检具重复性和再现性报告
量具的重复性和再现性
量具名称: 量具编号: 量具类型:
保持架量具 J-006
日
期:
2007-04-12 杨荣臻
执行人: 带表卡尺
XDIFF= 0.001000
RP= 0.020000 %总变差(TV)
试验次数 K1
2 4.56
3 3.05
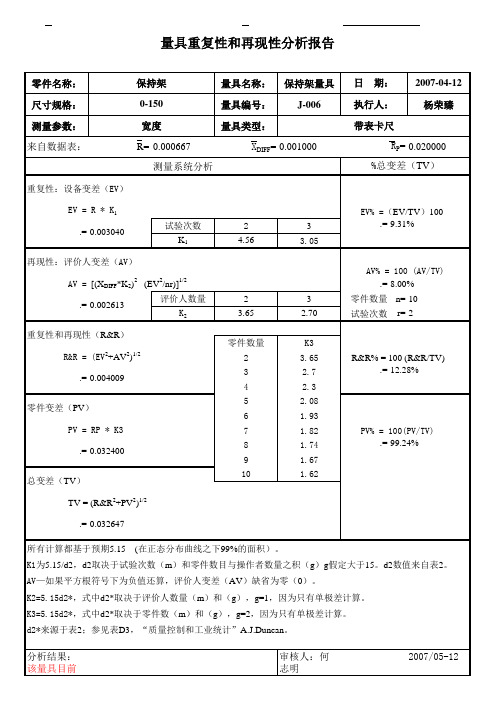
EV% =(EV = 100 (AV/TV) .= 8.00% 2 3.65 零件数量 2 3 4 5 6 7 8 9 10 3 2.70 K3 3.65 2.7 2.3 2.08 1.93 1.82 1.74 1.67 1.62 PV% = 100(PV/TV) .= 99.24% R&R% = 100 (R&R/TV) .= 12.28% 零件数量 n= 10 试验次数 r= 2
量具重复性和再现性分析报告
零件名称: 尺寸规格: 测量参数: 来自数据表: 保持架 0-150 宽度 R= 0.000667 测量系统分析
重复性:设备变差(EV) EV = R * K1 .= 0.003040 再现性:评价人变差(AV) AV = [(XDIFF*K2) - (EV /nr)] .= 0.002613 重复性和再现性(R&R) R&R = (EV +AV ) .= 0.004009 零件变差(PV) PV = RP * K3 .= 0.032400 总变差(TV) TV = (R&R2+PV2)1/2 .= 0.032647 所有计算都基于预期5.15(在正态分布曲线之下99%的面积)。 K1为5.15/d2,d2取决于试验次数(m)和零件数目与操作者数量之积(g)g假定大于15。d2数值来自表2。 AV—如果平方根符号下为负值还算,评价人变差(AV)缺省为零(0)。 K2=5.15d2*,式中d2*取决于评价人数量(m)和(g),g=1,因为只有单极差计算。 K3=5.15d2*,式中d2*取决于零件数(m)和(g),g=2,因为只有单极差计算。 d2*来源于表2;参见表D3,“质量控制和工业统计”A.J.Duncan。
测量仪重复性和再现性分析报告(均值-极差)

上控线
下控线
极差均值
R = 0.0012
X
= 51.0425667
重复性EV=K1*极差均值=
%EV=100*EV/TV=
X
DIFF
* K 2 EV
2Biblioteka 2/ nr
EV AV
2
2
0.00717727
零件变差PV=RP*K3=
0.18882 试验件数 10 K3 1.62
%PV=100*PV/TV=
量具重复性和再现性均值—极差法分析报告
编号:
量具名称 零件名称 评价人A 评价人 测量仪 1M120162A 梁瑛 零件编号 1 2 A 均值 极差A 1 2 B 均值 极差B 1 2 C 均值 极差C 均值ABC XDIFF 3 3 3 50.9910 50.9920 50.9910 50.9913 0.0010 50.9960 50.9980 50.9970 50.9970 0.0020 50.9720 50.9740 50.9740 50.9733 0.0020 50.9872 0.0023 UCLR= 0.00309 0.00366 试验次数 再现性AV= K1 3.05 0.00617 评价人数 3 重复性和再现性R&R= K2 2.70 %R&R=100*R&R/TV= 3.80% %AV=100*AV/TV= 3.27% 3 LCLR= 0 1 51.0210 51.0190 51.0200 51.0200 0.0020 51.0100 51.0100 51.0090 51.0097 0.0010 51.0110 51.0110 51.0100 51.0107 0.0010 51.0134 评价人B 2 51.0700 51.0700 51.0700 51.0700 0.0000 51.0890 51.0880 51.0880 51.0883 0.0010 51.0800 51.0790 51.0780 51.0790 0.0020 51.0791 3 51.0600 51.0600 51.0590 51.0597 0.0010 51.0610 51.0620 51.0610 51.0613 0.0010 51.0610 51.0610 51.0610 51.0610 0.0000 51.0607 4 51.0910 51.0920 51.0920 51.0917 0.0010 51.0800 51.0790 51.0780 51.0790 0.0020 51.0880 51.0900 51.0890 51.0890 