TCWA 0001—2016无镀铜焊丝团体标准
焊接国家行业标准目录现行328项
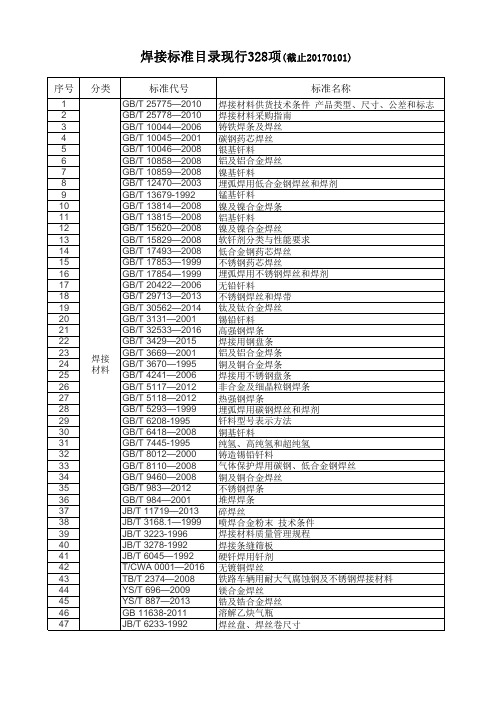
序号分类标准代号标准名称1GB/T 25775—2010 焊接材料供货技术条件 产品类型、尺寸、公差和标志2GB/T 25778—2010 焊接材料采购指南3GB/T 10044—2006 铸铁焊条及焊丝4GB/T 10045—2001 碳钢药芯焊丝5GB/T 10046—2008 银基钎料6GB/T 10858—2008 铝及铝合金焊丝7GB/T 10859—2008 镍基钎料8GB/T 12470—2003 埋弧焊用低合金钢焊丝和焊剂9GB/T 13679-1992 锰基钎料10GB/T 13814—2008 镍及镍合金焊条11GB/T 13815—2008 铝基钎料12GB/T 15620—2008 镍及镍合金焊丝13GB/T 15829—2008 软钎剂分类与性能要求14GB/T 17493—2008 低合金钢药芯焊丝15GB/T 17853—1999 不锈钢药芯焊丝16GB/T 17854—1999 埋弧焊用不锈钢焊丝和焊剂17GB/T 20422—2006 无铅钎料18GB/T 29713—2013 不锈钢焊丝和焊带19GB/T 30562—2014 钛及钛合金焊丝20GB/T 3131—2001 锡铅钎料21GB/T 32533—2016 高强钢焊条22GB/T 3429—2015 焊接用钢盘条23GB/T 3669—2001 铝及铝合金焊条24GB/T 3670—1995 铜及铜合金焊条25GB/T 4241—2006 焊接用不锈钢盘条26GB/T 5117—2012 非合金及细晶粒钢焊条27GB/T 5118—2012 热强钢焊条28GB/T 5293—1999 埋弧焊用碳钢焊丝和焊剂29GB/T 6208-1995钎料型号表示方法30GB/T 6418—2008 铜基钎料31GB/T 7445-1995纯氢、高纯氢和超纯氢32GB/T 8012—2000 铸造锡铅钎料33GB/T 8110—2008 气体保护焊用碳钢、低合金钢焊丝34GB/T 9460—2008 铜及铜合金焊丝35GB/T 983—2012 不锈钢焊条36GB/T 984—2001 堆焊焊条37JB/T 11719—2013 碎焊丝38JB/T 3168.1—1999 喷焊合金粉末 技术条件39JB/T 3223-1996 焊接材料质量管理规程40JB/T 3278-1992焊接条缝筛板41JB/T 6045—1992 硬钎焊用钎剂42T/CWA 0001—2016 无镀铜焊丝43TB/T 2374—2008 铁路车辆用耐大气腐蚀钢及不锈钢焊接材料44YS/T 696—2009 镁合金焊丝45YS/T 887—2013 锆及锆合金焊丝46GB 11638-2011 溶解乙炔气瓶47JB/T 6233-1992 焊丝盘、焊丝卷尺寸焊接标准目录现行328项(截止20170101)焊接材料序号分类标准代号标准名称48CB/T 3880-1999 三级铸钢锚链补焊技术要求49CB/Z 270-2004 945钢焊接和焊缝修补技术要求50GB 12337-1998 钢制球形储罐51GB 150.4-2011 压力容器 第4部分:制造、检验和验收52GB/T 11038-2009船用辅锅炉及压力容器受压元件焊接技术条件53GB/T 11373-1989 热喷涂金属件表面预处理通则54GB/T 19866—2005 焊接工艺规程及评定的一般原则55GB/T 19867.1—2005 电弧焊焊接工艺规程56GB/T 19867.2—2008 气焊焊接工艺规程57GB/T 19867.3—2008 电子束焊接工艺规程58GB/T 19867.4—2008 激光焊接工艺规程59GB/T 19867.5—2008 电阻焊焊接工艺规程60GB/T 19868.1—2005 基于试验焊接材料的工艺评定61GB/T 19868.2—2005 基于焊接经验的工艺评定62GB/T 19868.3—2005 基于标准焊接规程的工艺评定63GB/T 19868.4—2005 基于预生产焊接试验的工艺评定64GB/T 22086—2008 铝及铝合金弧焊推荐工艺65GB/T 24598—2009 铝及铝合金熔化焊焊工技能评定66GB/T 25776—2010 焊接材料焊接工艺性能评定方法67GB/T 30563—2014 铜及铜合金熔化焊焊工技能评定68GB/T 32257—2015 镍及镍合金熔化焊焊工技能评定69GB/T 6417.1—2005 金属熔化焊接头缺欠分类及说明70GB/T 6417.2—2005 金属压力焊接头缺欠分类及说明71GB/T 8923.1-2011涂覆涂料前钢材表面处理 表面清洁度的目视评定 第1部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级72JB/T 11062—2010 电子束焊接工艺指南73JB/T 11063—2010 激光焊接工艺指南74JB/T 11085—2011 振动焊接工艺参数选择及技术要求75JB/T 1609-1993锅炉锅筒制造技术条件76JB/T 1610-1993锅炉集箱制造技术条件77JB/T 1611-1993锅炉管子制造技术条件78JB/T 1612-1994锅炉 水压试验技术条件79JB/T 1613-1993锅炉受压元件焊接技术条件80JB/T 1620-1993锅炉钢结构技术条件81JB/T 4251—1999 摩擦焊通用技术条件82JB/T 4708-2000钢制压力容器焊接工艺评定83JB/T 4709-2007钢制压力容器焊接规程84JB/T 6046—1992 碳钢、低合金钢焊接构件焊后热处理方法85JB/T 6966—1993 钎缝外观质量评定方法86JB/T 6967—1993 电渣焊通用技术条件87JB/T 9185-1999钨极惰性气体保护焊工艺方法88JB/T 9186-1999 二氧化碳气体保护焊工艺规程89JGJ 18-2012钢筋焊接与验收规程90JT/T 240-1995 船体结构低温焊接91SY/T 0452—2012 石油天然气金属管道焊接工艺评定92HB/Z 5134-2000结构钢和不锈钢熔焊工艺焊接工艺序号分类标准代号标准名称93GB/T 25298—2010 电阻焊机控制器通用技术条件94GB 10235—2012 弧焊电源 防触电装置95GB 151-1999 管壳式换热器96GB 15579.10—2008 弧焊设备 第10部分:电磁兼容性(EMC)要求97GB 15579.11—2012 弧焊设备 第11部分:电焊钳98GB 15579.1—2013 弧焊设备 第1部分:焊接电源99GB 15579.12—2012 弧焊设备 第12部分:焊接电缆耦合装置100GB 15579.2—2014 弧焊设备 第2部分:液体冷却系统101GB 15579.3—2014 弧焊设备 第3部分:引弧和稳弧装置102GB 15579.4—2014 弧焊设备 第4部分:周期检查和试验103GB 15579.5—2013 弧焊设备 第5部分:送丝装置104GB 15579.6—2008 弧焊设备 第6部分:限制负载的手工金属弧焊电源105GB 15579.7—2013 弧焊设备 第7部分:焊炬(枪)106GB 15579.8—2014 弧焊设备 第8部分:焊接和等离子切割系统的气路装置107GB 28736—2012 电弧焊机能效限定值及能效等级108GB 31251.2—2014 电阻焊设备 第2部分:电磁兼容性要求109GB/T 10249—2010 电焊机型号编制方法110GB/T 13164—2003 埋弧焊机111GB/T 18495—2001 电阻焊——与焊钳一体式的变压器112GB/T 25299—2010 电阻焊设备 汽车工业中使用的具有两个独立次级线圈的多点焊变压器特殊技术条件113GB/T 25300—2010 电阻焊设备 汽车工业中使用的具有一个次级线圈的多点焊变压器特殊技术条件114GB/T 25301—2010 电阻焊设备 适用于所有变压器的通用技术条件115GB/T 25305—2010 缝焊机116GB/T 25310—2010 固定式点、凸焊机117GB/T 25311—2010 固定式对焊机118GB/T 25312—2010 焊接设备电磁场对操作人员影响程度的评价准则119GB/T 25313—2010 焊接设备电磁场检测与评估准则120GB/T 25443—2010 移动式点焊机121GB/T 28771—2012 型钢自动化焊接装备122GB/T 2900.22—2005 电工名词术语 电焊机123GB/T 32532—2016 焊接与切割用钨极124GB/T 3805-2008特低电压 (ELV) 限值125GB/T 5107—2008 气焊设备 焊接 切割和相关工艺设备用软管接头126GB/T 8118—2010 电弧焊机通用技术条件127GB/T 8366—2004 阻焊 电阻焊机 机械和电气要求128JB/T 10101-2000 固定式点、凸焊机129JB/T 10110—1999 电阻焊机控制器 