数控加工工序卡片、刀具卡
数控车削加工工艺卡片
夹具名称
夹具号
工序名称
工序号
程序编号
材料牌号
换刀方式
序号
工艺内容
刀具号
刀具名称及规格
刀具参数
S
F
ap
刀补
刀偏号
r/min
mm/min
mm
数控车削加工工艺卡片
零件图号
零件名称
毛坯尺寸
毛坯种类
备注
车间名称
设备名称
设备号
夹具名称
夹具号
工序名称
工序号
程序编号
材料牌号
换刀方式
自动换刀
序号
工艺内容
刀具号
刀具名称及规格
刀具参数
S
F
ap
刀补号
刀偏号
r/min
mm/min
mm
数控车削加工工艺卡片-2
零件图号
零件名称
毛坯尺寸
毛坯种类
备注
车间名称
设备名称
机械加工工艺卡模板
Φ 26钻头
150
50
Φ 29.7镗刀 Φ 346. 平底镗刀
Φ 35H8平底镗刀
Φ30H7 镗刀
Φ12H7 铰刀
M10-H2 丝锥
批
准
1100 1000 1100 1300 200 200
120 100
80 100 100 300
共 4页
深度尺
200 ±0.02 内径表 千分尺 内径表 千分尺 内径表 千分尺
序号 刀具号
数控加工刀具卡片
程序编号 711/712/713/71
刀具名称
夹具名称 200 机用平口虎钳
刀具规格
8
T08
Φ 297. 粗镗刀
9
T09
Φ 34.8平底粗镗刀
10
T10
Φ 35平底精镗刀
11
T11
Φ 30精镗刀
12
T12
Φ 12H7直柄铰刀
13
T13
机用丝锥
Φ 297. Φ 346. 平底
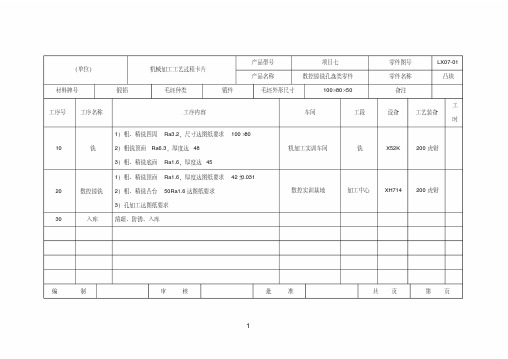
(单位) 材料牌号
锻铝
机械加工工艺过程卡片
毛坯种类
锻件
产品型号
项目七
产品名称
数控镗铣孔盘类零件
毛坯外形尺寸
100×80×50
工序号
工序名称
工序内容
车间
工段
1)粗、精铣四周 Ra3.2,尺寸达图纸要求 100 ×80
10
铣
2)粗铣顶面 Ra6.3,厚度达 48
3)粗、精铣底面 Ra1.6,厚度达 45
制
审
核
批
准
1
共页
第页
(单 位)
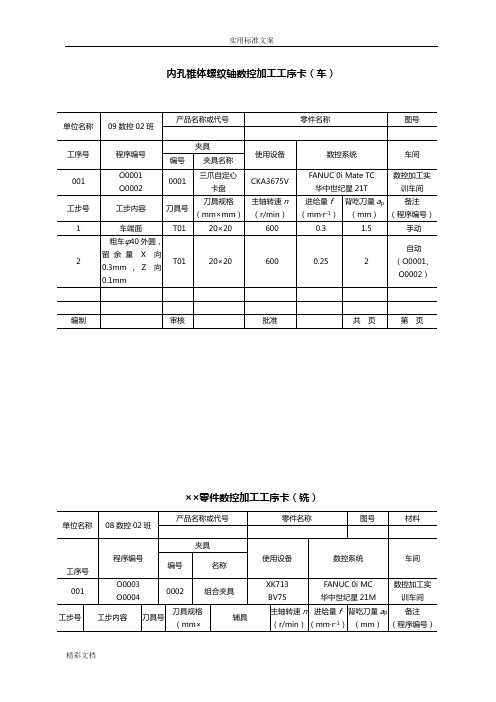
数控加工工序卡片
产品名称或代号 数控镗铣孔盘类零件
数控加工工序卡片
立铳刀
塞規
300
10
40
0.5
3
去毛刺倒棱
T3
倒角刀
游标卡尺
500
20
60
0.5
4
攻M8螺纹孔
T4
丝锥
螺纹塞规
600
53.5
0.5
0.5
编制
审核
批准
共3页
第3页
T6
倒角刀
500
20
20
1
编制审核
共3页第1页
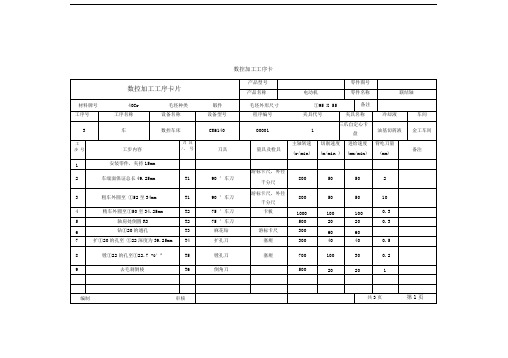
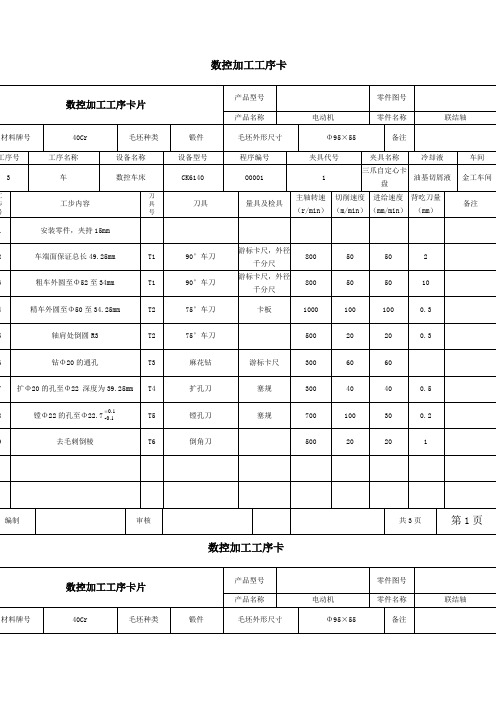
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号40Cr毛坯种类锻件
毛坯外形尺寸①95X55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
00002
2
专用夹具
油基切屑液
金工车间
工 步 号
工步内容
刀 具
/、 号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
2
车端面保证总长49.25mm
T7
45°车刀
游标卡尺
800
50
50
1.2
3
粗车长度为12mm的外圆至①91
T7
45°车刀
游标卡尺,外径
千分尺
T2
机械加工工艺过程卡
工序名称
共页 第页 材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制造件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
冷却液
程序编号
数控系统
工序工时
准终
单件
工步 号
Байду номын сангаас
工步内容
刀具号 刀具规格
量具及检具
主轴转速 /(r/min)
切削速度 /(m/min)
进给速度 (mm/min)
背吃刀 量/mm
备注
描图
描校
底图号
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
表 2 机械加工工序卡片
机械加工工序卡片
产品型号 产品名称
车间
零件图号 零件名称 工序号
工序名称
共页 第页 材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制造件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步 号
描图
工步内容
工艺设备
主轴 转速
切削 速度
进给量 /(mm/r)