0.0020 51.0866 量具编号 零件规格 胡本君 5 51.0710 51.0700 51.0690 51.0700 0.0020 51.0700 51.0700 51.0690 51.0697 0.0010 51.0630 51.0640 51.0630 51.0633 0.0010 51.0677 6 51.0000 51.0020 51.0010 51.0010 0.0020 51.0110 51.0100 51.0110 51.0107 0.0010 51.0000 51.0000 51.0000 51.0000 0.0000 51.0039 0.0012 UCLX= 51.0437943 LCLX= 51.0413391 1.94% 51 评价人C 7 51.0760 51.0770 51.0760 51.0763 0.0010 51.0690 51.0700 51.0690 51.0693 0.0010 51.0750 51.0760 51.0750 51.0753 0.0010 51.0737 8 50.9720 50.9730 50.9710 50.9720 0.0020 50.9680 50.9680 50.9680 50.9680 0.0000 50.9710 50.9690 50.9700 50.9700 0.0020 50.9700 9 是否特殊特性 梁其伟 10 51.0800 51.0790 51.0790 51.0793 0.0010 51.0810 51.0810 51.0820 51.0813 0.0010 51.0890 51.0900 51.0900 51.0897 0.0010 51.0834 是
检具重复性再现性

%AV = 100 [ AV / TV ]
= 100 [ 0.01775 / 0.15334 ] = ######
%GRR = 100 [ GRR / TV ]
= 100 [ 0.03035 / 0.15334 ] = ######
R705-1
量具重复性和再现性报告
零件号和名称: 通道板总成(5492684) 量具名称:塞尺
特 征: 轮廓 BL 尺寸规范: 面轮廓 1.00
量具编号:LG06-1007 测量范围:0-8 mm
日 期:
2004.12
操作者:
陶志良、龚晨奇、 周嘉华
来自数据表: R = 0.0417
X DIFF = 0.0350
零件变差 ( PV )
PV = Rp ´ K3
´ = 0.47778
0.3146
= 0.15031
总变差 ( TV )
TV =
( GRR 2 PV2 )
= ( 0.03035 2 0.15031 2 )
= 0.15334
零件数
2 3 4 5 6 7 8 9 10
K3
0.7071 0.5231 0.4467 0.4030 0.3742 0.3534 0.3375 0.3249 0.3146
RP= 0.4778
数据分析报告者: 李悦生
测量 系 统 分析
重复性——设备变差 ( EV )
EV = R ´ K1
´ = 0.0417
0.5908
= 0.02462
再现性——评价人变差 ( AV )
试验次数 2 3
K1 0.8862
量具重复性和再现性分析报告

6
0.020 0.014 0.000
7
0.000 0.014 0.000
8
0.010 0.014 0.000
9
0.000 0.014 0.000
2
3
4
5
6
7
8
9
10
1
析图)
10
112.3133 112.318 112.307
3
4
5
6
7
8
9
10
112.3133 112.3100 112.3167 112.3067 112.3200 112.3200 112.3000 112.3133
%R&R
=
100 R&R
[ /
TV
= 9.75
%PV
=
100 [ PV / TV ]
= 99.52
1.41(PV/ ndc = R&R)
14.38633 =
注:当实验次数为2次时D4=3.267,A2=1.880;为3次时D4=2.575,A2=1.023;实验次数小于7时,D3 均为0
评价结论: □ %R统是可接受的;
量具可接 □ 10%≤%R&R≤30%,且数据级数ndc大于5,分析原因,参考过程能力并与客户商
受
定;
评价人: □ %R&R>30%,或数据级数ndc小于5时,系统不能接受,必须进行改进。
XXX
日期:
XXX
1
2
112.3100 112.3167
112.318 112.318
112.307 112.307
1
112.31
112.32 112.31 112.31 112.32 112.30 112.32 112.32
