DW-035A焊丝高速镀铜稳定剂粉剂
无镀铜焊丝生产工艺

无镀铜焊丝生产工艺Dw-036B无镀铜焊丝润滑防锈油无镀铜焊丝生产工艺无镀铜焊丝省去镀铜工序,减少环境污染;焊接时使作业者免受含铜烟雾的损害,是保护地球环境和人类健康的新产品。
无镀铜焊丝生产线及生产工艺,属于焊丝生产技术领域。
无镀铜焊丝生产线,该生产线包括依次排列的放线架-砂带抛光-粗拉-精拉-涂润滑防锈油-焊丝后处理-缠绕包装机;彻底解决焊丝前处理无酸除锈,及焊丝后处理润滑工艺,同时处理后的焊丝表面呈现均匀、光滑,减少送丝阻力。
相对于传统的镀铜气保焊丝,无镀铜实芯焊丝具有一系列优异的产品特点:1.具有先进的表面处理工艺,防锈性和导电性能非常好。
2.无镀铜焊丝有益于操作工健康,无伤害:镀铜焊丝在工作的过程中产生大量的铜烟雾,吸入铜烟雾可引起金属烟热,有寒战,体温升高,呼吸道刺激症状,长期吸入可引起肺部纤维组织增生。
无镀铜焊丝,是焊丝表面经特殊工艺处理的焊丝,省去镀铜工序,减少环境污染;焊接时使作业者免受含铜烟雾的损害,是保护地球环境和人类健康的新产品。
3可靠的电弧稳定性熔滴的平均短路过渡时间比镀铜焊丝短,焊接时能承受焊丝伸出长度急剧变化。
4、飞溅小,烟雾产生产量少:焊丝前端的熔滴比较小,飞溅产生量少,即使大电流焊接,飞溅产生量也能被控制。
作业环境得到大幅度改善,因为没有镀铜,所以铜烟雾几乎没有,从而降低了烟雾的产生量。
5、焊接电流、电压适用范围广。
6、稳定的送丝性:由于表面没有金属铜镀层,因而不会在导丝管内残留铜屑。
可长时间地维持稳定的送丝性,高速送丝状态下送丝平稳可靠,能得到更高的焊接熔敷效率,在确保良好送丝性能的前提下,减少导电嘴等易损件的磨损,焊枪几乎不振动,也没有铜屑堵塞,Dw-036B无镀铜焊丝润滑防锈油从而降低了备件的消耗量。
7.无镀铜焊丝比镀铜的焊丝强度高。
8、导电嘴磨损实验:导电嘴的磨损小:无镀铜实芯焊丝,能降低送丝阻力,起弧性能完美,电流可操作性高且电弧稳定,无镀铜焊丝在实际生产过程中飞溅量低,保证用户获得始终如一的高品质焊接,降低焊后清理的工作量。
陶瓷电镀
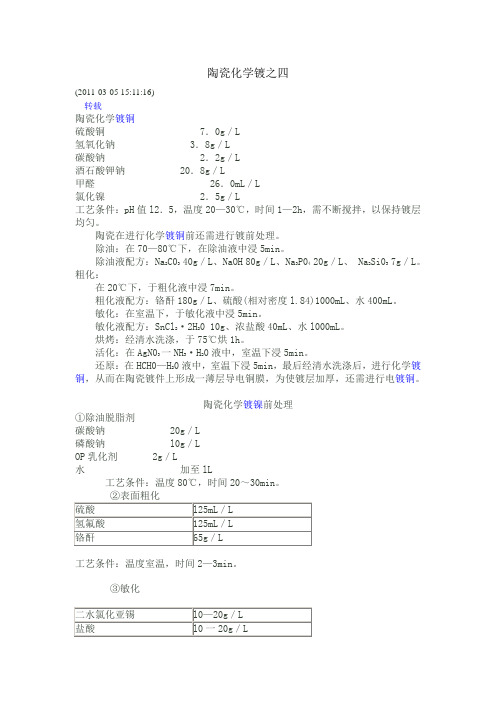
陶瓷化学镀之四(2011-03-05 15:11:16)转载陶瓷化学镀铜硫酸铜7.0g/L氢氧化钠3.8g/L碳酸钠2.2g/L酒石酸钾钠20.8g/L甲醛26.0mL/L氯化镍2.5g/L工艺条件:pH值l2.5,温度20—30℃,时间1—2h,需不断搅拌,以保持镀层均匀。
陶瓷在进行化学镀铜前还需进行镀前处理。
除油:在70—80℃下,在除油液中浸5min。
除油液配方:Na2C0340g/L、NaOH 80g/L、Na3P0420g/L、 Na2Si037g/L。
粗化:在20℃下,于粗化液中浸7min。
粗化液配方:铬酐180g/L、硫酸(相对密度l.84)1000mL、水400mL。
敏化:在室温下,于敏化液中浸5min。
敏化液配方:SnCl2·2H20 10g、浓盐酸40mL、水l000mL。
烘烤:经清水洗涤,于75℃烘1h。
活化:在AgN03一NH3·H20液中,室温下浸5min。
还原:在HCH0—H20液中,室温下浸5min,最后经清水洗涤后,进行化学镀铜,从而在陶瓷镀件上形成一薄层导电铜膜,为使镀层加厚,还需进行电镀铜。
陶瓷化学镀镍前处理①除油脱脂剂碳酸钠20g/L磷酸钠l0g/LOP乳化剂 2g/L水加至lL工艺条件:温度80℃,时间20~30min。
工艺条件:温度室温,时间2—3min。
③敏化工艺条件:pH>1,温度室温,时间5~10min。
④活化工艺条件:pH值7~8,温度80~85℃,时间3—5min。
陶瓷刀具在进行上述前处理后再进行化学镀镍,能获得镀镍层均匀,与基体结合牢固的镀层。
陶瓷光亮镀镍工艺条件:pH值5.5,温度40℃,时间60min,电流密度2—4A/dm2,阳极镍片卷成筒状。
钝化液工艺条件:时间0.5min,温度为室温。
镀镍后的瓷件用清水冲洗1—2min,再置于钝化液中钝化,即可获得光亮、平整、结合力强、耐磨损的银白色镀层。
陶瓷电镀之五配方l 陶瓷镀前烧渗法处理用银浆氧化银20份硼酸铅1份松香一松节油溶液8份将涂有银浆制品在80一100℃预烘l0~15min。
药芯焊丝牌号对照表
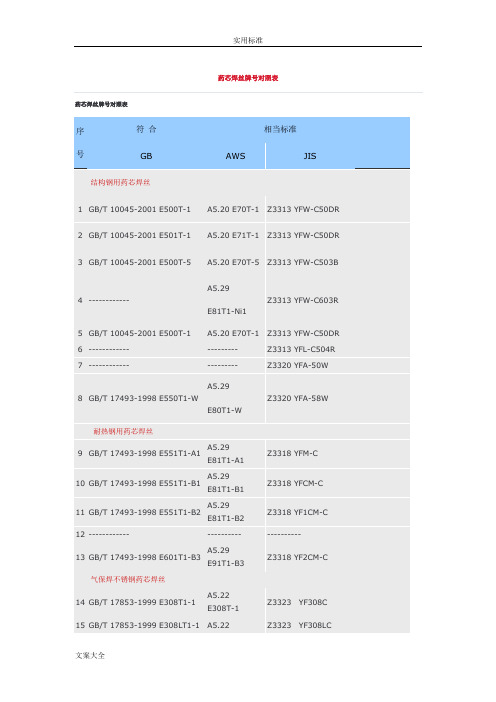