切削 深度
进给 次数
工步时间 / min 机动 辅助
描校
底图号
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工艺过程卡片

零件号
0405
零件重量
同时加工工件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS190~220
金属型铸件
1.0kg
设备
夹具
辅助工具
名称
型号
专用夹具
卧式铣床
X62
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
粗铣槽180+0.012mm
20
1
0.5
0.55
770
111.2
0.035
3
钻通孔φ20
高速钢锥柄麻花钻
88
1
18
0.40
302.5
168.75
0.7
4
铰孔至φ22
高速钢锥柄扩孔钻
84
1
1
0.55
115.8
8
0.47
5
端面A倒角
锥柄机用铰刀
4
1
2
0.55
115.8
48
0.35
设计者
XXX
指导老师
XXX
共7页
第1页
淮海工学院机电021
机械加工工艺卡片
工序名称
铣 槽
工序号
Ⅴ
零件名称
拨叉
零件号
0405
零件重量
同时加工工件数
4
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS190~220
压盖的工艺设计与数控加工工艺卡片
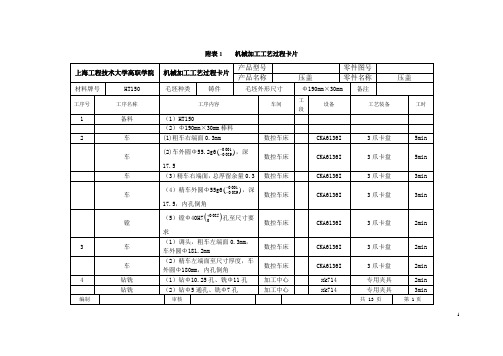
附表1 机械加工工艺过程卡片上海工程技术大学高职学院机械加工工艺过程卡片产品型号零件图号产品名称压盖零件名称压盖材料牌号HT150 毛坯种类铸件毛坯外形尺寸Φ190mm×30mm 备注工序号工序名称工序内容车间工段设备工艺装备工时1 备料(1)HT150(2)Φ190mm×30mm棒料2 车(1)粗车右端面0.3mm 数控车床CKA6136I 3爪卡盘5min车(2)车外圆Φ55.2g6)(001.0029.0--,深17.5数控车床CKA6136I 3爪卡盘5min车(3)精车右端面,总厚留余量0.3数控车床CKA6136I 3爪卡盘3min车(4)精车外圆Φ55g6)(001.0029.0--,深17.5,内孔倒角数控车床CKA6136I 3爪卡盘3min镗(5)镗Φ40H7()025.00+孔至尺寸要求数控车床CKA6136I 3爪卡盘2min3 车(1)调头,粗车左端面0.3mm,车外圆Φ181.2mm数控车床CKA6136I 3爪卡盘2min车(2)精车左端面至尺寸厚度,车外圆Φ180mm,内孔倒角数控车床CKA6136I 3爪卡盘2min4 钻铣(1)钻Φ10.25孔、铣Φ11孔加工中心xk714 专用夹具2min钻铣(2)钻Φ5通孔、铣Φ7孔加工中心xk714 专用夹具3min编制审核共 13 页第 1页1附表2 机械加工工艺过程卡片上海工程技术大学高职学院机械加工工艺过程卡片产品型号零件图号产品名称压盖零件名称压盖材料牌号HT150 毛坯种类铸件毛坯外形尺寸Φ190mm×30mm 备注工序号工序名称工序内容车间工段设备工艺装备工时5 去毛刺6 尺寸检验7 检查入库编制审核共 13 页第 2页2附表3 数控加工工序卡上海工程技术大学高职学院数控加工工序卡片产品型号零件图号产品名称压盖零件名称压盖材料牌号HT150 毛坯种类铸件毛坯外形尺寸Φ190mm×30mm备注工序号工序名称设备名称设备型号程序编号夹具代号夹具名称冷却液车间2 车数控车床CKA6136I0001 乳化液数控车床工步号工步内容刀具号刀具量具及检具主轴转速(r/min)切削速度(m/min)进给速度(mm/min)背吃刀量(mm)备注粗车右端面0.3mm,车外圆Φ55.2g6)(001.0029.0--mm,深17.5mm0193°外圆车刀游标卡尺60010080 52 钻φ40H7()025.00+的中心孔02 φ5中心钻游标卡尺400803053 钻φ40H7()025.00+底孔至φ3503 φ35钻头游标卡尺600 80 60 84 粗镗φ40H7()025.00+孔至φ3804 φ38镗刀游标卡尺600 800 80 1.25半精镗φ40H7()025.00+孔至φ39.605φ39.6镗刀游标卡尺700100100 0.86精镗φ40H7()025.00+孔至尺寸要求,并倒角06φ40镗刀游标卡尺800100120 0.2编制审核批准共13页第3页3附表4 数控加工工序卡上海工程技术大学高职学院数控加工工序卡片产品型号零件图号产品名称压盖零件名称压盖材料牌号HT150毛坯种类铸件毛坯外形尺寸Φ190mm×30mm备注工序号工序名称设备名称设备型号程序编号夹具代号夹具名称冷却液车间3 