GRR再现性和重复性
2024/1/6
8 of 12
3 GRR计算(二)
有3种方法:
➢ 极差法 (Range Method)
➢均值-极差法 (Average and Range Method
➢方差分析法
(ANOVA)
2024/1/6
9 of 12
量测系统的判定
GRR=<10% 量具系统可接受
可接受.可不接受,决定于该量具系
5 of 12
再生性(Reproducibility)
➢ 再生性又称作业者变异,指不同作业者以相同量具量测相同产品 的同一特性时,量测平均值的变异(3同一异)
➢ 在量测的条件有所变化下,重复的量测值之间的变异(操作者,装 夹,位置,环境条件,较长的时间段)
➢ 为外在因素引起的量测系统的变异
主值
检查员 A 检查员 B
内容 一: GRR统计意义 二: GRR基本概念 三: GRR计算方法
2024/1/6
1 of 12
1 GRR统計意义
➢ 测量系统变异概述
实际值
实际产品变异
实际值
测量值
量测系统
量测变异
量检具造成的变异 操作员造成的变异
观察到的产品变异
2024/1/6
2 of 12
测量系统精确度与准确度
准确度:平均值
2024/1/6
4 of 12
重复性(Repeatability)
➢ 重复性又称为量具变异,是指用同一种量具,同一位作业者, 多次量测相同零件的相同特性时的变异(四同)
➢ 在完全相同的量测条件下,多次量测值间的差异
➢ 为量测系统本身产生的差异,随机误差范畴
良好重复性
主值
主值
量具重复性再现性分析报告
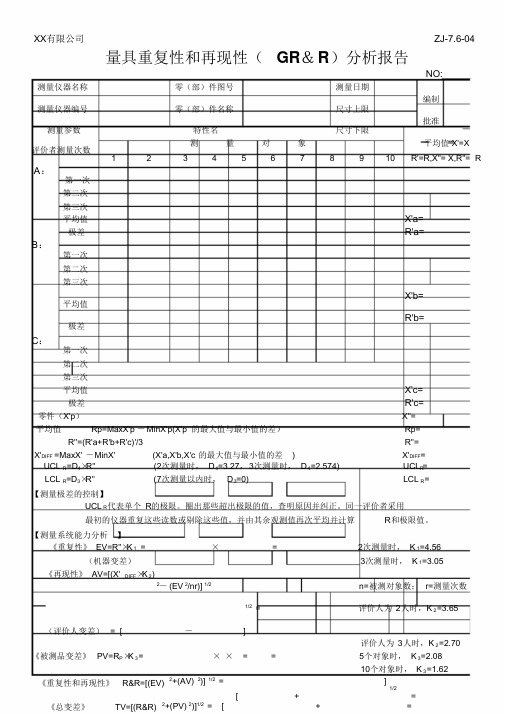
XX有限公司ZJ-7.6-04 量具重复性和再现性(GR&R)分析报告NO:测量仪器名称零(部)件图号测量日期编制测量仪器编号零(部)件名称尺寸上限批准测量参数特性名尺寸下限评价者测量次数A:第一次测量对象平均值X'=X1 2 3 4 5 6 7 8 9 10 R'=R,X''= X,R''= R第二次第三次平均值X'a=极差R'a=B:第一次第二次第三次X'b= 平均值R'b= 极差C:第一次第二次第三次平均值X'c=极差R'c=零件(X'p)X''=平均值Rp=MaxX'p -MinX'p(X'p 的最大值与最小值的差)Rp= R''=(R'a+R'b+R'c)'/3 R''=X'DIFF =MaxX' -MinX' (X'a,X'b,X'c 的最大值与最小值的差) X'DIFF = UCL R=D4×R'' (2次测量时,D4=3.27,3次测量时,D4=2.574) UCL R=LCL R=D3×R'' (7次测量以内时,D3=0) LCL R=【测量极差的控制】UCL R代表单个R的极限。
圈出那些超出极限的值,查明原因并纠正。
同一评价者采用最初的仪器重复这些读数或剔除这些值,并由其余观测值再次平均并计算R和极限值。
【测量系统能力分析】《重复性》EV=R''×K1 = ×= 2次测量时,K1=4.56 (机器变差)3次测量时,K1=3.05 《再现性》AV=[(X' DIFF ×K2)2-(EV 2/nr)] 1/2 n=被测对象数;r=测量次数1/2 = 评价人为2人时,K2=3.65 (评价人变差)= [ -]评价人为3人时,K2=2.70 《被测品变差》PV=R P×K3= ××= = 5个对象时,K3=2.0810个对象时,K3=1.62《重复性和再现性》R&R=[(EV) 2+(AV) 2)] 1/2 = ]1/2[ + = 《总变差》TV=[(R&R) 2+(PV) 2)]1/2 = [ + =①《测量系统评价》%R&R=100×(R&R/TV)= / =②《测量系统评价》%R&R=100 ×(R&R/ 公差)= / = 分析者的判定·分析及总结:6-04 GR&R)分析报告X'=XR''= R被测对象数;r=测量次数。
5-MSA量具重复性和再现性

质量体系要求
13
QUALITY SYSTEM REQUIREMENT 质量体系要求
ISO 9001:2000 - 7.6 监视和测量装置的控制 - 7.6.1 测量系统分析
ISO/TS 16949:2002
PPAP REQUIREMENT PPAP要求
14
AIAG MSA MANIAL AIAG MSA 手册
40
MEASUREMENT PROCESS 测量过程
41
STATISTICAL PROPERTIES OF MEASUREMENT SYSTEMS 测量系统的统计特性
AN IDEAL MEASUREMENT SYSTEM
WOULD PRODUCE ONLY “CORRECT”