通用技术条件130JB/T 10113—2002 电阻焊设备 两端与水冷连接块相连的次级连接电缆的尺寸和特性131JB/T 10248—2001 汽油切割机132JB/T 10255—2001 电阻焊设备——电极接头,外锥度1:10 第1部分:圆锥配合,锥度1:10133JB/T 10256.1—2001 电阻点焊——电极握杆 第1部分:锥度配合134JB/T 10256.2—2001 电阻点焊——电极握杆 第2部分:莫氏锥度配合135JB/T 10256.3—2001 电阻点焊——电极握杆 第3部分:末端插入式圆柱柄配合136JB/T 10257—2001 电阻焊设备——用于电极档块的绝缘销137JB/T 10258—2001 电阻凸焊用的凸点138JB/T 10498—2005 电焊机专用转换开关焊接设备序号分类标准代号标准名称139JB/T 2751—2004 等离子弧切割机140JB/T 3158—1999 电阻点焊 直电极141JB/T 3643-2016小型弧焊变压器安全要求142JB/T 3946—1999 凸焊机电极平板槽子143JB/T 3947—1999 电阻点焊电极接头144JB/T 3948—1999 电阻点焊电极帽145JB/T 3957—1999 阻焊设备 电极锥度配合尺寸146JB/T 4158—1999 缝焊焊轮坯料尺寸147JB/T 5101—1991 气割机用割炬148JB/T 5102—2011 坐标式切割机149JB/T 5249-1991 移动式点焊机150JB/T 5250-1991 缝焊机151JB/T 5251-1991 固定式对焊机152JB/T 5252-1991 电阻焊设备用图形符号153JB/T 5256-1991 电焊机检查及抽样方法154JB/T 6104—1992 摇臂仿形气割机155JB/T 6231—1992 电阻点焊设备电极冷却管156JB/T 6232—1992 电焊条保温筒技术条件157JB/T 6965—1993 焊接操作机158JB/T 6969—1993 射吸式焊炬159JB/T 6970—1993 射吸式割炬160JB/T 7106—1993 水再压缩空气等离子弧切割机161JB/T 7108—1993 碳弧气刨机162JB/T 7109—1993 等离子弧焊机163JB/T 7346—1994 小车式气割机164JB/T 7437—1994 干式回火保险器165JB/T 7783—2012 管子坡口机技术条件166JB/T 7824—1995 逆变式弧焊整流器技术条件167JB/T 7834—1995 弧焊变压器168JB/T 7835—1995 弧焊整流器169JB/T 7947—1999 等压式焊炬、割炬170JB/T 7950—1999 快速割嘴171JB/T 8086—1999 摩擦焊机172JB/T 8323—1996 螺柱焊机173JB/T 8442.1—1996 电阻焊水冷次级连接电缆 第1部分双芯连接电缆的规格和技术要求174JB/T 8442.2—1996 电阻焊水冷次级连接电缆 第2部分单芯连接电缆的规格和技术要求175JB/T 8442.3—1996 电阻焊水冷次级连接电缆 第3部分试验要求176JB/T 8597—1997 钢筋电渣压力焊机技术条件177JB/T 8747—1998 手工钨极惰性气体保护弧焊机(TIG焊机)技术条件178JB/T 8748—1998 MIG/MAG弧焊机179JB/T 8795—1998 水电解氢氧发生器180JB/T 8805—1998 气体保护焊用减压器技术条件181JB/T 8806—1998 气体保护焊用混合气体配比器技术条件182JB/T 9187—1999 焊接滚轮架183JB/T 9526-1999 TIG焊焊炬技术条件184JB/T 9527—1999 阻焊设备 圆锥塞规和圆锥环规185JB/T 9528—1999 原动机——弧焊发电机组186JB/T 9529-1999 电阻焊机变压器通用技术条件187JB/T 9530—1999 电阻焊设备的绝缘帽和绝缘衬套焊接设备序号分类标准代号标准名称188JB/T 9531-1999 电阻点焊 电极挡块和夹块189JB/T 9532-1999 MIG/MAG焊焊枪技术条件190JB/T 9533-1999 焊机送丝机装置技术条件191JB/T 9534-1999 引弧装置技术条件192JB/T 9959-1999 电阻点焊 内锥度1:10的电极接头193JB/T 9960-1999 电阻点焊 凸型电极帽194JB/T 7438—1994 空气等离子弧切割机195JB/T 7598-2008电阻焊电极用铜-铬-锆合金196GB 12135-1999 气瓶定期检验站技术条件197GB/T 25777—2010 焊接材料熔敷金属化学分析试样制备方法198CB/T 3177-1994 船舶钢焊缝射线照相和超声波检查规则199CB/T 3559-1994 船舶钢焊缝手工超声波探伤工艺和质量分级200CB/T 3802-1997 船体焊接表面质量检验要求201EJ/T 1039-1996核电厂核岛机械设备无损检验规范202GB/T 11343-2008无损检测接触式超声斜射检测方法203GB/T 11344-2008无损检测 接触式超声脉冲回波法测厚方法204GB/T 11345—2013 焊缝无损检测 超声检测 技术、检测 等级和评定205GB/T 11363—2008 钎焊接头强度试验方法206GB/T 11364—2008 钎料润湿性试验方法207GB/T 11809-2008 压水堆燃料棒焊缝检验方法 金相检验和X射线照相检验208GB/T 12137-2002 气瓶气密性试验方法209GB/T 12604.1-2005 无损检测 术语 超声检测210GB/T 12604.2-2005 无损检测 术语 射线检测211GB/T 12604.3-2005 无损检测 术语 渗透检测212GB/T 12604.4-2005 无损检测 术语 声发射检测213GB/T 12604.5-2008 无损检测 术语 磁粉检测214GB/T 12604.6-2008无损检测 术语 涡流检测215GB/T 12605-2008无损检测 金属管道熔化焊环向对接接头射线照相检测方法216GB/T 12624-2009手部防护 通用技术条件及测试方法217GB/T 13165—2010 电弧焊机噪声测定方法218GB/T 14693—2008 无损检测 符号表示法219GB/T 16957—2012 复合钢板焊接接头力学性能试验方法220GB/T 18591—2001 焊接 预热温度、道间温度及预热维持温度的测量指南221GB/T 1954—2008 铬镍奥氏体不锈钢焊缝铁素体含量测定方法222GB/T 19869.1—2005 钢、镍及镍合金的焊接工艺评定试验223GB/T 19869.2—2012 铝及铝合金的焊接工艺评定试验224GB/T 20967—2007 无损检测目视检测总则225GB/T 20968—2007 无损检测目视检测辅助工具低倍放大镜的选用226GB/T 21143-2007金属材料 准静态断裂韧度的统一试验方法227GB/T 2424.17-2008 电工电子产品环境试验 第2部分:试验方法 试验T:锡焊试验导则228GB/T 25774.1—2010 焊接材料的检验 第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验229GB/T 25774.2—2016 焊接材料的检验 第2部分: 钢的单面单道焊和双面单道焊焊接接头230GB/T 25774.3—2010 焊接材料的检验 第3部分:T型接头角焊缝试样的制备及检验231GB/T 2649-1989 焊接接头力学性能试验取样方法232GB/T 2650—2008 焊接接头冲击试验方法233GB/T 2651—2008 焊接接头拉伸试验方法焊接设备检验试验序号分类标准代号标准名称234GB/T 2652—2008 焊缝及熔敷金属拉伸试验方法235GB/T 2653—2008 焊接接头弯曲试验方法236GB/T 2654—2008 焊接接头硬度试验方法237GB/T 26951—2011 焊缝无损检测磁粉检测238GB/T 26952—2011 焊缝无损检测焊缝磁粉检测验收等级239GB/T 26953—2011 焊缝无损检测焊缝渗透检测验收等级240GB/T 26954—2011 焊缝无损检测基于复平面分析的焊缝涡流检测241GB/T 26955—2011 金属材料焊缝破坏性试验焊缝宏观和微观检验242GB/T 26957—2011 金属材料焊缝破坏性试验十字接头和搭接接头拉伸试验方法243GB/T 27551—2011 金属材料焊缝破坏性试验断裂试验244GB/T 27552—2011 金属材料焊缝破坏性试验 焊接接头 显微硬度试验245GB/T 28896—2012 金属材料 焊接接头准静态断裂韧度测定的试验方法246GB/T 2970-2004厚钢板超声波检验方法247GB/T 29710—2013 电子束及激光焊接工艺评定试验方法248GB/T 29711—2013 焊缝无损检测超声检测焊缝中的显示特征249GB/T 