雕铣机参数表
精雕机金属加工工艺参数表
走刀速度
切割速度
开槽速度
(m/s)
30°
1
2
30°
1
2
30°
1
2
30°
1
3
30°
1
5
30°
1
5
30°
1
30°锥刀 紫 铜
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
30°
1
3
30°
1
3
30°
1
3
30°
5
30°
5
30°
5
30°
1
30°锥刀 铬 钢
-1
-1
ok
铬钢 “操作设置”参数
切割速度
(进给速度)
主轴转速
落刀延迟
落刀速度
安全高度
慢速下刀
开启冷却液
根据参数表填入数值
24000
刀越小速度越小。
-1
-1
ok
注:“操作设置”中的主轴转速、进给速度(切割速度)在加工时有效,落刀速度和落刀延迟需要在加工界面中设置才有效。
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
30°
5
30°
5
30°
5
30°
1
30°
1
30°
1
30°
1
10°锥刀59铜
刀具
吃刀深度(mm)
路径间距
雕刻机参数
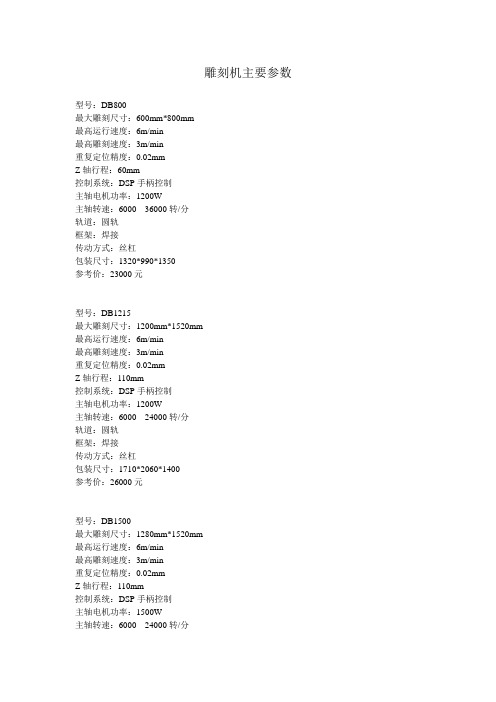
雕刻机主要参数型号:DB800最大雕刻尺寸:600mm*800mm最高运行速度:6m/min最高雕刻速度:3m/min重复定位精度:0.02mmZ轴行程:60mm控制系统:DSP手柄控制主轴电机功率:1200W主轴转速:6000---36000转/分轨道:圆轨框架:焊接传动方式:丝杠包装尺寸:1320*990*1350参考价:23000元型号:DB1215最大雕刻尺寸:1200mm*1520mm最高运行速度:6m/min最高雕刻速度:3m/min重复定位精度:0.02mmZ轴行程:110mm控制系统:DSP手柄控制主轴电机功率:1200W主轴转速:6000---24000转/分轨道:圆轨框架:焊接传动方式:丝杠包装尺寸:1710*2060*1400参考价:26000元型号:DB1500最大雕刻尺寸:1280mm*1520mm最高运行速度:6m/min最高雕刻速度:3m/min重复定位精度:0.02mmZ轴行程:110mm控制系统:DSP手柄控制主轴电机功率:1500W主轴转速:6000---24000转/分轨道:方轨框架:整体铸造传动方式:丝杠包装尺寸:2060*1710*1450参考价:36000元型号:DB1800最大雕刻尺寸:1300mm*1800mm 最高运行速度:25m/min最高雕刻速度:10m/min重复定位精度:0.02mmZ轴行程:110mm控制系统:DSP手柄控制主轴电机功率:1500W主轴转速:6000---24000转/分轨道:方轨框架:整体铸造传动方式:齿条包装尺寸:2200*1800*1450参考价:32000元。
雕铣机加工参数参考

高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65
注:以上加工参数仅供参考,切削加工时需要根据机床实际情况、材 料硬度、刀具磨损状况等进行调整。
东莞市巨冈机械工业有限公司
CTS-540 加工参数表
刀具规格 加工深 度 加工方式 铜、铝粗加工 ¢10 50mm 普通钢粗加工 精加工 铜、铝粗加工 ¢8 38mm 普通钢粗加工 精加工 铜、铝粗加工 ¢6 30mm 普通钢粗加工 精加工 铜、铝粗加工 ¢4 20mm 普通钢粗加工 精加工 铜、铝粗加工 ¢2 8mm 普通钢粗加工 精加工 铜、铝粗加工 普通钢粗加工 参考转速 S8000 S3800 S15000 S8500 S4500 S15000 S9000 S5000 S18000 S10000 S6500 S18000 S15000 S9500 S18000 S15000 S12000 参考进给 F5000 F2200 F2800 F4800 F2000 F2300 F4100 F1900 F2200 F3000 F1500 F1800 F1500 F1300 F1500 F1200 F950 参考 Z 下刀量 0.20-0.30 0.08-0.12 0.05-0.12 0.20-0.30 0.08-0.12 0.05-0.12 0.10-0.20 0.05-0.12 0.03-0.12 0.10-0.18 0.04-0.10 0.03-0.10 0.05-0.13 0.03-0.08 0.02-0.08 0.03-0.08 0.02-0.05 刀具备注 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65
