智能工地在长输管道全自动焊接中的应用
长输管道焊接技术的应用分析
长输管道焊接技术的应用分析摘要:近些年来,随着我国长距离输油输气工程的不断增多,管道工程得到了迅速的发展。
本文系统性的梳理了目前长输油气管道建设常用的焊接方法,包括焊条电弧焊(SMAW)、钨极氩弧焊(GTAW)、半自动焊、自动焊。
关键词:长输管道;焊接技术;应用引言长输管道的建设关系着石油工业的发展,建设高质量的长输管道,不仅可以帮助企业节约成本,增强企业的竞争力,还可以减少其他运输行业的压力,为国家的节能减排作出贡献。
而管道的焊接质量又与管道的安全性和适用寿命紧密相连,因此本文就从焊接技术的发展历程出发,来介绍长输管道中的建设发展趋势,期望更多更好的技术能被应用于长输管道建设中,为民造福,为国争利。
1、长输管道建设中影响焊接质量的因素1.1、施工时的流动性长输管道的建设随着施工进度施工点会不断的发生变化,因此施工的流动性对焊接质量也有很大的影响,由于在长输管道的建设时不是流水线似的生产,在施工的质量管理方面,难度要大的多,对现场作业的管理好坏也决定着管道质量的高低。
1.2、地形地貌对焊接技术的选择长输管道在建设的过程中,要穿越较大的区域,因此在建设的时候对地形地貌不能做一成不变的要求。
只能随地形地貌的变换来选择合适的焊接方法。
比如在穿越山区时自动焊技术就不能发挥其优势,这时选择手工下向焊技术或半自动焊向下焊技术也许会获得更高的生产效率,管道的焊接质量也可以得到保证;如果在地势平坦的地区,则需要使用全自动焊技术,这样可以大大的提高工作效率和工程进度。
不同地形地貌对焊接技术的要求不同,所以要用不同的焊接技术配合施工来保证工程的质量和进度。
1.3、自然环境、人文、社会环境对焊接质量的影响自然界中的温度、适度、以及日照、风雨都能影响焊接的质量,因此,在施工的过程中,对这些影响因素也要全面考虑。
除了上述因素外,施工点的人文、社会环境也是影响工程质量的一部分,长输管道在建设过程中经常由于当地居民的影响而中断施工,造成现场留头较多,连头的数量自然就增加,不仅影响了管道的质量,还会额外的抬高施工的成本。
长输管道全自动焊接单元施工方案

长输管道全自动焊接单元施工方案■刘智,毛静丽,王强,巩向楠摘要:为了真正有效提高长输管道全位置自动焊接施工工效和焊接质量,根据“人、机、料、法、环”五因素对管道全位置自动焊施工质量管理的影响,科学制定管道全自动焊接施工方案。
关键词:人员;设备;焊接施工流程;焊接方法;辅助工器具1.概述长输管道纤维素下向焊和自保护药芯焊丝半自动焊接操作技术,目前已是管道建设成熟的焊接工艺,但随着长输管道钢级的不断提高和国内外对环保问题日趋严格的要求,推广和采用全自动焊接技术进行管道施工,提高全自动焊接技术,制定科学合理的长输管道全自动焊接单元施工方案尤为重要。
传统的焊接机组(纤维素根焊+自保护药芯焊丝填盖)从人员和机械设备的配置,到施工现场的工序流程安排已经不适合全自动焊接机组的正常运转,导致全自动焊接质量和工效低于半自动焊接。
因此,如何用好全自动焊接技术,真正提高焊接质量和施工工效成为亟待解决的问题。
2.长输管道全自动焊接单元施工方案结合长输管道纤维素下向焊和自保护药芯焊丝半自动焊接施工机组的施工经验,对比分析影响施工质量和工效的制约点,针对全自动焊接技术制定科学合理的焊接单元施工方案。
例:某国外项目外输管线工程管线钢级为X52,φ508mm×8.7mm。
采用手工纤维素根焊+气保护药芯焊丝向上全自动填盖的焊接工艺施工。
(1)全自动焊接机组的人员配置分析关键岗位打破传统机组配置,执行能者上、弱者下的用人原则,具体见表1。
(2)全自动焊接机组的设备配置分析设备选型、数量按照施工要求配备,机动性、经济性、稳定性尤其重要,见表2。
(3)全自动焊接机组的材料、工具的配置分析管材、焊接材料必须有加盖红章的材质单和质量证明合格证书,工具类必须为正规类厂家生产,并具有安全生产合格证,见表3。
(4)全自动焊接机组施工方案的制定和工效分析图1为采用纤维焊条根焊,全自动气体保护药芯向上全位置全自动填充、盖面的全自动焊接机组施工的工艺流程和工作站作业内容。
长距离输送管道工程自动焊与半自动焊的经济效益分析
Value Engineering0引言随着我国经济发展的需求和实现“2030碳达峰、2060碳中和”的宏伟目标,我国陆续建设了中俄东线、西气东输四线等天然气为代表的大口径长距离输送管道,同时给长距离输送管道建设公司提供了展示的舞台。
随着管道强度等级、管径、壁厚的提高,自动焊接的优势更加突出,更好地保证了焊接质量,提高了效率,缩短了工期,降低了施工成本。
本文就自动焊和半自动焊在工程实践的成本资料和石油建设安装工程预算定额进行论证,对两种焊接方式进行经济效益分析。
1全自动焊接和半自动焊接方法概述1.1CRC 全自动焊接系统CRC 管道全自动焊接技术是管道自动焊国际先进水平的代表,其以优质、高效、可靠的优点受到业界的广泛关注。
与其他焊接技术相比,CRC 管道全自动焊技术最大的特点在于生产效率高、焊接质量稳定、焊道成型好、劳动强度低。
CRC 管道全自动焊接系统包括内焊机(具有8把焊枪)、P260热焊系统和P600双焊枪焊接系统。
根焊采用CRC 内焊机,该内焊机的8把焊枪均匀安装在内对口器上,有4台Lincoln DC-400焊接电源供电,焊接时应进行一侧焊接(4把焊枪同时),然后再焊接另一侧,其焊接效率大约为手工电弧焊的15倍。
热焊采用P260热焊系统,配Lincoln DC-400焊接电源。
