铝及铝合金挤压棒材3A21
3a21材料厚度范围

3a21材料厚度范围
3A21铝合金是一种常用的铝合金材料,具有良好的机械性能和加工性能。
关于3A21铝合金的厚度范围,具体如下:
首先,3A21铝合金的厚度通常在0.2mm至4.5mm之间。
这个厚度范围使得它适用于各种不同的应用场景。
例如,在需要较高强度的结构件中,可以使用较厚的3A21铝合金板材,如3\~4mm厚度的板材。
在需要轻量化和减重的场合,可以使用较薄的3A21铝合金板材,如0.2\~0.5mm厚度的板材。
此外,3A21铝合金的厚度范围还可以根据不同的工艺和需求进行调整。
例如,通过轧制工艺可以生产出更薄的3A21铝合金板材,如0.1mm\~0.3mm厚度的板材。
同时,3A21铝合金还可以通过热处理和其他工艺进行强化处理,以提高其机械性能和耐腐蚀性能。
总的来说,3A21铝合金的厚度范围是一个相对较宽的范围,可以根据实际需求进行选择。
在选择时,需要考虑其机械性能、加工性能、耐腐蚀性能以及成本效益等因素。
同时,还需要注意厚度的精度和均匀性,以确保材料的质量和可靠性。
最后需要提醒的是,不同的应用场景和工艺对3A21铝合金的厚度要求不同,因此在实际应用中需要根据具体情况进行选择和调整。
同时,还需要注意材料的加工和热处理工艺,以确保其性能和质量达到要求。
一般工业用铝及铝合金挤压型材
一般工业用铝及铝合金挤压型材1 范围本标准规定了一般工业用铝及铝合金挤压型材的要求、试验方法、检验规则和标志、包装、运输、贮存及质量证明书与订货单(或合同)内容。
本标准适用于一般工业用铝及铝合金型材(以下简称型材)。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 231(所有部分)金属材料布氏硬度试验GB/T 3190 变形铝及铝合金化学成分GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存GB/T 3246.1 变形铝及铝合金制品组织检验方法第1部分:显微组织检验方法GB/T 3246.2 变形铝及铝合金制品组织检验方法第2部分:低倍组织检验方法GB/T 6519 变形铝、镁合金产品超声波检验方法GB/T 7999 铝及铝合金光电直读发射光谱分析方法GB/T 8013(所有部分)铝及铝合金阳极氧化膜与有机聚合物膜GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 12966 铝合金电导率涡流测试方法GB/T 14846 铝及铝合金挤压型材尺寸偏差GB/T 15970.7 金属和合金的腐蚀应力腐蚀试验第7部分:慢应变速率试验GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样及方法GB/T 17432 变形铝及铝合金化学成分分析取样方法GB/T 20975(所有部分)铝及铝合金化学分析方法GB/T 22639 铝合金加工产品的剥落腐蚀试验方法GB/T 22640 铝合金加工产品的环形试样应力腐蚀试验方法YS/T 730 建筑用铝合金木纹型材YS/T 873 铝合金抛光膜层规范ISO 9223 金属和合金的腐蚀大气腐蚀性分类、测定和评估(Corrosion of metals and alloys —Corrosivity of atmospheres—Classification,determination and estimation)3 要求3.1 产品分类理类别、膜层代号见表2。
铝合金挤压及热处理工艺
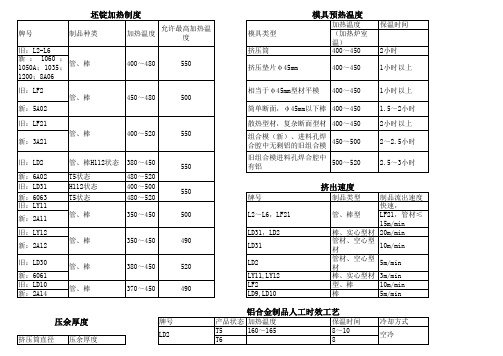
挤出速度
牌号 L2~L6,LF21 LD31,LD2 LD31 LD2 LY11,LY12 LF2 LD9,LD10 制品流出速度 快速, 管、棒型 LF21,管材≤15m/min 棒、实心型材 20m/min 管材、空心型材 10m/min 5m/min 管材、空心型材 棒、实心型材 3m/min 型、棒 10m/min 棒 5m/min 制品类型
坯锭加热制度
牌号 制品种类 加热温度 允许最高加热温度 模具类型 挤压筒 400~480 550 挤压垫片φ45mm 旧:L2-L6 新 : 1060 ; 管、棒 1050A;1035; 1200;8A06 旧:LF2 新:5A02 旧:LF21 管、棒 新:3A21 旧:LD2 新:6A02 旧:LD31 新:6063 旧:LY11 新:2A11 旧:LY12 新:2A12 旧:LD30 新:6061 旧:LD10 新:2A14 管、棒H112状态 T5状态 H112状态 T5状态 管、棒 管、棒 管、棒 管、棒 380~450 480~520 400~500 480~520 350~450 350~450 380~450 370~450 550 550 500 490 520 490 400~520 550 管、棒
模具预热温度
加热温度 保温时间 (加热炉室温) 400~450 2小时 400~450 400~450 1小时以上 1小时以上 1.5~2小时 2小时以上 2~2.5小时 2.5~3小时
450~480
500
相当于φ45mm型材平模
简单断面,φ45mm以下棒 400~450 散热型材,复杂断面型材 400~450 组合模(新)、进料孔焊 450~500 合腔中无剩铝的旧组合模 旧组合模进料孔焊合腔中 500~520 有铝
ALMg2.5成分及性能

AlMg2.5铝标准材料名称:铝及铝合金挤压棒材(≤150mm,H112、T6、O态)标准:GB/T3880-2006AlMg2.5特性AlMg2.5属于Al-Mg系合金,使用范围广泛,特别是建筑业离不开此合金,是最有前途的合金。
