酒钢---QJG 003-2013冷轧碳素钢板及钢带
武钢冷轧汽车用钢企业标准汇编.pdf
目 录基础类标准Q/WG(JS)41-2011《冷轧、硅钢产品包装、标志规定》 (1)Q/WG(LZ)10-2008《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》 (13)Q/WG(LZ)01-2009《连续热浸镀钢板和钢带的尺寸、外形、重量及允许偏差》................ .. (21)冷轧产品标准Q/WG(LZ)20-2008《冷成型用冷轧低碳钢板及钢带》 (29)Q/WG(LZ)24-2012《汽车用冷连轧低碳钢板及钢带》 (35)Q/WG(LZ)03-2012《高强度无间隙原子冷连轧钢板及钢带》 (41)Q/WG(LZ)25-2012《高强度烘烤硬化冷连轧钢板及钢带》 (47)Q/WG(LZ)08-2012《高强度低合金冷连轧钢板及钢带》........................................ (53)Q/WG(LZ)27-2012《高强度双相冷连轧钢板及钢带》.............................. .. (59)电镀锌产品标准Q/WG(LZ)26-2012《连续电镀锌钢板和钢带》..................... .. (65)热镀锌产品标准Q/WG(LZ)22-2012《冷成形用低碳钢连续热镀锌钢板和钢带》..................... . (71)Q/WG(LZ)04.1-2012《高强度连续热镀锌钢板及钢带第1部分:高强度无间隙原子钢》 (81)Q/WG(LZ)04.2-2012《高强度连续热镀锌钢板及钢带第2部分:高强度低合金钢》..................... (91)Q/WG(LZ)04.3-2012《高强度连续热镀锌钢板及钢带第3部分:高强度烘烤硬化钢》..................... (101)Q/WG(LZ)04.4-2012《高强度连续热镀锌钢板及钢带第4部分:高强度双相钢》..................... .. (109)冷轧、硅钢产品包装、标志规定1 范围本标准规定了武汉钢铁股份有限公司冷轧、硅钢产品的包装、标志技术条件。
酒钢材质证明书
酒钢材质证明书酒钢材质证明书---日期:2022年10月1日证书编号:2022JKG001---本证明书旨在确认酒钢有限公司生产的钢材产品的材质符合相关国际标准和客户的要求。
本证明书仅适用于所列明的产品,并不适用于其他产品。
产品信息产品名称:钢材产品牌号: JG001规格: 2mm1000mm3000mm产地:酒钢有限公司生产批次: 20221001材质标准本产品的生产材质符合以下标准:1. 国际标准: ASTM A36-192. 化学成分: C(max) 0.25%,Mn(max) 0.80%,P(max)0.040%,S(max) 0.050%,Si(max) 0.40%3. 机械性能:屈服强度(min) 250MPa,抗拉强度(min)400MPa,延伸率(min) 20%检测方法以下是钢材产品的检测方法:1. 化学成分分析:采用湿法化学分析方法,按照ASTME350/E350M标准进行检测。
2. 机械性能测试:采用万能材料试验机进行拉伸测试,按照ASTM A370标准进行检测。
检测结果以下是钢材产品的检测结果:---- 检测项目 ---- 检测数值 ---- 标准要求 --------------------------------------------------------- 化学成分-C ---- 0.18% ---- ≤0.25% -------- 化学成分-Mn ---- 0.60% ---- ≤0.80% -------- 化学成分-P ---- 0.035% ---- ≤0.040% -------- 化学成分-S ---- 0.040% ---- ≤0.050% -------- 化学成分-Si ---- 0.30% ---- ≤0.40% -------- 机械性能-屈服强度 ---- 300MPa ---- ≥250MPa -------- 机械性能-抗拉强度 ---- 450MPa ---- ≥400MPa -------- 机械性能-延伸率 ---- 25% ---- ≥20% ----结论根据以上检测结果,确认酒钢有限公司生产的钢材产品材质符合国际标准ASTM A36-19和客户要求。
中华人民共和国行业标准备案公告2013年第7号(总第163号)--依法备案行业标准342项的公告
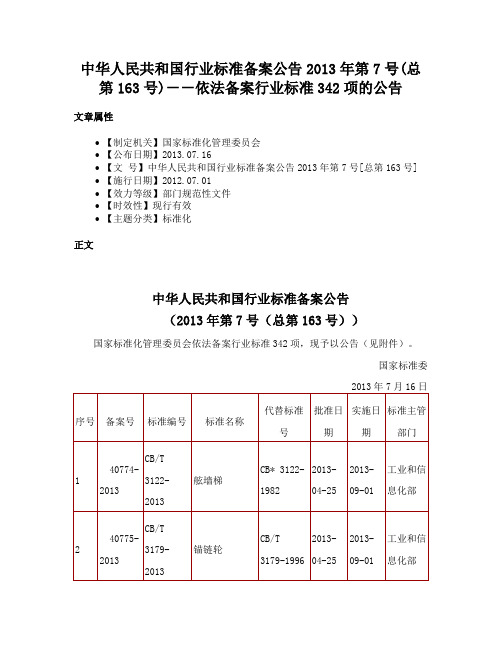
2013-09-01
工业和信息化部
38
40811-2013
CB/T 4226-2013
船用液压联轴器
2013-04-25
2013-09-01
工业和信息化部
39
40812-2013
CB/T 4227-2013
箱柜手孔盖
CB* 283-1984
2013-04-25
2013-09-01
22
40795-2013
CB/T 4179-2013
船舶柴油机高强度螺栓用棒材
2013-04-25
2013-09-01
工业和信息化部
23
40796-2013
CB/T 4206-2013
柴油机排气系统无机纤维隔热套
2013-04-25
2013-09-01
工业和信息化部
24
40797-2013
CB/T 4207-2013
2013-09-01
工业和信息化部
20
40793-2013
CB/T 4177-2013
船舶柴油机排气阀杆用镍铬钨钢锻件
2013-04-25
2013-09-01
工业和信息化部
21
40794-2013
CB/T 4178-2013
船舶柴油机燃油和伺服油共轨管用锻件
2013-04-25
2013-09-01
工业和信息化部
工业和信息化部
61
40834-2013
CB/T 4251-2013
船用柴油机燃油供应系统组合单元
2013-04-25
2013-09-01