该系统操作简单,所有重要焊接参数的控制均由固定在小车上的控制箱完成(除电弧电压外)。
填充、盖面采用P600双焊枪焊接系统(焊接参数可编程),配备带有熔滴过渡控制单元的Fronius Transplis Synergic 3200Pipe 电源[1]。
CRC 管道全自动焊接工艺流程:施工准备→现场坡口加工(复合坡口)→管内清理→管口打磨→管口组对→管口预热→管段全自动焊接(根焊、热焊、填充、盖面)→焊口(焊缝)保温。
1.2半自动焊下向焊半自动下向焊是指焊接电弧电压和送丝速度由送丝机控制,焊接电流由焊机自动调节,焊接速度和焊丝伸出长度由焊工手动控制的一种半自动化的焊接方式。
管道自动焊接技术方案应用研究

管道自动焊接技术方案应用研究2中石化江苏油建工程有限公司225100摘要:随着全球能源需求的增加,油气管道建设项目逐年增加,管道焊接质量是油气管道安全运行的保证。
管道自动焊接技术不仅提高了焊接速度和效率,而且具有稳定的焊接质量,消除了许多人为干扰因素,提高了一次性焊接的合格率,降低了焊接人员的劳动强度,具有良好的焊接位置力学性能和均匀美观的焊接,并在一定程度上节约了焊接成本。
该自动焊接技术在大直径、长距离、高钢材质量和厚壁油气管道焊接方面具有其他优势。
本文主要分析管道自动焊接技术方案应用。
关键词:管道焊接;自动化;技术方案引言如今我国的社会经济建设正逐渐过渡到平稳阶段,社会整体经济实力在不断上升,人们的整体消费实力也在呈现出明显的上涨变化。
然而日渐转变的市场经济体制和人们不断上升的消费需求,却对我国的能源行业发展带来了巨大的挑战。
我国的自然能源比如油气资源的消耗量逐渐增大,资源储备量逐渐减少,现存资源已经很难满足明显增加的能源需求量。
1、管道自动焊接技术20世纪90年代以来,中国一直致力于自动焊接设备的研究与开发,以及配套技术的开发与建设。
中石油管道局先后研制出了PAW2000型单焊机自动焊接装置和PAW3000型双白焊机自动焊接装置,还研制出PFM系列管道端头成形机、PPC系列气动内部对准装置、PPC-C系列铜线机内部对准装置、PIWIS系列自动管壳焊接装置等自动焊接装置。
,在东西天然气管道和中俄石油管道中使用。
为了满足高质量大口径油气管道的焊接要求,中国不断引进先进的国外焊接技术和设备,重视自动焊接设备的现代化,提高管道自动焊接的技术水平。
国外管线的自动焊接技术发展较早,技术设备比较成熟。
来自美国的CRC公司是一家国际知名的管道焊接设备制造商,它开发了一种自动多火炬管道焊接系统。
到目前为止,全球焊接管道的累计长度已超过35000公里。
奥地利的弗洛纽斯、法国的SERIMAX、意大利的PWT等开发的自动管道焊接系统已在管道施工中应用于各国。
长输油气管道工程智慧工地标准化建设探讨

长输油气管道工程智慧工地标准化建设探讨仲 谦 张建伟(国家石油天然气管网集团有限公司工程部)摘 要:近年来,智能建造逐渐成为油气管道工程建设行业追求高效与智能化的主要方向,智慧工地建设也迎来了前所未有的发展机遇,本文阐述了智慧工地建设的几项技术要素,探索研究了油气管道工程智慧工地的标准化建设,同时基于工程实践对关键工序的智能化管理、现场视频监控的搭建和数据管理提出了规范要求,通过管控智慧工地建设的技术要素,标准化智慧工地建设和管理要求,能够保障信息技术更好地运用于油气管道工程建设全生命期管理。
关键词:智慧工地,标准化,数据采集,视频监控,数字化转型Discussion on the Standardization of Intelligent Construction Sites forLong-distance Oil and Gas Pipeline Construction ProjectsZHONG Qian ZHANG Jian-wei(Engineering Department of PipeChina )Abstract: In recent years, intelligent construction has gradually become the main direction of the oil and gas pipeline engineering construction industry to pursue efficiency and intelligence, intelligent construction site has also ushered in unprecedented development opportunities, this paper expounds several technical elements of intelligent construction site, and explores and studies the standardized construction of intelligent construction site of oil and gas pipeline engineering. At the same time, based on engineering practice on the intelligent management of key processes, normative requirements for on-site video surveillance construction and data management are put forward, and the requirements for the construction and