鑫科雕刻机系统参数表

鑫科雕刻机系统参数表摘要:1.鑫科雕刻机系统参数表概述2.参数表的主要内容3.参数表的应用和影响正文:鑫科雕刻机系统参数表概述鑫科雕刻机是一种高精度的数控雕刻设备,适用于各种金属、非金属、石材、木材等材料的加工。
为了方便用户更好地操作和使用这台设备,厂家提供了一份详细的系统参数表。
这份表格包含了雕刻机的各种技术参数和性能指标,对于用户来说,正确理解和设置这些参数是保证雕刻效果和设备运行稳定的关键。
参数表的主要内容鑫科雕刻机系统参数表主要包括以下几个方面的内容:1.控制系统参数:包括控制方式、速度、加速度、刀具补偿等。
这些参数决定了雕刻机的运行方式和加工效率。
2.驱动系统参数:主要包括驱动器类型、步进电机参数等。
这些参数影响雕刻机的运动精度和稳定性。
3.电源系统参数:包括电源电压、频率等,关系到雕刻机的整体运行稳定性。
4.刀具参数:包括刀具类型、刀具长度、刀具补偿等,这些参数决定了雕刻机的切割能力和加工精度。
5.传感器参数:包括限位开关、接近开关等,这些参数用于检测雕刻机的运动位置和状态,保证设备的安全运行。
6.通信参数:包括通信方式、通信速率等,这些参数影响了雕刻机与其他设备(如计算机、触摸屏等)之间的信息传输效率。
参数表的应用和影响正确地设置和使用鑫科雕刻机系统参数表,可以带来以下好处:1.提高加工效率:通过合理设置控制系统参数,可以提高雕刻机的运行速度和加工效率。
2.保证加工质量:合理的刀具参数和驱动系统参数设置,可以保证雕刻机的加工精度和稳定性。
3.降低设备故障率:正确的电源系统参数和通信参数设置,可以降低设备故障率,提高设备的运行稳定性。
4.提高操作便捷性:通过触摸屏等人机交互设备,用户可以更方便地设置和使用雕刻机。
总之,鑫科雕刻机系统参数表是保证设备正常运行和加工质量的重要参考资料。
2011jd雕刻机配置一览表-2.5-2011.12.5
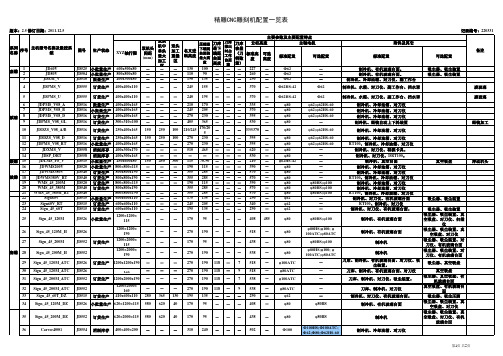
- - - - - - - - - - - -
- - - - 7 9 7 9 - - - -
408 518 438 538 518 518 538 538 290 408 438 502
485 - - - - - - - - - - -
赛雕
28 29 30 31 32 33 34 35 36
小批量生产 620×1200×115 订货生产 消耗库存 620×2000×115 400×400×200
眼镜加工
毅雕
骏雕
JD516 订货生产 JD516 小批量生产 JD558 消耗库存 JD558 消耗库存 JD515 小批量生产 JD520 小批量生产 JD540 订货生产 JD540 订货生产 JD520 订货生产 JD540 订货生产 JD540 JD515 小批量生产 JD515 订货生产 JD515 订货生产 JD526 JD526 JD552 JD552 JD526 JD526 JD552 JD552 JD515 JD526 JD552 JD554 订货生产 订货生产 订货生产 订货生产
JD525 小批量生产 JD504 小批量生产 JD510 批量生产 JD555 订货生产 JD555 订货生产 JD516 批量生产 JD516 小批量生产 JD516 订货生产 JD516 订货生产 JD516 订货生产
600x500x80 800x800x80 400x300x80 400x400x110 400x400x110 400x400x165 400x400x165 400x400x165 300×310×100 250x400x165 250x400x165 400x400x165 400x300x170 400x300x165 450x600x80 800×800×115 800x800x190 800x800x190 800×800×115 800x800x190 800×800×190 600x600x110 600x600x110 600x600x110
