铝型材电泳涂装技术及发展_刘娅莉
铝型材电泳涂漆工艺的生产实践
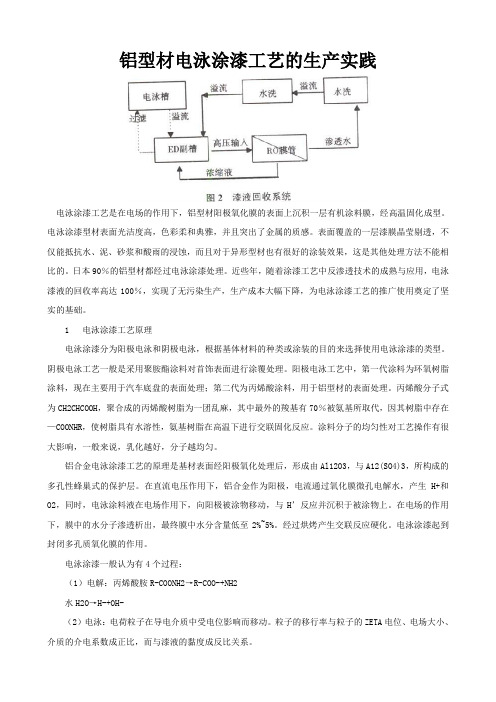
铝型材电泳涂漆工艺的生产实践电泳涂漆工艺是在电场的作用下,铝型材阳极氧化膜的表面上沉积一层有机涂料膜,经高温固化成型。
电泳涂漆型材表面光洁度高,色彩柔和典雅,并且突出了金属的质感。
表面覆盖的一层漆膜晶莹剔透,不仅能抵抗水、泥、砂浆和酸雨的浸蚀,而且对于异形型材也有很好的涂装效果,这是其他处理方法不能相比的。
日本90%的铝型材都经过电泳涂漆处理。
近些年,随着涂漆工艺中反渗透技术的成熟与应用,电泳漆液的回收率高达100%,实现了无污染生产,生产成本大幅下降,为电泳涂漆工艺的推广使用奠定了坚实的基础。
1 电泳涂漆工艺原理电泳涂漆分为阳极电泳和阴极电泳,根据基体材料的种类或涂装的目的来选择使用电泳涂漆的类型。
阴极电泳工艺一般是采用聚胺酯涂料对首饰表面进行涂覆处理。
阳极电泳工艺中,第一代涂料为环氧树脂涂料,现在主要用于汽车底盘的表面处理;第二代为丙烯酸涂料,用于铝型材的表面处理。
丙烯酸分子式为CH2CHCOOH,聚合成的丙烯酸树脂为一团乱麻,其中最外的羧基有70%被氨基所取代,因其树脂中存在—COONHR,使树脂具有水溶性,氨基树脂在高温下进行交联固化反应。
涂料分子的均匀性对工艺操作有很大影响,一般来说,乳化越好,分子越均匀。
铝合金电泳涂漆工艺的原理是基材表面经阳极氧化处理后,形成由Al12O3,与A12(SO4)3,所构成的多孔性蜂巢式的保护层。
在直流电压作用下,铝合金作为阳极,电流通过氧化膜微孔电解水,产生H+和O2,同时,电泳涂料液在电场作用下,向阳极被涂物移动,与H’反应并沉积于被涂物上。
在电场的作用下,膜中的水分子渗透析出,最终膜中水分含量低至2%~5%。
经过烘烤产生交联反应硬化。
电泳涂漆起到封闭多孔质氧化膜的作用。
电泳涂漆一般认为有4个过程:(1)电解:丙烯酸胺R-COONH2→R-COO-+NH2水H2O→H-+OH-(2)电泳:电荷粒子在导电介质中受电位影响而移动。
粒子的移行率与粒子的ZETA电位、电场大小、介质的介电系数成正比,而与漆液的黏度成反比关系。
铝型材阳极氧化电解着金黄色系研究

文章编号:1001-3849(2002)02-0005-04D铝型材阳极氧化电解着金黄色系研究刘娅莉刘慎暨调和李鹂刘海峰(湖南大学化学化工学院湖南长沙410082)摘要:研究了一种新的铝型材电解着金黄色系的配方和工艺该工艺无需扩孔工艺简单通过控制着色电压和时间可得到深浅不同的金黄色着色膜性能良好色彩柔和~逼真该着色工艺可和阳极电泳工艺配套做阳极电泳涂装前的着色处理关键词:电解着色;铝型材;金黄色中图分类号:TG174.451文献标识码:AStudy On AnOdizing and ElectrOlytic COlOring GOlden-yellOw COlOr Series On Aluminium Shape MaterialsLIU Ya-li LIU Shen JI Tiao-he LI Li LIU~ai-feng (School of chem.and chem.Eng.~unan University changsha410082 china)Abstract:Formulation and process of electrolytic coloring golden-yellow color series on alumini-um shape materials were studied.The technology is simple and pore broadening is not necessary.A series of golden-yellow color from light to deep can be obtained by controlling coloring voltage and time.The colored film is good in properties and is soft and lifelike in color.The coloring pro-cess can be formed a complete set with anodic electrophoretic coating technology for aluminium. Key wOrds:electrolytic coloring;aluminium shape material;golden-yellow color1前言经过近20年的发展我国铝产业已形成一个完整的工业体系成为国民经济的支柱产业之一迄今铝型材业经过技术改造已走向中高档型材发展时期生产和管理技术都有长足的进步随着人民生活水平提高市场需求多样化促进了铝型材表面处理技术的发展由单一的古铜料发展到拥有彩色粉末涂装~喷涂氟碳涂料~有机和无机染色~电泳涂装~机械和化学抛光等工艺手段新一代的木纹化处理技术三段电解多色着色以及微弧氧化着色技术也在试产中铝型材的外观有钛金~金黄~香槟~仿不锈钢及各种色彩还有显示镜面~沙石~亚光~珠光等特殊效果的真是花色品种繁多色彩纷呈在众52002年3月电镀与精饰第24卷第2期(总143期)D收稿日期:2001-10-30作者简介:刘娅莉(1964-)女湖南津市人湖南大学化工学院副教授硕士.