工业和信息化部
62
40835-2013
JIS G3131-1996 中文版 热轧低碳钢板、薄板及带材

10.报告书
订货方预先有要求时,生产厂应按 JISG0303 节 8(报告书)的规定写出报告书。
附表 1 引用标准
JISG0303 钢材检验的一般规则 JISG1211 钢及铁中碳含量分析方法 JISG1213 钢及铁中锰含量分析方法 JISG1214 钢及铁中磷含量分析方法 JISG1215 钢及铁中硫含量分析方法 JISG1253 钢及铁的光电发射光谱分析方法 JISG1256 钢及铁的 X 射线荧光分析方法 JISG1257 钢及铁的原子吸收光谱分析方法 JISG1258 钢的感应结合等离子发射光谱分析方法 JISG3193 热轧钢板及钢带的形状、尺寸、重量及其允许偏差 JISZ2201 金属材料拉伸试样 JISZ2204 金属材料弯曲试样 JISZ2241 金属材料拉伸试验方法 JISZ2248 金属材料弯曲试验方法 ISO6892 金属材料拉伸试验 ISO7438 金属材料弯曲试验
8.检验
8.1 检查 检查依据如下规定:
(1) 检查的一般事项依据 JISG0303 的规定。 (2) 化学成分必须符合本标准节 3 的规定。 (3) 力学性能必须符合本标准节 4 的规定。 (4) 形状、尺寸及重量,必须符合本标准节 5 的规定。 (5) 外观必须符合本标准节 6 的规定。 8.2 复验
3. 化学成分
钢板及钢带须进行本标准节 7.1 规定的试验,其熔炼分析值应符合表 2 的规定。
表 2 化学成分
单位:%
牌号
C
Mn
P
S
SPHC
≤0.15
≤0.60
≤0.050
≤0.050
SPHD
≤0.10
≤0.50
≤0.040
≤0.040
SPHE
酒钢钢材质量证明书(新)

425/440 590/600 19.0/21.0
440/435 590/585 24.5/23.5
总数: 13
Ceq(%)
0.45 0.45 0.44
9米定尺
质检员: 周魏蓉
说明:1.本质量证明书加盖“酒钢(集团)有限责任公司质量检验专用章”后方可生效。销售部门 (或代理商)向用户出具本质量证明书复印件时须加盖其公章后方可生效。2.线、棒产品防伪说明: 酒钢高速无扭控冷热轧圆盘条的线材打包线、热轧带肋钢筋表面及产品标志牌上刻印有“JISCO” 标志。3.售后服务邮箱:shfw@
附加说明:
®
厂址: 山西省翼城县
邮编: 043500
售后技术服务及咨询电话:
0937-6713414(兼传真),6711952
酒泉钢铁(集团)有限责任公司
钢材产品质量证明书
产品名称: 热轧带肋钢筋 记录编号: ZLJL06/YG-379共1页 证明书编号: h10120763 合 同 号: 1012301050000
Байду номын сангаас
收货单位:
陕西嘉利隆
总重: 40.547 发货日期: 2010-12-04
执行标准:
GB 1499.2-2007
许可证号: XK 05-001-00068
交货状态: 热轧
车号: 苏G87598
HRB400
炉(批)号 生产日期
规格
件 数
101204141 2010-12-04 ∮25.0mm9m 1 8
∮25.0mm9m 4
重量 t
3.119 24.952 12.476
冷弯 α=180° D=4d 合格
化学成份(%)
C Si Mn P S Nb
酒钢材质证明书
酒钢材质证明书酒钢材质证明书1. 引言本材质证明书旨在确认酒钢所生产的钢材的质量和材质符合相关标准和要求。
本证明书包含了材质检测结果以及相应的方法和标准。
2. 材质检测为了确保酒钢生产的钢材符合质量要求,我们使用了多种检测方法来钢材的材质属性。
以下是我们使用的主要检测方法:2.1 化学成分分析对钢材的化学成分进行准确测定是评估其质量的重要指标之一。
我们通过标准化的化学分析方法来钢材的成分,以保证其符合相关规范。
以下是我们常用的化学成分分析方法:光谱分析法:使用光谱仪对钢材进行分析,确定其元素成分和含量。
燃烧分析法:通过将钢材进行燃烧,测定其燃烧产物中的气体含量,以推导出其化学成分。
经过化学成分分析,我们可以确认酒钢所生产的钢材成分符合标准要求。
2.2 物理性能除了化学成分分析,我们还进行了多个物理性能来评估酒钢钢材的质量。
以下是我们常用的物理性能方法:强度:通过拉伸试验来测定钢材的强度和延伸性能。
硬度:使用硬度计来测定钢材的硬度,以评估其耐磨性和抗变形能力。
金相分析:通过显微镜观察和分析钢材的显微组织结构,以评估其晶粒大小和组织均匀性。
通过物理性能,我们可以确认酒钢所生产的钢材具有良好的强度、硬度和金相性能。
3. 检测标准与结果以下是本次检测的相关标准和结果:-项目-标准要求-实测结果----化学成分分析-%C≤0.15-0.12--%Si≤0.25-0.23--%Mn≤0.60-0.55--%P≤0.035-0.032--%S≤0.040-0.038--强度-屈服强度≥300MPa-315MPa--抗拉强度≥400MPa-425MPa--硬度-HB≤200-190--金相分析-晶粒度≥8级-8级-根据上表中的结果,我们确认酒钢所生产的钢材的化学成分满足相关要求,并具备良好的强度、硬度和金相性能。
4. 结论通过对酒钢所生产的钢材进行材质检测,我们可以得出以下结论:酒钢的钢材符合相关标准的化学成分要求,能满足用户的各种合理需求。
酒钢材质证明书

酒钢材质证明书材质证明书日期:________酒钢材质证明书编号:________鉴于我公司根据贵公司的要求对以下材料进行了测试和检验,我公司认证此材料的材质符合贵公司的要求。
本证明书包含以下章节:________1.材料信息1.1 材料型号/规格:________1.2 材料批次/编号:________1.3 材料生产商:________1.4 材料供应商:________1.5 生产日期:________1.6 样品采集日期:________1.7 样品采集地点:________2.材料测试和检验方法2.1 化学成分分析2.2 机械性能测试2.3 金相分析2.4 腐蚀性能测试2.5 物理性能测试2.6 实验设备和仪器3.材料测试结果3.1 化学成分分析结果3.2 机械性能测试结果3.3 金相分析结果3.4 腐蚀性能测试结果3.5 物理性能测试结果4.材料符合性评定4.1 根据贵公司的要求和国际标准,我公司对材料进行了评定。