11MA雕铣机调试资料

新代科技11MA雕铣机调试手册编撰:厦门分公司版本:V1.0日期:2014年10月8日配置说明:本资料以11MA系统配SK6M面板使用安川Σ-V伺服驱动器为基础整理,包含雕铣机常用功能,IO点分配如下图,接线请注意IO点对应正确,若有改动请另行注明。
I点分配I点说明O点分配O点说明I0X正向极限O0主轴启动I1X负向极限O1工作灯I2X原点O2切削水I3Y正向极限O3Z轴刹车I4Y负向极限O4对刀吹气I5Y原点O5润滑油I6Z正向极限O6绿灯I7Z负向极限O7红灯I8Z原点O8黄灯I9对刀信号O9主轴油冷机I10对刀过行程O10加工吹气I11变频器警报O11主轴气封I12润滑油警报O12自动断电I13切削液警报O13蜂鸣器I14油冷机警报O14I15紧急停止O15面板扩充按键:AUX1通常情况下作硬体行程解除按键,当参数3414设置为1的时候,亦可设置G00倍率为25%AUX2参数3414设置为1的时候,亦可设置G00倍率为50%AUX3参数3414设置为1的时候,亦可设置G00倍率为100%AUX4手轮模式下按下此按键,设定对刀定速500转AUX5自动断电功能:按住此按键3S对应O点亮,功能启动加工完成5分钟自动断电,并有系统提示AUX6按一次手动打油10SAUX7对刀吹气辅助按键,按一次吹气6SM码规划:M码M码定义备注M00程序暂停M01选择性程序暂停M02程序终了M03主轴正转M05主轴停止M07加工吹气M08切削液M09关闭切削液和吹气M10对刀吹气持续5秒自动停止,亦可用M09切掉M30程序结束M99重复循环或回到主程序目录第一章配电检查 (1)1.1短路检查 (1)1.2电压检查 (1)1.3伺服马达动力线检查 (2)1.4将系统的IO线连接、电源线接通,系统上电准备调试。
(2)第二章系统资料汇入 (3)2.1系统管理操作流程 (3)2.2系统资料管理汇入 (4)第三章参数设定 (7)3.1系统扩充参数 (7)3.2轴向调试 (8)3.2.1轴向运动调整 (8)3.2.2安川Σ-V伺服参数设定 (10)第四章自动对刀及G121 (14)4.1自动对刀画面设定 (14)4.2G121使用说明 (16)第五章网络连接 (17)5.1控制器端IP地址设定 (17)5.2电脑端IP地址设置 (19)5.3网络文件传输 (22)5.3.1使用软件File Zilla Client传输 (22)5.3.2使用电脑直接传输 (23)第六章系统警报维护 (26)第一章配电检查1.1短路检查a.将万用表打在通断(蜂鸣)档位,当阻值低于20欧姆时,蜂鸣器响起表示线路导通,采用此种方法来测量线路是否导通。
雕刻机技术参数

数控雕刻机设备技术要求和特点1.加工铝板雕铣机实际工作面积为:2000×6000mm2.加工精度为:4米内精度误差0.1mm3.最大运行速度大于26m/min,允许在加工过程中动态调整加工速度和落刀速度。
4.软件可兼容Type3/Artcam/castmate/文泰等多种CAD/CAM设计制作软件。
5.智能化3D电脑数控功能,实现三轴线性联动,能够进行快速,平滑的三维立体加工,钻孔或异形切割,异形下料,镂空雕花等各种工艺。
6.拥有断点,断电恢复,加工时间预测等功能。
7.配置自动对刀功能,配置点动/步进数控功能,可以精确的调整刀尖的位置。
8.设备提供方应提供无偿技术操作培训。
设备系统及软件应即时提供终身免费技术升级和新功能免费培训。
9.设备结构强度和刚性应能满足长时间连续工作的要求。
10.设备钢结构件制造质量应达到国家机床设备标准要求,外观精美无缺陷。
11.铝板直线异型下料,可实现角码孔,开缺一次性成型。
12.拉装夹具,可以前后移动,可以有效的避开角码孔和开缺位的切割。
13.可以实现两张3MM的铝板切割叠切功能,且切割光滑无痕。
14.采取水雾冷却系统。
(一)基本配置M M 8 D数控铝板切割机主要外购件以及配置清单明细表(二)设备验收标准1.设备外表面质量:无变形、掉漆、漏漆等现象;2.设备台面要求PC多功能台面;有效雕刻行程必须达到2000M*6000MM(MK2060)3.验收期限:设备安装、调试结束,并连续1个工作日生产出合格的产品后,双方共同协商在三天内完成设备的验收培训工作。