药芯焊丝牌号对照表序号符合相当标准GB AWS JIS 结构钢用药芯焊丝1GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1A5.20 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5A5.20 E70T-5Z3313 YFW-C503B 4------------A5.29E81T1-Ni1Z3313 YFW-C603R5GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W8GB/T 17493-1998 E550T1-WA5.29E80T1-WZ3320 YFA-58W 耐热钢用药芯焊丝9GB/T 17493-1998 E551T1-A1 A5.29E81T1-A1Z3318 YFM-C10GB/T 17493-1998 E551T1-B1A5.29E81T1-B1Z3318 YFCM-C11GB/T 17493-1998 E551T1-B2A5.29E81T1-B2Z3318 YF1CM-C12--------------------------------13GB/T 17493-1998 E601T1-B3 A5.29E91T1-B3Z3318 YF2CM-C气保焊不锈钢药芯焊丝14GB/T 17853-1999 E308T1-1A5.22E308T-1Z3323YF308C15GB/T 17853-1999 E308LT1-1A5.22Z3323YF308LC序中国钢廉日本神户韩国现代号1------------DW-100F------------2GL-YJ502(Q)DW-100SF-713GL-YJ507(Q)------------------------4GL-YJ602(Q)DW-60------------5------------MX-100SF-70MX6GL-YJ502Ni(Q)------------------------7GL-YJ502CrNiCu(Q)DW-50W SF-70W8GL-YJ602CrNiCu(Q)DW-588SF-80W 耐热钢用药芯焊丝9------------------------------------10------------------------------------11GL-YR302(Q)DW-1CMA------------12------------------------------------13GL-YR402(Q)DW-2CMA------------气保焊不锈钢药芯焊丝14GL-YA102(Q)DW-308------------15GL-YA002(Q)DW-308L SW-308L Cored16GL-YA302(Q)DW-309------------17GL-YA062(Q)DW-309L SW-309L Cored18------------------------------------19GL-YA202(Q)DW-316------------20GL-YA022(Q)DW-316L SW-316L Cored21GL-YA132(Q)DW-347SW-347 Cored22------------DW-410Nb------------23------------DW-430Nb------------不锈钢TIG焊用药芯焊丝24------------------------------------25------------------------------------26------------------------------------27------------------------------------28------------------------------------29------------------------------------30------------------------------------31------------------------------------------------ MAG焊用耐磨堆焊药芯焊丝32------------DWH-250------------33GL-YD350(Q)DWH-350------------34 GL-YD450(Q) DWH-450 ------------35 ------------ DWH-600 ------------36 ------------ DWH-800 ------------37 ------------------------------------埋弧焊用耐磨堆焊药芯焊丝38 ------------G-50/USH-250N ------------39 ------------ G-50/USH-350N ------------40 ------------ G-50/USH-450N ------------41 ------------ G-50/USH-500N ------------42 ------------MF-30/USH-600N ------------气保护药芯焊丝使用说明:碳钢药芯焊丝,执行GB/T10045-2001标准;低合金钢药芯焊丝,执行GB/T17493-1998标准;不锈钢药芯焊丝,执行GB/T17853-1999标准药芯焊丝是上世纪70年代逐步发展起来的,由于它效率高、节能、工艺性能好、质量高、综合成本低(只有手工焊条的1/2,埋弧焊丝的1/3,CO2实芯焊丝的90%)、飞溅少,已成为21世纪新一代焊材。
铯钨青铜浆料的稳定剂
铯钨青铜浆料的稳定剂嘿,朋友们!今天咱来聊聊铯钨青铜浆料的稳定剂,这可真是个相当重要的玩意儿啊!你想啊,就好比咱做饭,各种食材得搭配好了,再加上合适的调料,才能做出美味佳肴。
铯钨青铜浆料也是一样,没有稳定剂,那可就容易出乱子啦!稳定剂就像是个神奇的小助手,能让一切都稳稳当当的。
那稳定剂到底有啥用呢?哎呀,这作用可大了去了!它能让铯钨青铜浆料保持稳定的状态呀,就像给它穿上了一层坚固的铠甲,让它在各种环境下都能“安然无恙”。
要是没有稳定剂,那浆料可能就会变得不稳定,出现团聚啦、沉淀啦等等问题,那可就糟糕啦!比如说,稳定剂就像是一个优秀的交通指挥员,能让浆料里的各种成分有序地排列和运动,不会乱成一团。
没有了这个指挥员,那交通不就瘫痪了嘛!稳定剂还能提高浆料的性能呢,让它在实际应用中发挥出更好的效果。
那怎么选择合适的稳定剂呢?这可得好好琢磨琢磨。
就跟咱挑鞋子似的,得合脚才行呀!不同的稳定剂有不同的特点和适用范围,咱得根据具体情况来挑选。
有的稳定剂可能效果特别好,但价格贵呀;有的可能比较实惠,但效果也还不错。
这就得权衡利弊啦,可不能马虎!而且啊,稳定剂的用量也得把握好。
用少了吧,可能起不到足够的作用;用多了吧,说不定还会带来一些副作用呢。
这就跟炒菜放盐似的,放少了没味道,放多了咸得要命!得恰到好处才行。
在实际操作中,可得多做实验,多尝试不同的稳定剂和用量,找到最适合的那个“黄金搭档”。
这可不是一朝一夕就能搞定的事儿,得有耐心,有毅力。
别嫌麻烦呀,这可是为了最后的好结果呢!总之呢,铯钨青铜浆料的稳定剂真的是太重要啦!它能让我们的浆料变得更稳定、更可靠、更出色。
我们可不能小瞧它呀,得好好对待它,就像对待我们的宝贝一样。
让我们一起重视稳定剂,让铯钨青铜浆料发挥出最大的作用吧!难道不是吗?。
焊丝化学镀铜生产技术
焊丝化学镀铜生产技术焊丝化学镀铜生产技术焊丝化学品工艺详解济南泰格化工有限公司2011年12月20日一、焊丝表面镀铜的作用(1)防止焊丝表面生锈;(2)减少摩擦因数,减少对导电嘴的磨损,提高导电嘴的使用寿命;(3)减少导电嘴和焊丝的接触电阻。
镀铜质量对焊接质量也有很大影响:(1)焊丝表面生锈后导致焊缝夹杂物增多致使焊接质量不合格;(2)镀铜层和钢丝结合强度不足导致其在焊接过程中脱落,并与红热焊缝表面时有接触。
由于铜是低熔点金属并有很强的渗透能力,这样就会在焊缝表面形成裂纹,因此,保证焊丝镀铜质量是非常重要的。
镀铜工艺流程:放线→钢丝刷机械破膜→振动沙洗→电解碱洗→水洗→电解酸洗→水洗→化学镀铜→水洗→钝化(选择性添加)-热水洗→烘干→定径抛光→收线。
济南泰格化工有限公司根据CO2气保焊丝在化学镀铜过程中钢丝拉拔附着物状况,镀前酸,碱洗质量,化学镀液成分等情况对焊丝表面铜层附着力、色泽质量方面的影响,从而相应改进了气保焊丝化学镀铜生产线工艺,使镀铜后的焊丝质量符合国家标准(GB/T8100-2008)中的二、焊丝镀铜达到技术质量标准主要特点:1.改进化学镀铜液的成分,从而提高镀铜层的结合力及表面色泽2.改进化学镀铜前处理工艺,选用优质电解脱脂剂,电解酸洗加速剂,保证化学镀铜质量。
3.精整抛光速度达到160-180 m/min。
4.由于加入电解脱脂剂,电解酸洗加速剂,焊丝镀铜添加剂,碱、酸洗液,镀铜液的有效寿命为清洗40吨焊丝以上。
5.镀铜层结合力达到不起鳞、无铜层剥落,铜层厚度≤0.5um。
6.精整抛光后的表面色泽均匀,具有较好的抗腐蚀能力。