数控车床CKA6136I O0002 乳化液数控加工工步号工步内容刀具号刀具量具及检具主轴转速(r/min)切削速度(m/min)进给速度(mm/min)背吃刀量(mm)备注1 车端面,保证厚度22mm 01 93°外圆车刀游标卡尺400 100 120 42 车外圆Φ180mm并倒圆01 93°外圆车刀游标卡尺400 100 120 5编制审核批准共13页第 4页4附表5 数控加工工序卡上海工程技术大学高职学院数控加工工序卡片产品型号零件图号产品名称压盖零件名称压盖材料牌号HT150毛坯种类铸件毛坯外形尺寸Φ190mm×30mm备注工序号工序名称设备名称设备型号程序编号夹具代号夹具名称冷却液车间4 铣床加工中心XH714 0003 专用夹具乳化液数控加工工步号工步内容刀具号刀具量具及检具主轴转速(r/min)切削速度(m/min)进给速度(mm/min)背吃刀量(mm)备注1 钻Φ7底孔,深10mm 07 Φ7钻头游标卡尺400 80 30 0.52 钻Φ11底孔,深6mm 08 Φ11钻头游标卡尺400 80 30 0.5编制审核批准共 11 页第5页5附表6 数控加工刀具卡片上海工程技术大学高职学院数控加工工序卡片产品型号零件图号产品名称压盖零件名称压盖材料牌号HT150 毛坯种类铸件毛坯外形尺寸Φ190mm×30mm备注工序号工序名称设备名称设备型号程序编号夹具代号夹具名称冷却液车间乳化液数控加工工步号刀具号刀具名称刀具型号刀片刀尖半径(mm)刀柄型号刀具补偿量(mm)备注型号牌号直径/mm刀长mm)2 T01 93°外圆车刀JT40-Z6-45 DCMG120408UA P10 0.8 BT40-M1-35 300 0.8 2 T02 φ5中心钻JT40-Z6-45 DCMG120408UA P10 0.8 BT40-Z6-45 φ 5 345 0.8 2 T03 φ35钻孔刀JT40-M2-50 DCMG120408UA P10 0.8 BT40-M1-35 φ35 300 0.82 T04 φ38镗刀BT40-TQC50-180DCMG120408UA P10 0.8 BT40-M1-35 φ38 300 0.82 T05 φ39.6镗刀BT40-TQC50-180DCMG120408UA P10 0.8 BT40-M1-35 φ39.6 300 0.82 T06 φ40镗刀BT40-TW50-140DCMG120408UA P10 0.8 BT40-M1-35 φ40 300 0.84 T01 φ7钻孔刀JT40-M2-50 DCMG120408UA P10 0.8 BT40-M1-35 φ7 300 0.84 T02 φ11钻孔刀JT40-M2-50 DCMG120408UA P10 0.8 BT40-M1-35 φ300 0.8编制审核批准共13页第 6 页6附表7 数控加工进给路线图上海工程技术大学高职学院数控加工进给路线图产品型号零件图号产品名称压盖零件名称压盖材料牌号HT150毛坯种类铸件毛坯外形尺寸Φ190mm×30mm备注工序号工序名称设备名称设备型号程序编号夹具代号夹具名称冷却液车间1车端面、外圆数控车床CKA6136I O00013爪卡盘乳化液数控加工7附表8 数控加工进给路线图上海工程技术大学高职学院数控加工进给路线图产品型号零件图号产品名称压盖零件名称压盖材料牌号HT150毛坯种类铸件毛坯外形尺寸Φ190mm×30mm备注工序号工序名称设备名称设备型号程序编号夹具代号夹具名称冷却液车间1镗孔及倒角数控车床CKA6136I O00013爪卡盘乳化液数控加工8附表9 数控加工进给路线图上海工程技术大学高职学院数控加工进给路线图产品型号零件图号产品名称压盖零件名称压盖材料牌号HT150毛坯种类铸件毛坯外形尺寸Φ190mm×30mm备注工序号工序名称设备名称设备型号程序编号夹具代号夹具名称冷却液车间2车端面、外圆数控车床CKA6136I O00023爪卡盘乳化液数控加工9附表10 数控加工进给路线图上海工程技术大学高职学院数控加工进给路线图产品型号零件图号产品名称压盖零件名称压盖材料牌号HT150毛坯种类铸件毛坯外形尺寸Φ190mm×30mm备注工序号工序名称设备名称设备型号程序编号夹具代号夹具名称冷却液车间3钻孔铣床加工中心VMC8500003专用夹具乳化液数控加工10附录11 数控加工程序O0001:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3867 Y1.378 S0 M03 N0050 G43 Z.9843 H00N0060 G83 Z-.3937 R.9843 F9.8 Q0.0N0070 X2.3867N0080 X0.0 Y-2.7559N0090 G80N0100 