(三)资料交付1.设备使用说明书一份2.PLC软件备份光盘或直接拷贝客户公司D盘内一份3.装箱清单一份。
CNC数控雕刻机参数设置

CNC数控雕刻机参数设置
弘法雕刻机参数设置一、设置功能配置:(格式化以后)
○1掉电保护
○2选择语言
○3Z轴深度调整值
○4急停开关信号
○5硬限位开关信号
○6传统手动方式
○7换刀设备配置
○8脚踏开关
○9开盖保护开关
○10空运行时是否受速度倍率控制
○11过滤精雕转换文件中的指定
○12旋转轴采用什么标记
○13切换轴是否是旋转轴
二、脉冲当量X200 Y200
Z200
C100
三、机床尺寸
X1200
Y800
Z200
四、速度限制
X轴负方向******** X轴正方向********
Y轴负方向6000
Y轴正方向6000
Z轴负方向3000
Z轴正方向1800
五、速度设置
高速低速
X6000 X2000
Y5000 Y1500
Z4000 Z1000
加工速度20000
抬刀毫米正常200 R6脚是165(低于系统提供的Z轴高度)
七、加工时要用的参数
对刀仪厚度45.455
Y轴中心距离(-307.275)
大荣 CNC参数设置
当量公式:手柄显示数值 / 实际运动距离 * 当前当量设置值脉冲当量 X轴: 218.30
Y轴: 153.11
Z轴: 318.72
机床尺寸: X轴: 1300.00
Y轴: 2500.00
Z轴: 350.00
电机方向 X轴: 负方向
Y轴: 正方向
Z轴: 负方向。
木工雕刻机1325配置资料

木工雕刻机1325配置资料75、4、6 (mm)额定功率主轴电机3000 (W)主轴转速0- 24000 (r/min)套爪夹头4、6、12高度1450 (mm)重量1100 (kg)适用范围木工、使用范围:医疗器械、仿古家具雕花、屏风镂空、实木门、工艺木门、免漆门、工艺扇窗、各种桌类及板式家具、广告标牌、标示制作,亚克力切割、吸塑灯箱、幕墙制作,铜、铝及塑料板、木板等非金属模具。
适用材料:双色板、亚克力、有机板、MDF板、PVC 板、绝缘板、木板、大理石、牛角、水晶、铜、铝、钢、人造石及合成金属等。
性能特点:★标配进口矩形线性导轨,承载力强,运行平稳,精度高,使用寿命长。
★选用恒功率水冷变频电机及高性能变频器,性能好,力矩大,效率高。
★采用名牌驱动器,齿轮齿条传动,速度更快,稳定性更好。
★软件兼容性好,可兼容Type3/Artcam/CAXA/UG/Pro-E/Mastercam/文泰等等。
★控制系统客户可选DSP或维宏系统,可选配自动换刀,交流伺服驱动,意大利HSD主轴,吸附及真空吸附装置,数控分度头等。
技术参数:产品型号JY1313-2DJY1318-2DJY1325-2DJY2030-2D 工作行程1300xl300xl60mml300xl800xl60mml300x2500xl60mm2000x3000xl6 0mm 工作台面1470xl680mml470x2160mml470x2890mm2170x3200mm 主轴电机2200W变频水冷电机3000W变频水冷电机3000W变频水冷电机4500W变频水冷电机主轴转速0-24000rpm/min运动速度15000mm/min or25000mm/min 刀具<23、175/4/6/12、7mm 文件格式G-code/IIPGL 分辨率0、01mm。
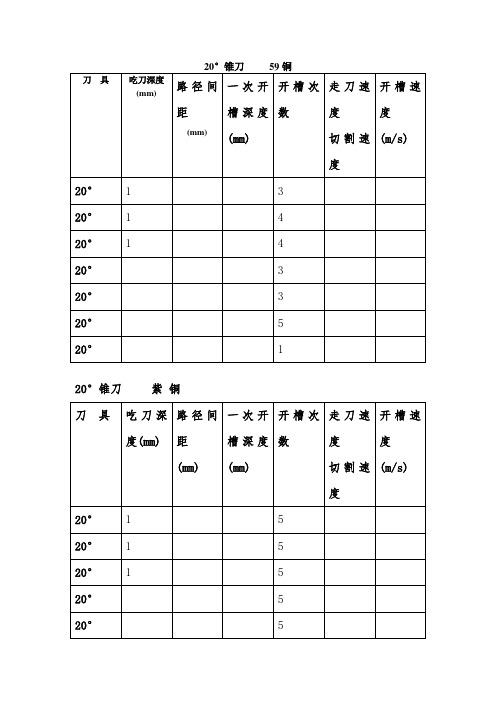
精雕机金属加工工艺参数表

刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
20°
1
3
20°
1
4
20°
1
4
20°
3
20°
3
20°
5
20°
1
20°锥刀紫铜
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
20°
1
5
20°
切割速度
(进给速度)
主轴转速
落刀延迟
落刀速度
安全高度
慢速下刀
开启冷却液
根据参数表填入数值
24000
刀越小速度越小。
-1
-1
ok
注:“操作设置”中的主轴转速、进给速度(切割速度)在加工时有效,落刀速度和落刀延迟需要在加工界面中设置才有效。
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
