求它必须实时地响应控制对象各种参数的变化。当过 程参数出现偏差或故障时,工控机能及时响应,并能 实时地进行报警和处理。为此工控机需配有实时多任 务操作系统(RTOS)。
实时性是指工业控制计算机系统应该具有的能够 在限定的时间内对外来事件做出反应的特性。 主要考虑两个要素: 一是根据生产过程出现的事件能够保持多长的时间; 二是该事件要求计算机在多长的时间以内必须做出反 应,否则,将对生产过程造成影响甚至造成损害。
23
6)信号调理板 在DCS系统中,输入信号中存在各种微弱信 号或强电信号,它们是不能直接输入I/O功能模 板上的,必须先将其转化为0~5V或4~20mA的标 准信号,这项工作就是由信号调理板 来完成。 这些信号调理功能包括: 信号放大 隔离 多路复用 滤波 传感器激励 同步采样与保持
本科专业认证《接口技术》课程教学大纲
《接口技术》课程教学大纲(Interface Technology )编写单位:计算机与通信工程学院计算机科学与技术系编写时间:2021年7月《接口技术》教学大纲一、基本信息课程名称:接口技术英文名称:Interface Technology课程类别:专业教育课程课程性质:必修课课程编号:0812000686学分/学时: 2总学时:32 其中,讲授 32学时,实验0学时,上机 0学时,实训 0学时适用专业:计算机科学与技术专业、计算机科学与技术专业卓越工程师先修课程:程序设计、算法与数据结构(一),程序设计、算法与数据结构(二),程序设计、算法与数据结构(三),计算机电路基础,数字电路与逻辑设计,汇编语言,计算机组成原理后继课程:软件项目管理、专业实习、专业方向综合实训、毕业实习、毕业设计二、课程简介《接口技术》课程是计算机科学与技术专业本科生的一门专业技术基础课程。
《接口技术》课程以微机为主线,介绍接口的有关基本概念和常用接口芯片的使用方法,其内容与工程实际紧密联系,实用性强。
本课程不仅为学生学习有关硬件类专业课程提供必要的接口理论知识,也为从事相关专业技术工作、科学研究工作及管理工作提供重要的理论基础。
要求学生学完本课程后能掌握I/O 端口地址译码技术、DMA技术、中断技术、存储器接口、并行接口、串行接口、人机交互设备接口、A/D与D/A转换器接口的原理与应用,能进行基本的接口电路设计。
三、教学目标1、课程思政教学目标:通过本课程的学习,使学生充分了解接口技术的国内外现状,重点了解计算机接口技术我国目前所处的劣势,美国对中国高科技领域的各种制裁和打压,激发学生的爱国情怀和使命担当,树立为计算机事业奋斗以及实现中华民族百年复兴梦的人生目标,从而实现科技强国的伟大目标。
熟悉本领域国内外企业的发展现状及领先世界的技术和产品。
通过课程思政教学,培养爱国、爱党、爱人民、具有良好的职业道德和高度职业责任感的专业人才。
(完整版)计算机控制技术第二章习题答案整理及详解(.04.26修改版SK)
be i ng 第2章 习题参考答案1.什么是接口、接口技术和过程通道?答:接口是计算机与外设交换信息的桥梁,包括输入接口和输出接口。
接口技术是研究计算机与外部设备之间如何减缓信息的技术。
过程通道是计算机与生产过程之间的信息传送和转换的连接通道。
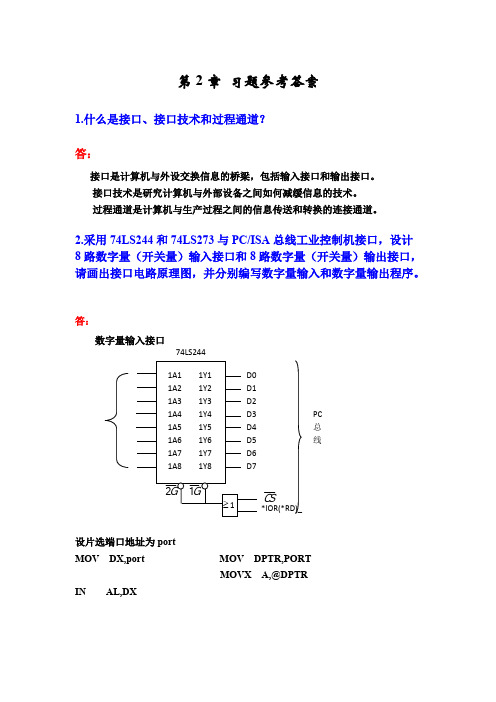
2.采用74LS244和74LS273与PC/ISA 总线工业控制机接口,设计8路数字量(开关量)输入接口和8路数字量(开关量)输出接口,请画出接口电路原理图,并分别编写数字量输入和数字量输出程序。
答:数字量输入接口设片选端口地址为port MOV DX,portMOV DPTR,PORTMOVX A,@DPTRINAL,DX74LS244PC 总线*IOR(*RD)_数字量输出接口MOV AL,DATA MOV A,DATAMOV DX ,port MOV DPTR,PORT OUTDX,ALMOVX @DPTR,A3.用8位A/D 转换器ADC0809与8051单片机实现8路模拟量采集。
