立铣刀切削深度计算
整体合金立铣刀的设计
第3页/共24页
刀柄直径
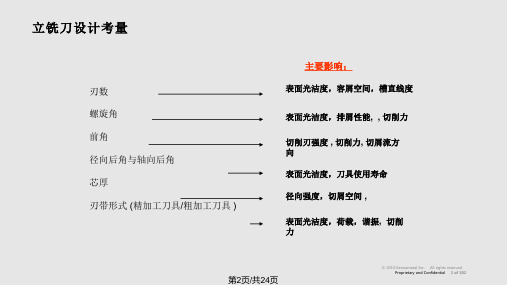
立铣刀设计基本参数
侧视图
端视图
径向前角
主后角
轴向锲角 主后角
次后角
次后角
过中心刃
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 3 of 102
凹角
锲角
第4页/共24页
切削面
次要后角
第10页/共24页
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 9 of 102
前刀面设计
传统前刀面 (一个表面) 接触区大
切屑速度慢 接触区小
快速切屑 前刀面 (两个表面)
刀尖条件
刃数
容屑空间
2刃 过中心切削
3刃 过中心切削
4刃 过中心切削
6刃
8刃
过中心切削 过中心切削
表面光洁度
第5页/共24页
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 4 of 102
齿距
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 12 of 102
粗加工齿形
粗加工刀具
粗齿 铝,非铁材料
深槽铣 主轴荷载少
半精加工刀具
密齿 钢,铸铁 仿形,槽铣 耐磨损性能好
超密齿 不锈钢,钛,高温合金
加工中心常用计算公式

CNC常用计算公式一、三角函数计算1.tanθ=b/aθ=tan-1b/a2.Sinθ=b/c Cos=a/c二、切削速度的计算Vc=(π*D*S)/1000Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)S:转速(rpm)例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm三、进给量(F值)的计算F=S*Z*FzF:进给量(mm/min) S:转速(rpm) Z:刃数Fz:(实际每刃进给)例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F值)为多少?(Fz=0.25mm)F=S*Z*FzF=2000*2*0.25F=1000(mm/min)四、残料高的计算Scallop=(ae*ae)/8RScallop:残料高(mm) ae:XY pitch(mm) R刀具半径(mm)例题. Φ20R10精修2枚刃,预残料高0.002mm,求Pitch为多少?mmScallop=ae2/8R0.002=ae2/8*10ae=0.4mm五、逃料孔的计算Φ=√2R2X、Y=D/4Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm)例题. 已知一模穴须逃角加工(如图),所用铣刀为ψ10;请问逃角孔最小为多少?圆心坐标多少?Φ=√2R2Φ=√2*52Φ=7.1(mm)X、Y=D/4X、Y=10/4X、Y=2.5 mm圆心坐标为(2.5,-2.5)六、取料量的计算Q=(ae*ap*F)/1000Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm)例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少?Q=(ae*ap*F)/1000Q=35*0.6*1.5*2000/1000Q=63 cm3/min七、每刃进给量的计算Fz=hm * √(D/ap )Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm)D:刀片直径(mm)例题 (前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深1.5mm,求每刃进给量为多少?Fz=hm * √(D/ap )Fz=0.2*√10/1.5Fz=0.5mm冲模刀口加工方法刀口加工深度=板厚-刀口高+钻尖(0.3D)D表示刀径钻头钻孔时间公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:钻孔全长N:回转数f:进刀量系数D:钻头直径v:切削速度如图孔深l钻头孔全长L则L=l+D/3T=L/Nf=πDL/1000vf系数表f直径mm进刀mm/rev1.6~3.2 0.025~0.0753.2~6.4 0.05~0.156.4~12.8 0.10~0.2512.8~25 0.175~0.37525以上0.376~0.6251英寸=25.4mm=8分25.4/牙数=牙距管牙计算公式例如25.4/18=1.414牙距为5/16丝攻马力(枪钻)W=Md*N/97.410W:所要动力(KW)Md:扭矩(kg-cm)N:回转数(r.p.m)扭矩计算公式如下:Md=1/20*f*ps*f为进给量mm/rev系数r为钻头半径赛(mm)α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;。
锯片铣刀切削速度计算【干货经验】
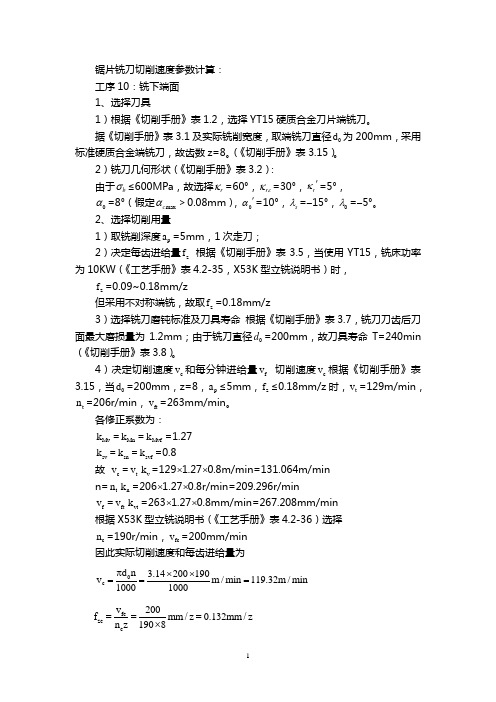
锯片铣刀切削速度参数计算: 工序10:铣下端面 1、选择刀具1)根据《切削手册》表1.2,选择YT15硬质合金刀片端铣刀。
据《切削手册》表3.1及实际铣削宽度,取端铣刀直径0d 为200mm ,采用标准硬质合金端铣刀,故齿数z=8。