M02O0002:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0:0030 T00 M06N0040 G0 G90 X2.3867 Y1.378 S0 M03 N0050 G43 Z.9843 H00N0060 G83 Z-.2362 R.9843 F9.8 Q0.0N0070 X-2.3867N0080 X0.0 Y-2.7559N0090 G80N0100 M02O0003:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.4038 Y1.3877 S0 M03N0050 G43 Z-1.4173 H00N0060 Z-.9843N0070 G1 Z-.8661 F9.8N0080 X-2.4471 Y1.4123N0090 X-2.4756 Y1.3606N0100 G3 X-2.8248 Y0.0 I2.4756 J-1.3606N0110 G1 X-3.5335N0120 G3 I3.5335 J0.0N0130 G1 X-3.4449N0140 G3 I3.4449 J0.0N0150 G1 X-3.3563N0160 G3 I3.3563 J0.0N0170 G1 X-3.2677N0180 G3 I3.2677 J0.0N0190 G1 X-3.1791N0200 G3 I3.1791 J0.0N0210 G1 X-3.0906N0220 G3 I3.0906 J0.0N0230 G1 X-3.002N0240 G3 I3.002 J0.0N0250 G1 X-2.913411N0260 G3 I2.9134 J0.0N0270 G1 X-2.8248N0280 G3 X-.0595 Y-2.8242 I2.8248 J0.0N0290 X.0595 I.0595 J.0683N0300 X2.4756 Y1.3606 I-.0595 J2.8242N0310 X2.4161 Y1.4636 I-.0889 J.0174N0320 X-2.4161 I-2.4161 J-1.4636N0330 G1 X-2.4467 Y1.4131N0340 X-2.4037 Y1.3879N0350 Z-.9843N0360 G0 Z-1.4173N0370 X-2.3741 Y1.3628N0380 Z-.9843N0390 G1 Z-.8661N0400 X-2.4124 Y1.2911N0410 G3 X-.0881 Y-2.7348 I2.4124 J-1.2911 N0420 G1 X-.0068 Y-2.7374N0430 Z-.9843N0440 G0 Z-1.4173N0450 X.0068N0460 Z-.9843N0470 G1 Z-.8661………(相同除毛坯步骤省略)N4600 G1 X-.9699 Y.6024N4610 G3 I.9699 J-.6024N4620 G1 X-1.0201 Y.6335N4630 Z-.5118N4640 G0 Z-1.4173N4650 M02O0004:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-3.6637 Y0.0 S0 M03N0050 G43 Z.4724 H00N0060 Z-.0236N0070 G1 Z-.1417 F9.8N0080 X-3.6024N0090 G2 I3.6024 J0.0N0100 G1 X-3.6637N0110 Z-.0236N0120 G0 Z.4724N0130 X.052 Y.0222N0140 Z.1969N0150 G3 X.052 Y.0222 Z.1074 I-.052 J.0113K.0142N0160 X.052 Y.0222 Z.0179 I-.052 J.0113 K.0142N0170 X.052 Y.0222 Z-.0716 I-.052 J.0113 K.0142N0180 X0.0 Y-.0197 Z-.1417 I-.052 J.0113 K.014212N0190 I0.0 J.0197N0200 G1 Y-.0787N0210 G3 I0.0 J.0787 N0220 G1 Y-.1378N0230 G3 I0.0 J.1378 N0240 G1 Y-.1969N0250 G3 I0.0 J.1969 N0260 G1 Y-.2559N0270 G3 I0.0 J.2559 N0280 G1 Y-.315N0290 G3 I0.0 J.315 N0300 G1 Y-.374N0310 G3 I0.0 J.374 N0320 G1 Y-.4331N0330 G3 I0.0 J.4331N0340 G1 