耐蚀性好,焊接性优良,冷加工性较好,并具有中等强度。
5052的主要合金元素为镁,具有良好的成形加工性能、抗蚀性、焊接性,中等强度,用于制造飞机油箱、油管、以及交通车辆、船舶的钣金件,仪表、街灯支架与铆钉、五金制品、电-器外壳等。
与3A21相比,AlMg2.5强度较高特别是具有较高的疲劳强度;塑性与耐蚀性高,在这方面与3A21相似;热处理不能强化,用电阻焊和原子氢焊焊接性良好,氩弧焊时有形成结晶裂纹的倾向;合金在冷作硬化和半冷作硬化状态下可切削性较好,退火状态下可切削性不良AlMg2.5适用范围AL-Mn系合金,是应用最广的一种防锈铝,这种合金的强度高,特别是具有抗疲劳强度:塑性与耐腐蚀性高,不能热处理强化,在半冷作硬化时塑性尚好,冷作硬化时塑性低,耐腐蚀好,焊接性良好,可切削性能不良,可抛光。
用途主要用于要求高的可塑性和良好的焊接性,在液体或气体介质中工作的低载荷零件,如邮箱,汽油或润滑油导管,各种液体容器和其他用深拉制作的小负荷零件:线材用来做铆钉AlMg2.5化学成分铝Al :余量硅Si:≤0.25铜Cu :≤0.10镁Mg:2.2~2.8锌Zn:≤0.10锰Mn:≤0.10铬Cr:0.15~0.35铁Fe:≤0.40注:单个:≤0.05;合计:≤0.15AlMg2.5力学性能(1)抗拉强度σb (MPa)173~244条件屈服强度σ0.2 (MPa)≥70试样尺寸:所有壁厚注:管材室温纵向力学性能AlMg2.5力学性能(2)抗拉强度σb (MPa):≤147伸长率δ10 (%):≥14注:花纹板室温力学性能不同状态不同的性能。
AlMg2.5热处理工艺:1)均匀化退火:加热440℃;保温12~14h;空冷。
铝编号及性能
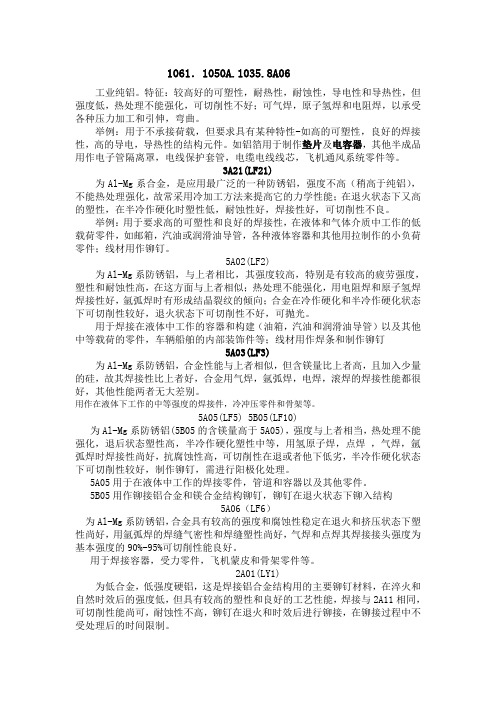
1061.1050A.1035.8A06工业纯铝。
特征:较高好的可塑性,耐热性,耐蚀性,导电性和导热性,但强度低,热处理不能强化,可切削性不好;可气焊,原子氢焊和电阻焊,以承受各种压力加工和引伸,弯曲。
举例:用于不承接荷载,但要求具有某种特性-如高的可塑性,良好的焊接性,高的导电,导热性的结构元件。
如铝箔用于制作垫片及电容器,其他半成品用作电子管隔离罩,电线保护套管,电缆电线线芯,飞机通风系统零件等。
3A21(LF21)为Al-Mg系合金,是应用最广泛的一种防锈铝,强度不高(稍高于纯铝),不能热处理强化,故常采用冷加工方法来提高它的力学性能;在退火状态下又高的塑性,在半冷作硬化时塑性低,耐蚀性好,焊接性好,可切削性不良。
举例:用于要求高的可塑性和良好的焊接性,在液体和气体介质中工作的低载荷零件,如邮箱,汽油或润滑油导管,各种液体容器和其他用拉制作的小负荷零件;线材用作铆钉。
5A02(LF2)为Al-Mg系防锈铝,与上者相比,其强度较高,特别是有较高的疲劳强度,塑性和耐蚀性高,在这方面与上者相似;热处理不能强化,用电阻焊和原子氢焊焊接性好,氩弧焊时有形成结晶裂纹的倾向;合金在冷作硬化和半冷作硬化状态下可切削性较好,退火状态下可切削性不好,可抛光。
用于焊接在液体中工作的容器和构建(油箱,汽油和润滑油导管)以及其他中等载荷的零件,车辆船舶的内部装饰件等;线材用作焊条和制作铆钉5A03(LF3)为Al-Mg系防锈铝,合金性能与上者相似,但含镁量比上者高,且加入少量的硅,故其焊接性比上者好,合金用气焊,氩弧焊,电焊,滚焊的焊接性能都很好,其他性能两者无大差别。
用作在液体下工作的中等强度的焊接件,冷冲压零件和骨架等。
5A05(LF5) 5B05(LF10)为Al-Mg系防锈铝(5B05的含镁量高于5A05),强度与上者相当,热处理不能强化,退后状态塑性高,半冷作硬化塑性中等,用氢原子焊,点焊,气焊,氩弧焊时焊接性尚好,抗腐蚀性高,可切削性在退或者他下低劣,半冷作硬化状态下可切削性较好,制作铆钉,需进行阳极化处理。
3A21—F铝合金板材在数控加工中防止变形的工艺措施
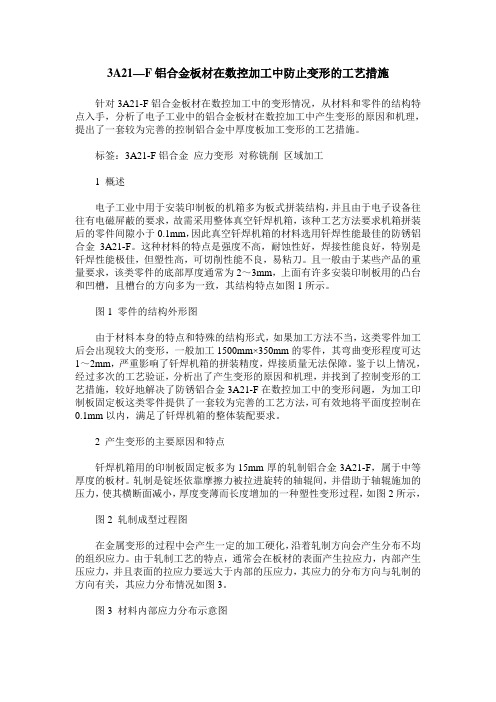
3A21—F铝合金板材在数控加工中防止变形的工艺措施针对3A21-F铝合金板材在数控加工中的变形情况,从材料和零件的结构特点入手,分析了电子工业中的铝合金板材在数控加工中产生变形的原因和机理,提出了一套较为完善的控制铝合金中厚度板加工变形的工艺措施。
标签:3A21-F铝合金应力变形对称铣削区域加工1 概述电子工业中用于安装印制板的机箱多为板式拼装结构,并且由于电子设备往往有电磁屏蔽的要求,故需采用整体真空钎焊机箱,该种工艺方法要求机箱拼装后的零件间隙小于0.1mm,因此真空钎焊机箱的材料选用钎焊性能最佳的防锈铝合金3A21-F。
这种材料的特点是强度不高,耐蚀性好,焊接性能良好,特别是钎焊性能极佳,但塑性高,可切削性能不良,易粘刀。
且一般由于某些产品的重量要求,该类零件的底部厚度通常为2~3mm,上面有许多安装印制板用的凸台和凹槽,且槽台的方向多为一致,其结构特点如图1所示。
图1 零件的结构外形图由于材料本身的特点和特殊的结构形式,如果加工方法不当,这类零件加工后会出现较大的变形,一般加工1500mm×350mm的零件,其弯曲变形程度可达1~2mm,严重影响了钎焊机箱的拼装精度,焊接质量无法保障。
鉴于以上情况,经过多次的工艺验证,分析出了产生变形的原因和机理,并找到了控制变形的工艺措施,较好地解决了防锈铝合金3A21-F在数控加工中的变形问题,为加工印制板固定板这类零件提供了一套较为完善的工艺方法,可有效地将平面度控制在0.1mm以内,满足了钎焊机箱的整体装配要求。