(《切削手册》表3.15)。
2)铣刀几何形状(《切削手册》表3.2):由于b σ≤600MPa ,故选择r κ=60°,r εκ=30°,r κ'=5°,0α=8°(假定max c α>0.08mm ),0α'=10°,s λ=-15°,0λ=-5°。
2、选择切削用量1)取铣削深度p a =5mm ,1次走刀;2)决定每齿进给量z f 根据《切削手册》表3.5,当使用YT15,铣床功率为10KW (《工艺手册》表4.2-35,X53K 型立铣说明书)时,z f =0.09~0.18mm/z但采用不对称端铣,故取z f =0.18mm/z3)选择铣刀磨钝标准及刀具寿命 根据《切削手册》表3.7,铣刀刀齿后刀面最大磨损量为1.2mm ;由于铣刀直径0d =200mm ,故刀具寿命T=240min (《切削手册》表3.8)。
4)决定切削速度c v 和每分钟进给量f v 切削速度c v 根据《切削手册》表3.15,当0d =200mm ,z=8,p a ≤5mm ,z f ≤0.18mm/z 时,t v =129m/min ,t n =206r/min ,ft v =263mm/min 。
各修正系数为:Mv k =Mn k =Mvf k =1.27 sv k =sn k =svf k =0.8故 c v =t v v k =129⨯1.27⨯0.8m/min=131.064m/min n=t n n k =206⨯1.27⨯0.8r/min=209.296r/minf v =ft v vt k =263⨯1.27⨯0.8mm/min=267.208mm/min 根据X53K 型立铣说明书(《工艺手册》表4.2-36)选择c n =190r/min ,fc v =200mm/min 因此实际切削速度和每齿进给量为0c d n 3.14200190v m /min 119.32m /min 10001000π⨯⨯=== fc zc c v 200f mm /z 0.132mm /z n z 1908===⨯5)校验机床功率 根据《切削手册》表3.23,当b σ<560MPa ,e a ≤138mm ,p a ≤5.9mm ,0d =200mm ,z=8,f v =200mm/min ,近视为cc P =7.8KW根据X53K 型立铣说明书(《工艺手册》表4.2-35),机床主轴允许的功率为cM P =10⨯0.85KW=8.5KW故cc P <cM P ,因此所选择的切削用量可以采用,即p a =5mm ,f v =200mm/min ,n=190r/min ,c v =119.32m/min ,z f =0.132mm/z 。
铣床参数公式计算
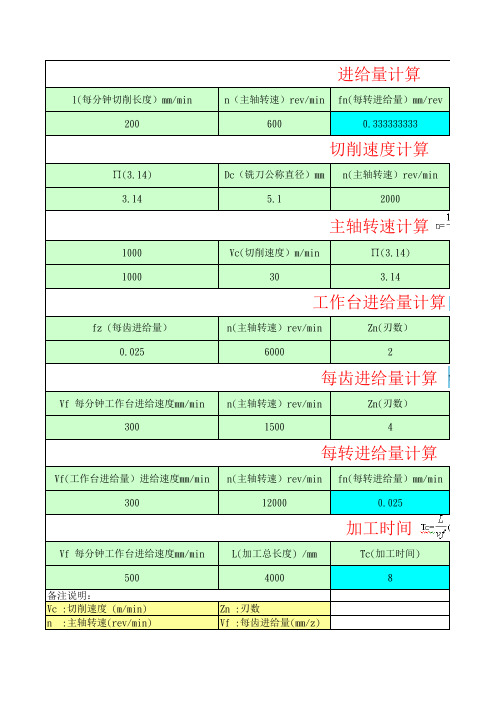
l(每分钟切削长度)mm/min
n(主轴转速)rev/min fn(每转进给量)mm/rev
200
600
0.333333333
切削速度计算
∏(3.14)
Dc(铣刀公称直径)mm n(主轴转速)rev/min
3.14
5.120Leabharlann 0主轴转速计算1000
Vc(切削速度)m/min
∏(3.14)
1000
Vf(工作台进给量)进给速度 mm/min 300
fz(每齿进给量)mm/min 0.05
Vc(切削速度)m/min 32.028
n(主轴转速)rev/min 955.4140127
间
削速度v、进给量f和切削深度ap,
2.进给量f: 进给量是指工件或刀具每转一周,刀具与工件之间沿进给方向的相对位移。 铣削时,由于铣刀是多齿刀具,所以规定了每齿的进给量af,单位是mm/z。
3.切削深度: 铣削时,这是指待加工表面与已加工表面的垂直距离,单位为mm。
算
计算 计算 量计算
计算 计算
1000 1000
Dc(铣刀公称直径)mm 10
30
3.14
工作台进给量计算
fz (每齿进给量)
n(主轴转速)rev/min
Zn(刃数)
0.025
6000
2
每齿进给量计算
Vf 每分钟工作台进给速度mm/min 300
n(主轴转速)rev/min
Zn(刃数)
1500
4
每转进给量计算
Vf(工作台进给量)进给速度mm/min n(主轴转速)rev/min fn(每转进给量)mm/min
300
12000
切削参数表(铣刀)[宝典]
![切削参数表(铣刀)[宝典]](https://img.taocdn.com/s3/m/08dfcc26b80d6c85ec3a87c24028915f804d84b7.png)
铣削用量的选择
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/mi n。
计算公式;V=兀DN/1000
式中D——铣刀直径,mm;
N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D
铣削速度V推荐值
2进给量
在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:
(1) 每齿进给量a f 铣刀每转过一个齿,工件沿进.给方向移动的距离, 单位为mm/z。
(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距离, 单位为mm/r.。
(3) 每分钟进给量Vf 铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.