Y-.4921N0350 G3 I0.0 J.4921N0360 G1 Y-.5512N0370 G3 I0.0 J.5512N0380 G1 Y-.6102N0390 G3 I0.0 J.6102N0400 G1 Y-.6693N0410 G3 I0.0 J.6693N0420 G1 Y-.7283N0430 G3 I0.0 J.7283N0440 G1 Y-.6693N0450 Z-.0236N0460 G0 Z.4724N0470 X.052 Y.0222N0480 Z-.0236N2080 G1 X-.7283………(相同除毛坯步骤省略)N2090 G3 I.7283 J0.0N2100 G1 X-.6693N2110 Z-.9055N2120 G0 Z.4724N2130 M02%13。
数控加工电子教案之车削工艺分析过程及工艺卡片和刀具卡片(可编辑)
数控加工电子教案之车削工艺分析过程及工艺卡片和刀具卡片车削工艺分析学习任务一:工艺分析【步骤一】:数控加工内容的选择该零件所有内容选择在同一台数控车床上完成。
零件有内外圆柱面、内外圆锥面和螺纹等,适合在数控车床上完成全部加工。
【步骤二】:零件的工艺性分析该零件表面由圆柱、圆锥等构成。
件1和件2之间1:5锥面配合要求配作,孔与轴为间隙配合,要求两处径向同时配合,轴向配合均允许留有较大间隙,属于“径向过定位”问题。
经分析,本例将采取用修配法首先保证1:5锥面的配合,而孔与轴通过加工过程中的测量来控制其尺寸精度,从而保证其配合精度。
件1和件3是通过螺纹配合。
主要表面粗糙度要求均是Ra1.6。
件1和两圆柱面有同轴度公差要求,件2锥孔和之间也有同轴度公差要求,两端面之间有平行度公差要求。
尺寸标注完整,轮廓描述清楚。
零件材料为45号钢,无其他热处理和硬度要求。
该零件各台阶直径相差不大,力学性能要求不高,并为小批量生产,因此毛坯选用普通型材?50mm×155mm。
学习任务二:工艺路线的设计【步骤一】:加工方法及加工方案的选择本配合零件主要采用车端面、车外圆和车内孔的加工方法,外圆采用采用粗车→精车的加工方案。
内孔加工采用钻→粗镗→精镗的加工方案。
1:5锥面配合采用修配法保证尺寸精度,其他尺寸经粗、精车后能达到加工要求。
零件内、外圆尺寸精度达到IT9级,表面粗糙度要求达到Ra1.6,粗车后余量较均匀,不需安排半精加工。
【步骤二】:加工阶段的划分划分成粗加工和精加工二个加工阶段。
因为粗车时因加工余量大、切削力和夹紧力大等因素造成较大的加工误差,如果粗、精加工混在一起,就无法避免由上述原因引起的加工误差。
划分成粗、精加工二个加工阶段,粗加工造成的加工误差可通过精加工得到纠正,从而保证加工质量。
【步骤三】:工序的划分采用按安装次数来划分工序,共分六个工序。
第一次装夹:夹φ50毛坯,加工零件2外轮廓并切断零点在右端面中心;第二次装夹:夹零件φ50毛坯,加工零件3外轮廓并切断零点在左端面中心;第三次装夹:夹φ50毛坯,加工零件1左端外轮廓并切断;第四次装夹:夹零件1φ35外圆,加工右端外轮廓;第五次装夹:加工零件2内孔至尺寸要求零点在左端面中心;第六次装夹:加工零件3内孔及内螺纹至尺寸要求零点在右端面中心。
机械加工工艺过程卡片模板
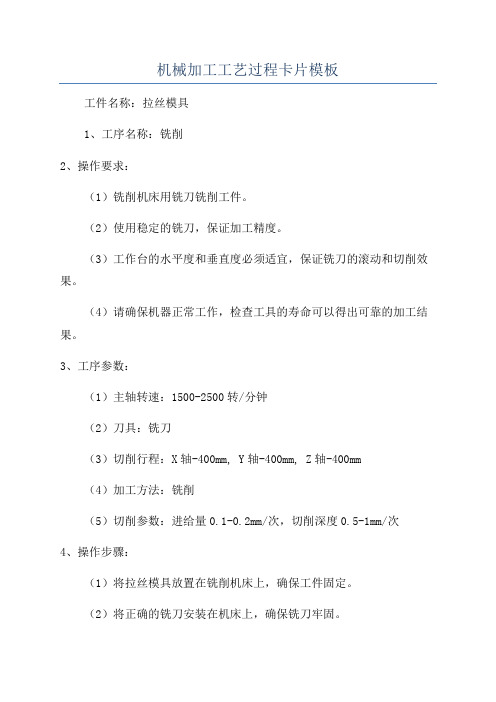
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。
数控加工工序卡片
20
20
1
编制
审核
共3页
第1页
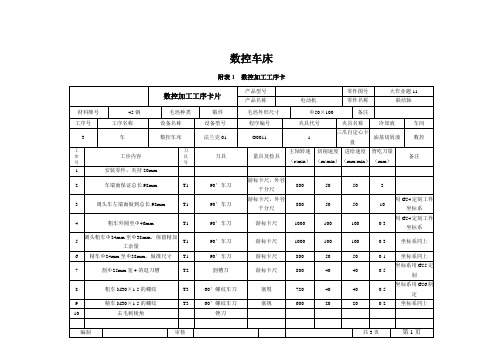
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
O0002
2
专用夹具
油基切屑液
金工车间
工
步
号
工步内容
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
车
数控车床
CK6140
O0001
1
三爪自定心卡盘
油基切屑液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
数控加工实用工艺卡片、刀具卡片样板
180
2866
0.20
573.2
3
T03
球头铣刀
8
给各孔点窝
H03
D03
80
3184
0.10
318.4
Z-3.0
4
T04
钻头
11
钻孔
H04
D04
80
2316
0.20
463
Z-40.0
11
T11
铰刀
16
铰4×φ16mm孔
H11
D11
15
298
0.16
48
Z-20.0
××零件机械加工工艺规程卡
08数控02-姓名-学号
N200
G40G00X52.
G40G00X52
取消刀具左补偿,快速退刀
××零件数控加工工艺卡