management of intelligent construction site are standardized through the control of technical elements of intelligent construction site construction, which can ensure that information technology is better applied to the whole life cycle management of oil and gas pipeline construction.Keywords: intelligence construction site, standardization, data collection, video monitoring, digital transformation作者简介:仲谦,工程师,任国家管网集团工程部质量管理高级专员,主要从事工程质量管理、技术装备管理等。
长输管道全位置自动焊技术应用
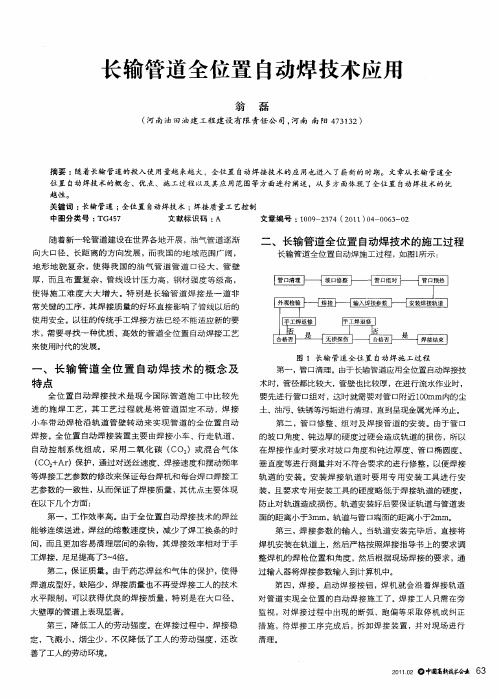
土 、油污 、 锈 等 污 垢进 行 清理 ,直 到呈 现 金属 光 泽 为止 。 铁 第 二 ,管 口 修 整 、组 对 及 焊 接 管 道 的 安 装 。由于 管 口 的 坡 口角 度 、钝 边 厚 的 硬 度 过 硬 会 造 成 轨 道 的 损 伤 , 以 所 在 焊 接 作 业 时 要 求 对 坡 口角 度 和 钝 边 厚 度 、管 口椭 圆 度 、
全 位 置 自动 焊 接 技 术 是 现 今 国 际 管 道 施 工 中 比 较 先
进 的 施 焊 工 艺 ,其 工 艺 过 程 就 是 将 管 道 固 定 不 动 ,焊 接 小 车 带 动 焊 枪 沿 轨 道 管 壁 转 动 来 实 现 管 道 的 全 位 置 自 动
焊 接 。全 位 置 自动 焊 接 装 置 主 要 由 焊 接 小 车 、行 走 轨 道 、
整焊机 的焊枪位 置和角度 ,然后根据现场 焊接的要求 ,通 过输入器将焊接参数输入到计算机中。
第 四 ,焊 接 。启 动 焊 接 按 钮 ,焊 机 就 会 沿 着 焊 接 轨 道
第二 ,保证质量 。由于药芯焊丝 和气体 的保护 ,使得
焊 道 成 型 好 ,缺 陷 少 ,焊 接 质 量 也 不 再 受 焊 接 工 人 的 技 术 水 平 限 制 ,可 以获 得 优 良的 焊 接 质 量 ,特 别 是 在 大 口径 、 大壁厚的管道上表现显著。 第 三 ,降 低 工 人 的 劳 动 强 度 。在 焊 接 过 程 中 ,焊 接 稳
21. o中闯高新技 012 0
63
三 、长 输管道全 位置 自动焊技 术的应用
对管道 实现 全位置的 自动焊接 施工 了。焊接 工人 只需 在旁
监 视 ,对 焊 接 过 程 中 出现 的断 弧 、跑 偏 等 采 取 停 机或 纠 正 措 施 ,待 焊 接 工 序 完 成 后 ,拆 卸 焊 接 装 置 ,并 对 现 场 进 仅降 低了工人的 劳动 强度 ,还 改 善了工人的劳动 环境 。
管道自动焊装备发展现状及前景展望
管道自动焊装备发展现状及前景展望引言管道自动焊装备是一种高效、精确的焊接工具,在工业领域广泛应用。
随着制造技术的进步和自动化需求的增加,管道自动焊装备的发展变得越来越重要。
本文将探讨当前管道自动焊装备的现状,并展望其未来的前景。
管道自动焊装备的现状管道自动焊装备的发展经历了多个阶段,从最初的手动焊接工具到现在的自动化系统。
以下是目前管道自动焊装备的主要现状:1. 技术水平的提高随着焊接技术的不断发展,管道自动焊装备的技术水平也得到了显著提高。
采用先进的机器视觉和传感器技术,使得焊接过程更加精确和高效。
同时,自动化控制系统的应用,使得操作人员能够更好地监控和控制整个焊接过程。
2. 多功能性和高度灵活当前的管道自动焊装备具有多种功能和灵活性,能够适应不同类型和规格的管道。
例如,可以实现不同角度和形状的焊接,同时还可以进行多头焊接和多步骤焊接。
这种灵活性使得焊接过程更加高效和精确。
3. 质量控制的改进管道自动焊装备在焊接过程中能够实现更好的质量控制。
通过自动化系统的监控和控制,可以及时发现并纠正偏差,避免焊接质量的下降。
同时,还可以通过实时数据分析来优化焊接过程,提高焊接质量。
管道自动焊装备的前景展望管道自动焊装备在未来有着广阔的发展前景。
以下是对管道自动焊装备未来几个方面发展的展望:1. 智能化的发展随着人工智能和机器学习技术的发展,未来的管道自动焊装备将更加智能化。
通过学习和优化算法,装备将能够根据不同的焊接要求和材料特性,自动调整焊接参数,并实时监控焊接过程。
这将使得焊接过程更加精确和高效。
2. 自适应和自适应控制系统的应用未来的管道自动焊装备将具备更强的自适应能力。
通过传感器和反馈控制系统,装备可以实时感知环境和材料的变化,并根据这些变化调整焊接参数和工艺。
这将使得焊接过程更加稳定且适应性更强。
3. 数据化和云端平台的应用未来的管道自动焊装备将更多地应用数据化和云端平台技术。
通过数据采集和分析,装备可以实时监控和分析焊接过程中的数据,并将这些数据上传到云端平台,实现远程监控和数据共享。
长输管道全自动焊接技术施工分析及应用建议
长输管道全自动焊接技术施工分析及应用建议摘要:全自动焊接技术是指在长输管道焊接过程中采用自动化设备进行焊接的技术。
这种技术可以实现高效率、高质量的焊接,并且具有较强的环境适应性和安全性。