请画出接口原理图,并设计出8路模拟量的数据采集程序。
输出信号PC 总线(*WR)程序:ORG 0000HMOV R0,#30H ;数据区起始地址存在R0MOV R6,#08H ;通道数送R6MOV IE,#84H ;开中断SETB IT1 ;外中断请求信号为下跳沿触发方式MOV R1,#0F0H ;送端口地址到R1NEXT:MOVX @R1,A ;启动A/D转换LOOP:SJMP LOOPINC R0INC R1DJNZ R6,NEXT ;8路采样未接受,则转NEXTCLR EX1 ;8路采样结束,关中断END中断服务程序:ORG 0003H ;外中断1的入口地址AJMP 1000H ;转中断服务程序入口地址ORG 1000HMOVX A,@R1 ;读入A/D转换数据MOV @R0,A ;将转换的数据存入数据区RETI ;中断返回ORG 0000HMOV R1,#30HMOV R2,#0F0HA1: MOV DPTR, R2MOVX @DPTR, ALOOP: JNB P3.2 , LOOPMOVX A, @DPTRMOV @R1,AINC R2INC R1CJNE R2, 0F7H, A1END4.用12位A/D 转换器AD574与PC/ISA 总线工业控制机接口,实现模拟量采集。
二章节微型计算机接口技术-精选

;D/A转换
算 机
INC A
;转换值增量
接
NOP ;延时
口
技
NOP
术
NOP
SJMP LOOP
END
三角波程序:
ORG 0100H
第
CLR A
二
MOV DPTR,#7FFFH
章
DOWN:
MOVX DPTR,A
;线性下降段
微
型
INC A
计
JNZ DOWN
算 机
MOV A,#0FEH ;置上升阶段初值
接
~ P0.0 P0.7
ALE
. WR1
ILE
+5V
锁
WR2 译 FFH XFER
Vcc
. VREF
2R
存
码 FEH CS
Rf
. 2R
器
器
Iou1t
_
. Iou2t
AO1 +
DI0~DI7
.R
._
AO2 +
.
Vout
算
EA
DAC0832
机
接
口
技
术
图2-11 DAC0832的双缓冲方式接口
例2.2 DAC0832用作波形发生器。试根据图2-
第
二
1. 单极性输出
章
微
2. 双极性输出
型
计
算
机
接
口
技
术
1. 单极性输出
第 二
章 在需要单极性输出的情况下,可以采用图2-6所示接线。
微
.
型
DAC0832
计
VREF
算
Rf
工业控制计算机

工业控制计算机工业控制计算机是指在工业控制领域中使用的计算机设备,也称为工业计算机。
它是一个功能强大的计算机系统,专门用于控制和管理工业生产过程,具有高可靠性、高安全性和高稳定性等特点。
一、工业控制计算机的组成工业控制计算机由计算机主机、外部输入输出设备、操作系统和应用软件组成。
1、计算机主机计算机主机是工业控制计算机的核心部件,它包括主板、CPU、内存、硬盘、电源、接口卡等组件。
计算机主机采用工业级的设计标准,在工业环境下具有高可靠性和高稳定性。
2、外部输入输出设备外部输入输出设备是工业控制计算机与周边设备进行数据交互的重要组成部分。
输入设备主要包括键盘、鼠标和触摸屏等,输出设备主要包括显示器、打印机和声音设备等。
3、操作系统工业控制计算机一般采用专门的工业操作系统,如Windows embedded、Linux、VxWorks等。
这些操作系统具有高度的可定制性、可靠性和安全性,适合于工业环境的应用。
4、应用软件工业控制计算机根据不同的应用需求安装不同的应用软件,如PLC编程软件、SCADA软件、HMI软件等,这些软件可以根据需求进行自定义开发,以满足工业生产需求。
二、工业控制计算机的应用领域工业控制计算机广泛应用于各种工业控制领域,包括生产线自动化、机床控制、仓储物流、航空航天、半导体生产等。
工业控制计算机可以实现生产过程的监控、调度、控制和管理,从而提高生产效率、质量和安全性。