三、焊丝镀铜易出现的质量问题目前焊丝镀铜采用化学镀和电镀两种方法。
化学镀成本低、孔隙率小、镀层结合强度低,电镀成本高、孔隙率大、镀层结合强度高。
日本焊丝一般采用电镀,西欧采用化学镀,我国则以化学镀为主,少数厂家采用电镀。
焊丝镀铜易出现的故障1,镀铜层不均匀、结合力差、易掉铜屑2,镀铜层易生锈、保存时间短3,焊丝铜层过薄,表面露铁,或者一半有铜,一半无铜。
焊接焊材的选用

焊接焊材的选用各行业多年来都一直在向自动化、智能化方向发展,京群科技的焊接材料与焊接设备在自动化、智能化的发展方向上齐头并进,已在众多行业应用多年。
图1 GCL-11G+ GFL-70C组合焊用于船厂T排焊接一例表1 京群科技焊接材料在自动化方面的应用列举类别品名标准说明无镀铜焊丝GML-W58AWS ER70S-G适用于工程机械自动化生产线GMR-W1CMAWS ER80S-G用于锅炉膜式壁拼排焊生产线金属粉芯型焊丝GCL-11G+GFL-70CAWS E70C-GC+E70T-1C锌粉底漆板,混合极高速角焊GCR-81Ni1MPAWS E80C-Ni1管道、球罐自动焊用GCR-ENi2-S/GXL-121AWS F8A8-ECNi2-Ni2LPG储罐横焊用GCS-409TiAWS EC409消声器用,耐腐蚀、抗裂性能良好不锈钢实心焊丝GMS-308LSiAWS ER308LSi用于压力容器、化工机械、消音器等GMS-316LSiAWS ER316LSi罐式集装箱焊接GMS-2594AWS ER2594石油化工行业,PRE≥40镍基合金焊丝GMN-C3AWS ERNiCr-3管子内壁堆焊GMN-CM3AWS ERNiCrMo-3异材焊接及表面堆焊环保产品“环保”理念理应深入人心,而作为企业长远发展的方向。
无镀铜产品和金属粉芯型焊丝作为相对于传统焊接材料的“环保产品”,京群公司已研发和市场推广多年,结合自动化设备的应用,在业内也取得了不俗的成绩。
表2 京群科技无镀铜焊丝应用列举行业品名标准说明锅炉GWR-WEA4M1/GXL-125GB F55P2-H08MnMoA550MPa级MnMo系埋弧焊丝压力容器GWR-WENi5/GXL-125AWS F8A6-ENi5-Ni5具有优良的低温冲击韧性船舶GWL-W14H/GXL-101AWS F7A4-EH14490MPa级高强度钢埋弧焊丝钢结构GML-W56AWS ER70S-6大电流焊接时,电弧稳定,焊缝成型美观GWL-WH10Mn2/GXL-101GB F5A4-H10Mn2中、厚板对接焊及船形焊车辆GML-W56QAWS ER70S-6汽车行业自动化焊接GMR-W55QIITB TH550-NQ-Ⅱ耐大气腐蚀性良好,抗裂性佳核电GTR-W2CMAWS ER90S-B3铁水流动性好,拍片合格率高管道GML-W60AWS ER80S-G管道纵缝连续焊接表3 京群科技金属粉芯焊丝应用列举行业品名标准说明海洋工程GCR-EM4-S/GXL-121AWS F11P4-ECM4-M4海洋平台Q690用,焊缝P、S含量低,低温冲击性能优良工程机械GCL-56MAWS E70C-6M电弧柔和稳定,几乎无渣,烟尘量少GCR-110K3MAWS E110C-K3Q690用通讯GCR-81Ni1MAWS E80C-Ni1通讯塔SA-515 Gr65等的焊接车辆GCS-430LNbJIS TS430LNb-MA1消声器用管道GCR-X80AWS E80C-Ni1油气管线X80用压力容器GCR-14HM-S/GXL-121AWS F7P4-ECG-G封头正火/正火+退火用GCR-EA3-S/GXL-121AWS F9P4-ECA3-A3锅炉GCR-EF1M-S/GXL-121AWS F9P0-ECG-G15NiCuMoNb5母材用图2 GCR-EF1M-S/GXL-121在WB36(15NiCuMoNb5)上的应用不锈钢药芯焊丝产品京群科技有不锈钢药芯焊丝全系列产品,并致力于客制化产品的提供上。
国外金属粉型药芯焊丝简介
中国钢研 科技 集 团公 司( 京 市 10 8 ) 北 0 0 1
摘要
喻
萍 尹士科
金属粉型药芯焊丝 以其优 良的焊接工艺性能和高 的焊接效率 , 在国外发达 国家得到 了广泛的应用 。其
归属问题在 国际上并不统一 , WS将其归于实心焊丝标准 中, IO E A 而 S 、 N和 JS将其 归于药 芯焊丝标 准 中, 国在 I 中 20 08年新修订 的低合金钢药 芯焊 丝中 , 将低合金钢用金属粉型药芯焊丝归 于此类 。文 中介绍 了国外知 名焊接材料