本文介绍了全自动焊接技术的基本原理,简要阐述了长输管道全自动焊接技术的施工问题,并对其在长输管道焊接中的应用进行了分析和探讨。
相信通过这些措施的实施,长输管道全自动焊接施工的质量和效率将得到进一步提高。
关键词:长输管道;全自动焊接;施工技术分析前言:随着工业化进程的不断推进,大型输油、输气管道的需求不断增加,长输管道全自动焊接技术的应用也越来越广泛。
然而,在实际应用中,全自动焊接还存在一些问题和挑战。
因此,在应用全自动焊接技术时,应该结合实际情况进行全面考虑和分析。
同时,应该加强对设备和材料的管理和维护,不断提高自动化程度和操作水平,以保证长输管道焊接的质量和效率。
1长输管道全自动焊接技术施工简介该设备由焊接小车,行走轨道,自动控制系统等组成。
全位式管线自动焊接,是在管线相对不动的条件下,由焊机驱动焊枪沿着导轨围绕管线壁移动,完成管线的焊接。
全自动化的焊接过程采用了自动化的控制系统,使焊接过程的质量稳定,不会受到外部环境的影响。
由于采用了机器自动化的方式,从而大大减少了对焊工的培训费用。
对于大直径、厚壁管的焊接,其焊接速度快,质量好,工效高,是其他工艺无法比拟的。
全位式自动焊机主要装备有:D5—1型焊机、管件全位式自动焊机、林肯焊机、STT半自动焊机、带有内侧对口器的内焊机、坡口机、572G吊管机、氩弧焊机、焊接遮阳罩、保温棉被、辅助工装等。
从60年代起,国外就开始将自动焊接技术运用到管道工程中,并将其用于大口径、大壁厚管道的焊接施工。
我国在西气东输项目上实现了自动化焊接技术的规模化应用。
在国外,大口径管线的建设主要采用自动化焊接,美国生产的CRC钢管在中国石油化工总厂采购了全位式自动焊接设备,并取得了较好的推广和使用效果[1]。
智能化与数字化长输管道的探究

科技创新25智能化与数字化长输管道的探究陈雅玲(四川石油天然气建设工程有限责任公司,四川 成都 610000)摘要:长输管道点多、线长,很容易受到沿途环境的影响,而且人力、物力等生产资源相对分散,难以集中管控。
长输管道的运行原本就具有风险性,加之输送的大多是危险化学品,进一步提高了运行风险。
为了保障长输管道的安全、稳定运行,智能化和数字化监测预警成为近年来探讨的热点课题,本文就此展开综述。
关键词:长输管道;智能化;数字化;应用随着我国信息化水平的不断提高,石油化工行业开始广泛普及智能化、数字化技术,以实现长输管道属性参数、安装位置信息、采购信息、管件信息的统一管理。
智能化与数字化技术将长输管道的设计、施工、运营各阶段产生的数据作为核心,通过信息技术构建智能化、数字化平台,为长输管道的高效建设与运营提供可靠的参考数据。
1 智能化与数字化长输管道概述 智能化长输管道指的是利用计算机网络、现代通信技术、信息技术、自动控制技术,然后通过DCS、SCADE 等数据采集系统实现对长输管线系统的智能整合,再利用PLC、RTU 等设备输入/输出监控数据,以达到远程监控管道运行状况的目的。
数字化长输管道指的是基于国家地理信息数据,利用GIS、GPS、DCS 或者SCADE、ERP、MES、CAD 等现代化技术获得长输管线周围的环境资源数据、经济数据、管道系统RTU/PLC 数据、社区数据、地面动态监控视频、设计资料、运营数据、施工验收资料、文档管理等二维与三维资料,通过局域网、互联网把获得的数据资料集成到数字化平台上,以实现对长输管道的数字化管理。
2 智能化长输管道的技术探讨 2.1 体系架构 智能化长输管道的体系构架主要用来给企业、专家提供准确、全面的信息,包括上下游动态、外部市场需求、上级指令以及全面的自身信息等,以便决策者可以有针对性的对企业运行做出调整。
全面的自身信息需要依赖于管网和设备的自动监测、预警、控制,还包括企业运行状态、未运行状态下所有设备、设施的现状信息。
PipelinerⅡ自动焊系统在厚壁长输管道焊接中的应用
工作 量较 少 文章 在 简要 对 比 了几种 常 用 的管道 自动 焊 系统 及 工 艺特 点 的基 础 上 .论 述 了采 用 Ppl e ie n r I自动焊 系统焊接 中东地 区厚壁 长输 管 道的优 点 .并介 绍 了该 系统 在 该工程 中应 用 的要 i I
点 ,包括 焊接 工 艺方案、对 常见缺 陷的分析 及控制措 施等 。
严格 .全 自动 焊接 工艺 工序 间的衔 接要求 较 高 。
22 自动 焊种 类及 工 艺分析 . ( )相 比而 言 ,采 用 美 国 C C公 司的 自动 内 1 R
本次施 工 主要 区域在 阿拉伯 湾浅 海领域 填土 后建 成
的海 上井 场和海 上井 场 的联 系堤 道 马尼法 井场 管 道工程主要分 为两大部分 .一部分是位于马尼法区域 的2 5个浅海井 场 :另一部分 是从各个 井场集油 支线
( )多层 多道焊 接带来 焊接 劳 动强度 大 、质量 2 不稳 定 .传 统手 工下 向焊 工艺生 产效 率低 下 ( )依照 焊接规 范要 求 ,对 该种 规格 和材 料等 3 级 的管材 焊接 过程 的预热 以及层 间温度控 制要 求较
沙特 阿美 马尼法 油 田位于沙 特 阿拉伯 王 国东北 部 波斯 湾 的 阿拉伯 海 域 ,是 一个 超 级海 上 大 油 田
MO 1 自动外 焊机 、美 国 C C公司 的 M一 0 W一 型 R 3 0型 自动外焊 机 、意 大利 P WT公 司生 产 的 C . N T WS 2 R 0
3. l 5f 1 i 7 m.材质为 A Ip c L 7 的直缝钢管 PSe5 X 0 2 方 案的确定 21 工程特 点分析 .