29712—2013 焊缝无损检测超声检测验收等级250GB/T 32259—2015 焊缝无损检测 熔焊接头目视检测251GB/T 32260.1—2015 金属材料焊缝的破坏性试验焊件的冷裂纹试验弧焊方法252GB/T 32260.2—2015 金属材料焊缝的破坏性试验焊件的冷裂纹试验弧焊方法253GB/T 32260.3—2015 金属材料焊缝的破坏性试验 焊件的冷裂纹试验 弧焊方法254GB/T 3323—2005 金属熔化焊焊接接头射线照相255GB/T 3609.1-2008职业眼面部防护 焊接防护 第1部分:焊接防护具256GB/T 3965—2012 熔敷金属中扩散氢测定方法257GB/T 4074.4-2008绕组线试验方法 第4部分:化学性能258GB/T 4334—2008 金属和合金的腐蚀 不锈钢晶间腐蚀试验方法259GB/T 4909.12-2009 裸电线试验方法 第12部分 镀层可焊性试验 焊球法260GB/T 6803-2008铁素体钢的无塑性转变温度落锤试验方法261GB/T 8454-1987 焊条用还原钛铁矿粉中亚铁量的测定262GB/T 9251-2011气瓶水压试验方法263GB/T 9252-2001气瓶疲劳试验方法264GBZ/T 160.40-2004工作场所空气中混合烃类化合物的测定方法265GBZ/T 160.9-2004工作场所空气中铜及其化合物的测定方法266GBZ/T 192.1-4-2007工作场所空气中粉尘测定267JB/T 2636-1994锅炉受压元件焊接接头金相和断口检验方法268JB/T 3168.2—1999 喷焊合金粉末 硬度、粒度测定269JB/T 3168.3—1999 喷焊合金粉末 化学成分分析方法270JB/T 4730.1-6-2005承压设备无损检测271JB/T 7948.10-1999 熔炼焊剂及化学分析法 燃烧-库伦法测定碳量272JB/T 7948.11-1999 熔炼焊剂及化学分析法 燃烧-碘量法测定流量273JB/T 7948.1-1999 熔炼焊剂化学分析方法 重量法测定二氧化硅量274JB/T 7948.12-1999 熔炼焊剂及化学分析法 EDTA容量法测定氧化钙、氧化镁量275JB/T 7948.2-1999 熔炼焊剂化学分析方法 电位滴定法测定氧化锰量276JB/T 7948.3-1999熔炼焊剂化学分析方法 高锰酸盐光度法测定氧化锰量277JB/T 7948.4-1999 熔炼焊剂化学分析方法 EDTA容量法测定氧化铝量278JB/T 7948.5-1999 熔炼焊剂化学分析方法 磺基水杨酸光度法测定氧化铁量279JB/T 7948.6-1999 熔炼焊剂化学分析方法 热解法测定氧化钙量检验试验序号分类标准代号标准名称280JB/T 7948.7-1999 熔炼焊剂及化学分析法 氟氯化铅-EDTA容量法测定氟化钙量281JB/T 7948.8-1999 熔炼焊剂及化学分析法 钼蓝光度法测定磷量282JB/T 7948.9-1999 熔炼焊剂及化学分析方法 火焰光度法测定氧化钠、氧化钾量283GB/T 19418—2003 钢的弧焊接头 缺陷质量分级指南284GB/T 19804—2005 焊接结构的一般尺寸公差和形位公差285GB/T 22085.1—2008 电子束及激光焊接接头 缺欠质量286GB/T 22085.2—2008 电子束及激光焊接接头 缺欠质量 分级指南 第2部分:铝及铝合金287GB/T 22087—2008 铝及铝合金的弧焊接头 缺欠质量分级指南288GB 9448—1999 焊接与切割安全289GB/T 6223-1997自吸过滤式防微粒口罩290GB/T 6719-2009袋式除尘器技术要求291GB/T 8196-2003 机械安全 防护装置 固定式和活动式防护装置设计与制292JB/T 8588—1997 电焊机用冷却风机的安全要求293GB 5906-1997尘肺的X线诊断294GB 10434-1989 作业场所局部振动卫生295GB 10435-1989 作业场所激光辐射卫生296GB 11515-1989 金属烟热诊断 及处理原则297GB 11522-1989 车间空气中的二氧化钛粉尘卫生298GB 12011-2009 足部防护 电绝缘鞋299GB 15578—2008 电阻焊机的安全要求300GB 16194—1996 车间空气中电焊烟尘卫生标准301GB 2811-2007安全帽302GB 3232-1982 职业性慢性锰中毒诊断 及处理原则303GB 3234-1982 工业性氟中毒诊断 及处理原则304GB 6095-2009安全带305GB 7144-1999气瓶颜色标志306GB 7795-1987 职业性急性电光性眼炎诊断及处理原则307GB 7801-1987 职业性急性氮氧化物中毒诊断 及处理原则308GB 7804-1987 职业性皮肤病诊断 及处理原则 总则309GB 7805-1987 职业性电光性皮炎诊断 及处理原则310GB/T 11726-1989 车间空气中铝、氧化铝、铝合金粉尘卫生311GB/T 5817-2009粉尘作业场所危害程度分级312GB/T 19419—2003 焊接管理任务与职责313CB/T 3190-1997 船体结构焊接坡口型式及尺寸314GB/T 15169—2003 钢熔化焊焊工技能评定315GB/T 16672—1996 焊缝—工作位置—倾角和转角的定义316GB/T 19805—2005 焊接操作工技能评定317GB/T 985.1—2008 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口318GB/T 985.2—2008 埋弧焊的推荐坡口319GB/T 985.3—2008 铝及铝合金气体保护焊的推荐坡口320GB/T 985.4—2008 复合钢的推荐坡口321GB/T 324—2008 焊缝符号表示法322GB/T 3375—1994 焊接术语323GB/T 5185—2005 焊接及相关工艺方法代号324JB/T 10045.1—1999 热切割 方法与分类325JB/T 10045.2—1999 热切割 术语和定义326JB/T 10045.3—1999 热切割 气割质量和尺寸偏差327JB/T 10045.4—1999 热切割 等离子弧切割质量和尺寸偏差328JB/T 10045.5—1999 热切割 气割表面质量样板安全卫生综合检验试验。
常用焊材标准明细

≤0.040 ≤0.030 10.0-16.0
≥40
44 D507Mo EDCr-A2-15 GB/T981-2001 ≤0.20
10.0-16.0 ≤6.0 ≤2.5
≤2.0 ≤0.50 ≥37
45 D512 EDCr-B-03 GB/T981-2001 ≤0.25 ≤1.0
10.0-16.0
≥45
常用焊材标准明细表
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
P
结构钢焊条化学成分
S
Cr
Ni
Mo
V
1 J422
E4303 GB/T5117-95 ≤0.12 ≤0.35 0.3-0.6 ≤0.040 ≤0.035
2 J502
E5003 GB/T5117-95 ≤0.12 ≤0.30 0.4-0.9 ≤0.040 ≤0.035
24 A102 E308-16 GB/T983-95 ≤0.08 ≤0.90 0.5-2.5 ≤0.035 ≤0.030 18.0-21.0 9.0-11.0 ≤0.50 ≤0.50
25 A107 E308-15 GB/T983-95 ≤0.08 ≤0.90 0.5-2.5 ≤0.035 ≤0.030 18.0-21.0 9.0-11.0 ≤0.50 ≤0.50
18.0-21.0 10.0-12.0 3.8-5.0 0.5-1.2
0.7-1.2 ≥37
序 号
焊材牌号
焊材型号
焊材标准号
C
钴基合金堆焊焊条化学成分
硬度
Si
Mn
P
S
Cr
Ni
Mo
Fe
W
Co HRC(HBS)
气电焊用药芯焊丝-最新国标

气电焊用药芯焊丝1范围本文件规定了气电焊用药芯焊丝的型号、技术要求、试验方法、修约规则、检验规则和供货技术条件等内容。
本文件适用于焊缝金属最小抗拉强度要求值不低于430MPa的气体保护和自保护气电焊用药芯焊丝(以下简称“焊丝”)。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T2650—2022金属材料焊缝破坏性试验冲击试验(ISO9016:2022,MOD)GB/T2652金属材料焊缝破坏性试验熔化焊接头焊缝金属纵向拉伸试验(GB/T2652—2022,ISO 5178:2019,IDT)GB/T3323.1焊缝无损检测射线检测第1部分:X和伽玛射线的胶片技术(GB/T3323.1—2019,ISO17636-1:2013,MOD)GB/T3375焊接术语GB/T8170—2008数值修约规则与极限数值的表示和判定GB/T25775焊接材料供货技术条件产品类型、尺寸、公差和标志(GB/T25775—2010,ISO 544:2003,MOD)GB/T25778焊接材料采购指南(GB/T25778—2010,ISO14344:2010,MOD)GB/T37910.1—2019焊缝无损检测射线检测验收等级第1部分:钢、镍、钛及其合金(ISO 10675-1:2016,MOD)GB/T39255焊接与切割用保护气体(GB/T39255—2020,ISO14175:2008,MOD)3术语和定义GB/T3375界定的以及下列术语和定义适用于本文件。