08数控02班-姓名-学号
零件号
零件名称
材料
热处理状态
毛坯尺寸
加工程序号
设备型号
设备名称
夹具编号
第1页
0001
45#
调质
150mm×150mm×100mm
O0001
XK713
数控铣
0001
补偿
切削参数
顺序号
刀具
机械加工工艺规程卡片
产品型号
零(部)件图号
共 页
第 页
产品名称或代号
零(部)件名称
材料牌号
45#
毛坯种类
圆棒料
毛坯外形尺寸
200mm×200mm×100mm
每件毛坯可制件数
3
每台件数
1
备注
工序号
工序名称
工序内容
机械加工工序卡片 和工艺卡
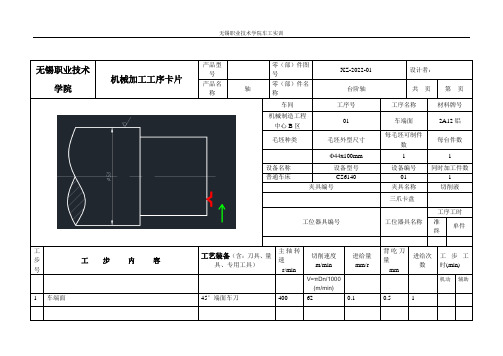
无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区01 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ44x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 车端面45°端面车刀400 62 0.1 0.5 1无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区02 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ44x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 粗车大外圆直径φ41,长度33.5 90°外圆车刀400 62 0.1 0.6 1无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区03 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ41x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 精车大外圆直径φ40,长度34 90°外圆车刀400 62 0.1 0.5 1。
数控车削工艺文件样图

O1004
三爪卡盘
百分表
1
试切外圆对刀及精车端面。保证全长125+0.05 -0.05。倒角C2,
半精车Φ380 -0.02外园到Ф38.5×41.5,螺纹外径至Ф30ⅹ34.5,球面Ф56至Ф56.98。
350
车刀
游标卡尺
2
粗切Φ26退刀槽至Φ26,保证螺纹长度22及左阶梯面长度34.5。
外园车刀(MCLCR)
平端面,车夹持位Ф62ⅹ45
T22
内孔挖刀(S16K-SDUCR07)
粗加工内孔至Ф28ⅹ25
O1002
T11
外园车刀(MCLCR)
平端面,粗车球面外园、Ф38外园、Ф30螺纹外园
T22
350外园车刀(MVJCR)
加工锥面
T44
切槽刀,刀宽4mm
球的左端面切槽Ф44ⅹ8
O1003
T11
半精加工350外园车刀(精加工时换刀刃)(MVJCR)
半精加工、精加工端面、Ф58外园、锥面、Ф42喉径
T22
内孔挖刀(S25M-SDQCR11)
精车Ф32ⅹ25内孔与内孔倒角
T33
内孔切槽刀,刀宽3mm
内孔切槽Ф40ⅹ5
T44
切槽刀,刀宽3mm
Ф58外园切槽3ⅹ4mm
O1004
T11
半精加工350外园车刀
T44
螺纹车刀
加工M30ⅹ2螺纹
CJK6136
三爪
卡盘
350车刀
7
精车
掉头,三爪夹Ф32×35外圆,试切外圆及端面对刀。程序01003。加工要求见工艺图3。
CJK6136
O1003
三爪卡盘
1
数控车削加工工艺文件

数控车削加工工艺
工艺处
数控编程 任务书
1.编程任务书
产品零件图号 零件名称
使用数控设备
主要工艺说明及技术要求
年月日 任务书编号
共页 第页
编程收到时间编制审核 Nhomakorabea编程
经手人 审核
批准
数控车削加工工艺
零件图号 零件名称
2.数控加工工件安装和零点设定卡
数控加工工件安 工序号 装和零点设定卡 装夹次数
第页 共页
数控车削加工工艺
零件图号 刀具名称 刀具编号
序号 1 2 3 4 5
4.数控加工刀具卡片 数控加工刀具卡
使用设备
换刀方式 自动
编号
刀具名称
程序编号 规格 数量 备注
编制 备注 审核
批准
共页 第页
数控机床编程与操作
编制日期
批准(日期) 第 页 共 页 序号 夹具名称 夹具图号
数控车削加工工艺
3.数控加工工序卡
数控加工 机械厂 工序卡片
产品名称或代号 零件名称
工艺序号 程序编号 夹具名称 夹具编号 使用设备
零件图号 车间
工 步 号
工序内容
加 工 面
刀
刀具号
具 规
格
1 2 3
4 编制
审核
批准
主进背 轴给吃 备 转速刀 注 速度量
