内螺纹有效长度和钻孔深度
钢丝螺套检验规范-RJ
dz 9.85~ 10.1 12.1~
12.5 14.4~ 14.8 14.4~
14.8 17.2~ 17.8 19.4~ 19.9 21.5~ 22.0
螺距的综合误差作用中径合格与东莞锐嘉精密机械制造有限公司否直接表明螺套的旋合性能及互换性检查作用中径的方法是采用完整牙型的螺纹极限塞规与螺纹形成的内螺纹旋合如果工作塞规的过端能完全旋合此螺纹孔的作用中径合格如果不能旋合或仅能部分旋合而不能通过此螺纹的作用中径不合格
东莞锐嘉精密机械制造有限公司
Achieve Manufacture
dz
14.4~ 14.8
17.2~ 17.7
18.73~ 19.5
23.7~ 24.2 26.3~ 26.8 28.6~ 29.1 35.2~ 35.7
单位:(mm)
N (≈)
Kg/千件
5.2 8.4 11.7 14.7 18.0 5.2 8.3 11.5 6.0 9.7 13.3 16.8 6.3 10 13.7
t3
1.6 2.6 3.6 2.1 3.3 4.6 2.5 4 5.5 7 8.5 3.3 5.3 7.3 9.3 11.3 4.2 6.7 9.2 11.7 14.2 5 8 11 14 17 6.8 10.8 14.8 18.8 22.8 8.5 13.5 18.5 23.5 28.5
dz 2.62~ 2.76 3.3~
t2
8 12 16 10 15 20 12 18 24 12 18 24 14 21 28 16 24 32 13.5 18 27
do 8.2 10.2 12.3 12.4 14.4 16.4 18.4
t1
13 17 21 15 20 25 18 24 30 19.3 25.3 31.3 21.3 28.3 35.3 23.3 31.3 39.3 20.8 25.3 34.3
螺纹底孔经验判断
螺纹底孔经验判断(1)丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径dO=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径dO=d(螺纹外径)-p (螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度= 所需螺纹的深度+0.7d(3)孔口倒角攻螺纹前要在钻孔的孔口进行倒角,以利于丝锥的定位和切入。
倒角的深度大于螺纹的螺距。
3.攻螺纹的操作要点及注意事项(1 )根据工件上螺纹孔的规格,正确选择丝锥,先头锥后二锥,不可颠倒使用。
(2)工件装夹时,要使孔中心垂直于钳口,防止螺纹攻歪。
(3)用头锥攻螺纹时,先旋入1〜2圈后,要检查丝锥是否与孔端面垂直(可目测或直角尺在互相垂直的两个方向检查)。
当切削部分已切入工件后,每转1〜2 圈应反转1/4 圈,以便切屑断落;同时不能再施加压力(即只转动不加压),以免丝锥崩牙或攻出的螺纹齿较瘦。
攻螺纹前底孔直径的确定攻杯I」螺纹P<1 mm; d°=d—Pmm: do=d— (1.04^k06^ 尸式中’ P—婢距(mm) ?d(?一占头直径(mm);日一螺纹公称直径(mnn) o 攻不邇孔婢奴祜孔滦虞=所需螺孔淫度+。
加另外・也可查表求得;(1)普通螺纹攻螺纹前底孔的钻头直径(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径。
钢丝螺套检验规范-V1.0

Runfng Manufacture
锐锋精密机械有限公司技术规范
钢 丝 螺 套 检 验 规 范
REV:1.0
本规范编制:junjun 本规范审核: 本规范批准:
2011 年 5 月 10 日发布
2011 年 5 月 15 日实施
-1-
深圳锐锋精密机械制造有限公司