关键词 :长输 管道 ;厚壁 管 : 自动 焊 ;焊接 方案 d i .9 9j s 。0 1 2 0 .0 .30 o:03 6 /i n1 0 - 2 62 1 0 .1 1 . s 2 3
浅谈西三线二标段全自动焊接技术的应用
1西 三线 工程概 况
西 气东 输三 线 天然 气管道 工程西 段 ( 霍 尔 果 斯 一中 卫 ) 第 二 标 段 始 于 乌 苏 压 气 站 出站 围墙 外2 m ,止 于 鄯 善 压 气 站 进 站 端
围墙 外2 m,总 长度 5 2 9 km,提 前施 工 段
重点 工程 西 气东输 二线 西段 、东 段 、中贵 联 素 对全 自动焊 接效 率有 较 大影 响 ,但 是新 疆 络线 及平 泰支 线及近 期 的西 气东输 三 线西 段 地 貌平坦 适宜 于全 自动 的焊 接 ,使其 为后 续
牛跃群 张道友 ( 新疆石油工程建设有限责任公司 新疆奎屯 摘
8 3 4 0 0 )
要: 西气东输三线西段 ( 二标段 )由于主线路 管道长 , 管径 大, 管壁厚 ( d P l 2 1 9 x1 8 . 4 / 2 2 ) 且工期紧, 管道在施工进度的提速 上存在很大的难
度。西三线西段 ( 二标段 )沿用西二线使 用的全自动焊接技术进行施 工, 在加快施工进 度上取 得较好的效果。 在今后的大规模长输 管道施工中, 将 得 到更 广泛 的应 用。 关键词: 全 自动 焊接 技术 应用 文献标识码 : A 文章编号: 1 6 7 4 -0 9 8 X( 2 o 1 3 )O 1 ( a ) -0 1 2 1 -0 1 中图分类号: T G 4 0 9
CRC机械 坡 口机 、 内焊 机 、P2 6 0 # b 焊机, P2 6 0 是传统的C RC—E VANS P2 0 0 的 功能
术在 西气 东输 二线管 道 工程 取得 成功后 ,在 西 气 东输 支 线 路 及西 气 东输 三 线 工程 上 又 再 次 对 该 技 术 进行 了推 广应 用 。 同时 西 气 东输 三线 二标 段 引进 了新 型 下沟 设备一 德 国 菲茨 吊篮 ,经 过磨 合使 用后 ,每 天最 多可进
智能焊接技术在大口径管道焊接中的应用张伟

智能焊接技术在大口径管道焊接中的应用张伟发布时间:2023-07-02T06:48:46.547Z 来源:《建筑实践》2023年8期作者:张伟[导读] 本文简要分析了CRC P600智能焊机组的性能特征与智能焊接方法。
使用该方法连接长输管道能够保证焊缝外形美观、提升工作效率、减小人工强度。
而且根据实际情况,总结了现场焊接时需要注意的内容。
中建二局安装工程有限公司南昌 330000摘要:本文简要分析了CRC P600智能焊机组的性能特征与智能焊接方法。
使用该方法连接长输管道能够保证焊缝外形美观、提升工作效率、减小人工强度。
而且根据实际情况,总结了现场焊接时需要注意的内容。
关键词:CRC P600智能焊接工艺;管道焊接长输管道安装存在管径大、强度高、运程长、时间短、任务重、作业困难、安全要求高等特征。
需在节约资源的同时,提升焊接效果与效率,最有效的举措即推行使用管道全智能焊接方法。
通过考察、观摩与学习,该企业决定引入CRC企业制造的 CRC P600管道全智能焊接工艺。
1、设备介绍该企业引入的CRC P600管道全智能焊接机组是由CRC坡口生产机、CRC内焊机、P260热焊机以及P600填充盖面采取的外焊机构成。
内焊机统一管口组对与根部焊接,在管子中用8个焊枪完成根部焊接,有效避免了管口错边量造成的不良影响。
P260、P600焊接机组具有智能追踪功能,焊接时能够依靠人机界面进行过程监测[1]。
P260热焊机组包括焊接小车与电源接线盒,除了电弧电压之外,每个关键参数都由控制箱控制。
P600型焊接机组展开填充与盖面焊接时,依靠双焊枪、脉冲管理,盖面焊时双焊枪完成排焊,且选择窄空隙坡口,外形美观。
2、焊接方法2.1规划接头形式选择复合坡口,其形式与规格见图1。
图1 接头形式2.2坡口生产选择CRC企业的坡口生产机,于30 t吊管机背部自制一个平台来安放坡口生产机,如此方便操作,还可以保护机械。
2.3根焊根焊是8焊头气动内焊机,施焊时,4个焊头以顺时针方向焊好1/2圈管口,其余4个焊头以逆时针方向同步引弧,焊接剩余一半圈管口。
长输管道自动焊施工方案

长输管道自动焊施工方案1. 引言长输管道的自动焊接技术在管道施工中具有重要的意义。
自动焊施工方案可以提高焊接效率、保证焊缝质量以及降低人为操作的风险。
本文将介绍长输管道自动焊施工方案的具体步骤和技术要点。
2. 设备准备在进行长输管道自动焊施工前,需要对相关设备进行准备,主要包括焊接机器人、自动焊头、焊接电源、焊丝和焊接气体等。
2.1 焊接机器人选择适用于长输管道焊接的机器人系统,并进行相关的设置。
机器人系统应具备稳定的工作能力和足够的操作范围,以适应长输管道不同部位的焊接需求。