多的表面处理技术中~电泳涂装是最具发展方向的适用技术O因此近两年来铝型材电泳技术是突飞猛进地发展O生产线由1997年的30条猛增到100条以上~生产能力由4万多吨发展到30万吨[1]O 目前~铝表面着金色方法有三种~一是银盐法~ AgNO3+H2SO4体系~在低压下短时间内可着金色~但色调偏绿~逼真性较差~二是KMnO4+硫酸体系~它在低压下只能得到较浅的米黄色[2]~还有一种是目前应用较为普遍的钛金色着色工艺~得到的色调柔和和装饰性强~通常必需先经过扩孔工艺~然后再进行着色~工艺过程较为复杂O当着金色较浅时~电泳工艺后都有褪色现象O电泳涂装前需氧化~着色~无需封孔~电泳涂膜有优异的耐候性~电泳前着钛金色及浅色是目前的主流~由于阳极电泳液呈弱碱性~电泳时工件<铝型材D表面由于电极反应的进行~工件<阳极D附近PH 值较低<PH3~5D~呈酸性~因此在电泳期间~浅色膜会有不同程度的裉色现象O因此在目前的形势下我们有必要研究开发一种工艺~适合阳极电泳的钛金色电泳法O我们以原有的硒酸+H2SO4的体系为基础~开发出了无需扩孔~色彩丰富~适合电泳涂装的钛金色阳极氧化着色工艺O 2实验工艺和设备z.1阳极氧化着色工艺脱脂-水洗-碱蚀-水洗-化学抛光-水洗-阳极氧化-水洗-电解着色-水洗-阳极电泳-水洗-烘干脱脂:脱脂的目的是为除去制品表面的工艺润滑油~防锈油和与油粘和在一起的污物~以保障碱蚀时铝型材表面能均匀腐蚀~保持碱蚀槽的清洁~提高铝制品的质量O硫酸法:5%~25%H2SO4~60~80 ~1~3 min O碱蚀:碱蚀是铝型材氧化之前最重要的工序O碱蚀的目的有:除去脱脂后残留的自然氧化膜;碱性或酸性脱脂溶解基体的残留物;深入基体表面层油脂等污物;除去型材表面的变质层;消除挤压留下的模具痕~划伤及其它表面缺陷;整平基体表面使其均匀一致O工艺规范<湖南大学D HD-87氢氧化钠60g/L长寿命碱蚀剂8g/L温度60处理时间1~2min化学抛光:化学抛光具有设备简单~效率高~成本较低等优点O利用高温酸对铝进行处理O其机理可作如下解释:其一~在高温下~由于酸的氧化作用~在铝表面形成氧化膜~这层氧化膜又被酸溶解~当生成与溶解达到动态平衡时~从微观角度看能获得平滑的光亮表面;其二~化学抛光液中通常含有粘度大的酸~使铝表面微观凸起部分溶解加快~凹陷部分溶解慢~从而达到整平的目的O阳极氧化液组成:H2SO4160g/LAl3+<10g/L温度20~30电流密度 1.5A/dm2电压18V时间15~20min电解着色:电解着色是指铝及其合金经阳极氧化之后~接着在含有金属盐的水溶液中进行交流电解~在阳极氧化膜多孔层的底部电沉积金属O 电解着色必须使用交流电O这是因为铝阳极氧化膜阻挡层是由没有化学活性的非晶质三氧化铝组成的~不经过活化是不能发生电沉积反应的~所以欲在阻挡层上电沉积金属关键是要活化阻挡层O通常用直流电不能使金属离子在阻挡层上还原析出O采用交流电源是利用交流电极性变化就可以活化阻挡层~在交流电中的正半波瞬间的阳极~促使了新的阻挡层的形成;金属离子在负半周瞬间的阴极还原时~金属离子还原~阻挡层被破坏~在下周的阳极氧化时~阻挡层又得到修补~如此使阻挡层得到活化O又由于阻挡层的整流作用~使电流的负成分占主流~在强的阴极还原作用下~进入膜孔的金属离子被还原析出Oz.z试验用药品及器材z.z.1药品氢氧化钠~硝酸<63%D~硫酸<98%D~磷酸<83%D~酒石酸钠~草酸~硒酸~硝酸银~铵盐~镁盐~铜盐~以上药品均为化学纯级Oz.z.z试板铝型材试板:3mm>5mm>1mm纯铝板:5mm>7mm>1mm-6-Mar.2002Plating and f inishing VOl.24NO.22-2-3仪器交流电源1740SC6A型直流调压器R6002型调压变压器O T21-V型交流电压表C19-A型直流电流计不锈钢极板等O3试验结果与讨论3-1着色液配方的确定在以硒酸硫酸为主要成分的钛金色着色体系中由于硒酸是含氧酸盐它的沉积形式是氧化物形式在微孔上难以着色常常需将微孔扩大成喇叭型在工艺上表现为增加一个扩孔槽方可在孔壁上以氧化物形式还原析出O因此我们的目标是通过单金属盐的加入来达到无需扩孔降低成本增强着色膜色彩稳定性及适合阳极电泳的目的O我们通过筛选多种金属盐最终确定了加入金属铜的硫酸盐O在加入了硫酸铜的着色液中金属铜以离子形式存在于溶液之中O在交流电作用下以单质金属铜的形式沉积于氧化膜孔隙底部的阻挡层由于光的散射作用而显色O但如果我们在促进剂的存在下让铜离子和硒酸根通过发生竞争还原而产生共沉积即在膜孔内沉积金属铜而在外层孔壁表面沉积还原出硒的氧化物这样我们就可以达到不扩孔而实现快速着钛金色同时由于金属铜的高耐蚀性而增强着色膜耐酸性达到在阳极电泳时色泽稳定的目的O3-1-1主盐的确定选定硒酸及硫酸铜作主盐O3-1-2次要成分的确定H3PO4加入有利于扩孔对硒盐沉积起帮助作用Mg2+加入可以改善着色膜与基体的结合力防止着色膜脱落;NH4+的加入可以限制金属离子的过量沉积此外可加入微量促进剂有利于金属共沉积O3-1-3着色液配方通过正交试验及多次单因素试验得到如下的钛金色配方,硒酸6g/L硫酸铜2g/LH2SO4(98%D18g/LH3PO4(83%D2mL/L(NH4D2SO43g/LMgSO42-4g/L促进剂B0-3g/L电压9~12Vz1~3min3-2着色液的工艺参数及着色膜的性能3-2-1着色色系与电压时间的关系着色色系与着色电压的关系,固定着色时间为3min只改变电压其它条件不变O由表1可以看出电压在9V时色膜的色彩逼真性最佳O电压低时色调较浅;电压高时金属离子铜沉积过多颜色较深呈咖啡色O因此宜选较低电压有利于硒酸根的沉积膜呈金黄偏红的好色调O表1着色电压与着色色彩的关系电压(V D891011121314逼真性9-29-99-38-58-07-06-1注,逼真性以理想钛金色的色彩评分为10来判定O固定其它因素改变着色时间可得表2 随着着色时间的延长色膜的颜色由淡金色逐步变化到浅咖啡色说明随着时间的增加合金共沉积的量增多同时深浅不同的颜色满足了人们对色调的不同要求O表2着色时间与着色色彩的关系时间(min D12345颜色淡金色淡金黄色金黄色深金黄色浅咖啡色3-2-2着色色系与着色温度的关系固定其它因素改变着色温度O实验结果见表3O由表3可知选定着色基本工艺后温度在25~30 之间变化对色调的影响不明显O所以一般控制着色温度在25 左右为最佳O表3着色温度与着色色彩的关系温度( D252627282930逼真性9-89-89-89-69-69-53-2-3着色膜的耐酸性将着色后未封闭的试样浸入pH值为2~3的酸性溶液中进行浸泡实验检验着色膜的耐酸性O 经过对色膜浸泡实验的考察其耐酸性较好O (见表4D表4着色膜的耐酸性浸泡时间(min D1210色膜变化无变化无变化无变化72002年3月电镀与精饰第24卷第2期(总143期D3.2.4与电泳工艺的配套实验电泳涂料:东莞优立的阳极电泳涂料电泳后着色膜无褪色现象O4结论1)研究了一种无需扩孔工艺的铝型材着钛金色系配方和工艺 该着色工艺简单 通过改变电压和时间 可得到深浅不同的钛金色色系O2)着色膜性能良好 色彩柔和逼真 适合作为阳极电泳涂装前的着色处理O 参考文献:[1]暨调和.