三种进给量的关系为: Vf =a fzn
式中 a f ——每齿进给量,mm/z。
.
z——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
铣刀每齿进给量, a f (mm/z.) 推荐值
3铣削层用量
(1)铣削宽度a e铣刀在一次进给中所切掉工件表面的宽度,单位为mm。
.
一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(2)背吃刀量a p(切削深度) 铣刀在一次进给中所切掉工件表面的厚度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
铣刀参数计算公式
铣刀参数计算公式铣刀是一种常用的切削工具,广泛应用于金属加工领域。
铣刀参数的选择对于加工效率和加工质量都有重要影响。
本文将介绍铣刀参数计算公式及其应用。
一、铣刀参数的重要性铣刀参数是指铣刀的刃数、进给量、切削速度等参数。
这些参数的选择直接影响到铣削过程中切削力、切削温度、切削效率等因素。
合理选择铣刀参数可以提高加工效率,降低切削力和切削温度,减少刀具磨损,保证加工质量。
1. 切削速度(Vc)的计算公式为:Vc = π × 刀具直径× 转速。
其中,π取3.14,刀具直径单位为mm,转速单位为r/min。
2. 进给量(f)的计算公式为:f = 铣削速度× 切削宽度× 切削深度。
其中,切削宽度单位为mm,切削深度单位为mm。
3. 切削时间(t)的计算公式为:t = 加工长度 / 进给量。
其中,加工长度单位为mm,进给量单位为mm/刀齿。
4. 铣削力(F)的计算公式为:F = 切削力系数× 主轴功率× 切削时间。
其中,切削力系数与材料有关,主轴功率单位为W,切削时间单位为s。
三、铣刀参数的应用1. 切削速度的选择:根据材料的硬度和刀具的材质,选择合适的切削速度。
一般来说,切削速度越高,切削效率越高,但过高的切削速度会导致刀具磨损加剧。
2. 进给量的选择:根据加工要求和切削力的承受能力,选择合适的进给量。
进给量过大会增加切削力,进给量过小则会降低加工效率。
3. 切削时间的计算:根据加工长度和进给量,计算出切削时间,以便合理安排加工时间和提高生产效率。
4. 铣削力的计算:根据切削力系数、主轴功率和切削时间,计算出铣削力。
通过对铣削力的分析,可以选择合适的刀具和加工方式,减少切削力,延长刀具寿命。
四、铣刀参数的优化为了提高加工效率和降低刀具磨损,可以通过优化铣刀参数来实现。
具体措施包括:1. 提高切削速度:选择合适的切削速度,尽可能提高切削效率。
2. 降低进给量:根据加工要求和切削力的承受能力,选择合适的进给量,降低切削力和切削温度。
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
各种刀具进刀量计算公式
各种刀具进刀量计算公式刀具进刀量计算公式。
刀具进刀量是指刀具在加工过程中每次接触工件表面的深度,它是刀具加工过程中的重要参数之一。
正确的刀具进刀量可以保证加工质量,提高加工效率,延长刀具寿命。
不同类型的刀具在不同的加工条件下,其进刀量的计算公式也有所不同。
下面将介绍几种常见刀具的进刀量计算公式。
1. 铣刀进刀量计算公式。
铣刀是一种常用的切削工具,其进刀量的计算公式为:fz = (n z f) / (1000 vc)。
其中,fz为进给量,单位为mm/tooth;n为主轴转速,单位为r/min;z为刀具齿数;f为进给速度,单位为mm/min;vc为切削速度,单位为m/min。
2. 钻头进刀量计算公式。
钻头是用来加工圆孔的切削工具,其进刀量的计算公式为:fz = f / (n f)。
其中,fz为进给量,单位为mm/tooth;f为进给速度,单位为mm/min;n为主轴转速,单位为r/min。
3. 刀具进刀深度计算公式。
刀具进刀深度是指刀具在加工过程中进入工件的深度,其计算公式为:ap = fz ae。
其中,ap为进刀深度,单位为mm;fz为进给量,单位为mm/tooth;ae为每次切削深度,单位为mm。
4. 镗刀进刀量计算公式。
镗刀是一种用来加工内孔的切削工具,其进刀量的计算公式为:fz = f / (n f)。
其中,fz为进给量,单位为mm/tooth;f为进给速度,单位为mm/min;n为主轴转速,单位为r/min。
5. 切削速度计算公式。
切削速度是刀具在加工过程中切削工件的速度,其计算公式为:vc = (1000 f) / (n z)。
其中,vc为切削速度,单位为m/min;f为进给速度,单位为mm/min;n为主轴转速,单位为r/min;z为刀具齿数。