4.2 评定结果及依据5.材料证书和标识5.1 材料证书5.2 材料标识6.附件6.1 材料测试报告6.2 化学成分分析报告6.3 机械性能测试报告6.4 金相分析报告6.5 腐蚀性能测试报告6.6 物理性能测试报告附录:________1.术语及解释1.1 法律名词1:________注释11.2 法律名词2:________注释21.3 法律名词3:________注释32.本文档涉及附件本文档相关附件如下:________●附件1:________材料测试报告●附件2:________化学成分分析报告●附件3:________机械性能测试报告●附件4:________金相分析报告●附件5:________腐蚀性能测试报告●附件6:________物理性能测试报告3.本文所涉及的法律名词及注释4.结束语根据以上测试和评定结果,我公司确认此材料的质量符合贵公司的要求。
如有任何问题或需要进一步信息,请随时与我们联系。
酒钢宏兴股份公司炼轧厂钢包、铁包、脱硫枪耐材供货技术规格书

酒钢宏兴股份公司炼轧厂钢包、铁包、脱硫枪耐材供货技术规格书甲方:酒钢宏兴股份公司炼轧厂乙方:本着平等互利的原则,为保证钢包、铁包、脱硫枪耐火材料供货质量、确保甲方生产稳定顺行,经甲乙双方友好协商一致,达成以下协议。
一、供货范围及内容:(一)供货范围:60吨钢包用耐火材料整体承包(纳米隔热反射保温板、永久层浇注料、座砖浇注料、修补料、砌筑填充料、渣线镁碳石专、包底砖预埋砖、包壁工作层砖、渣线与包壁过渡砖、水口座砖、外装透气砖、透气砖座砖、钢包压砖料、砌筑用火泥等)。
(二)60吨钢包熔池部位采用铝镁碳砖,其中包壁石专钢包,包龄不低于81炉,残余厚度大于60mmo渣线砖采用镁碳砖,第一套、第二套、第三套渣线砖包龄不低于27炉,残余厚度大于60mm。
(三)铁水包浇注料及修补料(用于铁水包打结和修补)、整体脱硫喷枪。
二、技术指标要求(一)乙方产品必须满足甲方生产条件和冶炼环境要求。
(二)包装、运输、质量证明书要求L定型耐火材料包装、运输及装箱符合国家标准GB/T16546-1996;不定型耐火材料包装、运输及装箱符合国家标准GB/T15545-1995o2.产品必须做到防潮、防晒、不易破损,易于倒运。
3.产品包装必须有明显标识,标识内容包括产品名称、产品型号、批次编号、数量、生产单位等。
4.运输过程应有防雪、防雨、防潮、防污染等设施。
5.产品在到货后必须附有供货单位或具有检验资质的技术监督检验部门签发的质量证明书,说明该批次产品理化指标满足技术协议要求。
(三)现场技术服务要求乙方需派专职人员做长期现场跟踪其产品使用情况进行质量监督。
不定期派技术专家来现场进行技术交流。
(四)产品技术指标要求L纳米隔热反射保温板1.1纳米隔热反射保温板具有较好隔热性能,使用寿命与钢包永久层同步,450炉内不出现粉化问题,包壳温度<400(。
L2理化指标:2.永久层浇注料2.1永久层浇注料材质为85高铝锐土及以上材质,外观干燥、色泽均匀、临界粒度为IOmIn,无钢纤维及夹杂,不允许使用均化料和回收料。
酒钢双相不锈钢和不锈钢中厚板的发展及应用

S30408
用途 神华集团煤炭处理项目
煤化工项目 板式换热器
天华院干燥器
天华院热交换器
兰石换热器
酒钢不锈钢中厚板应用
食品行业
客户名称
海天集团 西凤酒厂 紫轩葡萄酒 普瑞特机械制造股份有限公司 泰山恒信有限公司
产品类型
06Cr19Ni10 S30408 S30408 S30408 S30408
用途
罐体 储酒罐
秦
空 气 储 罐
山 核 电 站 压
缩
酒钢不锈钢中厚板规划
产量
提升不锈钢中厚板产量,月产7000吨以上
品种 质量
在现有钢种基础之上,增加2507和2101双相不锈钢中 厚板、马氏体中厚板以及钛材中厚板的加工 。大力开 拓核电、医疗、化工、船舶等领域。
重点解决中厚板表面粗糙的问题,计划增加两台中厚板 修磨机.
RCC-M2 RCC-M2
NA RCC-M3 RCC-M3 RCC-M2
NA RCC-M3 RCC-M3 RCC-M2/3
质保等级 QNC QNC QA1 QA1 QNC QA2 QA2 QA2 QNC QA3 QA3 QA2
项目名称/使用部位 200t乏燃料后处理项目 200t乏燃料后处理项目 田湾5、6#机组辅助过滤器壳体 田湾5、6#机组现场预制罐
质量优异
表面质量国内领先 综合性能优良 钢水纯净度好 厚度精度高
酒钢双相不锈钢特色
标准或钢厂
C
2205 ASTM-A240
OUTO KUMPU
酒钢
2507 ASTM-A240
OUTO KUMPU
酒钢
≤0.03
0.017 0.019 ≤0.03 0.019 0.020
2024年01-02月山西阳泉市建筑工程材料信息价

4110
3642.06
螺纹钢
HRB400 22-25mm
t
4110
3642.06
螺纹钢
HRB400 28-32mm
t
4110
3642.06
螺纹钢
HRB400E 10mm 以内
t
4200
3721.81
螺纹钢
HRB400E 12-14mm
t
4150
3677.51
螺纹钢
HRB400E 16-20mm
t
4120
39.89
阻燃板
2440x1220x18mm
㎡
52
46.08
聚酯布
100g/㎡
㎡
2.39
2.12
三、五金制品
电焊条
结422 2.5mm
kg
5.6
4.96
电焊条
结422 3.2mm
kg
5.6
4.96
电焊条
结422 4mm
kg
5.6
4.96
碳结钢焊丝
1.1-3mm
kg
6.98
6.19
埋弧焊剂
焊剂433
kg
2024年01-02月阳泉市建筑工程材料信息价
材料名称
规格
计量单位
含税价
除税价