我国铝型材氧化着色现状及发展趋势[J ].电镀与精饰 1999 21(4):1-4.[2]暨调和 曾凌三.建筑铝型材的阳极氧化和电解着色[M ].长沙:湖南科学技术出版社 1994.145-236.编者注:文题~摘要及关键词中的金黄色系指文中的钛金色 1111O会议报道纳米复合镀镍研讨会中国电子学会生产技术学分会电镀专业委员会于2002年1月7日在重庆召开了纳米复合镀镍研讨会 来自全国的会议代表共30余名O 中国电子学会生产技术学分会副主任委员 电镀专业委员会主任蒋宇侨先生出席会议并讲话O 会议由中国电子学会生产技术学分会电镀专业委员会复合镀层研究会主任委员 天津大学应用化学系主任~博士生导师王为教授主持O西南师范大学博士生导师李声泽教授讲述了<高耐蚀耐磨纳米复合电镀浆料及其电镀工艺>O 纳米O -Al 2O 3复合电镀浆料使纳米粒子在高浓度的电解液中具有良好的分散性且不团聚 长期存放也能均匀分散 并赋予纳米粒子一定的导电性O 纳米复合电镀工艺规范如下:在瓦特镍镀液中加入80~100g /L 复合电镀浆料(纳米O -Al 2O 3固体量50%)并使用压缩空气搅拌O 含纳米粉O -Al 2O 33.8%~5.2%(平均粒径为61.95nm 粒径范围为4.926~119.0nm 的纳米复合镀镍层具有高耐蚀和耐磨性能 CASS 试验表明:10~12pm 厚的纳米复合镀镍层相当于15~20pm 厚的三层镍的耐蚀能力;硬度测试结果:纳米复合电镀镍金属层硬度为597HV 常规电镀镍金属层硬度为462HV ;磨耗率数据如下:纳米复合电镀镍金属层磨耗率为0.003077% 常规电镀镍金属层磨耗率为0.280472%O 李声泽教授分析了纳米复合镀镍层的SEM 照片 在纳米粒子O -Al 2O 3周围似乎是孔穴 而普通复合电镀层的复合微粒是镶嵌在镀层中 也许这种孔穴结构是导致性能上差异的原因之一O 李声泽教授还进行了纳米复合镀铜和纳米复合镀锌的试验 耐蚀效果也较好O重庆阿波罗机电技术(集团)公司董事长兼总经理陈敬全先生介绍了纳米复合镀镍在该公司投产情况 该公司配制了37000L 纳米复合电镀镍溶液 已在重庆宗申摩托车科技集团有限公司的挡泥板~消声器~脚踏和后货架等产品上使用 半年生产实践表明 纳米复合镀镍工艺稳定 便于操作 产品质量能满足用户需要O复旦大学郁祖湛教授~北京航空航天大学胡如南教授~广州市二轻工业科学技术研究所赵国鹏教授~宁波东方表面技术研究所王一夫所长和天津大学王为教授等会议代表踊跃发言O 代表们对纳米复合镀镍工艺给予肯定 并对纳米复合电镀的研究方法和方向进行了广泛的讨论O 蒋宇侨主任进行了总结性发言 镍基纳米复合镀试验成功并正式投产是划时代的突破 跨世纪的成功1该工艺将具有极大的生命力 有其广阔的前景 并可望在各种镀层中加以使用O代表们参观了重庆阿波罗机电技术(集团)公司纳米复合镀镍车间 隶属于该公司的重庆阿波罗纳米材料开发公司的技术人员现场讲解 并回答代表们感兴趣的问题O赵达均8 Mar .2002Plating and f inishingVol .24No .2铝型材阳极氧化电解着金黄色系研究作者:刘娅莉, 刘慎, 暨调和, 李鹂, 刘海峰作者单位:湖南大学,化学化工学院,湖南,长沙,410082刊名:电镀与精饰英文刊名:PLATING & FINISHING年,卷(期):2002,24(2)被引用次数:3次1.暨调和我国铝型材氧化着色现状及发展趋势[期刊论文]-电镀与精饰 1999(04)2.暨调和;曾凌三建筑铝型材的阳极氧化和电解着色 19941.魏水生.WEI Shui-sheng浅谈铝型材阳极氧化电解着色的色差控制[期刊论文]-有色金属加工2003,32(3)2.胡效武.陈庆昌建筑铝型材电解着仿钛金色的应用[期刊论文]-轻合金加工技术2003,31(4)3.彭明铝及铝合金电解着金黄色工艺[会议论文]-20014.华树芳.杨仁根B11—透明电泳漆在铝型材阳极氧化电解着色上的应用[会议论文]-20025.毕琳.Bi Lin建筑铝型材电解着色均匀化和多色化处理工艺技术[期刊论文]-腐蚀与防护2000,21(1)6.胡效武.陈庆昌建筑铝型材电解着色仿钛金色的应用[期刊论文]-铝加工2003(2)7.黄允芳.蔡锡昌铝型材锰盐电解着色的常见问题及解决办法[期刊论文]-有色金属加工2005,34(1)8.卫晏华.WEI Yan-hua铝型材阳极氧化生产工艺探讨[期刊论文]-有色金属加工2004,33(4)9.沈华勇.李文红铝合金氧化电解着色技术[期刊论文]-材料保护2001,34(2)10.肖鑫.钟萍.XIAO Xin.ZHONG Ping铝型材仿不锈钢色电解着色工艺研究[期刊论文]-腐蚀与防护2005,26(4)1.张海霞.李淑英铝合金阳极氧化电解着黄铜色研究[期刊论文]-四川化工 2006(4)2.谈华民.颜浩铝及铝合金的锡盐电解着色工艺[期刊论文]-材料保护 2003(10)3.李海娟.王录才.王芳泡沫铝表面处理电解着金黄色试验研究[期刊论文]-太原重型机械学院学报 2003(3)引用本文格式:刘娅莉.刘慎.暨调和.李鹂.刘海峰铝型材阳极氧化电解着金黄色系研究[期刊论文]-电镀与精饰2002(2)。
铝型材电泳涂装技术及发展
铝型材电泳涂装技术及发展电泳涂装具有高耐候性、高耐蚀性、高透明度,装饰性好,环保安全的特点,已成为我国铝型材加工的一个重要手段。
本文介绍了我国铝型材电泳涂装的现状和发展趋势,讨论了电泳涂料的制备和电泳涂装工艺及管理。