总结:不同类型的刀具在不同的加工条件下,其进刀量的计算公式有所不同。
正确的刀具进刀量可以保证加工质量,提高加工效率,延长刀具寿命。
因此,在实际加工过程中,需要根据具体的加工条件选择合适的刀具进刀量计算公式,并进行合理的调整,以确保刀具的正常使用和加工质量的稳定性。
立铣刀参数(精)

立铣刀参数铣刀种类及直径代木铝钢铜转速 S 进给 F 转速 S 进给 F 转速 S 进给 F 转速 S 进给 F立铣刀 0.5 3500 1000 3500 1000 3500 1000 3500 1000 立铣刀 1 3500 1000 3500 500 3500 500 3500 500 立铣刀 2 3500 1600 3500 1500 3500 1000 3200 800 立铣刀 4 3300 2000 3500 2000 3500 1500 3200 1600 立铣刀 6 3200 2000 3500 2800 3500 1800 3000 2000 立铣刀 8 3000 2000 3000 2800 2800 1800 2800 2200 立铣刀 10 2800 2000 2700 2800 2500 1800 2500 2000 立铣刀 12 2000 2800 2000 3000 1800 2500 2200 2000 立铣刀 16 1000 2000 1600 2000 1300 2000 1800 1800 立铣刀 20 900 1200 800 1800 750 1000 700 1000 立铣刀 25 850 1000 750 1100 700 900 700 950 球头立铣刀 0.5 3500 6000 3500 6000 3500 1000 3500 1000球头立铣刀 1 3500 6000 3500 3500 3500 300 3500 3500球头立铣刀 2 3500 6000 3500 1000 3500 600 35001000球头立铣刀 3 3500 6000 3500 1000 3500 800 3500 1500球头立铣刀 4 3500 6000 3500 1000 3500 800 3200 1000球头立铣刀 6 3500 6000 3500 800 3500 800 3000 1000最佳答案常用計算公式一、三角函數計算1.tan θ=b/a θ=tan-1b/a2.Sin θ=b/c Cos=a/c二、切削刃上选定点相对于工件的主运动的瞬时速度。
铣刀切削计算公式

1》立銑刀主軸轉速計算公式:
N = 1000×V/ π ×D
V:切削速度(M/分)
π:圓周率(3.1416)
D:刀具直徑(mm)
N:主軸速度(rpm)
3》影響立銑刀V值和Ft值之條件:
a.機器主軸之剛性強度
b.機器主軸之最高轉速
c.機器最佳動態平衡之最高轉速
d.機器控制器預讀程式之能力
e.機器本身最高切削進給速度
f.夾頭本體和筒夾之精度
g.夾頭本體和筒夾之剛性
h.夾頭本體和筒夾之把握力
i.夾頭本體和筒夾之動態平衡
j.立銑刀之型式
k.立銑刀之材質
l.立銑刀之剛性2》立銑刀進給速度之計算公式:
F = Ft×Z×N
F :每分鐘進給速度(mm/min)Ft:每刃進給速度(mm/min)
Z :立銑刀刃數(刃/flute)
m.立銑刀突出夾頭之伸出夾頭之伸出量n.立銑刀之切削方式
o.立銑刀之切削路徑
p.立銑刀之切削量
q.立銑刀之排屑能力
r.工作之硬度
s.工作之抗拉強度
t.工作之被切削性
u.工作之本身剛性
v.夾治具之剛性
w.冷卻液之種類
x.冷卻液之供給方式。
铣刀有效深度计算公式
铣刀有效深度计算公式铣刀是一种广泛应用于金属加工和木工加工领域的切削工具,它通过旋转切削刀具,将工件上的材料去除,从而达到加工的目的。
在进行铣削加工时,我们需要计算铣刀的有效深度,以确保加工质量和工件的精度。
本文将介绍铣刀有效深度的计算公式及其应用。
铣刀有效深度是指刀具在进行铣削加工时,切削刀具的实际切削深度。
在实际加工中,我们需要根据工件的要求和材料的特性来确定铣削的深度,以确保加工的质量和效率。
铣刀的有效深度计算公式可以帮助我们准确地确定刀具的切削深度,从而提高加工的精度和效率。
铣刀有效深度的计算公式如下:有效深度 = 切削宽度×进给深度×刀具的切削刃数。
其中,切削宽度是指刀具在进行铣削加工时,每次切削的宽度;进给深度是指刀具在进行铣削加工时,每次进给的深度;刀具的切削刃数是指刀具上切削刃的数量。
通过这个公式,我们可以计算出铣刀在进行加工时的有效深度,从而确定切削的深度和加工的精度。