焊丝》 用字母 “ 表示金属粉 型药芯焊丝 ; 中, M” 不锈钢 和耐热 钢金 属粉 型药 芯 焊丝 归 于 IO 16 3 20 ( S 7 3- 04 不 锈钢和耐热钢气体保护焊和 自保护焊用药芯焊丝》 中,
也 用字 母 “ 表 示 金 属 粉 型 药 芯 焊 丝 。在 欧 洲 和 1 M” 3
收 稿 日期 : 0 8—1 20 2—1 8
金 属粉 型 , 见 A 5 2— 19 详 WSA .6 97的《 电立 焊用 碳 气 钢 和低合 金钢 焊丝 》 标准 。
IO标准 将金 属 粉 型药 芯 焊 丝 列 入 药 芯 焊 丝标 ቤተ መጻሕፍቲ ባይዱ S
中, 其中碳钢 和低 合金钢金属粉 型药芯焊丝归 于 IO S 162 20 ( 73- 04 碳钢和细晶粒钢气保护和 自保护用药 芯
推广 使用 。
别 为 一 0℃或 一3 C; 2 0o 低合 金 钢用 金属 粉 型药 芯焊 丝 归 类在 A 5 2 _20 《 WSA .8 05 低合 金 钢 用 气 保 护 焊 焊 丝 和 填充丝 》 , 中 型号 为 E×XC一, 后 的字 母 B、 、 其 M D、
Dw-86焊丝在线硼化稳定剂使用说明

Dw-86焊丝在线涂硼硼化稳定剂使用说明烟台电镀技术研究所研究的涂硼工艺,硼化膜连续有利于拉拔质量。
同时硼化槽稳定。
要保证材料表面要有一层均匀的硼砂。
看上去像一层通透的薄膜。
这样才算硼砂上的理想了。
烘干也是不可忽视的。
如果没有烘干或者烘干温度太高都会影响到拉拔.涂硼不会有毛丝出现。
焊丝前处理涂硼硼化工艺硼化工艺硼砂200---300g/L;Dw-86焊丝在线硼化稳定剂10-20g/L硼化温度95±5℃烘干温度110±10℃pH值应保持在9.2~9.5PH调整剂:硼化稳定剂烘干温度为120~150℃,时间为5~15min硼砂处理(borax coating)在盘条(线坯)表面涂覆一层拉拔时作为润滑载体的硼砂,是拉丝前的准备工序之一.为了改善涂层的性能,保证它与基体结合牢固,提高拔后钢丝的防锈能力以及消除硬水带来的沉淀,可在溶液中加入约为硼砂重量5%的硼化稳定剂等添加剂。
硼砂溶液的pH值应保持在9.2~9.5之间。
工作温度为90~95℃,在实际生产中常控制在接近其沸点的温度即95~98℃之间。
溶液温度高有利于对盘条表面的残酸进行充分的中和、增加硼砂在水中的溶解度和均匀度以及提高涂层后盘条的表面温度而易于烘干。
处理时间主要取决于盘条达到溶液温度的时间。
盘条经硼砂处理后要烘干,并需严格控制温度和时间,以保证在硼砂溶液蒸发和烘干结束时能获得润滑性能好和腐蚀性小的5水硼砂涂层。
一般烘干温度为120~150℃,时间为10~15min。
也可在200~280℃之间进行快速烘干。
但烘干温度过高、时间过长、硼砂会大量失水,同时体积膨胀,形成粉末状涂层,于质量不利。
硼砂涂层的缺点是容易发生潮解而丧失良好的涂层性能,故要注意防潮.加入硼化稳定剂后硼化膜性能大幅提高。
Dw系列添加剂汇总

Dw系列添加剂汇总dw-03高光泽氯化钾镀锌光亮剂Dw-010 常温脱脂剂Dw-09 高效镀铬添加剂Dw-012 酸洗促进剂Dw-015镀镍·润湿剂Dw-011三价铬蓝白钝化剂Dw-013镀铬液三价铬处理剂Dw-019冷轧酸洗缓蚀抑制剂Dw-020 常温低泡脱脂剂Dw-20焊丝常温电解低泡脱脂粉Dw-021常温锌系磷化液Dw-022常温铁系磷化液Dw-023中温锌系磷化液Dw-024四合一磷化液Dw-025胶钛表调剂Dw-026铬雾抑制剂Dw-027锌锰镍钙系四元磷化液Dw-028镀铬液除杂树脂Dw-029硅烷表面处理剂Dw-030镍钴铁三元合金代铬添加剂Dw-031中温锰系磷化液Dw-09A快速镀铬走位剂Dw-032高耐磨镀铬添加剂Dw-033化学镀镍铜磷合金Dw-035焊丝镀铜稳定剂Dw-036焊丝镀铜高效钝化防锈剂镀铜焊丝拉丝油Dw-036aDw-036B无镀铜焊丝润滑防锈油Dw-037电解脱脂剂Dw-038磷化膜无铬钝化剂Dw-039无铬铝合金环保钝化剂Dw-040不锈钢酸洗钝化剂Dw-041镍硼合金添加剂Dw-042镍硼合金稳定剂Dw-043高耐磨六价铬黑铬添加剂Dw-045高效拉拔磷化液Dw-046中温锰系黑磷化液dw-47高耐蚀高耐磨黑鉻電鍍Dw-044焊丝镀前中和剂Dw-091化学镀镍液Dw-093镀锡添加剂Dw-088低温锌锰镍系磷化液Dw-86焊丝在线硼化稳定剂DW-2014钛合金酸洗液Dw-2013铝合金无氰沉锌剂Dw2013高硬度高耐磨超微晶钴磷代铬工艺Dw2012高硬度高耐磨镍钴铁代铬工艺DW-2012超微晶钴合金代铬镀层添加剂Dw- 2014焊丝无酸洗环保清洗剂。