1、铝型材电泳涂装的现状及发展趋势1.1我国铝型材电泳涂装现状经过近20年的发展,我国铝产业已形成一个完整的工业体系,成为国民经济的技术产业之一。
原铝产量已达到250万吨以上,占世界第三位,拥有铝加工企业1000多家,生产能力已达到350万吨/年。
可生产带、型、棒、线、锻、粉等18大类,200余种合金,2400多个品种,特别是铝型材产量已增加100倍、达100万吨/年。
我国铝型材电泳涂装始于80年代中期,在随后的10年间,只有少数厂家拥有生产线,如西飞铝型材厂、秦皇岛铝业公司。
电泳涂装发展缓慢的原因是:①价格太高,当时电泳涂料靠进口,销售价比普通型材高8000——10000元/吨。
②工业水平低,铝型材的制造是一门综合技术,其质量与熔铸、挤压、模具及工艺表面处理,环境条件等因素直接相关,工艺过程中的任何疵病均会在电泳涂料的透明特性下暴露无遗。
目前铝型材业经过技术改造,已走向中高档型材发展时期,生产和管理技术都有长足的进步。
随着人民生活水平提高,市场需求多样化,促进了铝型材表面处理技术的发展,由单一的古铜料发展到拥有粉末涂装、氟碳涂装、有机和无机染色、电泳涂装、机械和化学抛光等工艺手段,新一代的木纹化处理技术,三段电解多色着色以及微弧氧化着色技术也在试产中。
铝型材的外观有钦金、金黄、香槟、仿不锈钢及各种色彩,还有显示镜面、沙石、亚光、珠光等特殊效果的,是花色品种繁多,色彩纷呈。
在众多的表面处理技术中,电泳涂装是最具发展潜力的适用技术。
因此近两年来铝型材电泳技术取得突飞猛进的发展。
生产线由1997年的30条猛增到100条以上,生产能力由4万多吨发展到30万吨,但实际产量仍在10——15万吨/年之间,仅占我国铝型材总产量的10%——15%。
铝型材阳极氧化电解着金黄色 *系研究

收 藕 日期 # 0 11—0 2 0 —03 作 者 筒 介 : 娅 莉 ( 9 4) 女 . 南 津 市人 , 南 大 学 化 工 学 院副 教 授 , 士 刘 16 一 , 湖 湖 硕
维普资讯
・6・
M a. 2 0 r 02
Pltng a nihi a i nd Fi s ng
S u y o n d z n nd El c r l tc Co o i t d n A o i i g a e t o y i l rng Go d n— e l w l rS r e n Al m i u Sh pe M a e il l e y lo Co o e is o u ni m a tras LI Ya l,L U h n,儿 Tio h U —i I S e a — e,LILi ,LI Ha—e g U lfn
维普资讯
20 年 3 02 月
电 镀 与 精 饰
第 2 卷第 2 总 13 4 期( 4 期)
・ 5・
文 章 编 号 :0 13 4 (0 2 0 — 0 50 l 0 —着金 黄 色 系研 究
l 前
言
表 面处 理技 术的发展 由单 一的古铜 料 发展 到拥 有彩 色 粉 末涂 装 、 喷涂 氟碳 涂 料 、 有机 和 无机 染 色 、 电泳 涂装、 机械 和化学 抛光等工 艺手 段 , 一代 的术 纹化 新 处理技 术 , 三段 电解多 色着 色 以及微 弧 氧化 着 色技 术也在试 产 中 , 型材的外 观有钛 金 、 铝 金黄 、 香槟 、 仿 不锈钢及 各种 色彩 , 还有显示 镜 面 、 石、 沙 亚光 、 光 珠 等特殊效 果 的 , 真是 花色 品种繁 多 , 彩纷呈 。在众 色
( c o l fCh m .a d Ch m.En . S h o e o n e g ,Hu a ie s t ,Ch n s a 4 0 8 ,Ch n ) n n Un v r iy a g h 1 0 2 ia
铝型材用消光电泳涂料的研究进展

铝型材用消光电泳涂料的研究进展区菊花;张敏;杨永;干建群【摘要】Low gloss of the material and excellent performance are fundamental and significant for the matting electrophoretic coating.The characteristics and principle of matting electrophoresis were introduced in this review.Several kinds of methods in extinction have been analyzed.Physical and chemical method are two kinds of means to get low gloss in the electrophoretic coating,the physical way which is mainly achieved by postprocessing and adding matting agent into the coating,and the chemical method which can be obtained by use of the different performance between resins.Further discussion clarifies the major concerns with the principle in resin extinction methods,which include the solubility(SP) differential extinction law,the microgel extinction method,as well as curing temperature differential extinction optical method.The development prospects of matting electrophoretic coating were pointed out that cathode matting electrophoresis coating will be possible by preparation out resins which composition can inhibit the happening of electrolytic gas.%消光电泳涂料的研究重点是降低材料的光泽,并且达到优异的性能。