华中数控车床实训图纸及参考程序

华中数控车床实训图纸及参考程序Document number:NOCG-YUNOO-BUYTT-UU986-1986UT工作任务1 机械加工工序卡片材料φ40×68mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
G71T0101 粗车:S600精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ30外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务一零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F 精加工;G00X42Z2N10G00X27G01Z0Z-20X35Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F10G100M工作任务2机械加工工序卡片材料φ40×74mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度25mm,粗、精车削工件左端外形。
G71T0101 粗车:S500精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ38外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务二零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G2.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G工作任务3机械加工工序卡片材φ30×72mm 零件4号系统HNC21/22T 工序刀具卡片加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100MM00T010195M1500FG00X32Z2N10G00X0G01Z0G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100M95M1500F10G100M 4mm宽的切槽车刀;95M450FG00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10-29FX14Z-29G00X100Z100M05M30工作任务4机械加工工序卡片材料φ30×72mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
数控加工工序卡片 (车铣)
序号
刀具号
刀具名称
数量
刀尖半径
刀尖方位
备注
1
01
90°车刀
1
0.4
01
2
02
割槽刀
1
0
02
3
03
60°螺纹车刀
1
0.4
03
数控铣床
附表3数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
零件名称
材料牌号
45钢
毛坯种类
铸件
毛坯外形尺寸
75×75×30
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
3
精铣60×60外轮廓,保证尺寸,做到深度。
1
键槽铣刀
游标卡尺
800
40
40
0.1
同上
4
粗铣R15腰孔内轮廓,做到深度,保证余量
1
键槽铣刀
游标卡尺
1000
50
50
0.5
同上
5
精铣R15腰孔内轮廓,做到深度,保证公差
1
键槽铣刀
游标卡尺
800
40
40
0.1
同上
6
钻三个Φ10,深13盲孔
2
钻头
深度游标卡尺
T2
割槽刀
游标卡尺
800
40
40
0.5
坐标系用G55定制
8
粗车M30×1.5的螺纹
T3
60°螺纹车刀
塞規
720
40
40
0.5
坐标系用G56制定
9
精车M30×1.5的螺纹
毕业设计——心形凸台零件的数控铣削加工工艺及其编程

/心形凸台零件的数控铣削加工工艺及其编程【摘要】本文主要介绍了心形凸台零件的数控铣削加工工艺及其编程,开篇首先介绍了数控技术的概述并对数控技术原理加以解释,紧接着对零件图进行了简要的分析并确定其加工方式,然后确定零件的毛坯、定位基准、装夹方式、刀具、量具、切削用量等等,再制定出合理的加工方案,并制定相关的工艺文件,最后编制出零件的加工程序,在编制程序时运用了自动编程与手工编程相结合的方法编制,自动编程的应用大大减少了编程时的计算量,同时也使得程序更加准确无误。
本文对本公司一项心形凸台产品阐述加工中心对其复杂形状的工件加工,主要分析了心形凸台零件的结构特点、加工要求、制定加工工艺、选择刀具夹具以及确定切削用量等。