2 产生变形的主要原因和特点钎焊机箱用的印制板固定板多为15mm厚的轧制铝合金3A21-F,属于中等厚度的板材。
轧制是锭坯依靠摩擦力被拉进旋转的轴辊间,并借助于轴辊施加的压力,使其横断面减小,厚度变薄而长度增加的一种塑性变形过程,如图2所示,图2 轧制成型过程图在金属变形的过程中会产生一定的加工硬化,沿着轧制方向会产生分布不均的组织应力。
铝及铝合金挤压棒材

铝及铝合金挤压棒材1 范围本标准规定了铝及铝合金挤压棒材的要求、试验方法、检验规则和标志、包装、运输、贮存及质量证明书与订货单(或合同)内容。
本标准适用于铝及铝合金的挤压圆棒、方棒和六角棒(以下简称棒材)。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2039 金属材料单轴拉伸蠕变试验方法GB/T 3190 变形铝及铝合金化学成分GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存GB/T 3246.1 变形铝及铝合金制品组织检验方法第1部分:显微组织检验方法GB/T 3246.2 变形铝及铝合金制品组织检验方法第2部分:低倍组织检验方法GB/T 6519 变形铝、镁合金产品超声波检验方法GB/T 7999 铝及铝合金光电直读发射光谱分析方法GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 16475-2008 变形铝及铝合金状态代号GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样及方法GB/T 17432 变形铝及铝合金化学成分分析取样方法GB/T 20975(所有部分)铝及铝合金化学分析方法3 要求3.1 产品分类3.1.1 牌号、供应状态及尺寸规格棒材的牌号、供应状态和尺寸规格应符合表1的规定。
需要其他牌号、供应状态和尺寸规格的棒材,由供需双方协商,并在订货单(或合同)中注明。
表1 牌号、供应状态及尺寸规格3.1.2 标记及示例产品标记按产品名称、本标准编号、牌号、状态、尺寸规格的顺序表示。
标记示例如下:示例1:7075牌号、T6状态、直径为100.00mm、长度为4000mm的挤压圆棒,标记为:圆棒 GB/T 3191-7075T6-φ100×4000示例2:7075牌号、T6状态、直径为50.00mm、长度不定尺的挤压棒圆棒,标记为:圆棒 GB/T 3191-7075T6-φ50示例3:7075牌号、T6状态、边长为100.00mm、长度为4000mm的挤压方棒,标记为:方棒 GB/T 3191-7075T6-100×4000示例4:7075牌号、T6状态、边长为80.00mm、长度为4000mm的挤压六角棒,标记为:六角棒 GB/T 3191-7075T6-80×4000示例5:7075牌号、T6状态、边长为80.00mm、长度为4000mm的挤压高强六角棒,标记为:高强六角棒 GB/T 3191-7075T6-80×40003.2 化学成分棒材的化学成分应符合GB/T 3190的规定。
铝合金3a21的密度
铝合金3a21的密度铝合金 3A21 的密度在材料科学的领域中,铝合金因其出色的性能和广泛的应用而备受关注。
其中,铝合金 3A21 作为一种常见的铝合金材料,其密度是一个重要的特性参数。
首先,我们来了解一下什么是密度。
密度,简单来说,就是物质的质量与其体积的比值。
对于铝合金 3A21 而言,其密度的准确值对于工程设计、制造以及质量控制等方面都具有至关重要的意义。
铝合金 3A21 的密度通常约为 273 克/立方厘米。
这个数值并不是随意确定的,而是通过一系列精确的测量和计算得出的。
要理解这个密度值,我们需要考虑到铝合金 3A21 的成分和微观结构。
铝合金 3A21 主要由铝、锰和铜等元素组成。
铝作为主要成分,其原子结构和排列方式对密度有着基础性的影响。
锰和铜等合金元素的加入,在一定程度上改变了铝的晶体结构,从而也对密度产生了微妙的影响。
在实际的测量中,确定铝合金 3A21 密度的方法有多种。
其中,常用的方法包括排水法和阿基米德原理。
排水法是将一定形状和体积的铝合金 3A21 样品浸没在已知体积的水中,通过测量水的体积变化来计算样品的体积,然后再用样品的质量除以体积,从而得到密度。
阿基米德原理则是基于物体在液体中受到的浮力等于排开液体的重量这一原理来进行测量的。
了解铝合金 3A21 的密度对于工程应用具有重要的实际意义。
在航空航天领域,每减轻一克的重量都可能带来巨大的效益。
由于铝合金3A21 具有相对较低的密度,同时又具备一定的强度和耐腐蚀性,因此被广泛应用于飞机的结构部件,如机身蒙皮、机翼桁条等。
在这些应用中,准确掌握其密度可以帮助工程师精确计算部件的重量,从而优化设计,提高飞机的性能和燃油效率。
在汽车制造行业,轻量化也是一个重要的发展趋势。
铝合金 3A21因其密度较小,可以在不降低强度的前提下减轻汽车的重量,从而降低能耗,提高燃油经济性或者增加电动汽车的续航里程。
在建筑领域,铝合金 3A21 常用于门窗框架等部件。
铝及铝合金热挤压管 第1部分:无缝圆管-最新国标

铝及铝合金热挤压管第1部分:无缝圆管1范围本文件规定了铝及铝合金热挤压无缝圆管的分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存及质量证明书与订货单(或合同)内容。