消光铝电泳漆的发展与工艺

消光铝电泳漆的发展与工艺
电泳涂料最早从外国引进,到现在在我国已经发展了接近30年。
消光电泳则不到10年。
目前我国消光电泳型材生产厂家有:南华、亚洲、广成、澳美、豪美、金桥、YKK、罗普斯金、东华、浙东、富丽华、协记、坚美、华加日。
下面为大家介绍:
1.消光电泳涂料应用技术的变迁:
颜料法
在有光铝电泳漆中加入颜料,使电泳涂膜变粗糙,从而达到消光目的。
酸处理法
有光漆电泳涂装后,在酸溶液当中浸泡,由于酸的作用使电泳涂膜表面变粗糙,再烘烤得到消光涂膜。
蜡处理法
在有光漆中加入聚乙烯等蜡状物质,由于涂料树脂和蜡状物不相溶,电泳涂装后烘烤过程中出现相分离,粗糙度增加,从而达到消光目的
树脂法(第1期)
预先将涂料中的部分制成高分子的凝胶粒子,涂料在电泳后进行烘烤使时,热流平受到这部分凝胶粒子的抑制,粗糙度增加,从而形成消光涂膜。
树脂法(第2期)
在树脂法(第1期)的基础上结合蜡处理法的相分离技术,经过改进形成了树脂法(第2期)消光技术。
2.涂装工艺要求:
3.槽液管理标准:
人们对保护环境越来越重视,光污染不可忽视。
相信消光电泳漆型材在今后会越来越成为更多人的选择。
一种铝型材的消光瓷泳生产工艺

一种铝型材的消光瓷泳生产工艺王小兵;杨波;秦信勇;曹贵水【摘要】文章简要介绍了消光瓷泳铝型材的生产工艺及管理,结合生产实践,探究消光瓷泳工艺控制点.【期刊名称】《有色金属加工》【年(卷),期】2017(046)006【总页数】4页(P50-53)【关键词】铝型材;消光瓷泳;生产工艺【作者】王小兵;杨波;秦信勇;曹贵水【作者单位】广东新合铝业新兴有限公司,广东云浮527400;广东新合铝业新兴有限公司,广东云浮527400;广东新合铝业新兴有限公司,广东云浮527400;广东新合铝业新兴有限公司,广东云浮527400【正文语种】中文【中图分类】TG379铝型材表面处理技术日新月异,起初人们为了追求铝合金材料的保护和防腐性,电泳涂料应运而生。
有光电泳涂料技术已经相当成熟,可以满足市场需求。
但在经历了最初的有光电泳型材优良的材料防腐性、金属光泽质感后,人们开始关注材料的装饰性以及光污染性,消光电泳渐成一种趋势。
新型的树脂消光电泳型材又称消光瓷泳铝型材,其表面光泽柔和,颜色多样,外观沉稳庄重,高贵优雅,能有效减少光污染,耐蚀性能优异[1],消光瓷泳铝型材如图1所示。
本文采用树脂法消光技术开发的型号为ELECRON AG-300 KAI-4的消光透明阳极电泳涂料,属于水乳性涂料,其黏度低,易于补加,槽液稳定性好,易于管理,且所得涂膜具有优越的耐候性。
另外,可同时或单独使用UF超滤与 RO反渗透回收涂料,可对UF滤液或电泳槽液进行阴离子和阳离子交换来调整电泳槽液。
本文详细介绍了其生产工艺,为同行提供参考。
消光瓷泳是在普通消光电泳和透明电泳的基础上发展而来的。
将铝型材电解处理后浸泡在由丙烯酸树脂、氨基树脂、中和剂及添加剂等组成的单组分消光透明电泳涂料中,在铝型材和对应的阴极端通以直流电,通过电场作用,阴离子微粒向铝型材移动并沉积其上,活性基团在高温烘烤时发生交联固化,在铝型材表面形成一层均匀致密、坚硬的光泽度为15 ± 5°的高分子涂膜。
电泳涂装工艺的发展

电泳涂装工艺的发展人们一直在试图研制这样一种涂料:高硬度,使铝的硬度达到钢的水平;高抗疲劳性,可以延长60%的使用寿命;抗高温,可以承受2000℃左右的温度;抗腐蚀,可以承受2000小时的酸雨冲刷,而不会有丝毫的破损迹象。
如果真有这样一种涂料存在,那一定会有弊端,这种涂料肯定毒性很大,必须要求苛刻的卫生条件。
或者在使用之前必须进行大量的准备工作。
很显然,存在这样一种涂料,而那些不利因素也可以避免。
令人惊奇的是这方面的研究已经进行了一百多年,只是在最近才取得突破。
在研究了多年以后,电泳涂装工艺在21世纪90年代才开始商业化。
由于它的节能、环保、以及电解质的持久性等特点,它在工业应用越来越广。
有趣的是,在美国、德国开展此项研究时,其主要理论已由莫斯科大学提出,尽管研究很快因苏联解体引起的资金短缺而终止。
作为莫斯科大学负责Keronite工艺的首席科学家Alexander Shareov也因此失去了研究的条件。
他为了继续进行这项研究,离开苏联到了英国的一个小岛上,成立了一家Isle Coat公司。
当Pavel Shashkov博士听说了他的大学校友的困境后,为他提供了到英国工作的机会,一个名为Keronite的公司随后成立,目的是将这项技术推向市场。
Keronite膜是一种氧化硅酸盐化合物,其中含有由水晶金相变位后形成的一种较软的氧化物。
正是这种物质使Keronite拥有高硬度、耐疲劳、抗冲击,同时保持高可塑性,其疲劳强度比电镀层要高三倍。
Keronite涂料在电解质中通过高能电解,在铝、铍、镁、钛等轻合金表面形成一层高硬度的氧化陶瓷层。
因为它需要电能和离子流,这种工艺和电镀很相似,但与电镀又有很大不同,形成的膜比电镀的要硬的多,厚的多。
工件进行涂装前需脱脂,浸在电解质中,通过微电解来清除表面的杂质,然后需在温水中清洗几分钟。
这种低浓度碱性电解液不含任何有毒或活泼的化学物质。
尤其是在喷涂镁时,这种溶液可代替铬酸盐钝化处理且比之更有效。
精品国内铝制品表面处理技术发展概况

国内铝制品表面处理技术发展概况学校:西北分校学号:0026840140姓名:刘海旭随着铝冶炼和加工技术发展,铝制品现已广泛应用于航空,建材、车辆、船舶、轻工等部门。
在国外的先进工业化国家如美、英、日本等国,从二十年代开发工业生产铝制品阳极氧化膜算起,近六十年来,铝制品的表面处理技术发展极为迅速。