30°
5
30°
5
30°
5
30°
1
30°
1
30°
1
30°
1
10°锥刀59铜
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
10°
1
2
10°
2
数控雕铣机总体设计

摘要本文调查研究了示教型雕铣机的发展和国内雕铣机的发展现状。
介绍数控雕铣机床的设计过程,包括机床总体方案设计、主传动系统设计和Z向进给传动系统的机械结构设计。
在主传动系统设计中,主要分析了主轴安装座的机械机构。
进给传动系统中主要分析了丝杠、导轨的安装,以及相关固定和支承。
计算主要有两个方面:对滚珠丝杠和步进电机的选择计算和校核。
关键词雕铣机床;滚珠丝杠;直线滚动导轨AbstractThis study investigated the development of type teach engraving and milling machine engraving and milling machine and the development of the domestic status quo. CNC engraving and milling machine introduced the design process, including the overall machine design, the main transmission system design, and Z to the feed drive system of the mechanical structure design. In the main drive system design, the main analysis of the mechanical mounting spindle organization. Feed drive system in the main analysis of the screw, guide rail installation, and related fixed and supported. There are two main aspects of computing: the choice of ball screw and stepper motor calculation and verification.Keywords engraving and milling machine ball screw linear motion guide目录摘要 (I)Abstract (II)1绪论 (2)1.1示教型雕铣机课题介绍 (2)1.2小型示教型雕铣机的特点及现状 (2)1.2.1 国内数控雕铣机的发展和现状 (2)1.2.2 典型数控雕铣机的介绍 (3)1.3示教型雕铣机的主要技术参数 (5)2示教型雕铣机总体布局设计方案 (6)2.1机床总体布局设计 (6)2.2 设计方案分析 (6)3各轴系统的设计方案 (8)3.1 Z向主传动系统的方案设计 (8)3.2 进给系统方案设计 (8)3.2.1 滚珠丝杠副的选择 (8)3.2.2 滚珠丝杠的支承结构 (9)3.2.3 支承轴承的选择 (10)3.2.4 滚珠丝杠的制动装置 (10)3.2.5 步进电机与进给丝杠的联结结构 (10)3.2.6 导轨 (11)4主轴系统零部件的计算与校核 (12)4.1 主轴系统的重力计算 (12)4.2 主轴铣削力计算 (12)4.3 滚珠丝杠副的选择计算 (13)4.4 进给伺服电机功率的计算及选择 (20)5电气部分设计 (25)5.1 硬件部分电路设计 (25)5.2 80C51外部电路扩展 (25)5.3控制系统总体设计 (26)结论 (28)致谢 (29)参考文献 (30)1绪论1.1示教型雕铣机课题介绍随着微电子技术的突飞猛进,直接推动微型计算机的急剧发展。
刀具参数表