3.1气电焊electrogas welding一种利用连续送进焊丝与熔池之间的电弧,按照近似垂直或水平方向通过成型器具约束焊缝成型的焊接方法。
焊接过程中不施加外部压力,可使用实心焊丝或药芯焊丝,可选用气体保护或自保护。
2016年最新行业标准目录(尚伟峰)
行业标准目录
序号 1. 2. 3. 4. 5. 6. 7. 8. 9. 标准编号 NB/T 10029-2016 NB/T 10030-2016 NB/T 10031-2016 NB/T 10032-2016 NB/T 10033-2016 NB/T 10034-2016 NB/T 10035-2016 NB/T 12006-2016 NB/T 13008-2016 标准名称 煤层气集输设计规范 钻井液完井液对煤层气储层损害室 内评价方法 煤层气井有杆泵排采设计规范 煤层气井螺杆泵排采设计规范 煤层气评价井钻井地质设计规范 煤层气藏用水基压裂液性能评价方 法 通过管道输送的煤层气技术要求和 试验方法 煤化工特大型空气分离设备 生物液体燃料用原料 藻类油脂 页岩气 储层改造 第 5 部分: 水平井 钻磨桥塞作业要求 页岩气 储层改造 第 6 部分: 水平井 分簇射孔作业要求 页岩气 压裂液 第 2 部分: 降阻剂性 能指标及测试方法 代替标准 采标号 批准日期 2016-12-5 2016-12-5 2016-12-5 2016-12-5 2016-12-5 2016-12-5 2016-12-5 2016-12-5 2016-12-5 2016-12-5 2016-12-5 2016-12-5 实施日期 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1
பைடு நூலகம்
实施日期 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1 2017-5-1
焊丝入厂验收标准
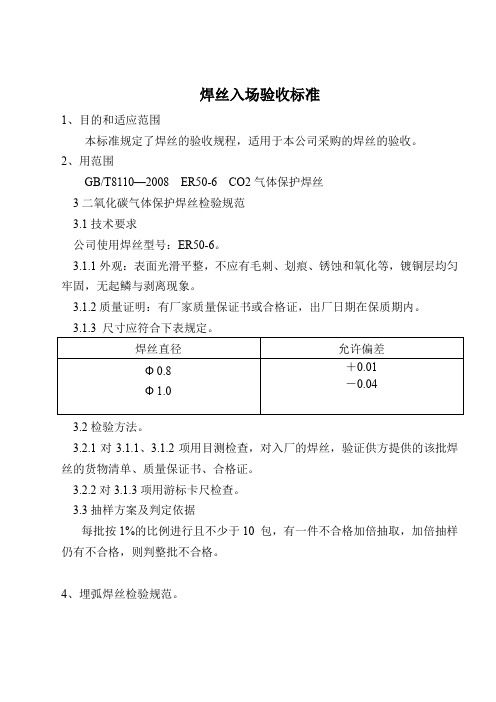
焊丝入场验收标准1、目的和适应范围本标准规定了焊丝的验收规程,适用于本公司采购的焊丝的验收。
2、用范围GB/T8110—2008 ER50-6 CO2气体保护焊丝3二氧化碳气体保护焊丝检验规范3.1技术要求公司使用焊丝型号:ER50-6。
3.1.1外观:表面光滑平整,不应有毛刺、划痕、锈蚀和氧化等,镀铜层均匀牢固,无起鳞与剥离现象。
3.1.2质量证明:有厂家质量保证书或合格证,出厂日期在保质期内。
3.2检验方法。
3.2.1对3.1.1、3.1.2项用目测检查,对入厂的焊丝,验证供方提供的该批焊丝的货物清单、质量保证书、合格证。
3.2.2对3.1.3项用游标卡尺检查。
3.3抽样方案及判定依据每批按1%的比例进行且不少于10 包,有一件不合格加倍抽取,加倍抽样仍有不合格,则判整批不合格。
4、埋弧焊丝检验规范。
4.1技术要求公司使用焊丝型号:THH10Mn2、H08MnA, ф0.8、ф1.0、4.1.1外观:焊丝表面应光滑,无毛刺、凹陷、裂纹、折痕、氧化皮等缺陷或其他不利于焊接操作以及对焊缝金属性能有不利影响的外来物质,焊丝表面允许有不超过直径允许偏差之半的划伤及不超过直径偏差的局部缺陷存在,镀层表面光滑,不得有肉眼可见的裂纹、麻点、锈蚀及镀层脱落等。
4.1.2质量证明:有厂家质量保证书或合格证齐全,出厂日期在保质期内。
4.1.4焊剂a、焊剂型号:HJ-F001型b、焊剂无受潮结块,且颗粒均匀。
c、按1%的比例进行且不少于10包,有一包不合格,加倍抽取,加倍抽样仍有不合格时,判断批不合格。
4.2检验方法。
4.2.1对4.1.1、4.1.2、4.1.4项用目测检查,对入厂的焊丝,验证供方提供的该批焊丝的货物清单、质量保证书、合格证。
4.2.2对4.1.3项用游标卡尺检查。
4.3抽样方案及判定依据。
每批按1%的比例进行且不少于10包,,有一件不合格,加倍抽取,加倍抽取检查仍有不合格时,判断批不合格。
海关总署公告2016年第13号——关于发布海关化验标准的公告

海关总署公告2016年第13号——关于发布海关化验
标准的公告
文章属性
•【制定机关】中华人民共和国海关总署
•【公布日期】2016.02.29
•【文号】海关总署公告2016年第13号
•【施行日期】2016.03.01
•【效力等级】部门规范性文件
•【时效性】现行有效
•【主题分类】标准化
正文
海关总署公告
2016年第13号
关于发布海关化验标准的公告
根据《中华人民共和国海关行业标准管理办法(试行)》(署令第140号),海关总署批准《滑石粉粒度测定》、《烃类中芳烃含量的测定》等4项海关行业标准和《含钒残渣中五氧化二钒含量的测定》1项海关行业标准化指导性技术文件,现予以公布(标准编号名称见附件),自2016年3月1日起实施。
特此公告。
附件:海关行业标准编号名称表
海关总署
2016年2月29日。
国家认监委关于发布2016年第一批两项认证认可行业标准的通知-国认科〔2016〕21号

国家认监委关于发布2016年第一批两项认证认可行业标准的通知
正文:
----------------------------------------------------------------------------------------------------------------------------------------------------
国家认监委关于发布2016年第一批两项认证认可行业标准的通知
国认科〔2016〕21号
各相关认证机构、检验检测机构,认证认可技术研究所、中国合格评定国家认可中心、中国认证认可协会:经审查,现将《食品检验机构诚信管理体系通用要求》等两项认证认可行业标准予以发布。
标准编号、标准名称以及实施日期见附件。
附件:2016年第一批认证认可行业标准目录
国家认监委
2016年4月27日
附件1
2016年第一批认证认可行业标准目录
序号
标准编号
标准名称
实施日期
1
RB/T187-2016
食品检验机构诚信管理体系通用要求
2016-11-1
2
RB/T121-2016
能源管理体系建材企业(不含水泥、玻璃、陶瓷)认证要求2016-11-1
——结束——。
工业和信息化部办公厅关于印发2016年第一批行业标准制修订计划的通知-工信厅科〔2016〕58号

工业和信息化部办公厅关于印发2016年第一批行业标准制修订计划的通
知
正文:
----------------------------------------------------------------------------------------------------------------------------------------------------
工业和信息化部办公厅关于印发2016年第一批行业标准制修订计划的通知
工信厅科〔2016〕58号
有关单位:
根据工业和通信业行业标准制修订工作的总体安排,工业和信息化部编制完成了2016年第一批行业标准制修订计划。
现印发给你们,请认真组织落实。
具体要求如下:
一、标准起草单位要注意做好标准制定与技术创新、试验验证、知识产权处置、产业化推进、应用推广的统筹协调。
二、标准化技术归口单位、技术组织、有关行业协会(联合会)、集团公司(企业)等主管单位要尽早安排,将文件及时转发至主要起草单位,并做好标准意见征求和技术审查等工作,把好技术审查关。
三、部内相关司局应做好行业标准制修订过程的管理工作,确保标准质量。
四、在计划的执行过程中,如需对标准项目进行调整,按有关规定办理。
附件:2016年第一批行业标准制修订计划
工业和信息化部办公厅
2016年4月6日
——结束——。
国家标准化管理委员会依法备案行业标准540项,现予以公告(见附件).doc
谢谢你的关注
谢谢你的关注2016年第5号(总第197号)
国家标准化管理委员会依法备案行业标准540项,现予以公告(见附件)。
国家标准委
2016年6月8日
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
谢谢你的关注
印送:各省、自治区、直辖市质量技术监督局,总局各直属检验检疫局,国务院各有关部门、行业协会、集团公司,总局各司(局)、直属
挂靠单位,全国各直属标准化技术委员会。
国家标准化管理委员会办公室2016年6月15日印发谢谢你的关注
谢谢你的关注。
中外焊丝国家标准对照表

中外焊丝国家标准对照表焊丝是焊接工艺中必不可少的一种材料,它直接影响着焊接接头的质量和性能。
在国际贸易中,各个国家都有自己的焊丝国家标准,这就需要对不同国家的标准进行对照分析,以便更好地进行国际贸易和技术交流。
下面将对中外焊丝国家标准进行对照表分析,以便更好地了解各国焊丝标准的异同,为我国焊接行业的发展提供参考和借鉴。