扁钢
t
4260
3774.98
高延性冷轧带肋钢筋
CRB600H10mm以内
t
4460
3952.21
螺纹钢
HRB400 10mm以内
t
4168
3693.46
螺纹钢
HRB400 12-14mm
t
4150
冷轧产品手册
DC01
280 270-410
28
30
DC03
240 270-370
32
34
DC04
210 270-350
36
38
DC05
180 270-330
38
39
DC06
170 270-330
39
40
32
34
35
36
39
40
40
41
41
42
1、 当屈服强度不明显时采用RP0.2,否则采用ReL。
1.60 ~< 2.50 38 40 42 44 46
≥ 2.50 39 41 43 45
-
180o 弯曲 试验
b≥20mm 弯心直径
d=0
拉伸应变痕 SPCC 无保证期 SPCD 钢带在室温条件下储存,在制造后 3 个月内,保证使用时不出现拉伸应变痕 SPCE 钢带在室温条件下储存,在制造后 6 个月内,保证使用时不出现拉伸应变痕 SPCF 钢带在室温条件下储存,保证使用时不出现拉伸应变痕 SPCG 钢带在室温条件下储存,保证使用时不出现拉伸应变痕
S ≤0.025 ≤0.025 ≤0.020 ≤0.020 ≤0.015
Als ≥0.015 ≥0.015 ≥0.015 ≥0.015 ≥0.015
牌号
SPCC SPCD SPCE SPCF SPCG
屈服强 度Rel (MPa) 不大于
抗拉强 度Rm (MPa) 不小于
-
240
220
270
210
190
可以用Nb代替部分Ti,Nb和Ti的总含量≤0.20%。
酒钢3号高炉炉况调整操作实践

第43卷第2期2021年4月甘㊀肃㊀冶㊀金GANSU㊀METALLURGYVol.43No.2Apr.ꎬ2021文章编号:1672 ̄4461(2021)02 ̄0036 ̄03酒钢3号高炉炉况调整操作实践孙春花ꎬ李㊀通(甘肃酒钢集团宏兴钢铁股份有限公司炼铁厂ꎬ甘肃㊀嘉峪关㊀735100)摘㊀要:酒钢3号高炉对炉况操作㊁调整㊁稳定炉况的经验进行了总结ꎮ通过采取一系列的调整措施ꎬ并通过加强高炉生产管理ꎬ炉况逐步达到开炉以来最好水平ꎮ关键词:高炉ꎻ炉况调整ꎻ生产管理中图分类号:TF543.1㊀㊀㊀㊀㊀文献标识码:AOperationPracticeofConditionAdjustmentofJISCONo.3BFSUNChun ̄huaꎬLITong(GansuJiuSteelGroupHongxingIron&SteelCo.Ltd.IronmakingPlantꎬJiayuguan735100ꎬChina)Abstract:TheexperienceofoperationꎬadjustmentandstabilizationofblastfurnaceconditionforNo.3blastfurnaceofJi ̄uquanIronandSteelCo.issummarized.Byadoptingaseriesofadjustmentmeasuresandstrengtheningtheproductionman ̄agementoftheblastfurnaceꎬthefurnaceconditiongraduallyrecoveredfromtheabnormalconditiontothebestlevelsincetheopeningofthefurnace.KeyWords:blastfurnaceꎻblastfurnaceconditionadjustmentꎻproductionmanagement1㊀引言酒钢3号高炉于2017年3月14日大修改造后送风投产ꎮ炉况运行至2020年2月份ꎬ受新冠肺炎疫情影响ꎬ酒钢炼焦煤库存不足ꎬ焦化厂将结焦时间由22h延长至56hꎮ出焦量减少ꎬ质量下降ꎬ焦炭全部变为湿熄焦ꎮ为弥补焦炭缺口ꎬ高炉大量补充落地不合格焦炭ꎬ3号高炉炉况顺行状况变差ꎬ高炉表现出冶炼强度低㊁炉温不稳定㊁透气性变差㊁滑尺多㊁加减风多ꎬ风量出现回缩ꎮ进而频繁出现难行㊁悬料ꎬ休风堵风口恢复炉况等情况ꎮ这种炉况困扰着高炉的正常操作ꎬ为此通过对炉况波动的原因进行认真分析后ꎬ采取了有针对性的措施ꎬ炉况得到逐步恢复ꎬ各项指标得到了优化ꎬ达到了该代炉役最好水平ꎮ2㊀焦炭质量变化情况疫情前3号高炉使用85%的自产5#6#焦炉焦炭ꎬ2月份受疫情影响ꎬ炼焦煤库存不足ꎬ自产焦产量减少ꎬ高炉配加67%不合格3#4#焦炉焦炭ꎬ两种焦炭主要指标见表1ꎮ表1㊀自产5#6#焦炭㊁不合格3#4#焦炭主要指标/%㊀MtAdST.dVdafCSRCRI自产5#6#焦1.813.011.181.2664.825.2不合格3#4#焦4.214.261.251.4760.330.2㊀㊀⑴受焦炭质量大幅度下降影响ꎬ炉况表现出透气性恶化明显㊁滑尺增多㊁加减风增多ꎬ风量出现回缩ꎬ高炉出现悬料ꎮ⑵制定炉况应对方案时对透气性恶化严重的问题预估不足ꎬ方案中调整批重及负荷力度不够ꎬ未有效改善料柱透气性及料尺工作ꎬ未及时遏制炉况变差的趋势ꎮ3㊀炉内操作参数及指标统计分析2020年1-8月份主要操作参数㊁指标及趋势分别见表2和图1㊁图2ꎮ表2㊀1-8月份3号高炉主要操作参数及指标月份风量/(m3/min)Si/%Co/%风压/MPa硅偏差产量/t利用系数/(t/(m3 