三、工业控制计算机的优点1、高可靠性:工业控制计算机采用工业级的设计标准,在工业环境下具有高可靠性和高稳定性。
2、高稳定性:工业控制计算机采用专门的工业操作系统,具有高度的可定制性、可靠性和安全性,能够确保稳定运行。
3、高安全性:工业控制计算机采用定制的硬件和软件,可以有效保护系统的安全,防止系统遭受攻击和破坏。
4、高性能:工业控制计算机采用优秀的处理器和存储设备,可以快速地完成各种复杂的工业控制任务。
5、可定制性:工业控制计算机具有高度的可定制性,可以根据不同的应用需求进行自定义开发,以满足各种工业生产需求。
PLC2

图2-14 PLC的等效工作电路
2. 可编程序控制器的工作过程
小型PLC的工作过程有两个显著特点:周期性顺序 扫描和集中批处理。 PLC上电后,就在系统程序的监控下,周而复始 地按固定顺序对系统内部的各种任务进行查询、 判断和执行,这个过程实质上是一个不断循环的 顺序扫描过程。 PLC的工作过程(周期性扫描过程)分为4个扫描 阶段。
数字量输入部件及接口
来自现场的主令元件、检测元件的信号经输入接口 进入到PLC。指令元件的信号是指由用户在控制键 盘(或控制台、操作台)上发出的控制信号(如开机、 关机、转换、调整、急停等信号)。检测元件的信号 是指用检测元件(如各种传感器、继电器的接点,限 位开关、行程开关等元件的触点)对生产过程中的参 数(如:压力、流量、温度、速度、位置、行程、电 流、电压等)进行检测时产生的信号。这些信号有的 是开关(或数字量)量,有的是模拟量,有的是直流 信号,有的是交流信号,要根据输入信号的类型选 择合适的输入接口。
1.PLC控制系统的等效工作电路 1.PLC控制系统的等效工作电路
PLC控制系统的等效工作电路可分为3部 分,即输入部分、内部控制电路和输出 部分。 输入部分就是采集输入信号,输出部分 就是系统的执行器件。这两部分与继电 器控制电路相同。内部控制电路是通过 编程方法实现的控制逻辑,用软件编程 代替继电器电路的功能。
图2-15 小型PLC的工作过程流程图
1)公共处理扫描阶段 公共处理包括PLC自检、执行来自外设命令、对 警戒时钟又称监视定时器或看门狗定时器WDT (Watch Dog Timer)清零等。 2)输入采用扫描阶段 这是第一个集中批处理过程。在当前的扫描周期 内,用户程序依据的输入信号的状态(ON或 OFF),均从输入映像寄存器中去读取,而不管 此时外部输入信号的状态是否变化。即使此时外 部输入信号的状态发生了变化,也只能在下一个 扫描周期的输入采样阶段去读取。
微型计算机及接口技术

微型计算机及接口技术1. 引言微型计算机及其接口技术是现代计算机技术发展的重要组成部分。
随着计算机的发展和普及,微型计算机已经成为了现代社会不可或缺的工具。
本文将介绍微型计算机及其接口技术的定义、发展历程、应用领域以及相关标准。
2. 微型计算机的定义与发展历程2.1 定义微型计算机是指个人电脑(PC),通常由中央处理器(CPU)、内存、硬盘、显示器、键盘、鼠标等组成。
它具备独立运行程序的能力,可以实现各种文本处理、图形处理、数据处理等应用。
2.2 发展历程微型计算机的发展可以追溯到20世纪70年代末和80年代初。
那个时候,计算机装置庞大而昂贵,只有大型企业和政府机构才能负担得起。
随着集成电路技术的发展和成本的不断降低,微型计算机逐渐普及起来。
1975年,美国的微软公司发布了第一款个人电脑微软Altair 8800。
1981年,IBM公司发布了第一台IBM PC,引爆了个人电脑革命。
自此之后,微型计算机的发展进程取得了巨大的进步,性能不断提升,体积不断缩小,价格也越来越实惠。
3. 微型计算机接口技术微型计算机接口技术是指用于与计算机进行交互的各种接口标准和技术。
接口技术的发展为微型计算机的应用提供了更多的可能性,使得计算机可以与外部设备进行连接和通信。
3.1 串行接口技术串行接口技术常用于计算机和外部设备之间的数据传输。