一. 普通型钢丝螺套质量检查的依据及参数定义 钢丝螺套一般是按照GJB119-86国家军用标准的规定生产,标准中规定的技术条件也就是检验 的依据,为统一检验方法,对每一参数都要有统一的定义。 1、自由状态外径:指螺套在不受任何外力作用时形成的外螺纹的太径尺寸。 2、引导尺寸:为便于螺套安装在安装螺套的内螺纹内,在制造螺套时,使连接安装柄的半圆 产生的变形量。 3、安装柄长度:安装螺套时,安装工具夹持部分的长度,安装柄过短,则夹持不牢发生滑落, 过长则发生干涉,柄端抵住螺纹小径,使螺套安装困难。 4、折断槽深度与位置:用于通孔的螺套,为便于安装后去除安装柄而预留的折断槽,此槽过 浅则去除安装柄困难,过深则易发生还未安装好就把安装柄折断,安装便无法进行。 5、自由状态圈数:螺套处于自由状态时,从与安装柄垂直的位置至尾部的圈数,此数值可由 制造厂按标准系列确定,也可由使用单位提出特殊要求,制造厂予以保证。 6、螺套间隙:螺套在自由状态时,圈与圈之间的空隙。 7、螺套的应用尺寸:指螺套安装后形成的内螺纹孔的中径,作用中径、螺距,牙形角等参数 值。 8、丝套型面外角(俗称倒牙 ):即在自由状态下,丝套型面外角平分线与丝套轴心线的垂直度, 它直接影响到螺套安装后的牙形角。 9、丝套型面尺寸:指绕制成型的丝套,过丝套轴心线的截面所截取的单个牙垫截面尺寸,包 括B值、K值等。丝套型面尺寸由轧制菱形钢丝时保证, 在轧制菱形丝时检验, 对成品套一般不作 植查。 二、螺套的公差与精度等级 普通钢丝螺套主要作用与普通螺纹一样, 主要作为连接件。其使用性能应满足以下几点要求: 1、螺钉应能顺利的旋进安装好的螺套形成的内螺纹孔内,并在规定的精度内。 2、螺钉与螺套内螺纹孔在对应的牙廓上应有较均匀的负荷。 3、螺钉与螺套旋台后,应能承受轴向一定的压力或拉力,即有一定的连接强度。 由于钢丝螺套是弹性元件,安装后受底孔螺纹的约束,圈与圈之间有微量的调整间隙,当与螺 钉旋合时,有自我调整矫正的功能,因此,同等精度螺套的使用性能要优于普通螺纹制件。 螺纹的配合精度可根据使用目的不同划分。在新的国家标准中,对内螺纹规定了 G、H 两种公 差带位置,H 的基本偏差为零,G 的基本偏差为正值,内螺纹的小径与中径的公差大小定为 4、5、 6、7、8 五个等级。一般来说 4 级为精密螺纹,5 级、6 级、7 级为一般螺纹,8 级为较低精度螺纹。 GJBll9-86标准中规定了普通螺套装在底孔内形成的内螺纹孔应符合GBl979-8l标准规定的精 度等级,粗牙为5H级,细牙为6H级,当于旧标准中粗牙2H,细牙2a级的精度,基本偏差为零。 三、钢丝螺套的检验 根据钢丝螺套的技术要求,对成品可作以下几个方面的检验: l、丝套外观、表面缺陷、粗糙度、间隙、圈数的检查。丝套表面缺陷指影响使用的毛刺、压 痕、起层、裂纹等。这几项的检验不用什么专用的检测量具,一般可直接观察即可发现,必要时也 可用租糙度样板以及塞尺检查丝套的表面粗糙度和间隙,检查较简单,缺陷容易发现。 2、自由外径尺寸,安装柄长度,引导尺寸,折断槽尺寸,外角平分线与丝套轴线的垂直度。 用卡尺或工具显微镜检查即可。测量时,一定要按照规定的定义尺寸,找好合适时测量位置,否则 将会得出与实际不相符的结论。 3、螺套的综台检查 螺套的截面尺寸是指通过轴截面的单个牙型截面尺寸,各项参数均反映在螺套安装后形成的内 螺纹孔的各项参数中。 螺套内螺纹孔的作用中径反映了螺套的中径(B值)牙型角, 螺距的综合误差,作用中径合格与
螺纹底孔孔径经验算法