刀具直径吃刀量转速进刀剪切刀具直径吃刀量转速进刀剪切80.1100002500350080.1100002500350060.1120002000300060.1120002000300040.07130001800250040.1130001800250030.06140001500220030.06140001500220020.0515001200180020.0515001200180010.03160001000150010.0316000100015000.50.02180005008000.50.0218000500800R50.181300030004000R40.151400030004000R30.131500025003500R20.11500020002500R1.50.071600015002000R10.051650010001600R0.750.04170008001200R0.50.03180006008008R0.50.113000250035006R0.50.114000200030004R0.50.115000150020001.切削量大,刀具直径大,材料硬度高,进给速度慢,则转速相对较慢。
2.转速高,进给慢,材料硬度高,碰切削油,刀具锋利等,则光洁度高。
钢材雕铣机加工参数表开粗精铣刀具直径吃刀量转速进刀剪切刀具直径吃刀量转速进刀剪切120.41000035005000120.11000030004000100.351000030004500100.1110003000400080.3100003000450080.1130002500350060..25120003000400060.1140002000300040.2130002200350040.1150001800250030.15150001800250030.08160001500200020.1160001300200020.05170001000150010.05170001000150010.051700080012000.50.02180005008000.50.0218000500800R50.181300030004000R40.151400030004000R30.131500025003500R20.11600020003000R1.50.081700018002500R10.061700015002000R0.750.041800010001500R0.50.03180006008008R0.50.114000200030006R0.50.115000160025004R0.50.116000150020001.切削量大,刀具直径大,材料硬度高,进给速度慢,则转速相对较慢。
新代940I雕铣机配机手册

台湾新代科技(苏州)雕铣控制器070905 LP SYNTEC 940I 配机手册by : 新代科技date : 2008-4-16目录录1.控制器硬體介紹 ......................................错误!未定义书签。
1.1.1外觀尺寸 (2)1.1.2背面接頭說明..................................... 错误!未定义书签。
1.1.3右側接頭說明 (4)1.1.4左側接頭說明..................................... 错误!未定义书签。
1.2I/O模組(PIO-5)....................... 错误!未定义书签。
1.2.1外部輸入介面( X1,X2 ) ............................ 错误!未定义书签。
1.2.2外部輸出介面( Y1,Y2 ) ............................ 错误!未定义书签。
1.2.3第二操作面板........................ 错误!未定义书签。
1.2.4(MPG)接頭,DB15P IN (F)................ 错误!未定义书签。
1.2.5(D/A)接頭,綠色歐規端子 .............. 错误!未定义书签。
1.3軸控規格:........................... 错误!未定义书签。
2 I/O定義總表: ...........................................错误!未定义书签。
3CNC配機步驟.........................................错误!未定义书签。
4接線圖: .. (12)4接線圖............................... 错误!未定义书签。