MEASUREMENTS EACH TIME IT WAS USED. 理想的测量系统在每次使用时,应只产生“正确” 的测量结果。每次测量结果总应该与一个标准 相一致。
20
GENERAL
STANDARD 标准 l 用于比较的可接受的基准 l 用于接受的准则 l 已知数值,在表明的不确定度界限内, 作为真值被接受 l 基准值 一个标准应该是一个可操作的定义:由供应商或 顾客应用时,在昨天、今天和明天都具有同样的 含义,产生同样的结果。
21
BASIC EQUIPMENT 基本设备
47
由量具设计(分辨率)、固有质量(OEM)、 使用中的维修及仪器和标准的操作条件确定 总是以一个测量单位报告
33
WIDTH VARIATION 宽度变差
l CONSISTENCY 一致性 重复性随时间的变化程度 一个一致的测量过程是考虑到宽度 (变异性)下的统计受控
WIDTH VARIATION 宽度变差
重 复 性 和 再 现 性 分 析 报 告

文件号:零件名称芯片推力量具编号量具名称>100g 量具精度评价人试验次数123456781 A 1180.500110.000260.000130.500100.200100.200110.200120.60022180.200120.200260.200130.800100.300100.300110.200120.50033180.300120.300260.500130.900100.800100.200110.500120.200180.333116.833260.233130.733100.433100.233110.300120.4330.30010.3000.5000.4000.6000.1000.3000.4006 B 1180.500120.400250.900130.700100.900100.500110.800120.40072170.500110.500250.800130.600100.200100.600110.500120.40083150.600110.600300.000130.800100.200100.800110.300120.500167.200113.833267.233130.700100.433100.633110.533120.43329.9009.90049.2000.2000.7000.3000.5000.10011C 1180.900130.000280.000130.800100.500100.500110.600120.300122190.200130.500280.500120.900100.600100.600110.200120.800133180.500140.000280.800130.900100.800100.700110.600120.700183.867133.500280.433127.533100.633100.600110.467120.6009.70010.0000.80010.0000.3000.2000.4000.500177.1333#######269.3000129.6556100.5000100.4889110.4333120.488917R= ( R A +R B +R C ) / 评价人个数 =3.3600+10.1000+ 3.240018X DIFF =[Max(X)ABC ]-[Min(X)ABC ]=139.900-135.55019UCL R =R *D 4= 5.567*2.58020LCL R =R *D 3= 5.567*0.000 姓 名量具重复性和再现性(%R&R )的可接受性准则:A低于10%的误差: 测量系统可接受B10%至30%的误差: 根据应用的重要性。
量具重复性和再现性分析报告

重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10操作P A R T 结果TR IA 12345678910AVG A 1 6.010 6.040 6.000 5.980 5.960 6.030 6.020 6.070 5.925 6.055A 1 6.0092 6.010 6.040 6.000 5.990 5.960 6.030 6.020 6.060 5.925 6.055A 2 6.00936.005 6.030 6.000 5.990 5.950 6.035 6.030 6.070 5.925 6.060A 36.010Av er 6.008 6.037 6.000 5.987 5.957 6.032 6.023 6.067 5.925 6.057X A 6.009Ra ng 0.0050.0100.0000.0100.0100.0050.0100.0100.0000.005R