d))1月12100.8038.230.2470.181463943.332月11180.9137.780.2260.212372142.953月11181.0537.520.2250.253383822.754月11400.8137.460.2280.313370362.745月11660.8337.820.2350.225408862.936月11730.9237.240.2320.261381282.827月11790.8337.560.2410.283426183.068月12250.8238.580.2500.173489393.51图1㊀风量㊁风压趋势图2㊀焦比㊁利用系数趋势㊀㊀⑴由上表及趋势图可以看出ꎬ高炉在1月份风量㊁风压㊁产量㊁焦比㊁煤比指标基本正常ꎬ而2-7月份急转之下ꎬ到8月份恢复至较好水平ꎮ⑵2-7月份风量回缩明显ꎬ风压整体不高ꎬ崩料73第2期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀孙春花ꎬ等:酒钢3号高炉炉况调整操作实践㊀㊀㊀㊀㊀㊀及悬料次数明显增加ꎬ表面炉内风压波动较大ꎬ气流不稳ꎬ日常崩料频繁ꎮ⑶从2月份炉况开始出现波动ꎬ突出表现在以下几个方面:①炉内出现崩料后ꎬ料尺工作差ꎬ高炉慢风时间长ꎮ②顶温偏高ꎬ料慢ꎬ炉内频繁吹出管道行程ꎮ③炉况不顺ꎬ煤气利用率波动较大ꎬ工作操作困难ꎬ炉温不受控ꎬ波动较大ꎬ这也加剧了炉况的波动及恢复进度ꎮ4㊀炉况的调整措施2-3月份受疫情影响ꎬ焦炭质量劣化ꎬ导致了炉况出现波动ꎮ4月份焦化厂已恢复正常生产ꎬ焦炭质量已恢复至疫情前的水平ꎬ但炉况却得不到恢复ꎬ为此3号高炉进行了认真分析ꎬ采取了针对性的措施ꎬ到8月份炉况得到恢复ꎬ各项指标逐渐好转ꎬ达到了这代炉役的最好水平ꎮ4.1㊀调整上下部装料制度ꎬ开放边缘气流ꎬ稳定中心气流顶温偏高ꎬ料慢ꎬ透气指数偏高主要因煤气流分布不合理ꎬ边缘气流过重ꎬ出现局部过吹ꎬ长期风量偏小造成中心气流加重ꎮ为此3号高炉3月24日上部装料制度由 平台+漏斗 模式ꎬ变为中心加焦模式ꎬ实施后中心加焦后改善了上部块状带的透气性ꎬ使高炉接受风量的能力增加ꎬ但随风量的增加ꎬ中心气流增强导致边缘气流过重ꎬ边缘局部出现管道行程的次数增加ꎬ炉况仍未得到恢复ꎮ4-6月份利用休风机会对下部送风制度进行调整ꎬ将进风面积由0.1274m2逐步扩大至0.1388m2ꎬ风口长度由平均437.7mm缩短至400mmꎬ边缘气流得到疏通ꎬ风量增加后中心气流改善ꎬ为炉况的恢复奠定了基础ꎮ4.2㊀制定料慢㊁顶温高的控制措施⑴正常情况下ꎬ严格按照规定料线放料ꎬ避免因放料不当引起气流波动ꎮ⑵出现低料线时ꎬ控制风量赶料线ꎬ将低料线时间控制在1h内ꎮ⑶因低料线减风控制后ꎬ与炉前做好沟通ꎬ合理控制铁口孔径大小及铁口深度ꎬ避免在减风状态下渣铁不能及时排净ꎮ4.3㊀灌浆封堵煤气通过日产生产现象分析ꎬ考虑炉皮及冷却壁之间有缝隙ꎬ炉皮串煤气ꎬ煤气走 短路 也是造成煤气流不稳定ꎬ料慢顶温高的原因之一ꎮ利用6月11日计划检修机会对炉身㊁大套㊁铁口区域进行灌浆封堵ꎬ封堵后跑煤气现象大幅度降低ꎬ炉况顺行程度也逐步提高ꎮ5㊀加强高炉生产管理通过炉况的调整ꎬ7月份炉况基本稳定下来ꎬ为巩固炉况及避免人为失误对炉况造成影响ꎬ3号高炉在生产管理上进行了完善ꎬ抓基础管理工作ꎬ通过各项管理制度的实施ꎬ严格抓落实ꎬ促进了炉况的稳定ꎮ5.1㊀规范工作操作ꎬ改变操作陋习进入7月份后ꎬ料慢㊁顶温高㊁边缘过吹的现象已得到基本的治理ꎬ但整体炉况仍不太稳定ꎬ炉温波动仍就偏大ꎬ冶炼强度偏低ꎬ这种情况主要受工长操作受前期炉况不顺时的操作思想影响ꎬ思想未及时改变ꎬ操作滞后造成的ꎮ⑴制定炉况操作规定ꎬ针对炉况变化情况每日进行微调ꎬ并监督工长的执行情况ꎬ把握好操作的细节ꎮ对存在的操作问题及时进行纠正ꎬ始终保持操作处于稳定的态势ꎮ⑵严抓交接班管理ꎬ严格控制低炉温跑料的情况ꎬ要求工长给下个班交班时交一个稳定的炉况ꎬ每班作业结束后对本班的炉况操作进行总结ꎬ给接班方提出建议ꎮ⑶扭转工长旧有的保守观念ꎬ总认为3号高炉风压提不上去ꎬ透气性指数先天性偏高ꎬ风压长期控制偏低ꎮ操作上不加风ꎬ不提高风压水平ꎬ过于保守ꎬ反而不利于炉况的顺行及稳定ꎮ⑷建立异常情况的汇报制度ꎬ要求工长对于生产期间出现的异常情况第一时间汇报至作业区ꎬ使作业区随时掌握炉况的情况ꎬ以便采取相应的措施ꎬ避免造成事故ꎮ5.2㊀稳定炉前操作ꎬ促进炉况稳定炉前操作是否稳定是高炉炉况稳定关键性因素ꎬ同时随着高炉的逐步恢复ꎬ产量的上升对炉前提出了更高的要求ꎬ3号高炉在原有的基础上对炉前操作进行了规范和统一ꎬ促进了炉内操作ꎬ提高了炉况的稳定性ꎮ⑴缩短出铁间隔时间ꎬ及时排净渣铁ꎮ随着产量及渣量的提升ꎬ原有的出铁间隔45min已无法及时排净渣铁ꎬ炉内存在憋风现象ꎬ将出铁间隔时间缩短至35minꎬ有效的解决了炉内憋风现象ꎮ⑵稳定铁口工作ꎬ提高炮泥质量ꎮ出渣出铁量的增加ꎬ出铁后期铁口眼 拉大 ꎬ堵口时会发生跑泥的现象ꎬ这严重制约了铁口的正常工作ꎬ作业区汇报炼铁厂后对炮泥进行了调整ꎬ提高了炮泥的强度ꎬ解决了炮泥现象ꎮ㊀㊀⑶为防止各班组对铁口深度弄虚作假ꎬ要求看(下转第42页)使用后170915-119652247175923491520332139正常252752ˑ1.0554.51212.2正常170915-120582448175723481820442121正常242852ˑ1.0554.31212.1正常170915-121382348174523491820402115正常242751ˑ1.05541211.9正常170915-122452448195725481620302145正常223052ˑ1.05551212.1正常170915-123292449163824491620322120正常222951ˑ1.0553.51211.4<0.6170915-124382348184524491820442115正常242953ˑ1.0554.61211.8正常170915-125292449165823481720472145正常262652ˑ1.0554.31212正常170915-126582348184525491820212133正常233952ˑ1.0554.21212.1正常170915-127452548184524491820302144正常252752ˑ1.05541211.9正常170915-128352449173825481620402128正常223052ˑ1.0554.51212.4正常170915-129572448154823481720412145正常233053ˑ1.0554.61212.2正常170915-130462348173725481820422146正常242851ˑ1.0554.81212正常170915-131582