常见的串行接口包括RS-232、RS-422和RS-485等。
这些接口可以实现低速率的数据传输,适用于连接打印机、调制解调器、条码扫描器等外部设备。
3.2 并行接口技术并行接口技术适用于高速数据传输,常用于连接计算机与外部设备之间的数据传输。
常见的并行接口有IEEE 1284(打印机接口)、SCSI(小型计算机系统接口)等。
并行接口技术可以实现高速数据传输,适用于连接硬盘驱动器、光驱等设备。
3.3 USB接口技术USB(通用串行总线)是一种常用的计算机接口技术,它可以连接计算机和各种外部设备。
工业控制网络技术第二章课后答案

工业控制网络技术第二章课后答案本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March第二章计算机网络基础1、试述数据与信息的区别与联系,并对生活中的数据与信息进行举例。
答:信息是物质、事务、现象及属性、状态、关系标记的集合,可以采用数值、文字、图形、声音以及动画等进行描述;而数据是对信息的表达及加工。
简单地说,数据时信息的表达形式,信息是数据的内容。
例如一个工厂每天的用电量是信息,而将一段时间的用电量信息组合在一起,变成表格就是数据了。
2、试比较并行传输和串行传输的优缺点。
答:并行传输的优点是传输速率高,但发送端与接受端之间有若干条线路,所以缺点是费用高,仅适用于近距离和高速率通信。
串行传输的优点是收、发双方只需要一条传输信道,易于实现,成本低,但其缺点是传输速率低。
3、说明数据交换技术的类型并比较。
答:数据交换技术主要有电路交换、报文交换、分组交换三种类型。
电路交换是一种直接的交换方式,传输延迟小,一旦线路建立,便不会发生冲突,其缺点是呼叫建立时间长、存在呼损、信道利用率低。
报文交换属于存储交换,其特点是节点之间通信不需要专用通道,时延小,数据传输高效、可靠,但不适于交互式通信。
分组交换技术是报文交换技术的改进。
其工作原理与报文交换相同,能保证任何用户都不长时间独占某传输线路,减少了传输延迟,提供一定程度的差错检测和代码转换能力,因而非常适合于交互式通信。
4、网络的传输介质主要有哪些?试按传输速度排列顺序。
答:网络的传输介质主要有同轴电缆、双绞线、光纤、无线介质。
按传输速度排列为同轴电缆、双绞线、光纤、无线介质。
5、简述OSI 7层模型的结构和每一层的作用。
答:OSI 7层模型的结构每一层次向上一层提供服务,向下一层请求服务,每一层的功能相对独立,在相互通信的两台计算机的同一层间具有互相操作功能。
第一层:物理层,其功能是与物理信道相连,起到数据链路层和传输媒体之间的逻辑接口作用,提供建立、维护和释放物理连接的方法,实现在物理信道上进行比特流传输。
7.2 计算机控制接口技术
• 2.状态信息 • 状态信息是外围设备通过接口向CPU提供的反映外围设 备所处的工作状态的信息,可作为两者交换信息的联 络信号。 • 3.控制信息 • 控制信息是CPU通过接口传送给外围设备的信息。
7.2.3计算机和外部的通信方式
• 计算机和外部交换信息又称为通信(communication) ,按数据传送方式可分为并行通信和串行通信两种基本
7.2.2 I/O信号的种类
• 在微机控制系统或微机系统中,主机和外围设备间所交 换的信息通常分为数据信息、状态信息和控制信息三类 。 • 1.数据信息 • 数据信息是主机和外围设备交换的基本信息,通常是8位 或16 位的数据,它可以用并行格式传送,也可以用串行
格式传送。数据信息又可以分为数字量、模拟量、开关
图7-5 无条件传送方式I/O接口的电路原理图
(2)查询式I/O方式。 • 查询式 I/O 方式也称为条件传送方式。按查询式 I/O 方 式传送信息时, CPU 和外围设备的 I/O 接口除需设置数 据端口外,还要有状态端口。查询式I/O接口电路的原
理框图如图7-6所示。
图7-6 查询式I/O方式接口电路的原理框图
2.