在进行铣削加工时,我们需要根据工件的要求和材料的特性来确定切削的深度和切削的宽度。
通常情况下,切削的深度和切削的宽度会根据工件的要求和材料的特性来确定。
在确定切削的深度和切削的宽度之后,我们可以通过铣刀有效深度的计算公式来计算出刀具的有效深度,从而确定切削的深度和加工的精度。
铣刀有效深度的计算公式在实际加工中具有重要的应用价值。
通过这个公式,我们可以准确地确定刀具的切削深度,从而提高加工的精度和效率。
在进行铣削加工时,我们可以根据这个公式来确定刀具的切削深度,从而确保加工的质量和工件的精度。
除了铣刀有效深度的计算公式之外,我们还需要注意一些与刀具相关的参数。
例如,刀具的切削速度、进给速度和切削力等参数都会对刀具的切削深度产生影响。
在进行铣削加工时,我们需要根据这些参数来确定刀具的切削深度,从而确保加工的质量和效率。
总之,铣刀有效深度的计算公式是在进行铣削加工时非常重要的工具。
通过这个公式,我们可以准确地确定刀具的切削深度,从而提高加工的精度和效率。
硬质合金立铣刀切削量

硬质合金涂层立铣刀切削用量
立铣刀铣削时背吃刀量、侧吃刀量与铣刀直径、工件材料有关,一般加工铸件、碳素钢、合金钢和硬度低于40HRC的预硬钢和调质钢时:Apmax=1D;Aemax=(D为铣刀直径),当铣槽时,当Ф1<D<Ф3时,Ap=,当Ф3<D时,Ap=;加工硬度40HRC~50HRC的预硬钢和调质钢时:Apmax=1D;Aemax=(D为铣刀直径),当铣槽时,Ap=;加工铝合金时:Apmax=;Aemax=(D为铣刀直径),当铣槽时,Ap=。
当切削面远大于刀具直径需多行切削时,一般侧吃刀量取铣刀直径的70%~80%。
立铣刀铣削用量与刀齿数、刀具直径、工件材料等因素有关,可以参考表1。
表1-1-1 硬质合金涂层立铣刀切削用量表
立铣刀铣削用量工件材料等因素有关,可以参考表2。
表2 整体硬质合金涂层立铣刀铣削用量推荐表
根据公式Vc=πdn/1000,我们可以计算出球头铣刀铣削转速。
Vc:切削速度,单位m/min
d:刀具直径,单位mm
n:主轴转速,单位r/min
表1和表2是侧铣加工的标准值,刀具铣槽时:当工件材料为铸铁、钢等材料时,切削速度为上表的50%~70%,进给速度为上表的40%~60%;当工件材料为铝合金时,进给速度为上表的70%。
当D≤Ф2时,由于刀具刚性较小,所以切削速度要降低。
机床与工件安装刚性较差的情况下,会产生振动和异常声音,此时应将切削速度与进给速度同比降低。
切削深度较小时,切削速度和进给可以同比提高。
立铣刀 切削参数

立铣刀切削参数一、切削速度切削速度是指立铣刀在单位时间内切削物料的线速度。
切削速度的选择对切削质量和刀具寿命有着重要的影响。
切削速度过高会导致刀具磨损加剧,切削温度升高,甚至可能引起刀具断裂等问题;切削速度过低则会降低生产效率。
因此,在选择切削速度时,需要根据加工材料的硬度、刀具材料和刀具直径等因素进行综合考虑,选择一个合适的切削速度。
二、进给速度进给速度是指立铣刀在单位时间内沿工件表面移动的速度。
进给速度的选择与切削速度密切相关,两者需要相互配合,以保持切削过程的稳定性和刀具的寿命。
进给速度过高会导致切削负荷过大,刀具容易磨损或折断;进给速度过低则会降低加工效率。
因此,在选择进给速度时,需要根据刀具类型、切削条件和工件材料等因素进行合理的选择。
三、切削深度切削深度是指立铣刀每次切削过程中刀具与工件表面的最大距离。
切削深度的选择直接影响到切削力和切削温度的大小,进而影响刀具的寿命和加工质量。
切削深度过大会导致切削力过大,刀具容易磨损或折断,同时还会加剧切削温度的升高;切削深度过小则会降低加工效率。
因此,在选择切削深度时,需要综合考虑刀具的刚度、切削条件和工件材料等因素,选择一个合适的切削深度。
四、切削方式切削方式是指立铣刀在切削过程中的运动方式。
常见的切削方式有径向切削和轴向切削。
径向切削是指刀具在切削过程中与工件表面的相对运动方向与工件表面法线方向垂直;轴向切削是指刀具在切削过程中与工件表面的相对运动方向与工件表面法线方向平行。
选择合适的切削方式可以提高加工效率和加工质量。
在具体应用中,需要根据工件形状、切削条件和刀具类型等因素进行综合考虑,选择一个适合的切削方式。
总结:立铣刀的切削参数包括切削速度、进给速度、切削深度和切削方式等。
在实际应用中,合理选择这些切削参数可以提高切削质量和刀具寿命,提高生产效率。
因此,根据加工材料的硬度、刀具材料和刀具直径等因素,综合考虑切削速度、进给速度、切削深度和切削方式等参数,选择合适的数值,以实现高效、高质量的加工过程。
CNC现场加工常用计算公式