螺纹底孔孔径经验算法攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A外牙公差配合等级)(1B 2B 3B内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹)锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹)锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6公称直径40mm牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = 25.4 /牙距P牙距P = 25.4 /每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p *直径D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d牙深h =0.6495 * P牙底径d =公称外径D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM 转速N = (1000周速V) / (圆周率p *直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d牙深径d =公称外径D-2*h =19.05-2*1.65 = 15.75mm。
螺纹

编辑
车削螺纹注意事项:考虑螺纹加工牙型的膨胀量,外螺纹大径(公称直径d )一般应车得比基本尺寸小0.2~0.4mm(约0.13P),保证车好螺纹后牙顶处有0.125P的宽度(P是螺距),镗内螺纹的底孔时保证底孔直径为公称直径-P。。螺纹切削应注意在两端设置足够的升速进刀段δ1和降速退刀段δ2,以剔除两端因变速而出现的非标准螺距的螺纹段。同理,在螺纹切削过程中,进给速度修调功能和进给暂停功能无效;若此时按进给暂停键,刀具将在螺纹段加工完后才停止运动。螺纹加工的进刀量可以参考螺纹底径,即螺纹刀最终进刀位置。螺纹小径为:大径-1.2倍螺距;螺纹加工的进刀量应不断减少,具体进刀量根据刀具及工件材料进行选择,但最后一次不要小于0.1mm。螺纹加工完成后可以通过观察螺纹牙型判断螺纹质量及时采取措施。但应注意对外螺纹来说当螺纹牙顶未尖时,增加刀的切入量反而会使螺纹大径增大,增大量视材料塑性而定,当牙顶已被削尖时,增加刀的切入量则大径成比例减小,根据这一特点要正确对待螺纹的切入量,防止报废。对于一般标准螺纹,都采用螺纹环规或塞规来测量。在测量外螺纹时,如果螺纹“过端”环规(通规)正好旋进,而“止端”环规(止规)旋不进,则说明所加工的螺纹符合要求,反之就不合格。测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。除螺纹环规或塞规测量外还可以利用其它量具进行测量,用螺纹千分尺测量螺纹中径等等。
螺纹密封应用指导:将应用麦特雷Blu‐Goo超级密封润滑剂涂抹在内螺纹和外螺纹上,用刷子或其他应用工具涂抹均匀。
8测量
编辑
1、对于一般标准螺纹,都采用螺纹环规或塞规来测量。
螺纹测量
螺纹测量
2、螺纹千分尺是用来测量螺纹中径的。也可以用量针测量螺纹中径的方法称三针量法。
3、齿厚游标卡尺用来测量梯形螺纹中径牙厚和蜗杆节径齿厚。
内螺纹有效长度和钻孔深度

内螺纹有效长度和钻孔深度1. 内螺纹有效长度是什么鬼?首先,咱们得聊聊内螺纹的有效长度。
可能很多朋友觉得这名字有点儿高深,但其实它和咱们平时用的螺纹没啥两样,只是多了一层“有效”的修饰。
简单说,就是螺纹在孔里能用的那部分长度。
你可以把它想象成是你打篮球的时候,篮筐的高度不是无穷大,而是有个限制,这样你才知道自己能跳多高、投篮多远,对吧?内螺纹的有效长度,就像你篮筐的高度限制一样。
它告诉你,在一个螺纹孔里,能旋入螺丝的最大长度是多少。
搞懂这点儿,你在装配或者维修时就不会碰到“螺丝半天拧不进去”的尴尬了。
2. 钻孔深度的重要性钻孔深度就像是你在吃汤面的时候,深度就是汤底的深浅。
这个深度可不单单是为了让你把面条煮熟,更重要的是,它影响到你能把螺丝拧进去多少。
要是你钻孔深度不够,螺丝只能拧一半,这可是大问题啊。