I/O接口与存储器统一编址方式
• 统一编址方式不区分存储器地址空间和I/O接口地址空间 ,它把所有的I/O接口的端口都当作是存储器的一个单元 对待,每个接口芯片都安排一个或几个与存储器统一编 号的地址号;也不设专门的输入/输出指令,所有传送和 访问存储器的指令都可用来对 I/O 接口操作。 M6800 和 6502微处理器以及Intel51系列的51、96系列单片机都采 用I/O接口与存储器统一编址方式。 • 两种编址方式有各自的优缺点。 • I/O接口的编址方式是由所选定的微处理器决定的,接口 设计时应按所选定的处理器规定的编址方式来设计I/O接 口地址译码器。
计算机控制技术第二章
第二章输入输出接口与过程通道在计算机控制系统中,为了实现对生产过程的控制,要将对象的被控参数及运行状态,按要求的方式送人计算机处理,再将结果以数字量的形式输出,并将数字量变换为适合生产过程控制的量,因此在计算机接口和生产过程之间,必须设置信息的传递和变换装置,这个装置就称之为过程输入输出通道,也叫I/O通道。
2.1 过程输入输出通道概述2.1.1 过程输入输出通道的类型及功能根据过程信息的性质及传递方向,过程输入输出通道可分为模拟量输人通道、模拟量输出通道、数字量(开关量)输入通道、数字量(开关量)输出通道等几种类型。
生产过程的被调参数(如温度、压力、流量、速度、位移等),一般是随时间连续变化的模拟量,通过检测元件和变送器转换为对应的模拟电压和电流。
由于计算机只识别数字量,故模拟电信号必须通过模拟量输入通道转化为数字量后,才能送人计算机。
对于生产现场的状态量(如开关、电平高低、脉冲量等)也不能为计算机直接接受,因此数字量(开关量)输入通道将状态信号转变为数字量送入计算机。
计算机控制生产现场的控制通道也有两种,即模拟量输出通道和数字量输出通道。
计算机输出的控制信号以数字形式给出,若执行元件要求提供模拟电压或电流,则采用模拟量输出通道将数字量转换为模拟电压或电流,若执行元件要求数字量(开关量),则应采用数字量输出通道,将计算机输出的数字量经处理和放大后输出。
由此可见,过程输人输出通道是计算机和工业生产过程相互交换信息的桥梁。
2.1.2 过程输入输出通道与CPU交换的信息类型过程输入输出通道与CPU交换的信息类型有三种:(1)数据信息反映生产现场的参数及状态的信息,它包括数字量、开关量和模拟量。
(2)状态信息又叫应答信息、握手信息,它反映过程通道的状态,如准备就绪信号等。
(3)控制信号用来控制过程通道的启动和停止等信息,如三态门的打开和关闭、触发器的启动等。
接口电路含这三类信息交换的端口。
2.1.3 过程通道的编址方式由于计算机控制系统一般都有多个过程输人输出通道,因此需对每一个过程输入输出通道安排地址。
计算机控制技术(第2版)部分课后题答案
第一章1、计算机控制系统是由哪几部分组成的?画出方框图并说明各部分的作用。
答:计算机控制系统由工业控制机、过程输入输出设备和生产过程三部分组成;框图P3。
1)工业控制机主要用于工业过程测量、控制、数据采集、DCS操作员站等方面。
2)PIO设备是计算机与生产过程之间的信息传递通道,在两者之间起到纽带和桥梁的作用。
3)生产过程就是整个系统工作的各种对象和各个环节之间的工作连接。
2、计算机控制系统中的实时性、在线方式与离线方式的含义是什么?为什么在计算机控制系统中要考虑实时性?(1)实时性是指工业控制计算机系统应该具有的能够在限定时间内对外来事件做出反应的特性;在线方式是生产过程和计算机直接相连,并受计算机控制的方式;离线方式是生产过程不和计算机相连,并不受计算机控制,而是靠人进行联系并作相应操作的方式。
(2)实时性一般要求计算机具有多任务处理能力,以便将测控任务分解成若干并行执行的多个任务,加快程序执行速度;在一定的周期时间对所有事件进行巡查扫描的同时,可以随时响应事件的中断请求。
3.计算机控制系统有哪几种典型形式?各有什么主要特点?(1)操作指导控制系统(OIS)优点:结构简单、控制灵活和安全。
缺点:由人工控制,速度受到限制,不能控制对象。
(2)直接数字控制系统(DDC) (属于计算机闭环控制系统)优点:实时性好、可靠性高和适应性强。
(3)监督控制系统(SCC)优点:生产过程始终处于最有工况。
(4)集散控制系统优点:分散控制、集中操作、分级管理、分而自治和综合协调。
(5)现场总线控制系统优点:与DOS相比降低了成本,提高了可靠性。
(6)PLC+上位系统优点:通过预先编制控制程序实现顺序控制,用PLC代替电器逻辑,提高了控制是现代灵活性、功能及可靠性。