A0.007B 1 6.005 6.030 6.010 5.980 5.960 6.035 6.030 6.070 5.930 6.060B 1 6.0112 6.000 6.030 6.000 5.990 5.960 6.030 6.030 6.070 5.925 6.060B 2 6.0103 6.000 6.035 6.000 5.980 5.960 6.030 6.030 6.060 5.925 6.055B 36.008Av er 6.002 6.032 6.003 5.983 5.960 6.032 6.030 6.067 5.927 6.058X B 6.009Ra ng 0.0050.0050.0100.0100.0000.0050.0000.0100.0050.005R B0.005C 1 6.005 6.050 6.000 5.990 5.960 6.035 6.030 6.080 5.925 6.060C 1 6.0142 6.010 6.050 6.000 5.980 5.970 6.040 6.020 6.080 5.925 6.055C 2 6.0133 6.0106.050 6.010 5.980 5.960 6.040 6.030 6.070 5.930 6.055C 36.014Av er 6.008 6.050 6.003 5.983 5.963 6.038 6.027 6.077 5.927 6.057X C 6.013Ra ng0.0050.0000.0100.0100.0100.0050.0100.0100.0050.005R C0.007PART 6.006 6.0396.0025.984 5.9606.034 6.027 6.070 5.926 6.057R PART =0.144R =R A + R B + R C /0.007+0.005+0.007/3R =0.006X DIFF =[Max (X )ABC ] 6.013- 6.009X DIFF =0.004UCL R =R*D 4 =0.006* 2.580UCL R =0.016LCL R =R*D 3 =0.006*0.000LCL R =0.000UCL X =6.015LCL X =6.006O PENAMENOTE :It has A 罗艳艳todetermin B 于鹏淼Kurtosis data C 李志from the true GOOD UNTIL GAGE ECL/revision CHANGEneed moreFR O M DA TA SH EE T:R =0.006X DIFF =0.004R PART =0.144Me as ur em ent Un it An aly sisBase on PART TO PART VariationUsing TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm 量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation量具重复性和再现性的()的可接受性准则:低于的误差测量系统可接受;的误差应根据应用的重要重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variationRange Chart by appraiser重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation。
重复性及再现性分析报告

0 MA-QA-044-A
零件代号
0
零件名称:
0
特性
0
量具编号:
0
基本尺寸 0
上偏差 下偏差
0 0
单位:mm
量具名称:
0
过程总变差(6σ )
0
量具规格:
0
计算方式
利用公差计算 利用过程变差进行计算 利用研究零件间变差代替 过程变差计算
数据表结论:
R
测量单元分析
X DIFF
RPART = 基于研究总变差的分析
重复性 - 设备变差(EV)
EV = R K 1 EV = ######
次数 K1 2 0.8862
%EV = 100 × [ EV / TV ] %EV = ######
3 0.5908
再现性 - 操作人员变差(AV)
AV = ( XDIFF * K 2 )2 (EV 2 /人n数r)
0
零件名称: 0
操作者
姓名
特性
0
基本尺寸 0
上偏差 下偏差
0 0
过程总变差(6σ )
0
均值图 极差图
上限UCL= 上限UCL=
量具编号: 0
规格:
0
数据表结论
中心CL= #VALUE!