以轻工产品而言,应用自动化设备,严格的工艺氧化出来的产品,经过胶版印刷,热转移印花着色,电泳涂漆等装饰性处理,将使产品给人以十分美观、精致的外观。
我国的铝制品工业起步较慢,但发展也很快。
从解放初仅有几个小企业到现在已拥有遍布全国一百多个较大企业,年产量超过五万吨。
但是随着人民生活水平不断提高,铝制品仍远远不能满足人民生活需求,特别是和国外同类产品相比,在质量和花式品种方面,差距很大,显示了我国铝制品加工和表面处理技术相对落后。
近几年,通过频繁的国内外科技交流,以及科技工作者的努力,试验和采用了一些新工艺和新技术,但总的来说,我国铝制品表面处理技术方面尚处于待开发的发展时期。
一、氧化前的表面处理铝制品材质成份,纯度对铝氧化的氧化膜层质量的影响早就为科技工作者所了解。
但是在工业生产中,国内铝制品板材的表面加工质量严重影响阳极氧化产品质量,这一矛盾越来越突出。
国外铝制品板材均经过铣面处理,平滑如镜,氧化后质量极佳。
而我国,铝材往往光泽度不高,气泡,划伤,重皮粗糙等现象十分严重,经阳极氧化处理后,这些疵点依然显露出来。
装饰性较强的工艺如多种图案印花,热转移印花等由于板材质量表面状态不良而造成效果不佳现象尤为严重。
所以提高板材外观质量就成为保证铝制品氧化最佳质量的重要一环。
在铝制品氧化前除油处理方面,大多数工厂仍沿用弱碱化学除油或苛性钠除油洗白,但近年来,已有越来越多的工厂采用添加表面活性剂的方法进行除油。
利用表面活性剂的独特理化性质、降低表面张力、乳化、增溶发泡和本身对碱、硬水等有良好化学稳定性的作用,来提高了除油净化效果,并使碱性表面形成一层泡沫层,抑制碱雾逸出,减少污染,改善操作条件。
铝型材电泳工艺流程
铝型材电泳工艺流程
《铝型材电泳工艺流程》
铝型材电泳工艺是一种常用的表面处理技术,通过电泳涂装可以使铝型材获得优异的表面性能和外观。
以下是铝型材电泳工艺的流程:
1. 预处理
首先,铝型材需要进行预处理,包括去油、除锈和清洗等工序。
这一步是非常重要的,因为良好的预处理可以确保电泳涂装的附着力和表面质量。
2. 电泳涂料制备
接下来是准备电泳涂料,通常是将固体颗粒的涂料悬浮在水溶液中。
电泳涂料的种类和配方会影响最终的涂层性能和外观。
3. 电泳涂装
当铝型材经过预处理后,就可以进行电泳涂装了。
在电泳涂装过程中,铝型材作为阳极,被浸入电泳槽中。
通过施加电压,涂料颗粒会向铝表面迁移并沉积,形成连续的涂层。
4. 固化
涂装完成后,铝型材需要进行固化处理,通常是在高温下进行烘烤。
固化可以使涂料形成坚硬的保护膜,并提高耐候性和耐腐蚀性。
5. 检测和包装
最后,经过固化处理的铝型材将进行表面质量检测,包括涂层厚度、附着力、耐磨性等指标的检测。
合格的铝型材将会进行包装,准备发往客户。
总的来说,铝型材电泳工艺流程包括预处理、电泳涂装、固化和检测包装等环节,通过这一流程可以为铝型材提供出色的表面处理效果,提高其使用寿命和外观质量。
一种电泳木纹铝型材及其制造工艺[发明专利]
![一种电泳木纹铝型材及其制造工艺[发明专利]](https://img.taocdn.com/s3/m/6fda593b240c844768eaeead.png)
专利名称:一种电泳木纹铝型材及其制造工艺专利类型:发明专利
发明人:雷忠平,潘祖堂,熊茂清,方学军
申请号:CN201510484180.X
申请日:20150804
公开号:CN105040074A
公开日:
20151111
专利内容由知识产权出版社提供
摘要:本发明提供了一种电泳木纹铝型材及其制造工艺,包括脱脂工艺、碱蚀工艺、除灰工艺、电泳工艺,泡沫铝在制造过程中,表面会带有各种油污,主要是在机械加工过程中的各种冷却切削液,润滑油以及防锈用的各种防锈油脂,这些油污的存在,不但会影响后续的表面处理工序的质量,而且还会降低涂层与基体的结合力,为了得到表面状态优良防腐蚀性能良好的电沉积涂层,涂装前必须进行表面处理。
首先要去除被涂物表面的各种污物,如:油污、锈斑等。
利用本发明提供的电泳方法,能够覆盖基体颜色、表面无堆积现象,漆膜细腻不粗糙,同时无针孔。
申请人:安徽科蓝特铝业有限公司
地址:242200 安徽省宣城市广德县经济开发区
国籍:CN
更多信息请下载全文后查看。
电泳钛金黄色铝合金型材的加工方法[发明专利]
![电泳钛金黄色铝合金型材的加工方法[发明专利]](https://img.taocdn.com/s3/m/31ba5cff5f0e7cd185253696.png)
专利名称:电泳钛金黄色铝合金型材的加工方法专利类型:发明专利
发明人:刘孟军,蒋生结,张晓军
申请号:CN99117173.X
申请日:19991029
公开号:CN1251396A
公开日:
20000426
专利内容由知识产权出版社提供
摘要:一种电泳钛金黄色铝合金型材的加工方法,其工艺流程包括除油、碱蚀、中和、氧化、电解着色、阳极电泳、沥水、风干工序,其电解着色工序电解槽液配方为:硒酸盐,硫酸,防爆剂,导电介质,在工艺参数中的电压为14—22V时对电泳工序后的颜色的稳定性较好,不产生击穿现象,不污染电泳槽,使产生质量稳定。
申请人:南海市绍祥铜铝合金型材厂
地址:528231 广东省南海市大沥镇沥西工业区
国籍:CN
代理机构:广东专利事务所
代理人:李永庆
更多信息请下载全文后查看。
铝型材表面处理发展趋势

铝型材表面处理发展趋势
佚名
【期刊名称】《《表面工程资讯》》
【年(卷),期】2009(009)005
【摘要】今后的铝型材发展将呈现如下5种趋势:磨砂面料型材:磨砂面铝型材避免了光亮的铝合金型材在建筑装饰中存在一定的环境、条件下会形成光的干扰的缺点,它的表面如锦缎一样细腻柔和,很受市场的青睐,但现有的磨砂型材必须克服表面砂粒不均匀并能看到模纹的不足。
【总页数】1页(P17)
【正文语种】中文
【中图分类】TG178
【相关文献】
1.铝型材表面处理发展趋势 [J],
2.建筑铝型材的表面处理技术现况及发展趋势 [J], 朱祖芳