1. 标准名称对照。
中国国家标准,GB/T 8110-2008 焊丝。
美国国家标准,AWS A5.18/A5.18M:2005 Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding。
德国国家标准,DIN 8559-1: 1990-11 Welding filler materials; welding filler materials for gas-shielded arc welding; wire electrodes, wires and rods for arc welding of non-alloy and fine-grain steels; designation, technical delivery conditions。
日本国家标准,JIS Z 3312: 1999 Covered electrodes, wires and rods for arc welding of mild steel, high strength steel and low temperature service steel。
2. 技术要求对照。
在技术要求方面,各国标准对焊丝的化学成分、机械性能、焊接性能等方面都有详细的规定。
例如,中国国家标准GB/T 8110-2008对焊丝的化学成分、拉伸强度、屈服强度、延伸率、冲击功等性能指标进行了详细的规定;美国国家标准AWS A5.18/A5.18M:2005也对焊丝的化学成分、机械性能、焊接性能等进行了详细的规定,并且在检测方法和标准值方面也有所不同;德国国家标准DIN 8559-1: 1990-11和日本国家标准JIS Z 3312: 1999也对焊丝的技术要求进行了详细的规定。
中华人民共和国国家标准公告2016年第17号(机械工业部分)

2 0l 7 - 0 5 - 0l
1 一 业 车辆 稳定 验 证 第 8部 分 :在 门 前倾 l 5 G B f r 2 6 9 4 9 . 8 —2 0 J 6 和裁 荷 起 升 条 件下 堆 垛 作 、 J 的附 加 稳 定性 试 验 G B 厂 【 1 2 l 4 6 7 -2 0 0 8
2 0l 7 — 1 1 — 01 2 0l 7 - 0 5 - 0l
铸 造 合 金锭
7 : 2 4 1 嘲 锥 鲢 规 锰 基钎 料 检 验
GI j 厂 r 8 7 3 3 —2 0 0 7
GB , r 1 l 8 5 4 —2 0 0 3 Gl j , r l 3 6 7 9 一l 9 9 2
| I l
。
_
譬
。
农 林 拖 托 机 和 机 械 、草 坪 和 同 动 力 机 械 操 作 l ( ; B f l ’ 4 2 6 9 . 2 —2 0 l 6 臂操纵机 构乖 l 】 其 他 示 装 置 川 符 用 拖 拉机 币 I I 机 械 用 符
2 GB 厂 r 5l 8 4 —2 0I 6 3 ( B , r 6 4 0 6 —2 0 l 6 义 乍 挂 钩 型 货 叉和 货 叉 架 安 装 寸 超 硬磨 料 粒 度 榆 验 ( ; B / T 5 l 8 4 —2 0 0 8 ( B , r 6 4 0 6 一l 9 9 6
2 O I 7 — 0 5 一 O I
1 6 ( ; B / 1 " 2 6 9 4 9 . 1 l 一2 0 1 6 叉 乍
惶 车 辆 稳 定 性 验 证 第 l 1 5 - o1
1 业 车 辆 稳 定 r £ 验证 l 7 G B / i " 2 6 9 4 9 . 1 4 —2 O 1 6 缩臂式 叉乍
镍及镍合金实心焊丝和焊带-最新国标

镍及镍合金实心焊丝和焊带1范围本文件规定了镍及镍合金实心焊丝、实心填充丝和实心焊带的型号、技术要求、试验方法、修约规则、检验规则和供货技术条件等内容。
本文件适用于镍含量超过其他任一元素含量的熔化焊用镍及镍合金实心焊丝、实心填充丝(以下简称焊丝)和实心焊带(以下简称焊带)。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T2652金属材料焊缝破坏性试验熔化焊接头焊缝金属纵向拉伸试验GB/T3375焊接术语GB/T5185焊接及相关工艺方法代号(GB/T5185—2005,ISO4063:1998,IDT)GB/T8170—2008数值修约规则与极限数值的表示和判定GB/T25775焊接材料供货技术条件产品类型、尺寸、公差和标志(GB/T25775—2010,ISO 544:2003,MOD)GB/T25778焊接材料采购指南(GB/T25778—2010,ISO14344:2010,MOD)3术语和定义GB/T3375、GB/T5185界定的以及下列术语和定义适用于本文件。
3.1实心焊丝solid wire electrode焊接时既作为填充金属又作为电极传导电流、具有均一实心圆形截面的丝状焊接材料。
3.2实心填充丝solid wire/solid rod焊接时仅作为填充金属但不传导电流、具有均一实心圆形截面的丝状焊接材料。
3.3实心焊带solid strip electrode焊接时既作为填充金属又作为电极传导电流、具有均一实心矩形截面且厚度不小于0.10mm的带状焊接材料。
4型号4.1型号划分1焊丝和焊带型号按其化学成分进行划分。
焊丝和焊带使用说明见附录C。
本文件与其他相关标准的化学成分分类对照见附录D。
4.2型号编制方法焊丝和焊带型号由两部分组成:a)第一部分:用字母“S”表示焊丝,用字母“B”表示焊带;b)第二部分:用“Ni”加4位数字或4位数字与一个字母的组合表示镍基合金化学成分分类的字符代号,见5.3,其中表示主要添加合金种类(合金类别)的代号为:1)1×××表示含少量铬的镍钼合金;2)2×××表示镍-低合金;3)4×××表示镍铜合金;4)5×××表示含铝和钛用于沉淀硬化的镍铜合金;5)6×××表示镍铬合金,包括铁含量不大于25%的镍铬、镍铬铁、镍铬钼、镍铬钴、镍铬钨合金;6)7×××表示含铝和钛用于沉淀硬化的镍铬合金,包括铁含量不大于25%的镍铬、镍铬铁、镍铬钼、镍铬钴合金;7)8×××表示镍铬合金,包括铁含量大于25%的镍铬铁合金;8)9×××表示沉淀硬化合金。
碳素螺纹电缆保护管执行标准

碳素螺纹电缆保护管执行标准碳素螺纹电缆保护管执行标准一、引言碳素螺纹电缆保护管是一种常见的管道产品,用于保护电缆线路并确保其正常运行。
在不同国家和地区,对于碳素螺纹电缆保护管的执行标准可能有所不同。
本文将从深度和广度上探讨碳素螺纹电缆保护管的执行标准,以帮助读者全面了解这一重要主题。
二、碳素螺纹电缆保护管的基本概念1. 什么是碳素螺纹电缆保护管碳素螺纹电缆保护管是一种用于保护电缆线路的管道产品,通常由碳素合金或其他材料制成。
其主要作用是保护电缆免受外部环境的影响,确保电力系统的正常运行。
2. 碳素螺纹电缆保护管的重要性电缆线路是现代社会中不可或缺的基础设施,而碳素螺纹电缆保护管的作用就是确保这些线路的安全稳定运行。
碳素螺纹电缆保护管的执行标准显得尤为重要。
三、碳素螺纹电缆保护管执行标准的国际对比1. 美国的执行标准在美国,碳素螺纹电缆保护管的执行标准通常是由美国国家标准协会(ANSI)制定和监管。
该标准涵盖了碳素螺纹电缆保护管的设计、材料、制造和安装等方面的要求,以确保其符合美国的安全和质量标准。
2. 欧洲的执行标准在欧洲,碳素螺纹电缆保护管的执行标准通常是由欧洲标准化委员会(CEN)或欧洲电气工程师协会(IEC)制定和监管。
这些标准与美国的标准可能有所不同,但都致力于确保碳素螺纹电缆保护管的安全和可靠性。
3. 中国的执行标准在中国,国家标准化管理委员会制定并管理着碳素螺纹电缆保护管的执行标准。
这些标准通常与国际标准保持一致,但也会考虑到中国国内的特殊情况和需求。
四、碳素螺纹电缆保护管执行标准的个人观点在我看来,无论是在国际标准还是国内标准中,碳素螺纹电缆保护管执行标准的制定都必须注重安全和可靠性。
另外,还需要考虑到生产成本、材料资源利用、环境保护等方面的平衡。
只有这样,才能制定出真正合理的执行标准。
五、总结与回顾通过本文对碳素螺纹电缆保护管执行标准的探讨,我们可以了解到不同国家和地区的标准存在差异,但其核心目标始终是确保碳素螺纹电缆保护管的安全和可靠运行。
TCWA 0001—2016无镀铜焊丝团体标准

T/CWA0001—2016无镀铜焊丝团体标准目次前言 (1)1范围 (1)2规范性引用文件 (1)3分类和型号 (1)4技术要求 (2)5试验方法 (3)6检验规则 (8)7包装、标志和品质证明书 (8)附录A(资料性附录)焊丝型号对照表 (9)前言本标准的附录A为资料性附录。
本标准由中国焊接协会提出并归口。
本标准起草单位:。
本标准主要起草人:。
气体保护电弧焊用碳钢、低合金钢无镀铜焊丝1范围本标准规定了气体保护电弧焊用碳钢、低合金钢无镀铜焊丝和填充丝的分类和型号、技术要求、试验方法、检验规则、包装、标志及品质证明书。