中心CL=
A
0
B
0
C
数据精度 3
下限LCL=
下限LCL=
均值图数据
选项测= 量3 系统分析(MSA)-均值图(Xbar Chart)
0.上07中控心限
下控限 0.065
极差受控否 TRUE
0.06
测量系统重复性与再现性分析MSA
/
3
R=
XDIFF = UCLR = LCLR = 地点
计量室
均值
计
算
以
上
测
量
数
据
表
得
到:
R=
测 量 分 析
重 复 性
量 检 具 变 差 (E
V)
EV = R * K1
EV =
再 现 性 -检 测 者 变 差
(A V)
[ ( XDIFF * K2)2 (EV2 / AV= nr)]
AV=
重 复 性 & 再 现 性 (R & R)
= UCL
(X)ABC]
LCR=LR
R
*
=
R
*
检
验
姓名
A
张顺祖
D4 = D3 =
+
+
-
*
2.580
*
测量时
间(年 14/05/1
0/14:20
B
高继龙
C
宋红艳
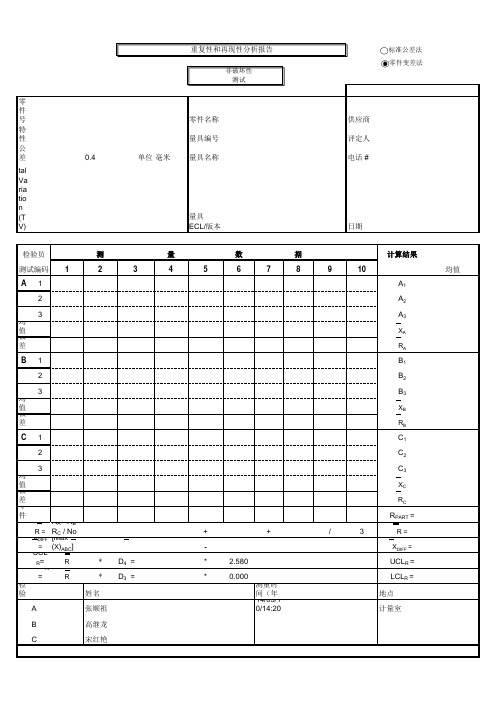
标准公差法 零件变差法
供应商 评定人 电话 #
日期
计算结果
9
10
A1
A2
A3
XA
RA B1
B2
B3
XB RB C1 C2 C3
XC RC RPART =
0.8000
0.7000
0.6000
极差
0.5000
0.4000
0.3000
0.2000
0.1000
0.0000
1
2
3
4
5
6
7
8
9
10
零件
UCLR
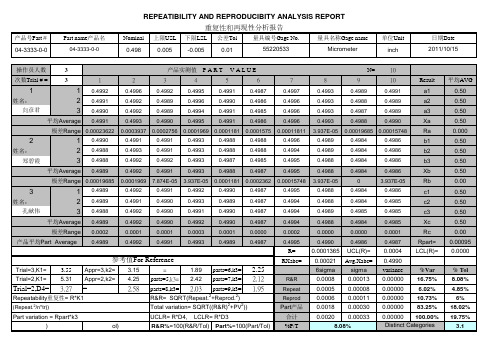
重复性和再现性分析报告_PN3333
1
姓名: 向彦君
1 2 3
平均Average
0.4992 0.4991 0.4990 0.4991
0.4991 0.4990 0.4991 0.4991 0.0001181 0.4988 0.4988 0.4987 0.4988 0.0001181 0.4990 0.4989 0.4990 0.4990 0.0001 0.4989
Reproducibility再现性= Sqrt((RXabc*k2) -(Repeat. /n*tr)) Total variation= SQRT((R&R) +PV ))
Part产品 合计 %P/T
Rept.%=100(Repeat./Tol)Repd.%=100(Reprod./Tol) R&R%=100(R&R/Tol) Part%=100(Part/Tol)
0.4992 0.4989 0.4989 0.4990 0.0002756 0.4991 0.4991 0.4992 0.4991 7.874E-05 0.4991 0.4990 0.4990 0.4990 0.0001 0.4991
VALUE 5 6
0.4987 0.4986 0.4985 0.4986 0.0001575 0.4988 0.4988 0.4985 0.4987 0.0002362 0.4987 0.4987 0.4987 0.4987 0.0000 0.4987
N= 7
0.4997 0.4996 0.4996 0.4996 0.00011811 0.4996 0.4994 0.4995 0.4995 0.00015748 0.4995 0.4994 0.4994 0.4994 0.0002 0.4995