第四章 CNC现场加工第一节 CNC常用计算公式一、三角函数计算1.tgθ=b/a ctgθ=a/b2.Sinθ=b/c Cos=a/c二、切削速度的计算Vc=(π*D*S)/1000Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm) S:转速(rpm)例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm三、进给量(F值)的计算F=S*Z*FzF:进给量(mm/min) S:转速(rpm) Z:刃数Fz:(实际每刃进给)例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F 值)为多少?(Fz=0.25mm)F=S*Z*FzF=2000*2*0.25F=1000(mm/min)四、残料高的计算Scallop=(ae*ae)/8RScallop :残料高(mm) ae :XY pitch(mm) R 刀具半径(mm)例题. Φ20R10精修2枚刃,预残料高0.002mm ,求Pitch 为多少?mmScallop=ae 2/8R0.002=ae 2/8*10ae=0.4mm五、逃料孔的计算Φ=√2R2 X、Y=D/4Φ:逃料孔直径(mm) R 刀具半径(mm) D :刀具直径(mm)例题. 已知一模穴须逃角加工(如图),X、Y=D/4X、Y=10/4X、Y=2.5 mm圆心坐标为(2.5,-2.5)六、取料量的计算Q=(ae*ap*F)/1000Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm)例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每层切 1.5mm,进给量为2000mm/min,求此刀具的取料量为多少?Q=(ae*ap*F)/1000Q=35*0.6*1.5*2000/1000Q=63 cm3/min七、每刃进给量的计算Fz=hm * √(D/ap )Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm)D:刀片直径(mm)例题 (前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深1.5mm,求每刃进给量为多少?Fz=hm * √(D/ap )Fz=0.2*√10/1.5Fz=0.5mm八、冲模刀口加工方法刀口加工深度=板厚-刀口高+钻尖(0.3D)D表示刀径九、钻头钻孔时间公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:钻孔全长N:回转数f:进刀量系数D:钻头直径v:切削速度如图孔深l钻头孔全长L则L=l+D/3T=L/Nf=πDL/1000vf钻头系数表fz十、管牙计算公式1英寸=25.4mm=8分例如25.4/牙数=牙距25.4/18=1.414牙距为5/16丝攻十一、马力(枪钻)W=Md*N/97.410W:所要动力(KW)Md:扭矩(kg-cm)N:回转数(r.p.m)十二、扭矩计算公式如下:Md=1/20*f*ps*r2f为进给量mm/rev系数r为钻头半径赛(mm)α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;。
铣刀的切削三要素计算公式

铣刀的切削三要素计算公式铣削是一种常见的金属加工方法,它通过铣刀对工件进行切削,以达到加工工件的形状和尺寸要求。
在进行铣削加工时,需要考虑切削速度、进给速度和切削深度这三个要素,它们直接影响着铣削加工的效率和质量。
本文将介绍铣刀的切削三要素计算公式,帮助读者更好地理解铣削加工过程。
一、切削速度的计算公式。
切削速度是指铣刀在切削过程中每分钟切削的长度,通常用m/min(米/分钟)来表示。
切削速度的计算公式如下:Vc = π×D×n。
其中,Vc表示切削速度,单位为m/min;π为圆周率,约为3.14;D表示铣刀的直径,单位为mm;n表示铣刀的转速,单位为r/min。
通过这个公式,我们可以得到切削速度与铣刀直径和转速的关系。
一般来说,切削速度越大,铣削加工的效率越高,但是需要根据工件材料和铣刀材质来选择合适的切削速度。
二、进给速度的计算公式。
进给速度是指铣刀在切削过程中每分钟切削的深度,通常用mm/min(毫米/分钟)来表示。
进给速度的计算公式如下:f = f×n。
其中,f表示进给速度,单位为mm/min;f表示每刀切削深度,单位为mm;n 表示铣刀的转速,单位为r/min。