547164824481620412148正常253052ˑ1.0554.81212.2正常170915-132652146155923471720402139正常262953ˑ1.05551211.8正常170915-133462448173425461520452138正常252752ˑ1.0554.61211.9正常170915-134582548184521481820492140正常242851ˑ1.0554.41211.8正常170915-135852349195823421520482141正常252852ˑ1.05541212.1正常94.10%5㊀实施后效果高炉时间虚拟模块自动修正布料圈数技术应用后ꎬ从图2可以明显看出ꎬ布料圈数实际值与目标值偏差明显缩小(该图为圈数要求12圈ꎬ15批料的效果对比)ꎮ4号高炉布料精准度由82.4%提高至94.1%ꎬ完成高炉布料精准度92%以上的项目目标ꎮ图2㊀高炉时间虚拟模块自动修正布料圈数程序使用前后ꎬ布料圈数实际值与目标值偏差对比图6㊀结语通过利用时间模块自动控制提高高炉布料准确性攻关与研究ꎬ自动程序确定节流阀开度的调整范围ꎬ达到修正布料圈数的目的ꎬ减少布料圈数的误差次数和频次ꎬ使高炉布料圈数的角度与圈数的对应性更加准确ꎬ布料精准度由82.4%提高到94.1%ꎬ为高炉稳定㊁顺行㊁优质㊁高产创造条件ꎮ参考文献:[1]㊀胡仁云ꎬ钱㊀敏.高炉焦炭质量对高炉冶炼的影响[J].江苏冶金ꎬ2003(06):10 ̄11.[2]㊀王筱留.钢铁冶金学(炼铁部分)[M].北京:冶金工业出版社ꎬ2002:77.收稿日期:2020 ̄09 ̄10作者简介:陈㊀保(1984 ̄)ꎬ男ꎬ甘肃省嘉峪关市人ꎬ工程师ꎬ本科ꎮ从事高炉冶炼技术工作ꎮ(上接第38页)水岗位每次铁开口记录铁口深度ꎬ如实反映铁口的工作状态ꎬ这在另一方面也提高了炉前人员的责任心ꎬ促进了铁口工作的稳定ꎮ6㊀结语⑴通过调整措施及管理措施的实施ꎬ3号高炉炉况逐步得到恢复ꎬ目前高炉利用系数达到3.78t/(m3 d)ꎬ达到了该代炉役的最好水平ꎬ高炉生产步入了良性循环ꎬ但炉况仍有很大进步的空间ꎬ今后还需在气流的稳定上进一步摸索ꎮ⑵采用中心加焦的布料摸索ꎬ对于提高风量水平作用明显ꎬ但风量上升后会造成边缘加重ꎬ炉况调整上需要疏导边缘气流维持两股气流的平衡ꎮ⑶高炉日常管理的作用巨大ꎬ若要保持炉况长期稳定ꎬ日常管理需长抓不懈ꎮ收稿日期:2020 ̄09 ̄07作者简介:孙春花(1990 ̄)ꎬ女ꎬ青海湟中人ꎬ工程师ꎬ本科ꎮ现从事高炉冶炼管理工作ꎮ。
欧洲标准EN10143连续热浸镀层薄钢板、钢带尺寸、外形允许偏差(中文版)

欧洲标准EN10143连续热浸镀层薄钢板、钢带尺⼨、外形允许偏差(中⽂版)连续热浸镀层薄钢板、钢带尺⼨、外形允许偏差EN10143:1993 1范围1.1该欧洲标准规定了连续热浸⾦属涂层扁钢材的尺⼨和外形的偏差(所有宽度或从扁钢产品上分切下来的薄板)厚度≤3.0mm 的⽤于冷成型和结构⽤途的低碳钢钢材。
该厚度是含镀层的最终的交货产品厚度。
1.2该欧洲标准适⽤于所有热浸⾦属涂层的扁钢产品,如:-锌或铁锌合⾦(见EN10142和EN10147);-锌铝合⾦(见EN10215正在起草中);-铝锌合⾦(见EN10214,正在起草中);-硅铝合⾦(见EURONORM 154,正在起草中);-铅合⾦(见EURONORM 153)。
只要在每次业务中没有不同的或附加的技术交货条件在定货时就不⽤再另⾏协商了。
1.3该欧洲标准不适⽤于:-冷轧的或热轧的⽆涂层扁钢材(见EN10131和EN10051);-电镀涂层的宽扁钢产品(见EN10152,举例说明)标准规定的钢材公差。
2参考标准本欧洲标准按⽇期和不按⽇期引⽤了其它的出版物的条款和参考资料。
这些引⽤的参考资料列在⽂本的恰当的地⽅和后⾯列出的刊物中。
对于过时的参考资料后来⼜经修改的,或修改了的任何适⽤于欧洲标准的出版物只能使⽤他们修改后的或修订后的内容。
对于未注明⽇期的参考资料请见援引了这些参考物的最新版本。
EN10020 钢材的定义和钢级别分类EN10079 钢材的定义EN10142 连续热镀锌低碳冷轧钢带和薄板供货技术条件EN10147 连续热浸镀锌结构钢板和钢带的交货条件EN10214 连续热浸镀锌铝(ZA)钢板和钢带的交货条件EN10215连续热浸镀铝锌(AZ)钢板和钢带的交货条件EURONORM 153:19802热浸铅锡(铅合⾦)涂层冷还原碳轧钢扁钢材的商品级和冲压级-交货条件EURONORM 153:19802热浸铝硅涂层轧钢扁钢材的⼀般冲压级-交货条件3定义除了在EN10020和EN10079中规定的定义外,下⾯的定义也可以适⽤于本欧洲标准。
优质碳素结构钢冷轧薄钢板和钢带(GB/T13237--1991)

(1)尺寸规格钢板和钢带的厚度不大于4mm。
其尺寸规格和允许偏差应符合GB/T708《冷轧钢板和钢带》的规定。
(2)牌号和化学成分见表5-24。
表5-24优质碳素结构钢冷轧薄钢板和钢带的牌号和化学成分
注:08A1钢中的含Al量(质量分数)为0.015%~0.065%。
(3)交货状态
(1)钢板和钢带应在热处理(退火、正火、正火后回火)状态下供应,如有特殊要求,经供需双方协议,其热处理方法可在合同中注明。
(2)钢板和钢带应经平整交货。
(4)力学和工艺性能见表5-25、表5-26。
表5-25优质碳素结构钢冷轧薄钢板和钢带的牌号及力学性能
注:1.厚度小于2mm的钢板和钢带,伸长率允许比本表的规定降低l%(绝对值)。
2.正火状态下供应的钢板和钢带,其他要求符合本标准规定时,抗拉强度允许比本表上限的规定提高50MPa。
3.对于25、30、35、40、45、50钢的钢板和钢带,退火呈球状珠光体时,抗拉强度和伸长率的规定参见表5-22注4的内容。
4.拉延级别分为三级:
最深拉延级——z;
深拉延级——S;
普通拉延级——P。
表5-26优质碳素结构冷轧薄钢板和钢带的杯突值
注:最深拉延级全部钢号及深拉延级的15F、15、20、25钢的钢板和钢带,应在冷状态下做180°弯曲试验;厚度不大于2ram的弯至两面接触,大于2mm的垫上厚度相同的垫板。