想象一下,你把螺丝拧到一半,结果发现孔太浅,哎呀,那多尴尬啊!所以,钻孔深度不仅仅是个数字问题,它直接影响到你能否完成一个装配任务。
过浅?那就得重钻。
过深?那就得找个垫片。
总之,准确的钻孔深度才能让你的装配工作顺利完成,就像吃面的时候,汤要刚刚好,才不会太咸或太淡。
3. 有效长度与钻孔深度的关系好了,现在咱们把内螺纹有效长度和钻孔深度这两个概念捋顺了。
接下来,就是看它们俩怎么合作默契。
你可以把这两个概念比作是舞蹈中的两个舞者。
如果一个舞者的动作不到位,那另一个舞者再怎么努力也是舞得很累。
内螺纹有效长度和钻孔深度就是这种关系。
如果你钻孔的深度足够,但内螺纹的有效长度不够,那你就像是跳舞时一方总是踩到另一个人的脚一样,效果肯定会打折扣。
换句话说,钻孔深度要和内螺纹的有效长度相匹配,这样才能确保螺丝能顺利拧进去,装配才能顺畅。
你要是搞不清这两者的关系,工程上可会出现不少麻烦。
3.1 确保匹配那怎么确保这两个数据匹配呢?首先,你得有个明确的计划,知道自己用的是什么类型的螺纹和孔洞。
比如说,如果你用的是一个标准的内螺纹,那就得参考标准的数据手册,看它推荐的有效长度是多少。
螺纹底孔

一般的,用于紧固的螺纹孔底孔直径,就是螺纹的小径。
螺纹规格牙距螺纹底孔直径M2 标准0.40 1.60细牙0.25 1.75M2.5 标准0.45 2.10细牙0.35 2.20M2.6 标准0.45 2.20细牙0.35 2.25M3 标准0.50 2.60细牙0.35 2.70M3.5 标准0.60 3.00细牙0.35 3.20M4 标准0.70 3.40细牙0.50 3.60M5 标准0.80 4.20细牙0.50 4.60M6 标准 1.00 5.10细牙0.75 5.30M8 标准 1.25 6.80细牙1 1.00 7.10细牙2 0.75 7.30M10 标准 1.50 8.60细牙1 1.25 8.90细牙2 1.00 9.10细牙3 0.75 9.30M12 标准 1.75 10.40细牙1 1.50 10.60细牙2 1.25 10.90细牙3 1.00 11.10M14 标准 2.00 12.20细牙1 1.50 12.60细牙2 1.00 13.10M16 标准 2.00 14.20细牙1 1.50 14.60细牙2 1.00 15.10M18 标准 2.50 15.70细牙1 2.00 16.20细牙2 1.50 16.60细牙3 1.00 17.10一般切削丝锥底孔尺寸为:D=d1-P 以M12x1.75为例,底孔尺寸D=12-1.75=10.25而挤压对底孔要求较为苛刻,一般来说,提供一个十分合适的底孔是很困难的,需要不断的试切。
不过,总的来说可按以下公式来计算大致底孔尺寸:D=d1-0.49P 仍以M12x1.75为例,底孔尺寸D=12-0.49*1.75=11.15 事实上,不同的螺纹旋合度推荐的底孔直径也会不一样。
这点可参看百度文库:丝锥螺纹底孔D钻=D-PD螺纹大径P螺距确定目的:攻螺纹时不会因挤压作用,使螺纹牙顶与牙底之间不咬死(用丝锥攻的时候也有这个现象)保证有效的工作高度等!低空深度H钻=h有效+0.7Dh有效螺纹有效深度D螺纹大径确定目的:主要是在不通孔时用丝锥攻螺纹时丝锥切削部分有锥角,端部不能切出完整的牙型,所以钻孔深度要大雨螺纹的有效深度。
螺纹孔底孔尺寸表
简介:若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
底孔直径:丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料:钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度:攻盲孔的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距攻螺纹:攻螺纹是钳工金属切削中的重要内容之一,包括划线、钻孔、攻螺纹等环节。