3.铝型材表面处理后黑色流痕成因分析 [J], 李剑;蔡思怡
4.铝型材表面处理项目 [J],
5.关于召开“铝型材表面处理及隔热铝型材技术交流会”的通知 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
国内铝制品表面处理技术发展概况——第三届全国五金制品表面处理技术交流大会选介

国内铝制品表面处理技术发展概况——第三届全国五金制品
表面处理技术交流大会选介
周守禹
【期刊名称】《电镀与涂饰》
【年(卷),期】1983(000)001
【摘要】本文根据第三届全国五金制品表面处理技术交流大会的技术资料及座谈交流情况,以轻工铝制品可用于生产规模的实际工艺为主,对其中新的工艺和技术进行简要介绍和概述。
内容分为下面几个部份: (一)氧化前的表面处理。
(二)氧化工艺。
【总页数】5页(P24-28)
【作者】周守禹
【作者单位】
【正文语种】中文
【中图分类】F4
【相关文献】
1.环境友好型铝合金化学转化表面处理技术的发展概况 [J], 龚伟慧;陈东初;李文芳;陈单明
2.仿瓷铝制品阳极氧化表面处理技术 [J], 李坊平;钟华萍
3.芳纶纤维表面处理技术的发展概况 [J], 路向辉;王吉贵
4.车轮行业积极推动表面处理技术交流 [J],
5."第三届国防科技工业表面处理技术交流会"即将举办 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期:2001-10-26文章编号: 1001-227X (2002)02-0041-05综述铝型材电泳涂装技术及发展刘娅莉, 暨调和(湖南大学化学化工学院,湖南长沙 410082)摘要:电泳涂装具有高耐候性、高耐蚀性、高透明度,装饰性好,环保安全的特点,已成为我国铝型材加工的一个重要手段。
本文介绍了我国铝型材电泳涂装的现状和发展趋势,讨论了电泳涂料的制备和电泳涂装工艺及管理。
关键词:电泳涂装; 铝材中图分类号:TQ63;TG174.461 文献标识码:AAluminum electro -coating technology and its developmentLIU Ya -li ,JI Tiao -he(Inst .of Chemistry and Chemical Engineering ,Hunan Univ .,Changsha 410082,China )A bstract :Electro -coatin g has been an important technology for alu minum treatment as its features of high cor -ros ion resistance ,wear resistance and transparency ,good decoration and environmentally friendly .The present and developing trend of aluminum electro -coating in China were described .Electro -coating process ,main -tenance and paints manufacture were also discussed .Keywords :electro -coating ;aluminum1 铝型材电泳涂装的现状及发展趋势1.1 我国铝型材电泳涂装现状 经过近20年的发展,我国铝产业已形成一个完整的工业体系,成为国民经济的技术产业之一。
原铝产量已达到250万吨以上,占世界第三位,拥有铝加工企业1000多家,生产能力已达到350万吨/年。
可生产带、型、棒、线、锻、粉等18大类,200余种合金,2400多个品种,特别是铝型材产量已增加100倍、达100万吨/年。
我国铝型材电泳涂装始于80年代中期,在随后的10年间,只有少数厂家拥有生产线,如西飞铝型材厂、秦皇岛铝业公司。
电泳涂装发展缓慢的原因是:①价格太高,当时电泳涂料靠进口,销售价比普通型材高8000~10000元/吨。
②工业水平低,铝型材的制造是一门综合技术,其质量与熔铸、挤压、模具及工艺表面处理,环境条件等因素直接相关,工艺过程中的任何疵病均会在电泳涂料的透明特性下暴露无遗。
目前铝型材业经过技术改造,已走向中高档型材发展时期,生产和管理技术都有长足的进步。
随着人民生活水平提高,市场需求多样化,促进了铝型材表面处理技术的发展,由单一的古铜料发展到拥有粉末涂装、喷涂氟碳涂料、有机和无机染色、电泳涂装、机械和化学抛光等工艺手段,新一代的木纹化处理技术,三段电解多色着色以及微弧氧化着色技术也在试产中。
铝型材的外观有钛金、金黄、香槟、仿不锈钢及各种色彩,还有显示镜面、沙石、亚光、珠光等特殊效果的,是花色品种繁多,色彩纷呈。
在众多的表面处理技术中,电泳涂装是最具发展潜力的适用技术。
因此近两年来铝型材电泳技术取得突飞猛进的发展。
生产线由1997年的30条猛增到100条以上,生产能力由4万多吨发展到30万吨,但实际产量仍在10~15万吨/年之间,仅占我国铝型材总产量的10%~15%。
1.2 电泳涂装铝型材的特点其一,在铝型材经阳极化和电解着色后再进行电泳涂装,有双层保护。
具有高透明、高金属质感、高耐蚀及高耐候性,比喷漆、粉末喷涂更具装饰性,深受用户喜爱,已广泛进入家庭装修,潜在市场极大。
其二,工艺容易实施,只要在的生产线上增加几个槽与铝氧化,着色工艺形成流水线生产。
水溶性电泳涂装安全,可以实现闭路循环,有利于环保。
1.3 铝型材行业电泳涂装发展的几个应注意的方面 ①开发新断面,促进铝型材的新发展。
近5年来我国铝型材产量总是在100万吨/年左右,徘徊不前。
这是与型材只限于建筑用和少量工业型材,断面少,应用面不广有关。
国际上铝制品种类已达70万种以上,我国有多少种没有统计,但铝型材种类远远少于国外现有种类,这是不容忽视的。