本标准适用于一般工业用铝及铝合金热挤压无缝圆管(以下简称管材)。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T3190变形铝及铝合金化学成分GB/T3199铝及铝合金加工产品包装、标志、运输、贮存GB/T3246.1变形铝及铝合金制品组织检验方法第1部分:显微组织检验方法GB/T3246.2变形铝及铝合金制品组织检验方法第2部分:低倍组织检验方法GB/T4436铝及铝合金管材外形尺寸及允许偏差GB/T6519-2013变形铝、镁合金产品超声波检验方法GB/T7998铝合金晶间腐蚀测定方法GB/T7999铝及铝合金光电直读发射光谱分析方法GB/T8170数值修约规则与极限数值的表示和判定GB/T12966铝合金电导率涡流测试方法GB/T16865变形铝、镁及其合金加工制品拉伸试验用试样及方法GB/T17432变形铝及铝合金化学成分分析取样方法GB/T20975(所有部分)铝及铝合金化学分析方法GB/T22640铝合金加工产品的环形试样应力腐蚀试验方法3术语和定义GB/T8005.1界定的术语和定义适用于本文件。
4分类4.1产品牌号、状态产品的牌号、状态应符合表1的规定。
需方对牌号、状态有其他要求时,由供需双方协商确定,并在订货单(或合同)中注明。
表1产品牌号、状态牌号状态1牌号状态1100、1120O、H1121035O1050A O、H111、H1121060、1070A0、H1122014O、T1、T4、T4510、T4511、T6、T6510、T65112017、2A12O、T1、T42024O、T1、T3、T3510、T3511、T4、T81、T8510、T85112219O、T1、T3、T3510、T3511、T81、T8510、T85112A11O、T12A14、2A50T63003、包铝3003O、H1123A21H1124032T65115051A、5083、5086O、H111、H1125052O、H1125154、5A06O、H1125454、5456O、H111、H1125A02、5A03、5A05H1126005、6105T1、T56005A T1、T5、T61a6041T5、T65116042T5、T55116060T66061O、T1、T4、T4510、T4511、T51、T6、T6510、T65116351、6082O、H111、T4、T66101B T6、T76105T66162T5、T5510、T5511、T6、T6510、T65116262、6064T6、T65106063O、T1、T4、T5、T52、T6、T66b、F6066O、T1、T4、T4510、T4511、T6、T6510、T65116A02O、T1、T4、T67050T6510、T73511、T745117075O、H111、T1、T6、T6510、T65117178O、T1、T6、T6510、T65117A04、7A09、7A15T1、T67B05O、T4、T6、T58A06H1124.2标记及示例管材的标记按产品名称、标准编号、牌号、状态、尺寸规格的顺序标识。
铝合金技术参数
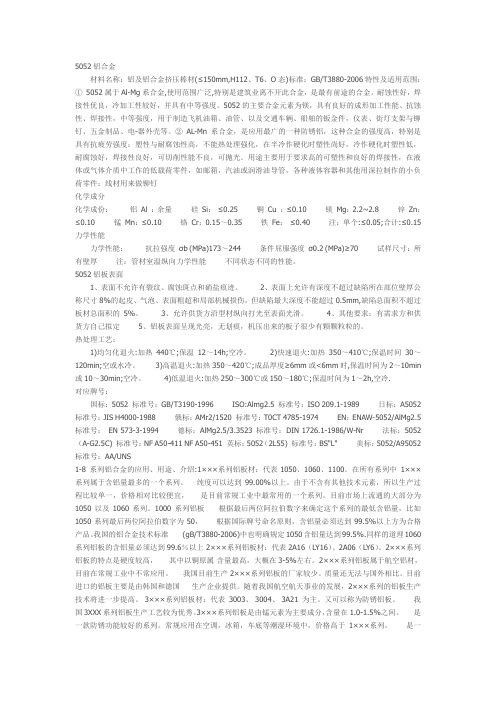
5052铝合金材料名称:铝及铝合金挤压棒材(≤150mm,H112、T6、O态)标准:GB/T3880-2006特性及适用范围:①5052属于Al-Mg系合金,使用范围广泛,特别是建筑业离不开此合金,是最有前途的合金。
耐蚀性好,焊接性优良,冷加工性较好,并具有中等强度。
5052的主要合金元素为镁,具有良好的成形加工性能、抗蚀性、焊接性,中等强度,用于制造飞机油箱、油管、以及交通车辆、船舶的钣金件,仪表、街灯支架与铆钉、五金制品、电-器外壳等。
②AL-Mn系合金,是应用最广的一种防锈铝,这种合金的强度高,特别是具有抗疲劳强度:塑性与耐腐蚀性高,不能热处理强化,在半冷作硬化时塑性尚好,冷作硬化时塑性低,耐腐蚀好,焊接性良好,可切削性能不良,可抛光。
用途主要用于要求高的可塑性和良好的焊接性,在液体或气体介质中工作的低载荷零件,如邮箱,汽油或润滑油导管,各种液体容器和其他用深拉制作的小负荷零件:线材用来做铆钉化学成分化学成份:铝Al :余量硅Si:≤0.25 铜Cu :≤0.10 镁Mg:2.2~2.8 锌Zn:≤0.10 锰Mn:≤0.10 铬Cr:0.15~0.35 铁Fe:≤0.40 注:单个:≤0.05;合计:≤0.15 力学性能力学性能:抗拉强度σb (MPa)173~244 条件屈服强度σ0.2 (MPa)≥70 试样尺寸:所有壁厚注:管材室温纵向力学性能不同状态不同的性能。
5052铝板表面1、表面不允许有裂纹、腐蚀斑点和硝盐痕迹。
2、表面上允许有深度不超过缺陷所在部位壁厚公称尺寸8%的起皮、气泡、表面粗超和局部机械损伤,但缺陷最大深度不能超过0.5mm,缺陷总面积不超过板材总面积的5%。
3、允许供货方沿型材纵向打光至表面光滑。
4、其他要求:有需求方和供货方自己拟定5、铝板表面呈现光亮,无划痕,机压出来的板子很少有颗颗粒粒的。
热处理工艺:1)均匀化退火:加热440℃;保温12~14h;空冷。
铝合金技术参数
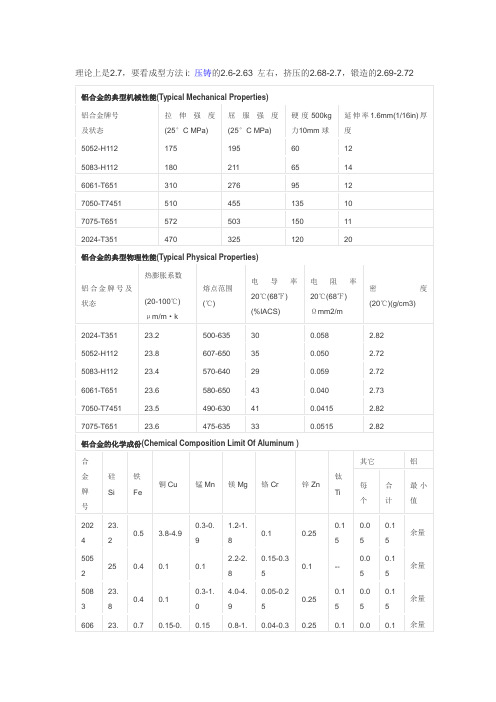