4.1控制系統總圖 ......................... 错误!未定义书签。
雕铣机

雕铣机一、现场情况调试机器与设备:数控机床−雕铣机蓝海华腾变频器型号:V5−H−4T−3.7G/5.5L−H3电机名牌参数:200V、133HZ、2000r/min、5.6A二、系统接线图图 1三、系统方案雕铣机采用矢量1控制,AI1模拟端子给定线速度,数字端子X1控制机器起停。
正确设置变频器电机参数,用多段V/F曲线控制,雕铣机达到更大的出力。
通过电机铭牌参数,我们可以计算电机基本运行频率及P9组电机参数如下:电机基本运行频率f:133/200=X/380,解得X=252.7HZ,取f=250HZ电机极数:n=60*f/n=60*133/2000=3.99=4,故电机有4个极数对,为8极电机,P9.01=8电机额定转数:r1=60*250/4=3750r/min,由于实际额定转速存在误差,一般偏小,故实际额定转速可设定为:r2=3700 r/min,即P9.02=3700 r/min电机额定功率:由电机额定电流为5.6A,可以得到电机额定功率为2.2KW,故P9.03=2.2kW电机额定电流:P9.04=5.6A电机空载电流:I=5.6A*40%=2.24A,我们取P9.05=2.5A四、功能码设置原来设置功能码参数为:P0.03=0、P0.04=1、P0.06=1、P0.08=5、P0.09=5、P0.11=400、P0.13=400、P0.14=5、P0.15=400HZ、P5.00=2、P9.01=4、P9.02=1500 r/min、P9.03=3.7 kW、P9.04=7.7A、P9.05=4.0A按此参数设置时,雕铣机磨铸件力度不够大,此时观察变频器运行参数为:以106.8HZ频率运行,输出电流为0.9A~1.1A变化。
正确的功能码设置参数为:P0.03=0、P0.04=1、P0.06=1、P0.08=5、P0.09=5、P0.11=400、P0.13=400、P0.14=5、P0.15=250HZ、P5.00=2、P9.01=8、P9.02=3700 r/min、P9.03=2.2 kW、P9.04=5.6A、P9.05=2.5A,按此参数设置时,雕铣机磨铸件力度有明显增大,此时观察变频器运行参数为:以80HZ频率运行,输出电流为1.6A~1.8A变化。
精雕机金属加工工艺参数表

精心整理20°锥刀59铜刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)20°-0.8 1 0.3 0.4 3 2.4 1.2 20°-0.6 1 0.2 0.3 4 2.4 1.2 20°-0.5 1 0.2 0.3 4 2.4 1.2 20°-0.40.5 0.1 0.2 3 1.2 0.4 20°-0.30.5 0.05 0.2 3 1.2 0.4 20°-0.20.5 0.05 0.1 5 0.2 0.2 20°-0.10.05 0.03 0.05 1 0.1 0.120°锥刀紫铜刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)20°-0.8 1 0.2 0.2 5 2.4 1.2 20°-0.6 1 0.15 0.2 5 1.2 1.2 20°-0.5 1 0.1 0.2 5 1.2 1.2 20°-0.40.5 0.05 0.1 5 1.2 0.6 20°-0.30.5 0.04 0.1 5 0.4 0.4 20°-0.20.5 0.03 0.05 10 0.2 0.2 20°-0.10.02 0.02 0.02 1 0.1 0.120°锥刀铬钢刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)20°-0.80.5 0.07 0.1 5 1.2 1.2 20°-0.60.5 0.05 0.1 5 1.2 1.2 20°-0.50.5 0.05 0.1 5 1.2 1.2 20°-0.40.05 0.05 0.05 1 0.2 0.6 20°-0.30.05 0.05 0.05 1 0.2 0.4 20°-0.20.05 0.05 0.05 1 0.1 0.2 20°-0.10.02 0.02 0.02 1 0.1 