高耐磨高耐腐蚀镀硬铬技术

高耐磨高耐腐蚀镀硬铬技术烟台电镀技术研究所2014.3.8目录镀硬铬工艺操作规程。
1 镀硬铬过程中的工艺维护.。
5 代替双层镀铬的高耐蚀镀铬添加剂.。
8超硬耐磨耐腐蚀纳米复合电镀镀铬工艺.。
9不同类型工件储油缸,减震杆,活塞环电镀硬铬的研究.。
15 不含氟镀铬抑雾剂dw-026.。
18DW-032高效镀硬铬添加剂使用指南.。
19dw013镀铬液三价铬处理剂.。
27微裂纹硬铬层的获得?.。
29 油缸轴高耐蚀性镀硬铬工艺.。
30 液压活塞杆高耐蚀镀硬铬工艺操作规程.。
31液压活塞杆镀铬新工艺的研究和开发应用.。
33 液压缸活塞杆高耐蚀镀铬添加剂dw-032.。
34液压缸活塞杆镀铬.。
3538提高活塞杆镀硬铬电镀质量的方法 .。
39 连铸结晶器铜管内腔镀硬铬技术解析.。
42 结晶器铜管高效镀铬添加剂dw-032.。
44 解析液压活塞杆镀铬层的厚度和硬度匹配关系.。
45连铸结晶器铜管内腔镀硬铬新工艺与技术.。
46结晶器铜管镀硬铬故障详解.。
47结晶器铜管镀铬液铁,铜杂质的影响和去除?.。
48结晶器铜管镀铬阳极种类及形状对镀层及通钢量的影响.。
50 结晶器铜管电镀用钛铱钽阳极产品.。
51结晶器铜管镀铬添加剂试验总结.。
52结晶器铜管镀铬的工艺特点.。
53结晶器铜管电镀用钛铱钽阳极产品.。
54 减震器杆镀铬阳极形状及布置.。
55 活塞杆镀铬耐蚀性电镀工艺.。
58 活塞杆电镀无裂纹硬铬层的获得.。
59高速镀硬铬典型工艺流程.。
60高速电镀硬铬镀铬添加剂dw-032.。
62高耐磨结晶器铜管电镀工艺参数的管理.。
63镀硬铬过程中的工艺维护.。
64冷轧工作辊硬镀铬技术研究.。
67国内外液压缸活塞杆镀层的选择依据.。
78 液压缸筒镀铬技术条件.。
84 工程用铬电镀层.。
88镀硬铬工艺操作规程一、工艺介绍镀硬铬是在各种基体表面镀一层较厚的铬镀层,它的厚度一般在20μm以上,利用铬的特性提高零件的硬度、耐磨、耐温和耐蚀等性能。
DW-035焊丝高速镀铜稳定剂的作用及性能特点
DW-035焊丝高速镀铜稳定剂的作用及性能特点
1,镀铜稳定剂的作用
用于二氧化碳气体保护焊丝最佳化学镀铜稳定剂,综合性能高于E-1
能降低铜的消耗,镀层非常均匀致密
提高铜镀层的附着力,拉拔时润滑性更好
降低镀层起皮风险,拉拔过程中镀层不易脱落
减少焊接时的飞溅,稳定剂加入抗氧化稳定盐,镀铜层不易变色,腐蚀
2,性能特点
Dw-035是一种镀铜稳定剂,可以改善铜在钢丝表面的附着力。
本产品有助于镀铜时铜附着在钢丝表面,使得以后的拉拔工序更加顺利。
性能:焊丝高速镀铜稳定剂Dw-035是液体。
加入的浓度为2ml/l.
镀铜的溶液是由浓硫酸与铜盐,抗氧化稳定盐制成,包含硫酸铜,加入镀铜稳定剂可以改善铜的附着力。
3,硫酸亚铁处理:
在线材中每沉淀出1kg的铜就有0.88kg的铁离子溶解在溶液中,当溶液浓度达到160-180g/l时便要更换溶液。
最好采用硫酸铜综合处理机处理。
但只要操作规范一般情况下铁离子不会超标,因为稳定剂里加入络合铁及沉降铁的物质,这是高于E-1的一个明显指标。
DW-035C焊丝高速电解镀铜工艺在气保焊丝中的应用研究

DW-035C焊丝高速电解镀铜工艺在气保焊丝中的应用研究pplication of DW-035C welding wire high-speed electrolytic copper plating process in gas shielded welding wire邓文Deng Wen摘要:添加DW-035C焊丝高速镀铜稳定剂可在钢铁基体通电条件下快速形成电化学沉积的电镀铜层,使基体表面快速形成致密铜层,从而隔绝了酸性镀液与基体的直接接触,使置换反应完全停止,保证镀铜层具有牢固的结合力。