理论上是2.7,要看成型方法i: 压铸的2.6-2.63 左右,挤压的2.68-2.7,锻造的2.69-2.72 铝合金的典型机械性能(Typical Mechanical Properties)铝合金牌号及状态拉伸强度(25°C MPa)屈服强度(25°C MPa)硬度500kg力10mm球延伸率1.6mm(1/16in)厚度5052-H1121751956012 5083-H1121802116514 6061-T6513102769512 7050-T745151045513510 7075-T65157250315011 2024-T35147032512020铝合金的典型物理性能(Typical Physical Properties)铝合金牌号及状态热膨胀系数(20-100℃)μm/m·k熔点范围(℃)电导率20℃(68℉)(%IACS)电阻率20℃(68℉)Ωmm2/m密度(20℃)(g/cm3)2024-T35123.2500-635300.058 2.82 5052-H11223.8607-650350.050 2.72 5083-H11223.4570-640290.059 2.72 6061-T65123.6580-650430.040 2.73 7050-T745123.5490-630410.0415 2.82 7075-T65123.6475-635330.0515 2.82铝合金的化学成份(Chemical Composition Limit Of Aluminum )合金牌号硅Si铁Fe铜Cu锰Mn镁Mg铬Cr锌Zn钛Ti其它铝每个合计最小值202 423.20.5 3.8-4.90.3-0.91.2-1.80.10.250.150.050.15余量505 2250.40.10.12.2-2.80.15-0.350.1--0.050.15余量508 323.80.40.10.3-1.4.0-4.90.05-0.250.250.150.050.15余量60623.0.70.15-0.0.150.8-1.0.04-0.30.250.10.00.1余量16425555705 023.50.1520.-2.60.11.9-2.60.045.7-6.70.060.050.15余量707 523.60.5 1.2-2.00.32.1-2.90.18-0.285.1-6.10.20.050.15余量1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145 包装及绝热铝箔,热交换器1199 电解电容器箔,光学反光沉积膜1350电线、导电绞线、汇流排、变压器带材2011 螺钉及要求有良好切削性能的机械加工产品2014 应用于要求高强度与硬度(包括高温)的场合。
铝及铝合金的八大系列编号含义

铝及铝合金的八大系列编号含义铝材的比重较轻,在成型时的回弹较小,强度比较高,接近或超过优质钢,塑性好,产品成形较复杂时,较不锈钢更易控制,具有优良的导电性、导热性和抗蚀性,且目前铝材的表面处理工艺阳极氧化、拉丝、喷砂等已经很成熟,铝材在手机上的使用也非常的多。
根据铝合金按加工方法可以分为变形铝合金和铸造铝合金,铝及铝合金的编号主要分为八个系列。
合金牌号表示方法国际牌号(用四位阿拉伯数字,现常用表示方法):1XXX 表示为99%以上的纯铝系列如1050、11002XXX 表示是铝-铜合金系列如20143XXX 表示是铝-锰合金系列如30034XXX 表示是铝-硅合金系列如40325XXX 表示是铝-镁合金系列如50526XXX 表示是铝-镁-硅合金系列如6061、60637XXX 表示是铝-锌合金系列如70018XXX 表示是上述以外的合金体系一系在所有系列中1000系列属于含铝量最多的一个系列,纯度可以达到99.00%以上。
1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。
一系的铝成形性、表面处理性良好,在铝合金中其耐蚀性最佳。
其强度较低,纯度愈高其强度愈低。
手机上常用的到的有1050、1070、1080、1085、1100,做简单挤压成型(不做折弯),其中1050和1100可以做化学打沙、光面、雾面,法线效果,有较明显的材料纹路,着色效果好;1080和1085镜面铝常用来做亮字、雾面效果,无明显材料纹路。
一系的铝材都相对较软,主要用来做装饰件或内饰件。
二系特点是硬度较高,但耐蚀性不佳,其中以铜原属含量最高,2000系列铝合金代表2024、2A16、2A02。
2000系列铝板的含铜量在3%~5%左右。
2000系列铝棒属于航空铝材,作为构造用材使用,目前在常规工业中不常应用。
三系3000系列铝棒是由锰元素为主要成分。
铝与铝合金挤压棒材国家标准

《铝及铝合金挤压棒材》国家标准《送审稿》编制说明一、工作简况1 立项目的随着全球经济增长及铝挤压材用途的不断扩展,世界铝挤压材消费量一直呈上升态势,2016年世界铝挤压材消费量约4000万吨,其中中国2552万吨,美国211万吨,日本85万吨,这三个国家铝挤压材消费量约占世界总消费量的79%。
初步预计2025年世界铝挤压材消费量约5500万吨(2016~2025年均增长率按3.5%考虑)。
航空航天、高铁、汽车等行业对大规格高强棒材需求量巨大。
在我国《国家中长期科学和技术发展规划纲要2016-2020年)》、《中国制造2025》、《“十三五”国家科技创新规划》、《“十三五”材料领域科技创新专项规划》中,包括大规格高性能铝合金在内的“高性能轻合金材料”被列入先进基础材料的优先主题。
据第三方权威机构测算,中国工业铝挤压材消耗量的年增长率约为13%,2016年中国工业铝挤压材消耗量约为6038千吨,而及至2020年,这一数字将飙升至9461千吨,远超全球除中国以外地区的工业铝挤压材年消耗总量4760千吨。
其中,大规格高品质铝合金铝棒材产品年产量达200万吨左右。
近几年随着我国科技进步和经济的高速发展,铝合金材料已成为国民经济和国防工业建设的重要物质基础,在航空航天、汽车、轨道交通、机械制造、船舶及化学工业等重点领域有着广泛的应用前景及不可替代的特殊地位。