2.2 自动焊头选择合适的自动焊头,确保其能够满足长输管道的焊接要求。
自动焊头应具备高精度的焊接能力和稳定的焊接质量。
根据长输管道的具体情况,选择适宜的焊接电源,并确保其输出电流和电压等参数符合焊接要求。
2.4 焊丝和焊接气体选择合适的焊丝和焊接气体,以确保焊接质量。
焊丝应具备良好的焊接特性和机械性能,而焊接气体应具备合适的保护性能以防止焊缝氧化等问题。
3. 施工步骤长输管道自动焊施工主要包括焊接准备、焊接参数设置、焊接监控和质量控制等步骤。
3.1 焊接准备在进行焊接施工之前,需要对管道进行清洁处理,确保焊缝区域干净无杂质。
同时,需要检查焊接设备是否正常运行,以及焊接所需材料是否充足。
3.2 焊接参数设置根据长输管道的具体要求,设置焊接参数,包括电流、电压、焊接速度等。
焊接参数的设置应根据管道的材料和厚度等情况进行调整,以确保焊接质量。
在焊接过程中,需要对焊接质量进行实时监控。
通过传感器和相应的监控设备,可以对焊缝的尺寸、焊接速度和焊接温度等进行监测和记录,确保焊接质量符合要求。
3.4 质量控制对于每个焊缝,需要进行焊缝质量的控制和评估。
通过对焊缝进行非破坏性检测,可以判断焊接是否合格,并及时进行调整和修复。
同时,还应进行焊接记录和质量报告的编制,以备后续的验收和使用。
4. 安全措施在进行长输管道自动焊施工时,需要严格遵守相关的安全规范和操作规程。
CRC P600自动焊接技术在大口径管道施工中的应用

内焊机 集管 口组 对和 根部 焊接 于一 体 ,从 管 子 内
C CP 0 道 全 自动焊 接 技 术 。该 技 术 已在 西 气 东 R 6 0管
输 二线 工程 中成 功应 用 。
部 利用 8个 焊枪进 行 根部 焊接 ,很 大程度 上克 服 了管
口错边 量对 根部 焊接 质量 的不 利影 响 。
量 选 取 上 限 值 4 .。 3 。 65 和 9 ,这 样 就 能 够 保 证 在 进 行
根部 焊接 时 ,很 容易 将钝 边焊 透 ,并充 分熔 合 ,减小
生气 孔等 焊接 缺陷 ;同时对 于风速 较 大或雨 、雪天气
应禁 止进 行施 工作 业 。 ( )每 天焊接 前应 检查 焊接 工艺 参数 .并 根据 焊 2
P6 20热 焊 机 ( 3 和 P 0 ( 4 图 ) 60 图 )填 充 盖 面 所 用
的外 焊机组 成 。
起 吊 臂 液 压分 路 阀箱 组 件
坡 口 ,成 形 美 观 。
2 焊 接 工 艺
轮子组件
21 接 头形 式设 计 .
胀靴装置部分 放射臂组件 花盘
图 1 坡 口加 工 机
曾 君 .张 升
( 新疆 石油 工 程 建 设 有 限 责任 公 司 ,新疆 克 拉 玛 依 8 4 0 ) 30 0
摘 要 : 简要 介 绍 了 C CP 0 自动 焊设 备 的性 能特 点及 自动 焊接 工 艺 。采 用该 技 术 进 行 长输 管 道 焊 接 可 以 实现 焊 缝 成 形 美观 、提 高 生产 R 60
国迎 来 了长输 管 道建设 的高速 发展 期 。长输 管道 建设
具有 管径 大 、强 度高 、运 距长 、时间 紧 、任 务重 、施
AI在智慧管道管理中的应用

AI在智慧管道管理中的应用智慧管道是指通过智能化技术和信息化手段对管道系统进行管控和管理的一种方式。
而AI(人工智能)作为一种强大的技术工具,在智慧管道管理中发挥着重要的作用。
本文将探讨AI在智慧管道管理中的应用。
一、智慧管道管理的挑战智慧管道管理面临着许多挑战,其中包括管道的安全性、信息的准确性和运维效率等方面。
传统的管理模式往往依赖于人工操作和经验,容易受到人的主观因素和局限性的影响。
而智慧管道管理需要精确的数据分析和实时的决策支持,以确保管道的正常运行和安全性。
这就是AI在智慧管道管理中的重要意义所在。
二、AI在智慧管道管理中的应用1. 数据采集与监测AI可以通过各种传感器和监测设备对管道进行实时数据采集和监测,包括温度、压力、流量等数据。
AI可以对这些数据进行分析和处理,帮助人工智能系统实时了解管道的运行状态和异常情况,及时预警和采取相应的措施。
2. 故障诊断与预测AI可以通过机器学习和深度学习技术对管道系统进行故障诊断和预测。
通过对历史数据和实时数据的分析,AI可以识别管道存在的潜在问题,并预测可能出现的故障情况。
这有助于提前采取措施,避免管道故障造成的损失和安全风险。
3. 运维优化与调度AI可以通过优化算法和智能决策模型对管道的运维和调度进行优化。
AI可以根据历史数据和实时数据,预测管道的负载情况和需求变化,并自动调整运维策略,提高管道的运行效率和资源利用率。
4. 风险管理与安全保障AI可以对管道系统中的安全隐患进行风险评估和分析。
通过对历史数据和实时数据的分析,AI可以提前预警潜在的风险,帮助管理人员制定相应的风险控制措施,确保管道的安全运行。
5. 智能维护与保养AI可以通过对管道的运行数据和设备状态进行分析,提供智能化的维护和保养方案。