第二章1、什么是工业控制计算机?它们有哪些特点?答:工业控制计算机是将PC机的CPU高速处理性能和良好的开放式的总线结构体系引入到控制领域,是工业自动化设备和信息产业基础设备的核心。
《工业控制计算机》PPT课件

全长主板(PCI)
ppt课件
23
工业控制计算机的主板
半长主板(Advantech PCI-7020)
ppt课件
24
第三章 工业控制计算机
概述 工业控制计算机的组成及特点 工业控制计算机的主板 工业控制计算机的接口 工业组态软件 基于工控机的控制系统应用
ppt课件
25
工业控制计算机的接口
▪ 模拟量输入/输出(AI/AO) ▪ 数字量输入/输出(DI/DO) ▪ 计数/定时(C/T,Counter/Timer) ▪ 多功能(AI、AO、DI、DO、 Counter、Timer) ▪ 运动控制(Motion) ▪ 通信(Communication) ▪ 其他
第三章 工业控制计算机
概述
工业控制计算机的组成及特点
工业控制计算机的概念及特点
工业控制计算机的组成
工业控制计算机的总线结构
基于工业控制计算机的机电一体化系统
工业控制计算机的主板
工业控制计算机的接口
工业组态软件
基于工控机的控制系统应用
ppt课件
9
工业控制计算机的概念及特点
▪ 概念
• 简称工控机(IPC,Industrial Personal Computer),主 要用于工业过程测量、控制、数据采集等工作。以工控 机为核心的测量和控制系统,处理来自工业系统的输入 信号,再根据控制要求将处理结果输出到执行机构,去 控制生产过程,同时对生产进行监督和管理。
PCI-1780 + PCL-10168 + ADAM-3968
ppt课件
30
多功能(AI、AO、DI、DO、 Counter、Timer)
多功能数据采集卡(Advantech PCI-1716)
05第五章 机电一体化系统设计 工业控制计算机及其接口技术

第五章 工业控制计算机及其接口技术
• 2. 拨盘输入接口
拨盘内部有一可转动圆盘, 具有“0~9”十个位置,可以通 过前面两个“+、-”按钮进行位 置选择,对应每个位置,前面 窗口有数字提示,拨盘后面有 五根引出线,分别定义为 A、 1、2、4、8。当拨盘在不同位 置时,1、2、4、8线的通断关 系如下表所示。
第五章 工业控制计算机及其接口技术
• 软件消抖是在检测到开关状态后,延时一段时 间再进行检测,若两次检测到的开关状态相同 则认为有效。延时时间应大于抖动时间。 • 硬件消抖常采用下图所示电路。
第五章 工业控制计算机及其接口技术
• 2. 拨盘输入接口
(1).BCD 码拨盘结构 拨盘种类很多,作为人机 接口使用最方便的是十进制 输入、BCD码输出的BCD码 拨盘,其结构如右图所示。
第五章 工业控制计算机及其接口技术
二、信息采集接口
1.常用数据采集的结构形式 2.常用的A/D转换器
第五章 工业控制计算机及其接口技术
二、信息采集接口
1.常用数据采集的结构形式
ห้องสมุดไป่ตู้
多路A/D通道。每个信号源检测的信号都有各自独立的 采集通道,该结构形式使用了较多数量的采样-保持器、 A/D转换器,成本高,但转换速度高。
输入接口 • 1. 开关输入接口 • 对于一些二值型控制命 令和参数,常采用简单的 开关作为输入设备。
第五章 工业控制计算机及其接口技术
• 控制微机通过 I/O 口或扩展 I/O 口对开关点电位 进行检测,从而判断开关的状态。由于这类开关 都是机械开关,机械触点的弹性作用使开关在闭 合及断开瞬间产生抖动,造成开关点点电位产生 一系列脉冲,电压抖动时间的长短,与机械特性 有关,一般为 5~10ms。按钮的稳定闭合期由 操作员的按键动作决定,一般在几百微秒至几秒 之间。所以,在进行接口设计时需要采取软件或 硬件措施进行消抖处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(4) 喇叭声级 检测汽车喇叭声音的大小,采用声级计检测;
– 90~115dB(A)
(5) 侧滑量检测 检测汽车前轮的侧滑量大小,采用侧滑试验 台检测.
(6) 汽车轴重与总重量测试 检测汽车各轴轴重与总重量,为制动力检测作准备, 使用轴重测试仪测量,每次测量一个轴的重量.
(7) 制动力检测 检测汽车各个车轮的制动力和手制动力,判定 汽车制动性能是否合格,使用制动试验台测试,每 次测量一个轴上的两个车轮的制动力.