特别是近年来随着我国大飞机、高速铁路、汽车等行业发展进入快车道,大规格、高性能挤压棒材产品具有巨大的战略需求和市场前景。
其中铝及铝合金圆棒和方棒由于具有质量轻、强度好、加工容易、耐蚀性好等特点广泛应用于航空航天铆钉、卡车轮毂、螺旋桨组件、航空发动机活塞、航空发动机压气机叶片、叶轮、飞机与导弹零件、起落架液压缸、螺旋桨、油箱、火箭锻环、涨圈及形状复杂的自由锻件与模锻件、其他工作温度高的零件;在交通运输行业中铝棒主要用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,汽车底盘、汽车耐磨活塞、汽车发动机零件、轮毂等;在其它行业也有极为广泛的应用。
铝合金新旧牌号

5A12相对应的旧牌号(LF12)5A12铝板5A12铝棒5A12铝合金
5A13相对应的旧牌号(LF13)5A13铝板5A13铝棒5A13铝合金
5A30相对应的旧牌号(LF16)5A30铝板5A30铝棒5A30铝合金
5A33相对应的旧牌号(LF33)5A33铝板5A33铝棒5A33铝合金
6101铝板6101铝棒6101铝合金
6101A铝板6101A铝棒6101A铝合金
6005铝板6005铝棒6005铝合金
6005A铝板6005A铝棒6005A铝合金
6351铝板6351铝棒6351铝合金
6060铝板6060铝棒6060铝合金
6061相对应的旧牌号(LD30)6061铝板6061铝棒6061铝合金
7A15铝板7A15铝棒7A15铝合金
7A19铝板7A19铝棒7A19铝合金
7A31铝板7A31铝棒7A31铝合金
7A33铝板7A33铝棒7A33铝合金
7A52铝板7A52铝棒7A52铝合金
7003相对应的旧牌号(LC12)7003铝板7003铝棒7003铝合金
7005铝板7005铝棒7005铝合金
2A01相对应的旧牌号是(LY1)2A01铝板2A01铝棒2A01铝合金
2A02相对应的旧牌号是(LY2)2A02铝板2A02铝棒2A02铝合金
2A04相对应的旧牌号是(LY4)2A04铝板2A04铝棒2A04铝合金
2A06相对应的旧牌号是(LY6)2A06铝板2A06铝棒2A06铝合金
2A10相对应的旧牌号是(LY10)2A10铝板2A10铝棒2A10铝合金
一般工业用铝及铝合金挤压型材
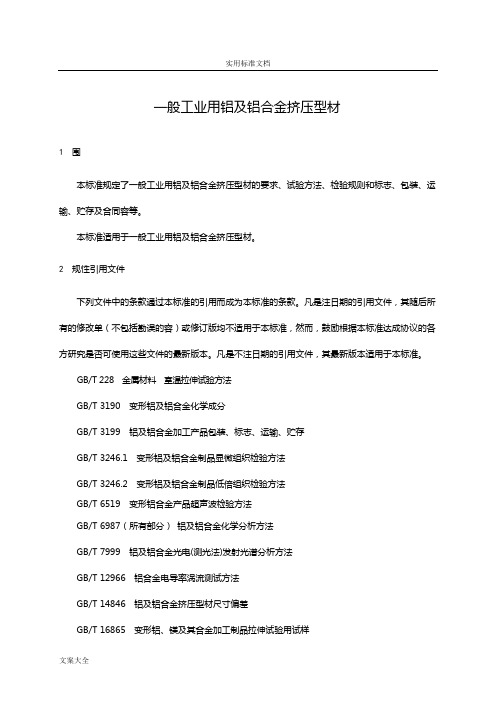
一般工业用铝及铝合金挤压型材1 围本标准规定了一般工业用铝及铝合金挤压型材的要求、试验方法、检验规则和标志、包装、运输、贮存及合同容等。
本标准适用于一般工业用铝及铝合金挤压型材。
2 规性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 228 金属材料室温拉伸试验方法GB/T 3190 变形铝及铝合金化学成分GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存GB/T 3246.1 变形铝及铝合金制品显微组织检验方法GB/T 3246.2 变形铝及铝合金制品低倍组织检验方法GB/T 6519 变形铝合金产品超声波检验方法GB/T 6987(所有部分)铝及铝合金化学分析方法GB/T 7999 铝及铝合金光电(测光法)发射光谱分析方法GB/T 12966 铝合金电导率涡流测试方法GB/T 14846 铝及铝合金挤压型材尺寸偏差GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 17432 变形铝及铝合金化学成分分析取样方法YS/T XXXX 铝及铝合金热处理规3 要求3.1 产品分类3.1.1 型材分类型材按用途分类如表1所示。
表13.1.2 标记示例a)用6005A合金制造的、供应状态为T6、型材代号为ELGDX-15的地铁型材,标记为:车辆型材6005A-T6 ELGDX-15 GB/T 6892-2XXXb)用6063合金制造的、供应状态为T5、型材代号为EL1755的电器用型材,标记为:型材6063-T5 EL1755 GB/T 6892-2XXX3.2 化学成分5005A、5051A、6101B、6106、6261、6463、6463A、6081、7049A、7178合金牌号的产品化学成分应符合表2规定,其他牌号的产品化学成分应符合GB/T 3190的规定。
一般工业用铝及铝合金挤压型材

GB/T 3190变形铝及铝合金化学成分
GB/T 3199铝及铝合金加工产品包装、标志、运输、贮存
GB/T变形铝及铝合金制品显微组织检验方法
GB/T变形铝及铝合金制品低倍组织检验方法
GB/T 6519变形铝合金产品超声波检验方法
GB/T 6987(所有部分)铝及铝合金化学分析方法
车辆型材指适用于铁道、地铁、轻轨等轨道车辆车体结构及其他车辆车体结构的型材。
标记示例
a)用6005A合金制造的、供应状态为T6、型材代号为ELGDX-15的地铁型材,标记为:
车辆型材6005A-T6 ELGDX-15 GB/T 6892-2XXX
b)用6063合金制造的、供应状态为T5、型材代号为EL1755的电器用型材,标记为:
T6
≤30
610
530
5
4
表4(完)
合金
牌号
状态
壁厚
mm
抗拉强度Rm
MPa
规定非比例延伸强度
MPa
断后伸长率/%
A
A50mm
不 小 于
7075
T6
T6510
T6511
≤25
530
460
6
4
>25~60
540
470
6
-
T73
T73510
T73511
≤25
485
420
7
5
T76
T76510
T76511
≤6
170
140
8
6