通过预测设备的寿命和维修需求,AI可以制定合理的保养计划和维修策略,提高设备的可靠性和使用寿命。
三、AI在智慧管道管理中的优势1. 高效性:AI可以实现快速的数据处理和决策支持,提高管道管理的效率和准确性。
智能化管道技术的开发与应用
4
集成 化
通过多系统的集成, 实现数据共享,解决” 信息孤岛”
手段
2
数字 化
对管道基础信息整理、勘 察测绘、设计资料和模型进行 转换,并对数据进行结构化、
矢量化、三维建模等处理,实
现管道Ti信tl息e数in字化管理。 he基础
3
可视 化
实现管道基础数据、附属及周边数
据、风险隐患数据、站场与管道主要运
在统一的平台上,建立了设计成 果、专项评价成果(环境影响评价、 地质灾害评价、文物调查等)及地理 信息数据(DOM、DEM、DLG等) 的关联关系。
11
二、智能化管道技术及创新
Ø 工程建设子系统
2)站场集成设计 以Smartplant为平台开发了数 字化设计集成系统,实现了站场的全 数字化设计与交付。 以站场的工程设备实体为管理对 象,建立了工程对象位号与其相关数 据、模型、文档的关联与管理,为智 能化管道设备的完整性管理奠定了数 据基础。
线路工程以实体对象的焊口编码和空间坐标,实现焊口及其周边相关环境的数据、模
型、文档的关联与管理。
设计
采购
施工
管道中线走向 材质 壁厚 防腐 设计压力 ……
采购文件 炉批号、板材号 管号 管材理化数据 机械测试结果 管体检验结果 ……
铺管位置 焊接工艺 超声波检测结果
射线检测记录 基线检测 ……
31
二、智能化管道技术及创新
监理管理APP,接收施工APP 推送的数据并现场审核。选项 化监理记录方式,生成监理 word记录,避免二次录入
13
二、智能化管道技术及创新
Ø 工程建设子系统
4)智能工地
利用物联网和移动应用技术,开 发了智能工地管理平台。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
智能工地在长输管道全自动焊接中的应
用
摘要:中俄东线天然气管道工程作为国家管网的样板工程,根据“重应用、重效果、重安全”和“不搞新技术罗列,不搞信息孤岛,不搞锦上添花”的要求,我单位充分发挥长输管道全自动焊接施工技术优势,在建设实体管道的同时,也建设出国家管网第一条数据为中心的虚拟管道,实现虚拟管道和实体管道的同步移交,以实现项目建设各阶段的数据传递和共享,提升管道的“标准化、数字化、可视化、自动化、智能化”水平为目标。
关键词:长输管道;全自动焊;标准化;数字化;智能化
1 总体架构
中俄东线天然气管道工程(永清—上海)连云港—泰兴段智能管道建设,通过在施工现场部署无线局域网,确保作业范围内WiFi信号全面覆盖。
全自动焊接机组机械化施工机具、项目管理助手、视频监控终端等设备可通过无线局域网接入国家管网服务器,结合二维码、电子标签、摄像头、手机等终端设备,实现对工程建设过程的实时视频监视、感知和数据采集。
真实准确反映现场作业过程,及时完整进行资料数字化移交归档,提高过程管控能力,确保工程建设质量。
从而实现以下目标:
1)实时掌握现场作业情况,避免作业过程不规范;
2)实时监视施工机具工况数据,发现问题,及时预警;
3)施工数据现场采集,关键数据自动输出,确保数据真实、准确;
4)掌握重点区域人员和设备情况,确保安全作业;
5)施工全过程数据完整数字化移交和归档,确保过程可追溯。
1.1整体框架
长输管道全自动焊接通过搭建智能工地,利用信息化手段对现场进行有效管控。
采用二维码和RFID技术封装人员信息,通过终端设备扫描证件后,准确识别现场人员基本资料、岗位职责、资质证件等关键信息,提高现场人员管控力度,强化入场合规性,有效杜绝安全隐患。
对施工设备(中频加热、焊机等设备)进行改造,实现影响焊接质量重要参数的实时采集,并利用二维码、电子标签技术将实时采集的施工过程数据与通过移动终端采集的施工结果数据、施工管理数据进行集成。
在施工现场组建视频监控系统,规范现场人员施工行为,为管理者提供远程监管手段,形成以智能工地为平台的工程项目全面在线管理。
智能工地系统拓扑图
1.2工作流程
1) 施工前开启智能工地一体机和工况数据传输设备、布置好视频监控设备,检查设备是否运行正常。
2) 将智能工地一体机放置在机组中间位置,保证施工现场局域网覆盖,保
证工况数据传输设备和视频监控设备连接正常。
3) 作业面监控画面覆盖施工现场整体情况,焊棚在作业面监控画面视野之内,距离不超过50米;焊接作业画面在棚内监控中央。
4) 工况采集需按要求步骤逐步开展工作:项目管理助手(采集版)打印焊
口二维码、扫码枪扫描焊口编号二维码、人员二维码、设备二维码信息后开始焊
接作业。
5) 焊接过程中监控焊机关键工况参数,实际值超过规范值时及时查找原因。
6) 焊接完成后现场验收工况数据,核对验收工况数据,描述焊口状态,施
工单位和监理单位签字入库。
7) 智能工地一体机、摄像头具备当日现场施工连续工作能力,保证设备运