The addition of DW-035C welding wire high-speed copper plating stabilizer can quickly form an electrochemically deposited copper electroplating layer under the condition of electrification of the steel substrate, so that a dense copper layer can be quickly formed on the surface of the substrate, thereby isolating the direct contact between the acid plating solution and the substrate, making the replacement The reaction is completely stopped, ensuring that the copper plating layer has a strong bond.在钢丝上沉积铜的电解工艺,其中钢丝穿过含有铜水溶液的酸性电解槽,铜离子来源于硫酸铜。
直流电流通过至少一个阳极和用作阴极的导线之间的溶液。
焊丝镀铜稳定剂
Dw-035焊丝高速镀铜稳定剂(焊丝镀铜添加剂)
使用说明
(—)简述:
Dw-035焊丝高速镀铜稳定剂是专门为二氧化碳气体保护焊丝,埋弧焊丝镀铜所研发的专业产品,本产品采用进口原料化学合成的高分子化合物,在酸性化学镀铜液中添加少量稳定剂,即可提高镀铜层结合力和光亮度,是镀层紧密、光亮、色泽一致,本品易溶于水、无异味、无毒、无环境污染。
(二)使用方法:
1.化镀槽镀液中Dw-035焊丝稳定剂的添加:
•推荐配方(按质量百分比计算)
电镀级硫酸铜(CuSO4.5H20)80—100克/升
试剂级硫酸(H2SO4)80—100克/升
化镀槽中Dw-035焊丝镀铜稳定剂加入量:
冬天加入为镀液总重量的10ml/l至15ml/l。
夏天温度高时应加入镀液总重量15ml/l至25ml/l。
‚在镀液配制过程中,硫酸铜与硫酸配制稀释后,在倒入称量好的Dw-035焊丝稳定剂,搅拌溶解,在放置6小时以上。
即可使用。
7,生产过程中Dw-035焊丝稳定剂的添加:
当镀液使用一段时间后,若镀层结合力下降或者是镀层颜色发暗。
应及时化验硫酸铜,硫酸含量,并补充至正常值,在添加稳定剂,每吨焊丝成品需消耗硫酸铜6—7公斤,每吨焊丝消耗稳定剂100克左右,每天根据焊丝产量合理添加稳定剂,以保证焊丝镀层质量的稳定性。
(三)注意事项:
1,焊丝半成品进入化镀槽前必须要清洗干净
2,硫酸、硫酸铜原料必须达到化镀质量要求
3,硫酸、硫酸铜浓度应通过化验补充到正常范围内。
4.化镀槽温度建议温度25-35摄氏度左右,化镀效果最佳。
焊丝高速电镀铜 的生产工 艺流程
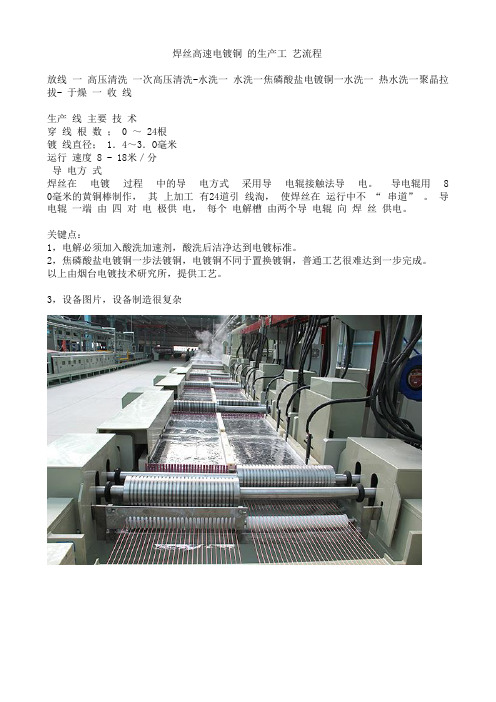
焊丝高速电镀铜 的生产工 艺流程放线 一 高压清洗一次高压清洗-水洗一 水洗一焦磷酸盐电镀铜一水洗一 热水洗一聚晶拉拔- 于燥 一 收 线生产 线 主要 技 术穿 线 根 数 ; 0 ~ 24根镀 线直径; 1.4~3.O毫米运行 速度 8 - 18米/分导 电方 式焊丝在 电镀 过程 中的导 电方式 采用导 电辊接触法导 电。
导电辊用 8 0毫米的黄铜棒制作, 其 上加工 有24道引 线淘, 使焊丝在 运行中不 “ 串道” 。
导 电辊 一端 由 四 对 电 极供 电, 每个 电解槽 由两个导 电辊 向 焊 丝 供电。
关键点:1,电解必须加入酸洗加速剂,酸洗后洁净达到电镀标准。
2,焦磷酸盐电镀铜一步法镀铜,电镀铜不同于置换镀铜,普通工艺很难达到一步完成。
以上由烟台电镀技术研究所,提供工艺。
3,设备图片,设备制造很复杂焊丝焦磷酸盐高速镀铜添加剂附一:DW-035B一.特点1DW-035B为单一添加剂光亮剂,可得到高平整及完美的低电流区镀层。
2光亮度高,可使镀件获得完全的镜面光亮。
3挂镀、滚镀均可适用。
4二.镀液组成及操作条件成份及操作条件镀铜范围镀铜标准焦磷酸铜(g/L)70~90 80焦磷酸钾(g/L)280~350 320三.镀液维护1铜浓度太高或太低时,容易发生烧焦及雾状。
2焦磷酸钾它是焦铜的络合剂,浓度高时覆盖性能佳,但光泽会移到低电位区,浓度低时则相反。
3P比焦磷酸根P2O7和金属铜的重量比(P2O7 /Cu).P比太高时,阳极溶解和导电性较好,但阴极效率会变低且镀层易烧焦。
P比太低时,阳极溶解和走位能力变差,密着性也不良。
4PH 应严格控制在8.5~8.9之间,太高,则将导至镀层烧焦或密着性不良。
太低,则将导至正磷酸根累积过高。
可用聚磷酸及苛性钾去调整PH值。
5氨水应每日补充氨水,它能提升阳极溶解能力。
氨水不足时,镀层有雾状,模糊不清或产生烧焦现象。
氨水太多时,低电区光亮度变差,覆盖力也不良。