本标准适用于熔化极气体保护电弧焊、钨极气体保护电弧焊及等离子弧焊等焊接用碳钢、低合金钢无镀铜实心焊丝(以下简称焊丝)。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T223(所有部分)钢铁及合金化学分析方法GB/T700碳素结构钢(GB/T700-2006,ISO630:1995,NEQ)GB/T1591低合金高强度结构钢(GB/T1591-1994,neq ISO4950:1981)GB/T2650焊接接头冲击试验方法(GB/T2650-2008,ISO9016:2001,IDT)GB/T2652焊缝及熔敷金属拉伸试验方法(GB/T2652-2008,ISO5178:2001,IDT)GB/T3323金属熔化焊焊接接头射线照相GB/T8110气体保护焊用碳钢、低合金钢焊丝GB/T3965熔敷金属中扩散氢测定方法GB/T25774.1焊接材料的检验第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检(GB/T25774.1—2010,ISO15792-1:2000,MOD)GB/T25775焊接材料供货技术条件产品类型、尺寸、公差和标志(GB/T25775-2010,ISO544:2003,MOD)GB/T25778焊接材料采购指南(GB/T25778—2010,ISO14344:2010,MOD)3分类和型号3.1焊丝分类焊丝按化学成分分为碳钢、碳钼钢、铬钼钢、镍钢、锰钼钢和其他低合金钢等6类。
国家标准公告2016年第7号
9
GB/T 3810.3-2016
孔率、表观相对密度和容重的测定
3810.3-2006
陶瓷砖试验方法 第 4 部分:断裂模数和破 GB/T
10 GB/T 3810.4-2016
坏强度的测定
3810.4-2006
陶瓷砖试验方法 第 5 部分:用恢复系数确 GB/T
11 GB/T 3810.5-2016
3810.11-2016
陶瓷砖试验方法 第 11 部分:有釉砖抗釉 GB/T
裂性的测定
3810.11-2006
2016-11-01 2016-11-01 2016-11-01 2017-03-01 2017-03-01 2017-03-01 2017-03-01 2017-03-01 2017-03-01 2017-03-01 2017-03-01 2017-03-01 2017-03-01 2017-03-01
精度和重复定位精度的确定
17421.2-2000
2016-11-01
GB/T 57
17421.4-2016
机床检验通则 第 4 部分:数控机床的圆检 GB/T
验
17421.4-2003
2016-11-01
GB/T 58
17421.6-2016
机床检验通则 第 6 部分:体和面对角线位 置精度的确定(对角线位移检验)
14 GB/T 3810.8-2016
测定
3810.8-2006
陶瓷砖试验方法 第 9 部分:抗热震性的测 GB/T
15 GB/T 3810.9-2016
定
3810.9-2006
GB/T 16
3810.10-2016
陶瓷砖试验方法 第 10 部分:湿膨胀的测 GB/T
钛及钛合金熔焊系列国家标准概述
Electric Welding MachineVol.52No.6Jun.2022第52卷第6期2022年6月钛及钛合金熔焊系列国家标准概述苏金花1,徐锴1,武鹏博1,谢吉林2,邹吉鹏1,冷冰11.哈尔滨焊接研究院有限公司,黑龙江哈尔滨1500282.南昌航空大学航空制造工程学院,江西南昌330063摘要:随着钛及钛合金的广泛应用,钛和钛合金焊接技术越来越受重视,相应焊接标准的制定和应用受到了各行业的关注。
我国现有标准涵盖了焊接材料(焊丝)、焊接工艺方法和焊接缺陷的无损探伤三个方面,已经颁布的国家标准共7项,其中3项是自主制定的标准,其他4项是ISO 转化的。
概述了钛及钛合金用焊接材料标准,并对钛及钛合金焊接工艺方法及焊缝缺陷的无损探伤国家标准进行了综述。
从整体来看,现有标准数量仍然存在不足,例如厚板或超大厚板的电子束焊接工艺、薄板构件表面焊接缺陷的荧光探伤方法等都缺少相应的标准,建议尽快予以补充完善。
关键词:钛及钛合金;焊丝;焊接工艺;无损探伤;国家标准中图分类号:TG457.1文献标识码:C文章编号:1001-2303(2022)06-0062-08Review of Series National Standards for Titanium and Titanium-alloyFusion WeldingSU Jinhua 1,XU Kai 1,WU Pengbo 1,XIE Jilin 2,ZOU Jipeng 1,LENG Bing 11.Harbin Welding Institute Limited Company,Harbin 150028,China2.College of Aeronautical Manufacturing Engineering,Nanchang Hangkong University,Nanchang 330063,ChinaAbstract:With the wide application of titanium and titanium alloy,the welding technology titanium and titanium alloy is paying more and more attention,and the formulation and application of the corresponding welding standards has been the at ‐tention of various industries.At present,China's existing standards cover three aspects:welding materials (welding wires),welding process and nondestructive testing of welding defects.Seven national standards have been issued,three of which are independently formulated,and the other four are the standards coming from ISO transformation.The standards of welding materials for titanium and titanium alloys are summarized,and the national standards for welding process and non-destructive testing of weld defects for titanium and titanium alloys are comprehensively reviewed.On the whole,the number of existing standards is still insufficient,such as the electron beam welding process standard for the thick plate or ultra-thick plate,the fluorescent testing method of surface welding defects of thin sheet components,all of them are lack of correspond ‐ing standards.It is suggested to be supplemented and improved as soon as possible.Keywords:titanium and titanium alloy;welding wire;welding process;non-destructive testing;national standard引用格式:苏金花,徐锴,武鹏博,等.钛及钛合金熔焊系列国家标准概述[J ].电焊机,2022,52(6):62-69.Citation:SU Jinhua,XU Kai,WU Pengbo,et al.Review of Series National Standards for Titanium and Titanium -alloy Fusion Welding[J].Electric Welding Machine,2022,52(6):62-69.*收稿日期:2022-04-05基金项目:国家重点研发计划资助项目(2021YFB3401100);黑龙江省头雁行动计划-能源装备先进焊接技术创新团队资助(201916120);新型钎焊材料与技术国家重点实验室开放课题(SKLABFMT202005)作者简介:苏金花(1977—),女,高级工程师,硕士,主要从事焊接标准化研究工作。
焊丝标准解析
提示:表格分类有更新,更清楚。
见二楼。
一直很郁闷,为什么我国的钢焊丝标准如此之杂,为什么焊丝搞了那么多标准还每份标准啥焊接方法都能用...今天抽时间研究了一下,把我的研究成果奉上
以上是中国的钢材的焊丝标准.其实归根到底只有三个标准,两个碳钢、低合金钢焊丝标准,一个不锈钢焊丝标准.