行正常。
2 工况数据采集
设备进场前对焊机进行改造,增加传感器与传输模块,实现工况数据的自动采集。
通过分析焊接过程参数(电流、电压、送丝速度等)可以辅助提高焊接质量。
2.1实时曲线展示
通过扫描人员及焊口二维码与现场机具建立关联关系,通过现场一体机的局域网将焊接的实时数据(预热温度、电流、电压、送丝速度等)传输到国家管网的中心服务器。
通过访问智能工地工况大屏可以远程查看当日焊接量、正在焊接数据、实时数据参数、每道口每层对应的人员信息、设备信息。
工况大屏展示
2.2历史数据查询
在工况数据管理平台可查看各机组当日施工量,通过焊口编号可查看焊口的历史工况数据,实现焊接过程数据的可追溯。
2.3焊接超限报警
通过焊口编号将工况数据与焊接工艺规程关联,对超过焊接工艺规程标准值的数据进行报警,可以辅助提升焊接质量。
2.4工况数据验收
对采集的工况数据进行分析,计算焊口各工序各焊枪电压、电流、送丝速度等关键参数的最大值、最小值和符合率,对焊口工况数据进行验收归档。
通过工况数据与无损检测相结合,可以为焊机参数设置提供依据。
3 视频监控
智能视频监控系统对焊接机组通过NVR将视频接入国家管网中心平台,无网络情况下视频可以在本地存储,网络恢复后续传至中心服务器。
各施工机组的作业面和棚内监控画面可在互联网通过客户端及手机APP查看。
中俄东线南段的视频监控在中段的基础上进行优化、升级,增加太阳能电池板供电,改造焊接棚内监控设备,解决视频传输不稳定、无信号等情况,彻底实现实时监控画面,做到施工作业带内,监控无死角,全方位、同步实时监控、实时历史回放等功能。
棚内监控作业面和棚内监控画面展示
4 电子标签管理
4.1人员管理
机组入场前将人员信息上传到国家管网工程项目管理系统人员信息档案库,监理通过工程项目管理系统进行审核报验。
人员信息审核通过后生成人员二维码并制作二维码胸牌,焊接开始前通过扫描人员二维码胸牌采集焊工信息。
人员信息档案库人员二维码胸牌
4.2机具管理
机组入场前将机具设备信息上传到国家管网工程项目管理系统机具设备档案库,监理通过工程项目管理系统审核报验。
生成的机具二维码标签粘贴到相对应的设备上,焊接开始前通过扫描设备二维码采集焊机信息。
机具设备档案库机具二维码标签
4.3焊口二维码
在布管对口之后,将生成焊口编号。
使用项目管理助手进行焊口编号预制,按照焊口编号生成规则,生成焊口编号二维码。
通过蓝牙连接二维码打印机,打印焊口编号二维码标签。
焊口编号二维码标签作为唯一的身份标识,后续与之相关的检测、防腐等各工序作业时,通过扫码自动获取焊口标识,并将数据有效的关联起来。
焊口二维码封装数据为焊口编号、施工单位、施工机组、焊接工艺规程、焊口编号预制日期;焊口二维码标签外观显示数据为焊口编号、施工单位、施工机组、焊接工艺规程、焊口编号预制日期。
施工助手焊口二维码预制打印焊口二维码
5 机组定位
由于管道施工沿线跨度大,施工作业面分散,施工各机组位置每天都在变化。
各机组一体机有内置GPS定位模块,可通过统一平台进行定位导航,将机组施工地理位置清晰显示在地图上,方便业主、监理巡检,掌握施工动态。
6 现场数据采集
施工现场通过项目管理助手采集施工过程数据,焊口编号、管材编号、人员编号、设备编号等信息通过二维码扫码获取。
数据采集后同步到国家管网项目管理系统,确认数据无误后上报质检员、机组长进行审核,最后上报监理进行审核、办结。
每条数据都可以在流程跟踪里查看办理到哪一环节和办理时间,对数据进行跟踪。
通过对管道建设的开工前期、建设实施中期和竣工验收后期三个阶段进行重点管控,确保施工全过程在统一平台上有效衔接、高效运转,实现全过程的精细化项目管理。
同时施工过程中围绕管道建设施工数据信息管理、人员信息管理、施工机具管理,持续积累管道"本体数据"和"过程数据",实现管道施工各阶段信息的集成共享、递延传承和丰富完善,为业主提交规范、完整、准确的管道资产数据。
国家管网平台数据采集展示
平台数据详情展示
7 结论
智能工地通过优化、升级后应用于中俄南段全自动焊接施工中,在提高焊接
质量、规范施工作业等方面有显著帮助。
具体应用如下:
1.
工况数据自动采集实现了全自动焊接过程数据的可追溯,数据超限预警可以
通过分析焊接参数(预热温度、电流、电压、送丝速度等)进而提高焊接质量。
2.
视频监控可以实时掌握现场作业情况,避免作业过程不规范。
管线移交运营
单位后视频监控历史回放可以辅助其查看管道建设施工过程。
3.
电子标签管理通过人员、设备和计量器具进场及退场报验,可以掌握施工现
场人员和设备情况,确保安全作业。
4.
管道施工沿线跨度大,施工作业面分散,通过统一平台定位导航,便于业主、监理巡检,掌握施工动态。
5.
施工数据现场采集,关键数据自动输出,可以保证数据真实、准确、及时。
参考文献:
[1]中俄东线天然气管道工程(永清—上海)连云港—泰兴段智能工地建
设方案,2021.01
8。