6061
T4
≤25
180
110
15
13
T5
3a21铝合金化学成分
310si2化学成分《310si2化学成分:探索化学式背后的化学世界》嘿,同学们!今天咱们来聊聊一个看起来有点复杂的东西——310si2的化学成分。
不过在深入这个之前,咱们得先把一些基本的化学概念搞清楚,就像盖房子得先打好地基一样。
一、化学键——原子之间的小钩子咱们先来说说化学键这个东西。
你可以把原子想象成一个个小珠子,而化学键呢,就像是把这些小珠子连接起来的小钩子。
离子键就特别有趣啦,它就像是带正电和带负电的原子之间有超强的磁力一样,一下子就吸在一起了。
比如说,在氯化钠(NaCl)里,钠原子(Na)容易失去一个电子变成带正电的钠离子(Na⁺),氯原子(Cl)容易得到一个电子变成带负电的氯离子(Cl⁻),然后这一正一负就像两块超强磁铁一样,“啪”地吸在一起,形成了离子键。
共价键呢,就好比几个原子商量好,大家共用一些小钩子来连接。
比如说在水分子(H₂O)里,氢原子(H)和氧原子(O)就是通过共用小钩子连接起来的。
每个氢原子拿出一个小钩子,氧原子拿出两个小钩子,这样就组成了一个稳定的水分子啦。
二、化学平衡——拔河比赛再来说说化学平衡这个概念。
这就好比一场拔河比赛,反应物和生成物就像是两队人。
刚开始的时候,可能反应物这边人多力量大,反应就朝着生成物那边进行得很快,就像拔河比赛中一方被另一方快速拉动。
但是呢,随着反应的进行,生成物这边的力量也在增加,就像拔河比赛中落后的一方慢慢发力。
最后,当正反应的速率和逆反应的速率相等的时候,就达到了化学平衡状态啦。
这时候,反应物和生成物的浓度就不再变化了,就像拔河的两队人谁也拉不动谁了,绳子就静止在那儿了。
三、分子的极性——小磁针分子的极性也很有意思哦。
咱们可以把分子想象成一个个小磁针。
像水(H₂O)这种分子就是极性分子,氧原子那一端就像是小磁针的南极,带负电;氢原子那一端就像是小磁针的北极,带正电。
这是因为氧原子吸引电子的能力比较强,把共用电子对拉向自己这边更多一些。
3a21材料标准

3a21材料标准
3a21材料标准是指对于铝合金材料3a21的一系列规定和要求。
3a21铝合金是一种常用的铝合金材料,其主要成分为铝、镁和铜。
3a21材料标准包括了其化学成分、物理性能、机械性能、加工性能等多个方面的要求。
具体而言,3a21材料标准要求其化学成分中铝的含量不少于93.8%,镁的含量在1.2%~1.8%之间,铜的含量不超过0.1%。
其物理性能要求密度在2.7g/cm左右,线膨胀系数在23.5×10^-6/℃以下。
机械性能方面要求其抗拉强度在80~120MPa之间,屈服强度不低于60MPa,延伸率不少于25%。
加工性能方面要求其可冷加工、可热加工,并具有良好的焊接性和耐蚀性。
3a21材料标准的制定旨在确保3a21铝合金材料的质量和性能,为其在工业生产中的应用提供保障。
在使用3a21铝合金材料时,需要按照3a21材料标准进行选择、加工和使用,以确保其正常运行和使用寿命。
- 1 -。
3a21材料标准
3a21材料标准3A21铝合金是一种高强度、高韧性、耐腐蚀性好的铝合金材料。
它由铝、锰和镁等元素合成,被广泛应用于航空航天、汽车、轨道交通、建筑等领域。
目前,3A21铝合金在我国的应用越来越广泛,为了确保其质量和安全性,需要对其进行严格的材料标准。
一、名称与等级3A21铝合金材料的名称是3A21,其等级分为6061-T6,6061-T651和6061-T6511,分别对应不同的材质特性和处理方法。
二、化学成分3A21铝合金材料的化学成分符合国家标准GB/T3190-2008的要求。
具体元素含量如下表所示:元素| Si| Fe| Cu| Mn| Mg| Cr| Zn| Ti| Others| Al-|-|-|-|-|-|-|-|-|-|-百分含量(%)| 0.4~0.8| 0.7| 0.15~0.4| 0.15| 1.2~1.8| 0.04~0.35| 0.25| 0.15| 0.05| 余量三、机械性能状态| 抗拉强度(MPa)| 屈服强度(MPa)| 延伸率(%)| 硬度(HB)| 弯曲角(°)-|-|-|-|-|-6061-T6| ≥275| ≥240| ≥8| ≤95| 906061-T651| ≥275| ≥240| ≥8| ≤95| 906061-T6511| ≥275| ≥240| ≥8| ≤95| 90四、物理性质五、加工性能状态| 可变形性| 可加工性| 焊接性| 耐蚀性-|-|-|-|-6061-T6| 良好| 良好| 中等| 中等6061-T651| 良好| 良好| 中等| 中等6061-T6511| 良好| 良好| 中等| 中等六、应用范围由于其高强度、高韧性和良好的耐腐蚀性,3A21铝合金材料被广泛应用于航空航天、汽车、轨道交通、建筑和电子等领域。
例如,它可以用于制造飞机的机身和引擎部件、汽车和火车的车身结构、建筑物的外墙和屋顶、电子设备的外壳和散热器等。
结语3A21铝合金材料标准化能够确保其质量和安全性,从而更加安全地应用于各个领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纯铝:1A99 1A97 1A95 1A93 1A90 1A85 1A80 1A80A 1070 1070A 1370 A1060 1050 1050A 1A50 1350 11 45 1350 1A30 1160 1200 1235