它们分别是:
GB/T 8110-2008 气体保护电弧焊用碳钢、低合金钢焊丝(碳钢、低合金钢)
GB/T 3429-2002 焊接用钢盘条(碳钢、低合金钢)
GB/T 4241-2006 焊接用不锈钢盘条(不锈钢)
我来解释一下,每个焊丝标准都是引用另外一个焊丝标准而来,引用到最后,就只剩下三份标准了,所以这三份标准是其它标准的基础。
其中,GB/T 8110-2008是改用美国焊材标准AWS A5.18和AWS A5.28,焊丝直接来自钢材标准(其实,在GB/T 3429附录里面也列出了与GB/T 8110的一些对应牌号),其余的焊丝标准都来自于两个钢盘条标准。
另外,YB/T 5092-2005的前身GB 4242-1984里说明了此标准里的焊丝来自GB 4241。
至于YB/T 5091是否被YB/T 5092合并掉只有传说,并无正式文件,故放于非承压设备用焊丝内,但它和YB/T 5092都来自GB/T 4241,如表所示。
实际上,没有被NB/T 47018直接引用的标准都不能用于承压设备。
《无镀铜焊丝》团体标准制订概述

《无镀铜焊丝》团体标准制订概述
方乃文;李连胜;杜淼;林晓辉;吴妍;周洪茹
【期刊名称】《机械制造文摘-焊接分册》
【年(卷),期】2016(000)006
【摘要】0前言根据国务院办公厅关于印发贯彻实施《深化标准化工作改革方案》行动计划的相关意见,并结合国内焊接行业实际情况,中国焊接协会将《无镀铜焊丝》团体标准制订纳入首批团体标准修订工作中。
T/CWA0001—2016《无镀铜焊丝》团体标准将于2017年1月1日实施。
为了便于焊接材料生产企业和使用单位更
好地应用该标准,现将有关情况介绍如下。
【总页数】2页(P31-32)
【作者】方乃文;李连胜;杜淼;林晓辉;吴妍;周洪茹
【作者单位】中国焊接协会黑龙江哈尔滨150028;中国焊接协会黑龙江哈尔滨150028;中国焊接协会黑龙江哈尔滨150028;机械科学研究院哈尔滨焊接研究所
黑龙江哈尔滨150028;机械科学研究院哈尔滨焊接研究所黑龙江哈尔滨150028;
机械科学研究院哈尔滨焊接研究所黑龙江哈尔滨150028
【正文语种】中文
【相关文献】
1.伊萨无镀铜实芯焊丝家族再添新成员——全新无镀铜实芯焊丝Weld CF 70S-6
创造高性价比焊接体验2.《无镀铜焊丝》团体标准评审会在广州召开3.无镀铜焊
丝与镀铜焊丝对比试验4.环保无镀铜助力中国梦——记山东恒远焊材有限公司无
镀铜焊丝技术座谈会5.镀铜和无镀铜焊丝低合金钢焊接接头组织与疲劳性能研究
因版权原因,仅展示原文概要,查看原文内容请购买。
中华人民共和国国家标准2016年第14号公告

中华人民共和国国家标准2016年第14号公告
佚名
【期刊名称】《冶金标准化与质量》
【年(卷),期】2016(000)005
【摘要】根据2016年8月国家质量监督检验检疫总局、国家标准化管理委员会批准319项国家标准,现予有关钢铁行业标准公告以公布,钢铁行业标准项目公告表(见附表)。
【总页数】2页(P61-62)
【正文语种】中文
【中图分类】F203
【相关文献】
1.中华人民共和国国家标准公告关于批准发布GB/T19001-2008(质量管理体系要求》国家标准第1号修改单的公告 [J],
2.中华人民共和国国家标准批准发布公告2010年第5号(总第160号)关于废止《酸牛乳》等86项国家标准的公告 [J],
3.中华人民共和国国家标准公告 [J],
4.中华人民共和国国家标准公告(2021年第9号) [J],
5.中华人民共和国国家标准公告(2021年第11号) [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T/CWA0001—2016无镀铜焊丝团体标准目次前言 (1)1范围 (1)2规范性引用文件 (1)3分类和型号 (1)4技术要求 (2)5试验方法 (3)6检验规则 (8)7包装、标志和品质证明书 (8)附录A(资料性附录)焊丝型号对照表 (9)前言本标准的附录A为资料性附录。
本标准由中国焊接协会提出并归口。
本标准起草单位:。
本标准主要起草人:。
气体保护电弧焊用碳钢、低合金钢无镀铜焊丝1范围本标准规定了气体保护电弧焊用碳钢、低合金钢无镀铜焊丝和填充丝的分类和型号、技术要求、试验方法、检验规则、包装、标志及品质证明书。
本标准适用于熔化极气体保护电弧焊、钨极气体保护电弧焊及等离子弧焊等焊接用碳钢、低合金钢无镀铜实心焊丝(以下简称焊丝)。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T223(所有部分)钢铁及合金化学分析方法GB/T700碳素结构钢(GB/T700-2006,ISO630:1995,NEQ)GB/T1591低合金高强度结构钢(GB/T1591-1994,neq ISO4950:1981)GB/T2650焊接接头冲击试验方法(GB/T2650-2008,ISO9016:2001,IDT)GB/T2652焊缝及熔敷金属拉伸试验方法(GB/T2652-2008,ISO5178:2001,IDT)GB/T3323金属熔化焊焊接接头射线照相GB/T8110气体保护焊用碳钢、低合金钢焊丝GB/T3965熔敷金属中扩散氢测定方法GB/T25774.1焊接材料的检验第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检(GB/T25774.1—2010,ISO15792-1:2000,MOD)GB/T25775焊接材料供货技术条件产品类型、尺寸、公差和标志(GB/T25775-2010,ISO544:2003,MOD)GB/T25778焊接材料采购指南(GB/T25778—2010,ISO14344:2010,MOD)3分类和型号3.1焊丝分类焊丝按化学成分分为碳钢、碳钼钢、铬钼钢、镍钢、锰钼钢和其他低合金钢等6类。
3.2型号划分焊丝型号按化学成分和采用熔化极气体保护电弧焊时熔敷金属的力学性能进行划分。
3.3型号编制方法焊丝型号由四部分组成。
第一部分用字母“ER”表示焊丝;第二部分两位数字表示焊丝熔敷金属的最低抗拉强度;第三部分为短划“-”后的字母或数字,表示焊丝化学成分代号;第四部分用字母“N”表示焊丝表面无镀铜;根据供需双方协商,可在型号后附加扩散氢代号HX,其中X代表15、10或5。
本标准中完整焊丝型号示例如下:ER50–2N H5表示熔敷金属扩散氢含量不大于5.0mL/100g表示无镀铜表示化学成分分类代号表示熔敷金属抗拉强度最低值为500Mpa表示焊丝4技术要求4.1试验项目不同型号焊丝要求的化学分析、熔敷金属力学性能、射线探伤等试验应符合GB/T8110及其他相应要求规定;不同型号焊丝均要求飞溅率、导电嘴磨损率、焊接发尘量、抗锈性能等试验项目。
4.2焊丝化学成分焊丝化学成分应符合GB/T8110表1的规定,但所有型号焊丝中Cu含量均要求不超过0.30%。
4.3熔敷金属力学性能4.3.1熔敷金属拉伸试验结果应符合GB/T8110表3规定。
4.3.2熔敷金属V型缺口冲击试验结果应符合GB/T8110表4规定。
4.4焊缝射线探伤焊缝射线探伤应符合GB/T3323中的Ⅱ级规定。
4.5焊丝尺寸及允许偏差焊丝尺寸及允许偏差应符合GB/T25775规定。