我国应该努力开发工业用型材,由目前少量的采暖、散热轮毂,向机械、汽车结构件发展。
这是一个很有发展前途的领域;开发家用电器、日用铝型材、家电构件、灯具、厨具、浴室用具,日用铝型材,几近空白,有识之士应在此领域大展鸿图;包装容器、航空、交通化工用型材也是拓展空间。
②开发铝型材加工技术,提高电泳材合格率,是电泳涂装技术发展的关键。
电泳型材成本高源于合格率低,如果合格率低于80%就没有利润甚至会亏本。
相反,合格率要达90%以上则有丰厚的利润。
故这是制约电泳工艺发展的关键因素。
电泳漆的高透明性使熔铸缩孔,灰渣造成的黑色、黑线、粗晶、模具挤压粗纹,磕碰划伤,组合模粗晶线,黑斑白斑;氧化着色工艺造成的碎花、斑纹、水痕,环境条件造成粉尘毛刺、结瘤及电泳工艺造成泳透率低、阴阳面和孔隙率高的疵病都显露无遗,必须系统地提高铝加工的综合技术水平。
③提高电泳漆的品质,扩大电泳漆种类。
我国型材电泳涂料主要是丙烯酸电泳漆、聚氨酯电泳漆两大类,以透亮型为主,其品质在硬度和透明度方面不及进口品。
提高国产化,进一步降低成本,增加花色品种如亚光、消光、砂面、珠光等效果的电泳漆。
2 铝型材电泳涂料及涂装工艺2.1 铝型材阳极电泳涂料由于丙烯酸树脂具有优异的耐候性、耐磨性,树脂无色透明,装饰性优异,可通过配方调节涂料性能。
丙烯酸树脂主链由碳-碳键组成,抗化学性高,配成含水量大的碱性电泳漆液也不会分解,具有良好的稳定性,因此丙烯酸类型的阳极电泳涂料占据了铝型材电泳涂料的主流。
目前还有一类不透明的聚氨酯电泳漆,性能优异,而且工艺简单,因为采用有色的不透明聚氨酯电泳漆,可取消阳极氧化、着色、封闭工艺,有利于节约成本。
随着电泳涂料在铝型材及电镀制品上的广泛应用,为满足各种产品的不同需求,电泳涂料的品种急剧增多,目前除丙烯酸阳极电泳涂料,聚氨酯阴、阳性电泳涂料外,还有功能性的抗菌、绝缘、自润滑电泳涂料等,及装饰性的亚光、消光、珠光电泳涂料。
2.2 电泳涂装的原理及特点2.2.1 电泳涂装的特点自本世纪30年代电泳涂料及涂装在福特汽车公司一条车轮涂装线上使用,近40年来其应用得到了飞速发展。
由于电泳涂装使用水性涂料,具有安全、高效、质优、环保的优点,在汽车工业中得到了广泛的应用。
由于电泳涂料的优异性能,透明的丙烯酸类和聚氨酯类电泳涂料自70年代开始已成功用于金属表面的装饰和保护,如铜字招牌保护,不锈钢及电镀制品的装饰和保护,作为最终保护装饰的最具代表性和应用最广泛的就是建筑铝型材的电泳涂装。
传统的铝材型材表面处理工艺是氧化、着色及封闭处理,这种铝材的转化膜在户外长期使用时,特别是在酸雨或海洋环境中时,容易腐蚀,耐久性差,因此自70年代开始,人们尝试用涂料涂装的方法来提高建筑用铝型材的装饰性能及使用年限,目前,已工业化成功之用的有电泳涂漆、粉末涂装,氟碳漆涂装等。
由于电泳涂料是水性涂料,铝材经前处理水洗后可直接电泳,电泳涂层透明度高,既具有高装饰性又可突出铝型材本身的金属光泽,因此建筑铝型材已越来越多地使用电泳涂装。
电泳涂装以其透明、高度金属质感、高耐候性和耐蚀性,在铝型表面处理工艺中占据了一个重要地位,它较铝型材的其他喷涂工艺(如喷漆,粉末喷涂等)有更高的装饰性,因为它突出了铝材本身的金属质感,水性电泳涂装的安全,环保,易自动化及涂层的高质量,使铝材的电泳涂装工艺有了更广泛的应用,是装饰性型材及电镀件涂装的发展方向。
电泳涂装法和其它涂装方法相比有以下优点:①易实现自动化生产:由于电泳涂装在水性电泳槽中进行,与阳极氧化、电解着色工艺类似,处理时间短,容易实现整个工艺的流水线作业。
②涂膜均匀致密:由于电泳涂料的高泳透力,可使复杂形状的型材亦获得均匀的涂膜,通过调整电量可控制膜厚。
③涂料的利用率高:由于粘度低,工件带出较少,而且电泳工件可用水洗,回收装置的利用使电泳涂装的涂料利用率高达95%以上。
④安全性和环保性:由于电泳涂料的水稀释,固体份低,溶剂含量少是环保型涂料,且免除了火灾的危险,工人健康也有保障。
⑤涂膜质量好:丙烯酸树脂用氨基树脂固化,保证了涂膜的高装饰及高耐腐蚀性,同时由于树脂高度透明,有效地突出了金属质感,根据需要还可得到亚光、沙面、珠光等装饰效果。
⑥和通常的电解着色封孔工艺相比,具有省时,节省人力的特点,树脂膜同时无需封孔,避免了由于封孔不好带来的裂纹等毛病。
⑦可自由控制涂膜的厚度,国内外通常控制7μm和12μm两档。
⑧由于电泳层透明光亮,因此要求铝铸锭质量高,挤压材表面平滑,机械缺陷少,对氧化着色工艺要求管理严格,因为任何微小的缺陷和玷污都会在亮漆下暴露无遗。
⑨对电泳工艺管理要求高,以提高成品率。
2.2.2 电泳涂装的原理图1 电泳涂装原理 涂料状态(乳化状态):含羧基的丙烯酸树脂,中和剂为氢氧化钾,或有机胺,固化剂为三聚氰胺甲醛树脂。
pH:7.8~8.5之间电沉积:在pH值下降时析出电极反应:阳极(铝型材)2H2O※4H++4e-+O2←R-COO-+H+※R-C OOH水溶性 水不溶(涂膜)Me※Me n++ne-RC OO-+Me n+※(R-COO)nMe(析出)阴极(极板)2H2O+2e※2OH-+H2← 从图1可知,电泳时在工件表面涂膜沉积,阳极有氧气产生,可以促进成膜,但氧气产生过多会造成涂膜外观光亮度差,因此电泳过程中要对电导率进行控制,另外要控制pH值,它与涂膜的沉积密切相关。
阳极电泳时有金属离子溶出,参与成膜,铝型材电泳金属离子溶出和钢铁件不同,对颜色的影响甚微。
2.3 电泳涂装的工艺及设备2.3.1 电泳的工艺过程以阳极电泳为例,通常按如下工艺进行脱脂※水洗※水洗※中和※水洗※阳极氧化※水洗※电解着色※热水洗※水洗※电泳※水洗※干燥2.3.2 电泳的工艺条件固体份7%~9%温度20~25℃pH8.0~8.8电阻率(20℃)1500~2500Ψc m电压(DC)80~250V电泳时间1~3min电流密度15~50A/m2涂膜厚度7~12μm2.3.3 铝型材电泳工艺设备①电泳槽:铝型材电泳槽多设计为长方形矩形槽,其内部大小取决于装挂吊的尺寸,槽体用4mm~6mm钢板,内衬用聚丙烯或环氧玻璃钢,需设置溢流槽。