弯曲处不得有裂纹、裂口和分层。
(5)用途用于汽车、航空工业以及其他部门。
QTN 3013-2013 锅炉压力容器用奥氏体不锈钢按ASME标准订货的内控标准

山西太钢不锈钢股份有限公司企业标准 Q/TN 3013-2013锅炉压力容器用奥氏体不锈钢按ASME标准订货的内控标准2013-04-30发布 2013-05-25实施山西太钢不锈钢股份有限公司制造与质量管理部发布锅炉压力容器用奥氏体不锈钢按ASME订货的内控标准Q/TN 3013-2013 ———————————————————————————————————————1 适用范围本标准适用于按照ASME标准订货并用于锅炉压力容器行业的奥氏体不锈钢内部生产、控制、流通、出厂判定。
本标准规定了奥氏体不锈钢钢卷(板)的尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本标准文件。
GB/T 247 钢板和钢带验收、包装、标志和质量证明书的一般规定ASTM A370 钢制品产品力学试验方法和定义ASTM A751 钢制品化学分析方法、试验操作的术语ASME SA-240/SA-A240M 压力容器和一般用途用铬和铬镍不锈钢钢板、薄板、钢带技术规范ASME SA-480/SA-480M 平轧不锈钢及耐热钢中板、薄板及钢带的一般要求3 钢板、钢卷的尺寸、外形及允许偏差3.1 钢板、钢卷的公称尺寸3.1.1 冷轧卷(板)公称尺寸:(1.5-8mm)×(1000-2000mm)×C(L) mm3.1.2 热轧卷公称尺寸:(3-14mm)×(1000-2000mm)×C mm3.1.3 卷切钢板公称尺寸:(3-14mm)×(1000-2000mm)×L mm3.1.4 热轧厚钢板公称尺寸:(6-60mm)×(1300-3000mm)×(4000-12000mm)3.2 钢板、钢卷的厚度允许偏差3.2.1 钢板、钢卷的厚度允许偏差应符合表1的规定。
酒钢碳钢薄板厂热轧冷轧信息传输优化
酒钢碳钢薄板厂热轧冷轧信息传输优化
纪马力;杨国星;张梁
【期刊名称】《甘肃冶金》
【年(卷),期】2015(037)004
【摘要】通过对热轧冷轧之间钢卷传输信息的重新定义,完善数据库并重新编写源代码程序和信息处理模块程序,实现冷轧热轧钢卷传输信息的具体涵义表达,进而实现材料、检验费用和人工成本的降低以及冷轧产品一次成材料率的提高.
【总页数】3页(P141-142,145)
【作者】纪马力;杨国星;张梁
【作者单位】酒泉钢铁集团公司碳钢薄板厂,甘肃嘉峪关 735100;酒泉钢铁集团公司碳钢薄板厂,甘肃嘉峪关 735100;酒泉钢铁集团公司碳钢薄板厂,甘肃嘉峪关735100
【正文语种】中文
【中图分类】TG334.91
【相关文献】
1.酒钢碳钢薄板厂180t铸造起重机起升机构测量调整方法 [J], 谢金志
2.激光测速仪系统在酒钢碳钢薄板厂冷轧机组的应用 [J], 纪马力;李绍雨
3.酒钢碳钢薄板厂冷轧机组自动打捆机多道打捆技术研究 [J], 纪马力;武虎
4.浅谈酒钢碳钢薄板厂钢铁料消耗的控制 [J], 李静
5.浅谈酒钢碳钢薄板厂设备检修模型与生产组织的合理优化 [J], 张保喜
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本
文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222 钢的成品化学成分允许偏差
GB/T 223 钢铁及合金化学分析方法
GB/T 228.1 金属材料 室温拉伸试验方法
GB/T 230.1 金属洛氏硬度试验方法 第 1 部分:试验方法(A、B、C、D、E、F、G、H、K、N、
表 10
序号 检验项目 取样数量(个) 取样方法
试验 4336、GB/T 20123、 GB/T 20066
GB/T 20126
2
拉伸试验
1/批
GB/T 228.1
3
弯曲试验
1/批
GB/T 2975
GB/T 232
4
表面粗糙度
—
GB/T 2523
8 检验规则 8.1 性能组批
T)标尺
GB/T20123 钢铁 总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)
GB/T 20126 非合金钢 低碳含量的测定 第 2 部分:感应炉(经预加热)内燃烧后红外吸收法
GB/T 232 金属材料 弯曲试验方法
GB/T 2523 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法
GB/T 2975 钢及钢产品 力学性能试验取样位置及试样制备
冷轧碳素钢板及钢带
1. 范围
本标准规定了冷轧碳素钢板及钢带的分类、代号、订货内容、尺寸、外形、重量及允许偏差、
技术要求、试验方法、检验规则、包装、标志及质量证明书等。
本标准适用于甘肃酒钢集团宏兴钢铁股份有限公司生产的厚度为 0.25mm ~ 3.0mm 的冷轧碳素
钢板及钢带(以下简称钢板及钢带)。
2. 规范性引用文件
a) 产品名称(钢板或钢带);
b) 本产品标准号;
c) 牌号;
d) 表面质量级别;
e) 表面结构;
f) 产品规格及尺寸、不平度精度;
g) 带卷尺寸(内径、卷重);
h) 涂油要求;
i) 边缘状态;
j) 包装方式;
k) 产品用途;
l) 其它特殊要求。
4.2 如订货合同中未注明尺寸及不平度精度、钢带内径、表面结构、表面质量级别、边缘状态、涂
6.2.2 钢板及钢带表面通常为涂油状态交货,涂油量可由供需双方协商。所涂油膜应能用碱溶液洗
3
Q/JG 003-2013
掉,供方保证自制造之日起在通常的非裸包包装、运输、装卸及储存条件下六个月不生锈。根据需
方要求,经供需双方协议并在合同中注明,亦可不涂油供货。
注:对于需方要求的不涂油产品,供方应不承担产品锈蚀的风险。订货时,需方应被告知,在
油方式及包装方式,则本标准产品按普通的尺寸及不平度精度、钢卷内径Ф610mm、表面结构为麻面、