信号的调理:将模拟信号转换成数字信号,首先要对 传感器信号进行预处理, 使各传感器信号转换为统一的 0~+5V的模拟量. 信号传输过程中会叠加干扰信号, 采用模拟滤波和数字 滤波相结合的方法消除干扰, 模拟滤波主要滤掉50Hz的交 流干扰, 数字滤波则消除尖峰干扰,使过程曲线平滑,采用 防脉冲干扰复合滤波法 .
A/D转换结果高四位寄存器(板基地址+2,读)
X:不用 AD11~AD8,A/D转换结果高四位
3. A/D完成位寄存器(板基地址+5,读)
4 . D/A输出寄存器
5. 板内地址分配
(3) 编程方法举例 1. A/D编程
下面C语言例程为软件触发A/D和软件查询方式完成A/D转换功能,模拟输入 范围为±5V增益为1. #include<dos.h> #include<conio.h> #include<stdio.h> void main(void) {
HY-6160数字量输入 HY-6160数字量输入/输出模板 数字量输入/
2 技术指标: 技术指标: 数字量输入通道数:32路 数字量输入组数:4组(8Bit/组) 数字量输出通道数:32路 数字量输出组数:4组(8Bit/组) 输入/输出信号电平范围:TTL电平兼容 输入低电平 VIL<=0.8V (最大值) 输入高电平 VIH>=2.0V (最小值) 输出低电平 VOL<=0.4V (最大值) 输出高电平 VOH>=2.4V (最小值) 输出高电平电流:IOH=400mA (最大值) 输出低电平电流:IOL=8mA (最小值) 中断申请信号通道数:1路 中断优先级:IRQ2或IRQ3 中断申请信号有效电平:TTL电平兼容 中断允许信号通道数:1路 中断允许信号有效电平: TTL电平兼容, 低电平有效
4. 检测指示装置 为了给试车员提供指示,检测线用高亮度
LED发光块组成显示灯牌,指挥司机的操作并实时 显示检测数据.LED显示牌采用8031单片机控制, 为了加快实时显示速度,命令及数字字模都固化在 EPROM中. LED显示牌由RS-232口接收主机发 出的命令代码. 通常采用2~3块显示牌.
采用3台工业控制计算机,每台计算机配有 10/100M的网卡,采用总线型或星形拓扑结构将三台 计算机联网.三台计算机编号为1#,2#,3#,分别 完成对应的3个功能区的工作.
2 数据采集系统 数据采集是保证检测数据准确性的关键. 信号从各传感器直接引出,这样可增加系统的可靠性,
即使设备其他部分发生故障,系统也不致停顿.2#,3#控 制工作站扩展槽各插有一块具有12位A/D的模拟量接口模 板;
局域网(以太网) 打印机 3#机 A/D卡 I/O卡 LED显示牌 2#机 A/D卡 I/O卡 RS-232C LED显示牌
1#机
信号调理箱
信号调理箱
制 动 试 验 台 台 验 试 重
轴 滑 试 验 台
侧 级 计
声 灯 光 测 试 仪
排 放 速 测 试 仪 台 试 验 表
车
(3) 软件设计 1. 系统软件配置 操作系统采用Windows操作系统,数据库一般采用
3. 车辆位置与检测设备的监测和控制
在自动检测线中,车辆位置与检测设备的监测和控制 是保证自动检测线按正确逻辑运作的关键. 监测汽车在检测线上位置的传感器采用用高质量远 红外光电开关;根据各个光电传感器的输出状态判断车辆 的位置. 控制车速表试验台和制动试验台举升器升降及电机 起停,采用开关量输出信号,通过控制继电器和交流接触器 来实现控制,开关量的输入输出由插在2#和3#计算机扩展 槽内的数字量输入输出接口卡提供.
/*板基地址=640*/
/*切换输入通道并触发A/D*/ /*查询A/D完成位*/ /*读A/D结果*/ /*将A/D结果转换成 /*打印结果*/
}
}
– printf("\n\n"); – getch();
2. D/A编程
5.3.3 数字量输入/输出模板
1 HY-6160数字量输入 输出模板 数字量输入/输出模板 数字量输入 HY-6160板是IBM-PC XT/AT总线兼容的数 字量输入/输出板.该板可以直接插入到IBM-PC XT/AT总线兼容机内的任一总线扩展槽中使用. HY-6160板为用户提供了32个数字量输入通 道,32个数字量输出通道和一个外部事件中断通 道.每8个输入或输出通道为一组,每组通道占用 一个I/O地址.每个通道输出的信号与TTL电平兼 容. 中断申请信号为TTL电平.数字量输出通道 上电清零.