通过这个公式,我们可以得到进给速度与每刀切削深度和转速的关系。
一般来说,进给速度越大,铣削加工的效率越高,但是需要根据工件材料和铣刀材质来选择合适的进给速度。
三、切削深度的计算公式。
切削深度是指铣刀在切削过程中每刀切削的深度,通常用mm(毫米)来表示。
切削深度的计算公式如下:ap = fz×n。
其中,ap表示切削深度,单位为mm;fz表示每齿切削深度,单位为mm;n表示铣刀的转速,单位为r/min。
通过这个公式,我们可以得到切削深度与每齿切削深度和转速的关系。
一般来说,切削深度越大,铣削加工的效率越高,但是需要根据工件材料和铣刀材质来选择合适的切削深度。
综上所述,铣刀的切削三要素计算公式为切削速度、进给速度和切削深度。
刀具基本切削参数表
120
防止粘刀
精铣
1500
0.5-1
150
粗铣
1500
1
120
精铣
1600
0.2-0.5
150
粗铣
1600
0.5
150
精铣
1800
0.1
200
粗铣
2500
0.5-1.5
800-1200
精铣
2800
0.1-0.3
1200-1800
粗铣
2800
0.5-1.5
800-1500
精铣
3000
0.1-0.3
1200-1500
说明:以上参数为基本切削参数,根据材料硬度、刀具磨损情况应适当调整,以达最佳切削参数。
刀具类 型
高 速 钢 立 铣 刀
整 体 合 金 立 铣 刀 (
球 头 铣 刀 )
(机
可 更 换 刀
夹 式 立
片铣
)刀
刀具规格
切削材 料
Φ16
Φ12
Φ10
Φ8
45钢
Φ6
Φ4
Φ2
Φ16
Φ12
Φ10
Φ8
45钢/铝 合金
Φ6
Φ4
Φ2
Φ18
Φ16
45钢/铝 合金
Φ12
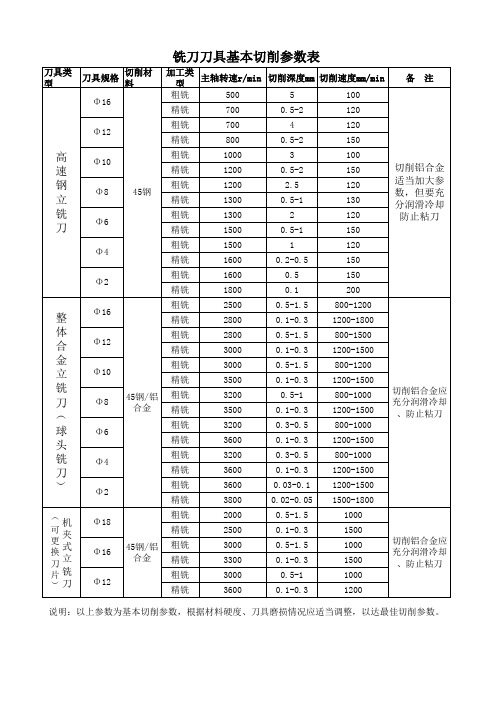
铣刀刀具基本切削参数表
加工类 型
主轴转速r/min
1500 1000 1500 1000
切削铝合金应 充分润滑冷却 、防止粘刀
精铣
3600
0.1-0.3
1200
说明:以上参数为基本切削参数,根据材料硬度、刀具磨损情况应适当调整,以达最佳切削参数。
铣刀刀具基本切削参数表
进给量(F值)的计算

1,切削量(Fz值)的计算Fz=F/(S*Z)F:进给量(/分) S:转速(rpm) Z:刃数Fz:(实际每刃进给)例题.一标准5刃立铣刀以S100转/分速度切削工件,拖板的进给量(F值)是600mm/分,求Fz实际每刃切削量就是Fz=F/(S*Z)F=600/(100*5)F=1.2(mm/转)2,切削线速度=主轴转速S*3.14/刀具直径刀具进给F=主轴转速S*刃数*每刃进给切削的线速度根据接触部位不同而不同其中S是主轴转速,单位是转/分,F是刀具进给,单位是毫米/分,Vs是切削线速度,单位是米/分3.切削速度的计算Vc=(π*D*S)/1000 Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)S:转速(rpm)例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm4.进给量(F值)的计算F=S*Z*FzF:进给量(mm/min) S:转速(rpm) Z:刃数Fz:(实际每刃进给)例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F值)为多少?(Fz=0.25mm)F=S*Z*FzF=2000*2*0.25F=1000(mm/min)上图为常见数控刀具各规格的Vs和每刃进给等参数,传统和高速加工中心机参数有所不同,仅供参考,实际要依机床和刀具性能、以及加工材质、加工量、加工工艺等灵活对待。
切削用量——进给量的计算公式进给量有进给速度V f、每转进给量f和每齿进给量f Z3种表示方法。
进给速度V f是单位时间内工件与铣刀沿进给方向的相对位移,单位为mm/min,在数控程序中的代码为F。
每转进给量f是铣刀每转一转,工件与铣刀的相对位移,单位为mm/r。
每齿进给量f Z是铣刀每转过一齿时,工件与铣刀的相对位移,单位为mm/z。
其3种进给量的关系为:V f=f·n=f Z·z·n铣刀转速为n,铣刀齿数为z。
立铣刀参数
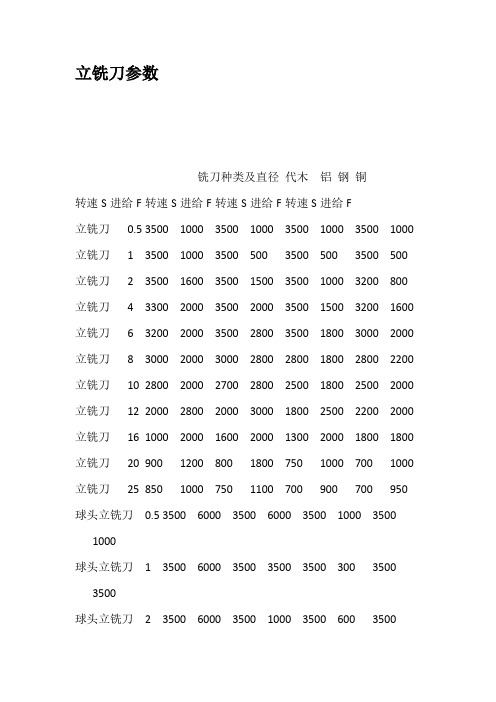