0.130°锥刀59铜刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)30°-0.8 1 0.4 0.5 2 2.4 1.2 30°-0.6 1 0.2 0.5 2 2.4 1.2 30°-0.5 1 0.2 0.5 2 2.4 1.2 30°-0.4 1 0.1 0.3 3 2.4 1.2 30°-0.3 1 0.05 0.2 5 2.4 1.230°-0.2 1 0.05 0.2 5 1.8 1.2 30°-0.10.05 0.03 0.05 1 0.1 0.130°锥刀紫铜刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)30°-0.8 1 0.2 0.3 3 2.4 2.4 30°-0.6 1 0.2 0.3 3 2.4 2.4 30°-0.5 1 0.2 0.3 3 2.4 2.4 30°-0.40.5 0.1 0.1 5 2.4 1.2 30°-0.30.5 0.05 0.1 5 1.8 1.2 30°-0.20.5 0.03 0.1 5 0.4 0.2 30°-0.10.02 0.02 0.02 1 0.1 0.130°锥刀铬钢刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)30°-0.80.5 0.07 0.1 5 1.2 1.2 30°-0.60.5 0.05 0.1 5 1.2 1.2 30°-0.50.5 0.05 0.1 5 1.2 1.2 30°-0.40.1 0.1 0.1 1 1.2 0.4 30°-0.30.1 0.05 0.1 1 1.2 0.4 30°-0.20.05 0.05 0.05 1 0.4 0.2 30°-0.10.02 0.02 0.02 1 0.1 0.1 10°锥刀59铜刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)10°-0.8 1 0.2 0.4 2 2.4 1.2 10°-0.60.5 0.2 0.2 2 1.2 1.2 10°-0.50.5 0.2 0.2 2 1.2 1.2 10°-0.40.5 0.05 0.1 5 0.4 0.4 10°-0.30.1 0.1 0.1 1 0.4 0.4 10°-0.20.05 0.05 0.05 1 0.1 0.1 10°-0.10.05 0.01 0.02 2 0.1 0.12MM螺纹铣刀的加工工艺参数材料吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)59铜 3 0.5 0.5 6 2.4 1.2 铬钢 5 0.05 0.1 5 1.2 1.259铜、紫铜“操作设置”参数切割速度(进给速度)主轴转速落刀延迟落刀速度安全高度慢速下刀开启冷却液根据参数表填入数值24000 0.2 0.4 -1 -1 ok铬钢“操作设置”参数切割速度(进给速度)主轴转速落刀延迟落刀速度安全高度慢速下刀开启冷却液根据参数表填入数值24000 0.5 0.02-0.15刀越小速度越小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Y轴有效行程(前后运行ቤተ መጻሕፍቲ ባይዱ:300mm;
Z轴有效行程(上下运行):100mm;
工作台面尺寸:240mm(X轴)* 440mm(Y轴);
机器外形尺寸:410mm(X轴) * 540(Y轴) * 440 (Z轴) mm;
机架材料:6061、6063合金铝材,15mm加厚移动龙门;
机器重量:净重30kg,木架包装好后重量38kg,体积0.18m3;
使用电压:交流AC 220V(110V可选)/50Hz普通家庭用电即可;
传动方式单元:X、Y、Z均为1605静音滚珠丝杆;
滑动方式单元:X、Y、Z均为镀铬轴承钢淬火圆轨,X、Y轴16mm圆轨,Z轴12mm圆轨;
步进电机:全部采用 全新57两相3A1.8°步进电机;
主轴电机:全新48V300W风冷高速直流电机;
主轴电机转速:无级调速0—13000转/分钟,能实现低转速高扭矩;
刀具夹头范围:ER11系列夹头1-7mm均适用,标配3.175mm(1/8′);
限位开关:X、Y、Z三轴各安装两个限位开关;