涂油方式为轻涂油、FB 级表面质量的轧制边钢带供货,并按供方规定的包装方式包装。
5. 尺寸、外形、重量及允许偏差
钢板及钢带的尺寸、外形、重量及允许偏差应符合 Q/JG 002 的规定,其中 SPCC 的厚度、不平
本标准由甘肃酒钢集团宏兴钢铁股份有限公司提出。 本标准由甘肃酒钢集团宏兴钢铁股份有限公司质量监督处归口。 本标准起草单位:甘肃酒钢集团宏兴钢铁股份有限公司碳钢薄板厂。 本标准主要起草人:郑跃强、张梁。 本标准的附录 A、附录 B 为资料性附录。 本标准于 2013 年首次发布。
1
Q/JG 003-2013
Q/JG 003-2013
表 B.1 本标准与 JIS G 3141-2009 的技术性差异
本标准章条号
技术性差异
原因
国家标准能满足国外标准的要求,国内用户按
2
试验方法引用相应的国家标准
国家标准检查
3
增加表面质量代号
便于生产操作
厚度、宽度、外形尺寸偏差执行 5
“Q/JG 002-2013 ”
根据机组能力
GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)
GB/T 8170 数值修约规定
GB/T 20066 钢和铁 化学成分测定用试样的取样和制样方法
Q/JG 001 冷轧产品的包装、标志及质量证明书
Q/JG 002 冷轧钢板及钢带的尺寸、外形、重量及允许偏差
3. 分类及代号
3.1 钢板及钢带按用途分类如表 1 的规定。
6.7 拉伸应变痕
退火及平整的钢板和钢带拉伸应变痕应满足表 9 规定。
表9
牌号
拉伸应变痕
SPCC
不保证
SPCD
自制造完成之日起 3 个月内使用时不应出现拉伸应变痕
SPCE
自制造完成之日起 6 个月内使用时不应出现拉伸应变痕
7 试验方法 7.1 钢板及钢带的外观质量用肉眼检查。 7.2 钢板及钢带的尺寸、外形应采用合适的测量工具测量检查。 7.3 r 值是在 15%应变时计算得到的,均匀延伸小于 15%时,以均匀延伸结束时的应变计算。n 值是 在 10%~20%应变范围内计算得到的,均匀延伸小于 20%时,应变范围为 10%至均匀延伸结束时的应变。 7.4 每批钢板及钢带的检验项目、取样数量、取样方法及试验方法应符合表 10 的规定。
得有分层。 6.5.2 钢板及钢带的各表面质量级别的特征应符合表 8 的规定。
4
Q/JG 003-2013
级别
代号
表8
特征
较高级的精整表面
表面允许有少量不影响成型性及涂、镀附着力的缺陷,如轻微 FB
的划伤、压痕、麻点、辊印及氧化色等
高级的精整表面
产品两面中较好的一面必须对缺陷进一步限制,无目视明显可 FC
运输、装卸、储存和使用过程中,不涂油产品表面易产生锈蚀及轻微划伤。
6.3 力学性能
6.3.1 退火加平整钢板及钢带的力学性能应符合表 6 的规定。
由于时效的影响,钢板及钢带的力学性能会随着储存时间的延长而变化,建议用户尽早使用。
表6
牌号
屈服
a
强度 Rel
MPa
不大于
抗拉 强度 Rm MPa 不小于
拉伸试验
≤0.45
≤0.030
≤0.025
≥0.015
SPCE
≤0.08
a
根据需要允许添加 Nb 或 Ti。
≤0.40
≤0.025
≤0.020
≥0.015
6.1.2 成品钢板及钢带的化学成分允许偏差应符合 GB/T 222 的规定。
6.2 交货状态
6.2.1 钢板及钢带冷连轧后经热处理(退火)及平整后交货。
6.5
对表面质量具体化
便于操作
6.6
对表面结构具体化
便于操作
6.7
对拉伸应变痕期限做了规定
进一步提高产品质量
附录 A
补充国内外同类牌号对照
便于订货管理
8
b
以下厚度(mm)的断后伸长率 ,% (L0=50mm,b=25mm)
公称厚度 mm
0.25~ 0.3~ 0.4~ 0.6~ 1.0~ 1.6~ ≥2.5
<0.3 <0.4 <0.6 <1.0 <1.6 <2.5
SPCC 280
270
≥28 ≥31 ≥34 ≥36 ≥37 ≥38 ≥39
SPCD 240
面不得出现目视可见裂纹。
6.4.2 对于退火及平整的钢板及钢带,供方如能保证其弯曲性能,可不进行弯曲试验。
热处理制度
代号
表7
a, b.
弯曲试验 (b≥20mm)
弯曲角度
弯心直径 mm
退火+平整
S
180°
0
a
弯曲试验取纵向。
b
仲裁试验时试样宽度取 b=20mm。
6.5 表面质量 6.5.1 钢板及钢带表面不得有裂纹、夹杂、结疤、气泡和折叠等对使用有害的缺陷,钢板和钢带不
度允许偏差应符合 Q/JG 002 中规定的最小屈服强度<260MPa 时的相应规定。
6. 技术要求
6.1 牌号和化学成分
6.1.1 钢的牌号和化学成分(熔炼分析)应符合表 5 的规定。
牌号 C
表5
a
化学成分 %
Mn
P
S
Als
SPCC
≤0.12
≤0.60
≤0.10
≤0.025
≥0.015
SPCD
≤0.10
6
标准号 牌 号
附录 A (资料性附录) 本标准与国内外相关标准牌号对照表
Q/JG 003-2013
表 A.1 相近牌号对照表 Q/JG 003-2013
SPCC SPCD SPCE
JIS G 3141-2009 SPCCT SPCD SPCE
7
附录 B (资料性附录) 本标准与 JIS G 3141-2009 的技术性差异及原因
见的缺陷,另一面应达到 FB 表面的要求
6.5.3 对于钢带,在连续生产过程中,因局部的表面缺陷没有机会去除,因此钢带允许带缺陷交货,
但有缺陷部分不应大于每卷总长度的 6%。
6.6 表面结构
表面结构为麻面(D)时,平均粗糙度 Ra 按 0.6µm<Ra≤1.9µm 控制,表面结构为光亮表面(B)
时,平均粗糙度 Ra 按 Ra≤0.9µm 控制。
3.2 钢板及钢带按表面质量分类如表 2 的规定。
3.3 钢板及钢带按表面结构分类如表 3 的规定。
表1
牌号
用途
SPCC
一般用
SPCD
冲压用
SPCE
深冲压用
表2
级别
代号
较高级的精整表面
FB
高级的精整表面
FC
2
Q/JG 003-2013
表3