立铣刀参数铣刀种类及直径代木铝钢铜转速S 进给F 转速S 进给F 转速S 进给F 转速S 进给F立铣刀0.5 3500 1000 3500 1000 3500 1000 3500 1000 立铣刀 1 3500 1000 3500 500 3500 500 3500 500 立铣刀 2 3500 1600 3500 1500 3500 1000 3200 800 立铣刀 4 3300 2000 3500 2000 3500 1500 3200 1600 立铣刀 6 3200 2000 3500 2800 3500 1800 3000 2000 立铣刀8 3000 2000 3000 2800 2800 1800 2800 2200 立铣刀10 2800 2000 2700 2800 2500 1800 2500 2000 立铣刀12 2000 2800 2000 3000 1800 2500 2200 2000 立铣刀16 1000 2000 1600 2000 1300 2000 1800 1800 立铣刀20 900 1200 800 1800 750 1000 700 1000 立铣刀25 850 1000 750 1100 700 900 700 950 球头立铣刀0.5 3500 6000 3500 6000 3500 1000 3500 1000球头立铣刀 1 3500 6000 3500 3500 3500 300 3500 3500球头立铣刀 2 3500 6000 3500 1000 3500 600 35001000球头立铣刀 3 3500 6000 3500 1000 3500 800 3500 1500球头立铣刀 4 3500 6000 3500 1000 3500 800 3200 1000球头立铣刀 6 3500 6000 3500 800 3500 800 3000 1000最佳答案常用計算公式一、三角函數計算1.tanθ=b/a θ=tan-1b/a2.Sinθ=b/c Cos=a/c二、切削刃上选定点相对于工件的主运动的瞬时速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立铣刀切削深度计算
立铣刀是一种常用于切削金属的刀具,广泛应用于机械加工领域。
在立铣刀的切削过程中,切削深度是一个重要的参数,它影响着加工效率和加工质量。
本文将介绍立铣刀切削深度的计算方法,以帮助读者更好地理解和应用立铣刀。
一、立铣刀的基本原理
立铣刀的切削过程主要是通过刀具旋转和工件进给的相对运动来实现的。
在切削过程中,立铣刀的刀尖与工件表面接触,并沿着工件表面切削下去,形成所需的加工形状。
切削深度是指立铣刀刀尖与工件表面之间的距离,它决定了切削的深浅程度。
二、立铣刀切削深度的计算方法
立铣刀切削深度的计算方法主要有两种:一种是根据加工要求确定切削深度,另一种是根据刀具的切削性能和工件的材料性质来确定切削深度。
1. 根据加工要求确定切削深度
在实际加工中,根据加工要求和工件的尺寸精度要求,可以确定切削深度。
一般而言,切削深度应尽量大,以提高加工效率。
但同时也要考虑到切削力和切削温度的影响,以避免刀具过热和变形。
因此,在确定切削深度时,需要综合考虑加工要求、切削力和切削温度等因素。
2. 根据刀具和工件材料确定切削深度
刀具的切削性能和工件的材料性质是决定切削深度的重要因素。
一般而言,硬度较高的工件材料,切削深度应较小;而硬度较低的工件材料,切削深度可以适当增加。
此外,刀具的切削性能也会影响切削深度的选择。
一般而言,刀具的切削深度应在其切削性能范围内,以保证刀具的寿命和加工质量。
三、立铣刀切削深度的注意事项
在使用立铣刀进行切削时,还需要注意以下几点:
1. 切削深度应逐渐增加
为了减小切削冲击和提高切削效率,切削深度应逐渐增加。
在切削开始时,由于刀尖与工件表面的接触面积较小,切削力较大,此时切削深度应较小。
随着切削的进行,切削力逐渐减小,切削深度可以适当增加。
2. 考虑切削力和切削温度
切削力和切削温度是切削深度选择的重要参考因素。
切削力过大会导致刀具的磨损和变形,切削温度过高会影响加工表面质量。
因此,在选择切削深度时,需要综合考虑切削力和切削温度的影响,以保证刀具的寿命和加工质量。
3. 选择合适的切削参数
除了切削深度,还需要选择合适的切削参数,如进给量、切削速度等。
这些参数的选择会直接影响切削深度的选择。
一般而言,切削深度较大时,进给量和切削速度应适当增加,以保证加工效率和加工质量。
四、总结
立铣刀切削深度的计算是一个综合考虑加工要求、刀具性能和工件材料性质的过程。
在实际应用中,需要根据具体情况综合考虑各种因素,选择合适的切削深度,以提高加工效率和加工质量。
同时,还需要注意切削力和切削温度的影响,选择合适的切削参数,以保证刀具的寿命和加工质量。
通过合理的切削深度选择和切削参数调整,可以使立铣刀的切削效率和加工质量得到最优化,提高机械加工的效率和质量。