攻螺纹只能加工三角形螺纹,属连接螺纹,用于两件或多件结构件的连接。
螺纹的加工质量直接影响到构建的装配质量效果,所以实习教学非常重视攻螺纹各环节的教学。
简介:工作部分是一段开槽的外螺纹。
丝锥的工作部分包括切削部分和校准部分。
手用丝锥一般由两支组成一套,分为头锥和二锥。
两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。
头锥较长,锥角较小,约有6个不完整的齿,以便切入。
二锥短些,锥角大些,不完整的齿约为2个。
铰杠是扳转丝锥的工具。
常用的是可调节式,以便夹持各种不同尺寸的丝锥。
划孔位线:划线时,钻孔是攻螺纹的基础。
划线准确,孔位尺寸就能得到保证。
划线前,首先要看懂图样和工艺要求,明确工作任务。
然后,清理划线表面,涂上酒精溶液,选择好划线基准。
选择划线基准时,尽可能使划线基准和设计基准重合,采用划线盘对毛坯进行划线,已加工好的表面则采用高度游标尺进行划线。
划圆线时,先划出十字中心线再划圆线,大直径的园可划多个圆线,用以钻孔时作参考线。
线条要求清晰均匀,划完线后要仔细检查划线的准确性及是否有漏划线条,确认无误后再打上样冲。
螺纹底孔深度计算公式【大全】
螺纹底孔深度计算公式(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8m m公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p (螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm) 美制螺纹 (统一标准螺纹)牙深=0.6495*(25.4/每吋牙数) (牙角60度)底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞,称之为底孔。
底孔不一定是钻出来的也可以是其他方法加工的如:冲·压铸等。
简介:若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
螺纹底孔直径及深度的确定钻孔直径的确定

1.钻孔直径的确定
用丝锥加工螺纹时,螺纹底孔直径应大于螺纹小径,否则就会将丝锥
扎住或挤断。螺纹底孔大小要根据工件材料的塑性和螺孔的大小来决定,
可用下式计算钻螺纹底孔用钻头的直径:
(1)加工塑性材料时
d钻 = D-P
式中 d钻——底孔钻头直径,mm;
D ——螺纹大径,mm;
P ——螺距,mm。
例:我们要在钢件上攻M10螺纹计算底孔直径是多少?
任务实施
二.攻螺纹的工具
攻螺纹:用丝锥在孔中加工出内螺纹的加工方法 ,称为攻螺纹(攻丝)。
手工攻丝常用的工具是丝锥和饺杠。
(a)丝锥
(b)饺杠
任务实施
1.丝锥 (1)丝锥的分类 是加工内螺纹的工具,分手用丝锥和机用丝锥两种,有粗牙和细牙之分。 按牙型又可分为普通螺纹丝锥、圆柱管螺纹丝锥、圆锥螺纹丝锥等。 通常M6~M24的丝锥一套为两支,称头锥、二锥;M6以下及M24以上一套
于螺纹的长度,盲孔的深度可按下面的公式计算:
孔的深度=要求的螺纹长度+ (螺纹外径)
任务实施
本次学习任务主要内容小结:
1.螺纹基本知识: (1)螺纹的指在圆柱或圆锥的表面上,沿着旋线所形成的具有规定牙
形的连续凸起称为螺纹。 (2)螺纹的种类很多,有标准螺纹、特殊螺纹和非标准螺纹,其中以
标准螺纹中的普通三角螺纹最常用。 (3)螺纹的参数有牙型、直径、线数、螺距导程和旋向。 2. 攻螺纹工具 (1)攻螺纹的工件有丝锥好和饺杠 (2)丝锥都有工作部分和柄部组成,工作部分是由切削部分和校准部
根据公式D孔=D-P=10-1.5=8.5mm
(2)加工脆性材料时 d钻 =D-(1.05-1.1)P
例:我们要在铸铁上攻M10螺纹时的底孔直径是多少?