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
#VALUE! #VALUE! #VALUE! #VALUE!
1.76% 0.75% 1.91% 99.98%
B 基于零件变差base on parts variation
基于过程变差base on process variation 基于过程能力Base on process PP
公式A FoCrmula A
A
mean
6.00000 公差:
chart
4.00000
PV
2.732511
TV
1.333333
%EV
3.60%
%AV
1.54%
%R2.R00000
3.92%
%PV
204.94%
S0U.0M00S00Q(nXsd^uc2m/(nmkren-17p133a.97.r91t56)80)49/65r3016 2645.6115329
参数规格 Specification
测量单位 ml/min Unit
Datasheet:
R = 0.081270
产品类型 Description
基件编号 Part NO.
规格上限 Upper limit
8
规格下限
0
Lower Limit
X DIFF = 0.042630
测量人员 OperatorA
测量人员 OperatorB
SUMSQ(sum(1-10part))/kr
2645.5282793
公式B Formula B
n=part k=men r=time
0.SP25oa0ru0tsrce
ANOVADTFable With SOSperator*PaMrtSInteractionF
P
Source
9
1506.36982 167.37442 55565.37869 0.00000
测量人员 OperatorC
过程变差/过程能力 过程能力PP Process Variation(σ /PP)
测试 日期 平Te价st 人数 A试p验pr 次数 T样ria品ls
数
1900/1/0 3 3 10
RP = 8.685667
分析方式Analysis mode 基于零件变差base on parts variation
18
0.05422 0.00301 1.31293 0.21289
Operators
2
0.02903 0.01452 5.90134 0.00392
极差图 Range chart
Repeatability
60
0.13766 0.00229
0.T15o0ta0 l Source
89
1506.59073
13.
3 0.211 0.292 8.79 8.79 0.21 0.141 0.282 0.22 8.27 8.2 35.406 3.540600
14. 均值Mean 0.21000 0.24500 8.81000 8.83000 0.22200 0.17567 0.22167 0.22437 8.23333 8.22333
100.00% 100.00% 323.46%
Total Variation
18.59975 4.31274
100.00% 100.00%
323.46%
XYMLX/QR7023-01-A00
Page:1/3
量具的重复性与再现性报告
报告编号Report NO.
量具名称 Equipment
量具编号 Equipment NO.