10、12阀门用焊接材料标准
企业标准QB/KA09——2009阀门用焊接材料标准2009-09-01发布2009-09-01 实施开封高中压阀门有限公司编制:校对:审核:会签:批准:时间:目次编制说明第一部分:阀门用焊接材料选用标准1 适用范围2 焊接材料的选定和供给3 焊接材料的选定原则4 碳钢、低合金钢焊接材料的选定5 铬钼耐热钢焊接材料的选定6 不锈钢焊接材料的选定7 密封面焊接材料的选定8 焊接方法的选定第二部分:阀门用焊接材料技术标准1 说明2 堆焊焊条,焊丝2.1 堆焊焊条(D577、D507Mo、D547Mo、Stellite No.6 、Stellite No.12、Stellite No.21)4 连接焊用焊条4.1 碳钢焊条(J422、 J427、J426、J506、J507)4.2 钼-铬钼耐热钢焊条(R107、R207、R307、R317、R327、R407、R507、R407B)4.3 铬不锈钢焊条(G207、G217、G307)4.4 铬镍不锈钢焊条(A102、A107、A022、A132、A137、A302、A307、A407)4.5 低温钢焊条(W107)4.6 铸铁焊条(Z308、Z408)5 埋弧自动焊用焊丝,焊剂5.1 焊丝(H08A、H1Cr18Ni9Ti、H13Cr2.25Mo1A。
H11CrMo45A、H08CrMoA)5.2 药芯焊带5.3 焊剂5.3.1 烧结焊剂: SJ6035.3.2 熔炼焊剂:HJ430、HJ260、HJ250附录:焊接材料厂名及代号表编制说明阀门用焊接材料技术标准,包括阀门焊接材料选用标准和我厂使用的焊接材料的具体情况两个部分。
第一部分是为了保证阀门焊接材料选用的正确、合理,统一而制定的,是设计和工艺人员的指导性文件。
第二部分主要结合我厂的生产情况,编入有关阀门密封面手工堆焊用焊条、连接焊焊条;铁基、镍基、钴基等,等离子喷焊用合金粉末;手工钨极氩弧焊用堆焊焊丝、连接焊焊丝、埋弧自动焊用焊丝和焊剂。
DW-77电解无镀铜焊丝活性涂层涂覆剂
DW-77电解活性涂层涂覆剂
DW-77电解活性涂层涂覆剂采用纳米活性剂、纳米级润滑物质,导电盐,覆膜剂为主要材料,实现了在钢线上电解涂覆并赋予导电、润滑、防锈的功能。
采用DW-77电解活性涂层涂覆剂生产的气体保护无镀铜焊丝解决了镀铜焊丝易生锈、掉铜沫、焊接烟尘中有重金属、生产过程环境污染突出的问题,并在焊接工艺性能方面已达到镀铜焊丝的水平,在焊接烟尘、抗锈性能、熔敷金属扩散氢方面要优于镀铜焊丝。
导电嘴磨损接近镀铜焊丝。
成品尺寸钢丝电解涂覆
涂覆剂:白色粉末
电解极板:钛上涂覆铱钽涂层
涂覆剂配比:5%
涂覆温度:50-80°
时间:1-3秒。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DW-035A焊丝高速镀铜稳定剂粉剂
DW-035A焊丝高速镀铜稳定剂是DW-035的又一型号产品,是应用在铁材上进行非电沉积镀铜膜以利于线材拉丝的工艺。
其能使铜离子有序沉积,使铜沉积致密,附着力强,同时其中的络合剂也能有效络合槽液中的过多铁离子,使槽液保持稳定,沉积膜为古铜色,深受用户喜爱。
可用为浸渍或连续通过式生产线。
生成铜膜的膜重为1-20g/m2。
1,工艺配比
配比标准:
化学品名称范围最佳值
硫酸铜五水45-75g/l 60g/l
硫酸(sp g 1.84)80-120 g/l 90g/l
Dw-035 A镀铜剂25 g/l 25 g/l
工作值:
参数范围理想值
温度30-65℃45℃
时间1-30秒3-10秒,
最佳的沉淀依靠最佳的温度。
,
2,补加方法
增加硫酸铜可以使铜的浓度保持不变。
每加入25 KG的硫酸铜必须加入的5KG焊丝高速镀铜稳定剂Dw-035A。
单独添加Dw-035A同样增加硫酸铜含量。
3,杂质硫酸亚铁处理:
在线材中每沉淀出1kg的铜就有0.88kg的铁离子溶解在溶液中,当溶液浓度达到160-180g/l
时便要更换溶液。
最好采用硫酸铜综合处理机处理。
但只要操作规范一般情况下铁离子不会超标,因为稳定剂里加入络合铁及沉降铁的物质,这是高于E-1的一个明显指标。
4,稳定剂的作用
用于二氧化碳气体保护焊丝最佳化学镀铜稳定剂,综合性能高于E-1
能降低铜的消耗,镀层非常均匀致密
提高铜镀层的附着力,拉拔时润滑性更好
降低镀层起皮风险,拉拔过程中镀层不易脱落
减少焊接时的飞溅,稳定剂加入抗氧化稳定盐,镀铜层不易变色,腐蚀
减少处理铁离子的周期,要操作规范一般情况下铁离子不会超标。