2. 汽车安全性能检测的项目
(1) 汽车尾气排放量检测 检测汽车尾气中有毒物质的排放浓度,使用 排放分析仪检测;通常汽油车检测 CO和HC的 含量,柴油车检测烟度.
(2) 车速表精度检测 检测汽车车速表指示精度,使用车速表试验台 检测;
(3) 前照灯性能检测 检测汽车前照灯亮度,光 轴偏移角等参数,通常使用自 动式汽车前照灯测试仪检测, 分左右灯检测;
3 技术指标
定时器/计数器部分 外部时钟输入频率: 0-2MHz 定时/计数器输出脉冲频率:0.001Hz-1Mhz 占空比:0-100% 定时/计数器信号输入电平特性: 高电平: VIH.>=2.0V 高电平电流: IIH<=20mA 低电平: VIL<=0.8V 低电平电流: IIL>=20mA 定时/计数器信号输出电平特性: 高电平: VOH>=2.4V 高电平电流:IOH<=400mA 低电平: VOL<=0.4V 低电平电流:IOL>=2.0mA IOL>=2.0mA 数字量部分 输入信号及中断请求信号电平特性: 高电平:VIH>=2.0V 高电平电流:IIH<=40mA 低电平:VIL<=0.8V 低电平电流:IIL>=40mA 输出信号及中断请求信号电平特性: 高电平: VOH>=2.4V 高电平电流:IOH<=400mA 低电平: VOL<=0.45V 低电平电流:IOL>=2.0mA
HY-6210多功能定时/计数模板组成与原理框图
5.3.5 工业控制机及其接口模板应用举例 全自动汽车安全性能检测线测控系统 1. 应用背景
目前我国汽车安全性能检测实行定期检测, 过去对机动车的安全检测基本采用眼看,耳听, 手摸等人工经验判断的方法.近十余年以来,已 经实现了汽车安全检测的仪器化.而采用计算机, 智能化仪器仪表和网络技术研制,推广先进的汽 车安全检测系统,可以大大地提高检测精度和准 确性,并能有效地降低检测时间和检测人员的劳 动强度.
(2) 寄存器描述及板内地址分配 1 . 模拟输入通道选择寄存器 板基地址 ,写) 模拟输入通道选择寄存器(板基地址 板基地址+0, X:不用 C4~C0模拟输入通道选择信号
HY-6020系列模板模拟输入通道选择
2. A/D转换结果寄存器 转换结果寄存器
A/D转换结果低八位寄存器(板基地址+1,读)
(2) 检测主控子系统 检测主控子系统分别运行在2#和3#计算机上,分 别完成相应的测控任务. 它包括如下几个部分:
1) 硬件系统测试程序 测试各个模拟信号通道,开关量输入输出工作状态.在接通 所有检测设备和计算机系统电源,预热10min以后,进行硬件测试. A/D转换器模拟量信号以表格形式显示零位电压,实测电压,放 大系数和量值.从零位时的量值立即可以判定故障通道.零点 漂移也可用修改功能加以补偿.选择开关输入量测试,监视可显 示每个结点的地址和状态.当开关量动作时,状态高低电位必须 变化,若不变化即可确定故障点.
2 性能 定时器/计数器部分 定时/计数器通道:3路 定时/计数器长度:16位 内部时钟频率:2MHz 数字量部分 数字量输入/输出通道数:24路(双向可编程) 数字量输入/输出频率:0-1MHz 中断允许信号通道数:1路 中断级别:IRQ2~IRQ7可选择 中断申请信号有效电平:高,低电平可选 中断允许:软件控制
5. 安装与拆除方法
HY-6020系列板禁止带电插拔接插和拔下引线插头开关的 设置及跳线器选择都必须在断电的情况下进行.
6. 设置与编程
(1) 板卡基地址选择 本模板的基地址选择范围是512~1016(0200H~03F8H), 当开关置ON位时该位有,效置OFF位时该位无效. 模板基地址计算公式如下: 板基地址=512(0200H)+所有有效位之和 例 板基地址=512+128=640 或=0200H+80H=0280H
– – – – int baseA, dbyte, num; float value; baseA = 0x280; for( num=0; num<32; num++) {
outp( baseA, num ); do ; while(!( inp(baseA+5) & 0x80)); dbyte=inp(baseA+1) | (inp(baseA+2)<<8); value=(float)(dbyte-2048)*10/4096; 输入电压值/ printf("ch=%2d %+1.3fV ",num,value);
2) 检测主程序 操作人员在2#机选中待检车辆后,检测主程序不断
4 功能 事件及频率检测,周期及脉冲信号测量,可编程