6σ
PV TV
2.732511 过程能力PP
#VALUE!
#VALUE!
#VALUE!
#VALUE!
sumSQ(sum(men))/nr sumSQ(all)
1139.1874969 2645.7491884
pp
变差
UCLx
2.732511
PV
2.732511
#VALUቤተ መጻሕፍቲ ባይዱ!
TV
2.733009
LCLx 基于公差base on parts spec
零件均值 Parts Mean
XP
0.213222 0.233000 8.898889 8.876667 0.221000 0.214556 0.215556 0.232011 8.226667 8.245556
RC = 0.081010
X = 3.557712
Total 1.919000 2.097000 80.090000 79.890000 1.989000 1.931000 1.940000 2.088100 74.040000 74.210000 320.1941 RP = 8.685667
3.72% B 1.50%
1.50% A
0.0000Part - To - Part 18.59682 4.31240
99.98% 99.99% 323.43%
Part - To - Part
18.59688 4.31241
99.98% 99.99%
323.43%
Total Variation 18.59974 4.31274
X C = 3.539537
Sum C 0.63 0.735 26.43 26.49 0.666 0.527 0.665 0.6731 24.7 24.67 106.1861
15. 极差Range 0.0730 0.0850 0.1000 0.1200 0.0190 0.0960 0.1260 0.0711 0.0700 0.0500
UCLR = D4R = LCLR = D3R =
0.209270 0.000000
D3
0
0
A2 1.88 1.023
注:当分析结果超出要求后,利用均值极差图分析原因When analysis result is out of spec,need analyse the root cause by mean and range chart 。
8.
3 0.218 0.226 8.96 8.85 0.159 0.265 0.199 0.299 8.2 8.22 35.596 3.559600
9. 均值Mean 0.19433 0.22033 8.94000 8.86000 0.18767 0.24300 0.18667 0.23900 8.20667 8.23667
10.00U0C00Lx
1 3.6409
2 3.6409
3 3.6409
4 3.6409
5 3.6409
6 3.6409
7 3.6409
8 3.6409
9 3.6409
10 3.6409
LCLx
3.4746
3.4746
3.4746
3.4746
3.4746
3.4746
3.4746
3.4746
3.4746
RA = 0.110600
6. B
1 0.182 0.263 8.93 8.85 0.211 0.218 0.218 0.188 8.21 8.23 35.5 3.550000
7.
2 0.183 0.172 8.93 8.88 0.193 0.246 0.143 0.23 8.21 8.26 11.304 3.544700
0.02% 1.24%
Repeatability
0.00246 0.04960
0.01% 1.15%
Reproducibility
0.00040 0.02005
0.00% 0.46%
Operator
0.00040 0.02005
0.00% 0.46%
C UCLR %Tolerance LC4L.0R 1%
X A = 3.582167
Sum A 0.706 0.701 26.84 26.82 0.76 0.675 0.715 0.698 24.72 24.83 107.4650
5. 极差Range 0.043 0.036 0.18 0.18 0.107 0.158 0.059 0.103 0.11 0.13
Repeatability
78
0.19188 0.00246
Total
89
1506.59073
Source
GaugeVRa&rCRoWmipthout SOtpdeervator*%PCaornttrIinbutetiroancti%onTV
Total Gauge R&R
0.00286 0.05350
0.01%
1.11%
3.59%
0.0500
Reproducibility Operator
0.00062 0.00038
0.02496 0.01958
0.00% 0.00%
0.58% 0.45%
1.87% 1.47%
Operators*Part 0.00024 0.01547
0.00%
0.36%
1.16%
3.
3 0.219 0.214 8.92 8.84 0.235 0.229 0.203 0.237 8.23 8.26 35.587 3.558700
4. 均值Mean 0.23533 0.23367 8.94667 8.94000 0.25333 0.22500 0.23833 0.23267 8.24000 8.27667
3.4746
均值图
8.00UL0CC00LLRR
0.2093 0.0000
0.2093 0.0000
0.2093 0.0000
0.2093 0.0000