2系列:2A01 2A02 2A04 2A06 2A10 2A11 2B11 2A12 2A13 2A14 2A16 2B16 2A17 2A20 2A21 2A25 2A49 2 A50 2A70 2A80 2A90 2004 2011 2014 2014A 2214 2017 2017A 2177 2218 2618 2219 2024 2124
3系列:3A21 3003 3103 3004 3005 3105
4系列:4A03 4A11 4A13 4A17 4004 4032 4043 4043A 4047 4047A
5系列:5A01 5A02 5A03 5A05 5A06 5B06 5A12 5A30 5A33 5A41 5A42 5A66 5005 5019 5050 5251 5052 5 154 5154A 5454 5154A 5754 5056 5356
国际上已经注册的铝合金牌号有1000多个,每个牌号又有多种状态,在硬度,强度,耐蚀性,加工性,焊接性,装饰性等方面都存在着明显的差异。
选择铝合金的牌号与状态时,以上各方面很难同时满足,也没有必要,应根据产品的性能要求,使用环境,加工过程等因素,设定各种性能的优先次序,方可做到合理选材,在保证性能的前是下合理控制成本。
硬度:很多客户在购买铝时非常关心,硬度首选跟合金化学成份有直接的关系。
其次,不同的状态也影响较大,从所能达到的最高硬度来看,7系,2系,4系,6系,5系,3系,1系,依次降低。
硬度:强度是产品设计时必须考虑的重要因素,成其是铝合金组件作为组件时,应根据所承受的压力,选择适当的合金。
纯铝强度最低,而2系及7系热处理型合金度最高,硬度和强度有一定的下相关系。
耐蚀性:耐蚀性包括化学腐蚀,耐应力腐蚀等性能。
一般而言,1系纯铝的耐蚀性最佳,5系表现良好,其次是3系和6系,2系及7系较差。
耐蚀性选用原则应根据其使用场合而定。
高强度合金腐蚀环境下使用,必须使用各种防蚀用复合材料。
加工性:加工性能包插成形性能与切削性能。
因为成形性与状态有关,在选择铝合金牌号后,还需考虑各种状态的强度范围,通常强度高的材不易成形。
台果要对铝材进行折弯,拉伸,深冲等成形加工,完退火状态材料的成形性最佳,反之,热处理状态材料的成形性最差。
铝合金的切削性较差,对于模具,机械零件等需要切削性较佳,反之,低强度者切削性较差,对模具,机械零件等需要切削加工的产品,铝合金的切削性是重要的考虑因素。
焊接性:多数铝合金的焊接性均无问题,尤其是部分5系列的铝合金,是专为焊接考虑而设计的,相对面言,部分2系和7系的铝合金较难焊接。
装饰性能:铝材应用于装饰或某些特定的场合时,需要对其表面进行阳极氧化,涂装等加工,以获得相应的颜色和表面组织,这时其装饰性应该重点考虑的,一般而言,耐蚀性较好的材料,其阳极处理性能,表面处理性能,涂装性能都非常出色。
其他特性:除上述特性以外,还有导电性,耐磨性,耐热性等。
在选材时也可以加以考虑。
材料名称:铝及铝合金挤压棒材(≤165mm,O、H1112态) 牌号:3A2 1 标准:GB/T 3191-1998
特性及适用范围:为Al-Mn系合金,是应用最广的一种防锈铝,强度不高(仅稍高于工业纯铝),不能热处理强化,故常采用冷加工方法来提高其力学性能;在退火状态下有高的塑性,在半冷作硬化时塑性尚好,冷作硬化时塑性低,耐蚀性好,焊接性良好,可切削性能不良。
●化学成份:铝Al :余量硅Si :≤0.6 铜Cu :≤0.20 镁Mg:≤0.05 锌Zn:≤0.10 锰Mn:1.0~1.6 钛Ti :≤0.15 钛+稀土Ti+Z r:对挤压和锻造产品限定T i+Zr ≤0.20 铁Fe:0.000~0.700 注:单个:≤0.05;合计:≤0.10
●力学性能:抗拉强度σb (MPa):≥165 伸长率δ5 (%):≥20 注:棒材室温纵向力学性能试样尺寸:棒材直径(方棒、六角棒内切圆直径)≤165
●热处理规范:1)均匀化退火:加热510~520℃;保温4~6h;空冷。
2)快速退火:加热350~410℃;随材料有效厚度不同,保温时间30~120mi n;空或水冷。
3)高温退火:加热350~500℃;成品厚度≥6mm时,保温时间10~30min、<6mm时,热透为止;空冷。
4)低温退火:加热250~30 0℃;保温时间为1~3h;空或水冷。
LF21防锈铝是非热处理强化铝,其特点是强度中等,塑性及耐蚀性好,焊接性也较好,它主要分铝锰合金和铝镁合金,是目前铝合金焊接结构中应用最广泛的材料.LF21防锈铝是铝锰合金,材料为退火状态.可用纯铝和铝硅焊丝进行焊接.铝及铝合金的导热性强,比热容和线膨糸数大,所以焊接时消耗热功率大,并要采用热量集中的热源,否则会造成未焊透或变形严重,气焊焊接头质量及性能不高.晶粒粗大,容易产生裂纹,夹渣等缺陷
钝铝和非热处理强化铝焊接一般都不会出现裂纹,你焊接出现的裂纹可能是因为半熔化区晶粒严重粗化,出现晶粒过烧和被氧化引起,
气焊铝及铝合金时焊前严格清理工件焊口30~40mm表面油污,氧化膜一定要清除干净,焊丝2~2.5mm,2~3号嘴头,在焊接过程中仍要使用焊
济.厚度小于5mm为用预热.采用中性焰或弱还原焰.厚度小于5mm时采用左向焊法,厚度大于5mm时采用右向焊法,在小于3mm时焊炬应向焊接方向后方倾斜15~30度,焊丝向焊接方向倾斜40~50度,随焊件温度升高焊炬倾角相应减小,焊炬可做同期性上下摆动,幅度3~4mm,焊炬焰心距熔池表面3~6mm根据熔化情况及焊速及时加填充金属.
3A21是铝锰合金,牌号是LF21,是防锈铝的一种,你可以用TIG焊进行焊接,焊前要酸洗除去表面的油污及氧化膜等杂质,焊后要缓冷。
主要可以用的焊丝:SAlMn焊丝即HS321,SAl-1焊丝即HS311,也可以用3A21母材作焊接材料。
氩弧焊机用氩气惰性气体保护焊,交流氩弧焊。