4.6焊丝表面质量焊丝表面涂层应均匀;焊丝表面应光滑,无毛刺、划痕、锈蚀、氧化皮等缺陷,也不应有其他不利于焊接操作或对焊缝金属有不良影响的杂质。
4.7焊丝送丝性能缠绕的焊丝应适于在自动和半自动焊机上连续送丝;焊丝接头处应适当加工,以保证能均匀连续送丝。
4.8焊丝松弛直径和翘距焊丝的松弛直径和翘距应符合表1规定。
表1焊丝的松弛直径和翘距单位为mm 包装形式焊丝直径松弛直径翘距直径100mm焊丝盘所有100~300≤8其他包装形式≤0.8≥300≤15≥0.9≥380注:对于某些大容量包装的焊丝可能经特殊处理以提供直丝输送,其松弛直径和翘距由供需双方协商确定。
4.9熔敷金属扩散氢含量根据供需双方协商,如在焊丝型号后附加扩散氢代号,则应符合表2规定。
表2熔敷金属扩散氢含量可选用的附加扩散氢代号扩散氢含量/(mL/100g)H15≤15.0H10≤10.0H5≤5.0注:应注明所采用的测定方法。
4.10飞溅率焊丝在焊接过程中的飞溅率不大于5.0%。
4.11导电嘴磨损率导电嘴在焊接过程中的磨损率不大于0.12%。
4.12焊接发尘量焊丝在焊接过程中的发尘量不大于0.90%。
4.13抗锈性能焊丝最外层锈蚀部分的面积不大于最外层焊丝总面积的50%。
5试验方法5.1焊丝化学成分5.1.1焊丝化学成分分析应在焊丝成品或盘条上取样。
5.1.2焊丝化学成分分析可采用任何适宜的方法,仲裁试验时,按供需双方确认的化学分析方法进行。
5.2焊丝尺寸及表面质量5.2.1焊丝尺寸检验用精度为0.01mm的量具,在同一位置互相垂直方向测量,测量部位不少于两处。
5.2.2焊丝表面质量按4.6要求,对焊丝任意部位进行目测检验。
5.3焊丝松弛直径和翘距测量缠绕在焊丝盘(卷)上焊丝的松弛直径和翘距时,按表1要求,从焊丝盘上截取足够长度的焊丝,不受拘束地放在平面上,测量所形成圆或圆弧的直径即为松弛直径;焊丝翘起的最高点到平面的距离即为翘距。
5.4熔敷金属力学性能试验5.4.1试验用母材5.4.1.1熔敷金属力学性能试验用母材应符合表3规定。
若采用其他母材,应采用试验焊丝在坡口面和垫板面焊接隔离层,隔离层的厚度加工后不小于3mm。
在确保熔敷金属不受母材影响的情况下,也可采用其他方法。
5.4.1.2仲裁试验时,应采用表3规定的母材或坡口及垫板面有隔离层的其他材料母材。
5.4.2试件制备5.4.2.1熔敷金属力学性能试验采用相应直径的焊丝,直径为1.2mm 和1.6mm 的焊丝的焊接规范应符合表4规定。
5.4.2.2试板尺寸和取样位置应符合GB/T 25774.1规定,采用试件类型2.6。
对于直径小于0.9mm的焊丝,不推荐采用这种接头方式。
5.4.2.3试板焊前予以反变形或拘束,以防止角变形。
试件焊后不允许矫正,角变形超过5º的试件应予报废。
5.4.2.4试板定位焊后,启焊时试板温度应加热到表5规定的预热温度,并在焊接过程中保持道间温度,试板温度超过时,应在静态大气中冷却。
5.4.2.5如果必须中断焊接,应将试板在静态大气中冷却至室温。
重新焊接时,试板应加热到表5规定的道间温度。
5.4.3焊后热处理5.4.3.1试件要求焊后热处理时,应在拉伸试样和冲击试样加工之前进行,热处理条件按按表5规定。
5.4.3.2试件放入炉内时,炉温不得高于320℃,以不大于220℃/h的速率加热到规定温度。
保温一小时后,以不大于200℃/h的速率冷却到320℃以下的任意温度,从炉中取出,在静态大气中冷却至室温。
5.4.4熔敷金属拉伸试验5.4.4.1熔敷金属拉伸试验尺寸及取样位置按GB/T 25774.1规定。
除碳钢焊丝外,其他类别焊丝的试样,允许在拉伸试验前进行(100±5)℃,不超过48h 的去氢处理。
5.4.4.2熔敷金属拉伸试验应按GB/T 2652进行。
表3熔敷金属力学性能试验用母材焊丝型号试验用母材ER50N-2符合GB/T700中Q235A级、B级GB/T1591中Q345A级、B级或其他相当的材料ER50N-3ER50N-4ER50N-6ER50N-7ER49N-1ER49N-A1与熔敷金属抗拉强度相当的碳钼钢或铬钼钢ER55N-B2ER49N-B2L ER55N-B2-MnV ER55N-B2-Mn ER62N-B3ER55N-B3L ER55N-B6ER55N-B8ER62N-B9ER55N-Ni1与熔敷金属抗拉强度相当的镍钢、锰钼钢或其他低合金钢ER55N-Ni2ER55N-Ni3ER55N-D2ER62N-D2ER55N-D2-Ti ER55N-1ER69N-1ER76N-1ER83N-1ERXXN-G供需双方协商5.4.5熔敷金属V 型缺口冲击试验5.4.5.1熔敷金属冲击试样尺寸及取样位置按GB/T 25774.1规定。
每组冲击试样中至少应有一个试样测量V 型缺口的形状尺寸,测量应在至少放大50倍的投影仪或金相显微镜上进行。
5.4.5.2熔敷金属V 型缺口冲击试验应按GB/T 2650进行。
5.4.5.3按GB/T 8110表4规定的温度,测定五个冲击试样的冲击吸收功。
5.4.5.4在计算五个冲击吸收功的平均值时,应去掉一个最大值和一个最小值。
余下的三个值要全大于27J。
对于ER49N-1型焊丝,余下的三个值要全大于47J;对于ER55N-1型焊丝,余下的三个值要全大于60J。
对于ERN69N-1、ER76N-1及ER83N-1型焊丝,余下的三个值要全大于68J。
5.5射线探伤试验5.5.1焊缝射线探伤试验应在试件上截取拉伸试样和冲击试样之前进行,射线探伤前应去掉垫板。
5.5.2焊缝射线探伤试验按GB/T 3323进行。
5.5.3在评定焊缝射线探伤底片时,试件两端25mm应不予考虑。
5.6熔敷金属扩散氢试验根据供需双方协商,如要求熔敷金属扩散氢含量测定,按GB/T 3965进行。
表4焊接规范焊丝类别直径mm 保护气体送丝速度mm/s 电弧电压V 焊接电流aA极性干伸长mm 焊接速度mm/s预热和道间温度℃碳钢1.2b190±1027~32260~290直流反接19±35.5±1.0见表51.6100±525~30330~360其他1.2190±1027~32300~36022±31.6100±525~30340~420a对于ER55N-D2型号焊丝,直径1.2mm焊丝的焊接电流为260A~320A,直径1.6mm焊丝的焊接电流为330A~410A。
b保护气体应按照GB/T 8110—2008中表3规定。
表5预热温度、道间温度和焊后热处理温度℃焊丝型号预热温度道间温度焊后热处理温度ER50N-2室温135~165不需要ER50N-3ER50N-4ER50N-6ER50N-7ER49N-1ER49N-A1135~165135~165620±15ER55N-B2ER49N-B2L ER55N-B2-MnV 730±15ER55N-B2-Mn 700±15ER62N-B3185~215185~215690±15ER55N-B3L ER55N-B6177~232177~232745±15ER55N-B8205~260205~260ER62N-B9205~320205~320760±15aER55N-Ni1135~165135~165不需要ER55N-Ni2620±15ER55N-Ni3ER55N-D2不需要ER62N-D2ER55N-D2-Ti ER55N-1ER69N-1ER76N-1ER83N-1ERXXN-G供需双方协商a热处理前,允许试件在静态大气中冷却至100℃以下。