利用数控车床高精度的特性,对于高精度要求再适合不过。
对于高精度要求的加工,位置误差的把握。
在加工中零件对尺寸的高要求,自己对数控车床使用也越发熟悉。
我相信自己一定能独立的完成一项加工。
【关键词】:数控编程;工艺分析;切削用量;加工方案;目录绪论错误!未定义书签。
一、零件的图样分析 6(一)零件的结构特点分析 (6)(二)零件的技术要求分析 (6)二、零件的工艺规程设计7(一)毛坯的选择 (7)(二)定位基准的选择 (7)(三)装夹方式的选择 (7)(四)表面加工方法的选择 (7)(五)加工顺序的安排 (8)(六)工艺路线的确定 (8)(1)可能采取的工艺路线方案 (8)(2)工艺路线方案比较 (9)(3)工艺路线的最终确定 (9)三、设备及其工艺装备的确定10(一)机床的选择 (10)(二)夹具的选择 (10)(三)刀具的选择 (10)四、切削用量的选取12五、工艺卡片12(一)工艺过程卡 (12)(二)数控加工工序卡 (13)六、数控加工程序的编制14(一)编程方法的选择 (14)(二)编程坐标系的确定 (14)(三)加工程序清单 (14)引言本课题来源于丹阳市永和铝材有限公司。
数控机床指的是信息(程序指令)的形式数字代码,是由给定了工具的工作程序、速度、轨迹进行自动加工的机器,称之为数控机床的控制。
加工工艺过程卡片及工序卡
加工工艺过程卡片及工序卡加工工艺过程卡片及工序卡是制造业常用的管理工具,用于记录和传达产品加工的详细工序和工艺信息。
下面是一个完整版的加工工艺过程卡片及工序卡的说明。
一、加工工艺过程卡片加工工艺过程卡片是记录产品加工工艺过程的一种管理工具。
它通常由工艺工程师或生产部门编制,用于指导生产操作、记录产品质量和进行工艺改进。
加工工艺过程卡片一般包含以下内容:1.产品信息:包括产品名称、型号、规格、图号等基本信息。
这些信息有助于识别和辨认产品。
2.工艺路线:详细描述了产品加工的工艺路线。
从原材料入库到成品出库的整个生产过程,包括各个工序的先后顺序、时间安排和责任部门等。
工艺路线需要经过工艺工程师的审核和确认,确保产品的加工顺序和流程正确无误。
3.工序信息:列举了每个工序的具体内容。
包括工序号、工序名称、工艺要求、设备和工具、工艺参数、工时等。
这些信息有助于操作工人了解工序的要求和操作方法,确保加工过程的稳定性和一致性。
4.质量要求:详细描述了产品的质量要求和检验标准。
包括尺寸、外观、功能等方面的要求。
这些要求有助于质检人员检验产品的合格性,确保产品质量符合客户需求和标准要求。
5.问题记录:记录了在生产过程中出现的问题和异常情况。
如材料损坏、设备故障、工艺不良等。
这些记录有助于生产和质量部门进行问题分析和改进,提高生产效率和产品质量。
二、工序卡工序卡是记录每个工序的操作步骤和要求的一种管理工具。
它通常由操作工人在操作前填写或按照工艺过程卡片的信息编制。
工序卡的主要内容包括:1.工序号和名称:标识每个工序的序号和名称。
方便操作工人按照顺序进行操作和记录。
2.工艺要求:明确了每个工序的操作要求和注意事项。
如温度、压力、速度、润滑方式等。
这些要求有助于操作工人正确进行操作,避免操作失误和质量问题。
3.设备和工具:列举了每个工序需要使用的设备和工具。
包括机床、刀具、量具、焊接设备等。
这些信息有助于操作工人准备和选择合适的设备和工具。
阶梯轴机械加工工序卡片

阶梯轴机械加工工序卡片
工件名称:阶梯轴
工件材料:45#钢
工件尺寸:φ30mm×L120mm
加工要求:表面光洁度Ra0.8,轴径公差±0.01mm,轴长公差±0.5mm
机床:数控车床
刀具:外径切削刀、内径镗刀、车削刀、切断刀
夹具:三弹性夹紧器、圆柱夹紧器
工序:
1. 材料分割
将45#钢材料按工件长度要求分割,并进行精度检查,确保工件长度公差为±0.5mm.
2. 粗加工
将工件夹紧于三弹性夹紧器上,装置于数控车床上,使用车削刀进行粗加工。
粗加工时,应先进行外圆车削,后进行内孔加工,确保工件直径公差为±0.01mm、内孔公差为H7级别。
将工件进行反转,并进行车削刀调整。
使用车削刀加工阶梯轴的肩部。
加工中应保证工件的轴肩公差达到±0.02mm。
5. 精度检验
完成阶梯轴的加工后,进行精度检验。
应检测工件直径、轴长公差是否符合要求。
如若发现不符合要求,在进行调整后,重新进行检验。
6. 抛光处理
将工件进行抛光处理,达到表面光洁度要求Ra0.8。
加工完成后,进行最终检验及包装。
加工中所需注意事项:
1. 数控车床的使用环境应干燥、清洁、避免尘土影响设备正常使用。
2. 加工刀具的保养应定期进行,保证其切削效果及寿命。
3. 夹具的使用应注意夹紧力度是否适当,避免对工件表面造成损伤。
4. 操作人员应熟练运用加工设备及相应技能,保证工件质量。