螺纹底孔深度计算公式
刀座快速移动的影响车牙最高转速 N = 4000/ P
刀座快速移动加减速的影响
普通公制螺纹用外径-螺距。
公制螺纹(MM牙)
牙深=0.6495*牙距P
(牙角60度)
内牙孔径=
公称直径-1.0825*P
M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)
(公称直径2ห้องสมุดไป่ตู้mm) (牙距2.5mm)
(内螺纹配合等级6H)
(外螺纹配合等级7g)
左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)
外牙2级公差配合
管螺纹(英制PT)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16
3/4英吋管用,每英吋14牙
管螺纹
(PS直螺纹)(PF细牙)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PS 3/4-14 (直形管螺纹)
螺纹底孔深度计算公式
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角
(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
梯形螺纹
(29度 爱克姆螺纹)
TW26*5 外径26mm,每英吋5牙
方形螺纹
车牙的计算
考虑条件计算公式
公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P
模具设计工程图中螺纹的表示法和标注说明
螺纹若按真实投影作图, 比较麻烦。
为了简化作图, 国家标准《机械制图》GB/T44 59.1—1995规定了螺纹的表示法。
按此表示法作图并加以标注,就能清楚地表示螺纹的类型、规格和尺寸。
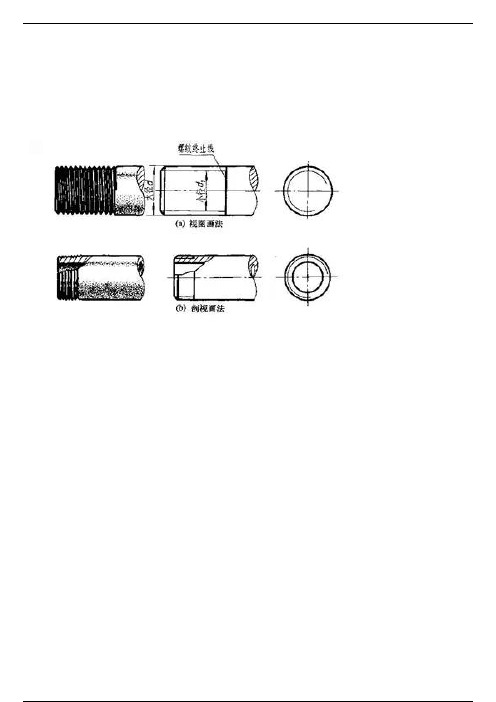
一. 螺纹的表示法1、外螺纹的表示法图:外螺纹的表示法(1) 外螺纹不论其牙型如何,螺纹牙顶圆的投影用粗实线表示;牙底圆的投影用细实线表示,在螺杆的倒角或倒圆部分也应画出。
画图时小径尺寸可近似地取dl≈0.85d。
(2) 有效螺纹的终止界线(简称螺纹终止线)在视图中用粗实线表示;在剖视图中则按图9 -8b主视图的画法(即终止线只画螺纹牙型高的一小段),剖面线必须画到表示牙顶圆投影的粗实线为止。
(3) 在垂直于螺纹轴线的投影面的视图(即投影为圆的视图)中,表示牙底圆的细实线只画约3/4圈(空出约1/4圈的位置不作规定),此时螺杆上的倒角投影不应画出。
2.内螺纹的表示法图: 内螺纹的表示法(1) 内螺纹不论其牙型如何,在剖视图中,螺纹牙顶圆的投影用粗实线表示,牙底圆的投影用细实线表示。
螺纹终止线用粗实线表示。
剖面线应画到表示牙顶圆投影的粗实线为止。
(2) 在投影为圆的视图中,表示牙底圆的细实线只画约3/4圈,此时螺孔上的倒角投影不应画出。
(3) 绘制不穿通的螺孔时,一般应将钻孔深度与螺纹部分的深度分别画出。
(4) 当螺纹为不可见时,其所有图线用虚线绘制,如下图所示:图:不可见螺纹的表示法3、内、外螺纹连接的表示法内、外螺纹连接,一般用剖视图表示。
此时,它们的旋合部分应按外螺纹的画法绘制,其余部分仍按各自的画法表示。
画图时必须注意,表示外螺纹牙顶圆投影的粗实线、牙底圆投影的细实线,必须分别与表示内螺纹牙底圆投影的细实线、牙顶圆投影的粗实线对齐。
这与倒角大小无关,它表明内、外螺纹具有相同的大径和相同的小径。
按规定,当实心螺杆通过轴线剖切时按不剖处理,如下图所示:图:内、外螺纹连接的表示法图的形式绘制,既可在剖视图中表示几个牙型,也可用局部放大图表示。
钢丝螺套检验规范-RJ
四、钢丝螺套的型式尺寸和安装参数
1、符号说明
钢丝螺套安装螺孔及装配参数见下表:
符号
P N d Dz do t1 t2 t3 K L2
说明 螺距 在自由状态下,钢丝螺套圈数 钢丝螺套公称直径(螺钉公称直径) 在自由状态下,钢丝螺套外径 钻孔时选用钻头直径 钻孔深度 安装钢丝螺套用内螺纹孔有效螺纹长度 盲孔时,在钢丝螺套安装柄未去除时螺钉最大拧入深度 钢丝螺套公称长度 钢丝螺套安装后实际螺纹孔有效长度
L2
7 11 15 9 14 19 10.8 16.8 22.8 10.5 16.5 22.5 12.5 19.5 26.5 14.5 22.5 30.5 12 16.5 25.5
单位:(mm)
t3
7 11 15 9 14 19 10.8 16.8 22.8 10.5 16.5 22.5 12.5 19.5 26.5 14.5 22.5 30.5 12 16.5 25.5
3.5
3.82~ 4.00
5.12~ 5.30
6.32~ 6.54
7.62~ 7.84
9.85~ 10.1
12.1~ 12.5
单位:(mm)
N (≈)
Kg/千件
2.9 4.7 6.5 3.5 5.9 8.1 4 6.3 8.7 11 13.5 3.7 6 8.4 11 13.2 4.3 6.9 9.7 12.3 14.8 4.2 7 9.6 12.3 14.6 4.7 7.4 10.6 13.5 16.4 5.0 8.0 11.2 14.2 17.2
ቤተ መጻሕፍቲ ባይዱ
表 3 公制(M、MJ)系列细牙钢丝螺套参数表
螺纹规格 d×p 8×1 10×1
12×1.25 12×1.5 14×1.5 16×1.5 18×1.5
内螺纹有效长度和钻孔深度

内螺纹有效长度和钻孔深度1. 了解内螺纹的有效长度我们先来聊聊内螺纹的有效长度。
可能你会问,什么是“有效长度”?简单来说,就是螺纹的“能用”长度。
我们知道,内螺纹就是那种在一个孔内转的螺纹,像一圈圈的螺旋滑梯。
不过,这个螺纹不是无止境的,它的长度是有个上限的。
1.1 有效长度的重要性内螺纹的有效长度是啥意思呢?说白了,就是螺纹能够正常啮合的部分。
想象一下,你在玩积木,积木上的小凸起和凹槽必须刚好匹配才能搭建得稳固。
内螺纹也是如此,如果有效长度不够,螺纹就没法牢牢地抓住螺栓,导致它松松垮垮的,影响整件工作。
换句话说,有效长度决定了你拧螺丝能不能“稳如老狗”,一旦长度不够,螺栓就可能拧不紧,甚至掉下来,真的让人哭笑不得。
1.2 如何确定有效长度要搞清楚内螺纹的有效长度,通常我们会参考一些标准,比如螺纹的尺寸和强度要求。
有些情况还需要用到特定的工具,比如螺纹测量规。
就像你用尺子量东西一样,你得有个准确的工具来确保一切都在标准范围内。
不然,你的螺纹可能就成了“摆设”,干脆别用了,哈哈!2. 钻孔深度的关键作用接下来,我们聊聊钻孔深度。
钻孔深度就是孔的“深度”,听起来简单,但实际操作中可大有学问。
钻孔深度直接影响到你能否安装内螺纹,毕竟,孔太浅了,螺纹根本没法钻进去;孔太深了,又容易造成浪费,甚至影响结构的稳定性。
2.1 钻孔深度的标准钻孔深度其实也有标准的,和内螺纹的有效长度一样,都有具体的规定。
比如说,某些工业标准要求孔深度要比螺纹长度多出一段余量,这样才能确保螺纹拧进去后不容易松脱。
如果孔不够深,螺纹无法完全插入,那你就得重新钻孔,麻烦不说,还浪费时间和材料,真的是“得不偿失”啊!2.2 实际操作中的注意事项在实际操作中,钻孔深度的控制可得细心。
你得知道你需要的深度是多少,而且得有准确的工具来帮助你控制。
就像你做菜的时候,盐放多了可能会太咸,放少了又没味道一样,钻孔深度也要刚刚好。
不然,孔深度不足,你的螺纹就会卡住;孔太深,虽然没啥坏处,但也没必要浪费材料。