重复性及再现性分析数据记录表模板
MSA分析实例

计算结果 均值 C1 C2 C3 50.813 50.8135 50.8133 50.8133 0.0011
###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ######
均值(Average) 50.829 50.844 50.812 50.843 50.802 50.796 50.796 50.821 50.801 50.795 极差(Range) 操作者 次数 编号 B 1 2 3 0.001 0.002 0.002 0.001 0.001 零件 1 2 3 4 5 6 7 8 9 10 0 0.002 0.001 0.001 0.001
评价人A极差 评价人B极差 评价人C极差 上控限 中心 下控限
极差受控否 TRUE
50.731
1 2
评价人A
3
评价人B
4
5 零件
评价人C
6
UCL
7
8
(Xbar)bar
9
LCL
10
0.0035
测量系统分析(MSA)-极差图(Range Chart)
0.003 0.0025 0.002
极差
0.002 0.0015 0.001
大于30%: 测量系统需要改善。识别出原因并纠正它们。 BREAKPOINT 在该尺寸测量前,应从FMEA中确定风险顺序数(RPN)的值。将 RPN值填写到右边栏中,计算BREAKPOINT的值,并按照接收准 则作出相应的结论。 = 100 × = RPN × %GR&R
重复性和再现性

图表应该不是显示数据对于评价人或零件关系的图
形。
极差不是对数据的排序。不能像一般控制图趋势分
析来使用,即使画出来的数据点是用线条连接的。
稳定性是以一个点或多个点超出了控制限来确定;
评价人之间或零件之间。稳定性分析要 考虑到实用
性和统计的含义。
整理版ppt
18
极差图可帮助确定:
与重复性有关的统计控制 评价人之间对每个零件的测量过程一致性。
Xc Rc
X RP
R
11
2次测量时D4=3.27, 3次测量时D4=2.58。UCLR代表个别值的 限值。圈出那些超出限值的点,查明原因并采取纠正措施; 让相同的评价人使用相同的量具原来的方法重新读值,或 剔除这些数值并由其余的数值重新平均和计算R,以及控制 限值。
图12:量具重复性和再现性数据收集表
3)对量具进行校准,如果这是正常测量系统程序
中的一部分的话。让评价人A以随机顺序测量
n个零件,并将结果整理记版p录pt 在第1行。
8
4)让评价人B和C依次测量这些一亲的n个零件, 不要让他们知道别人的读值;然后将结果分别 的记录在第6行和第11行。
5)用不同的随机测量顺序重复以上循环,并将数 据记录在第2、7和12行;注意将数据记录在适 当的栏位中,例如:如果首先被测量的是零件 7,然后将数据记录在标有零件7的栏位中。如 果需要进行三次测量,则重复以上循环,并将 数据记录在第3、8和13行中。
整理版ppt
12
结果分析——图示法
使用图表工具是很重要的,使用哪种特定的 图示取决于用于收集数据的实验设计。在进 行其它的统计分析之前,应该使用图表工具 对数据进行系统地筛选,从而找出变差的明 显的特殊原因。
MSA分析报告模板

量具重复性与再现性数据表
日期: 2023/6/5仪器:64#分光机测试项目:Y值QP-027-1 A/0
制表人:审核:
量具重复性和再现性報告
制表人:审核:
量具重复性与再现性数据表
日期: 2023/6/5仪器:64#分光机测试项目:X值QP-027-1 A/0
制表人:审核:
量具重复性和再现性報告
制表人:审核:
量具重复性与再现性数据表
日期: 2023/6/5仪器:64#分光机测试项目:VF QP-027-1 A/0
制表人:审核:
量具重复性和再现性報告
制表人:审核:
量具重复性与再现性数据表
日期: 2023/6/5仪器:64#分光机测试项目:Flux QP-027-1 A/0
制表人:审核:
量具重复性和再现性報告
制表人:审核:。
重复再现性研究表格中文版可接受11
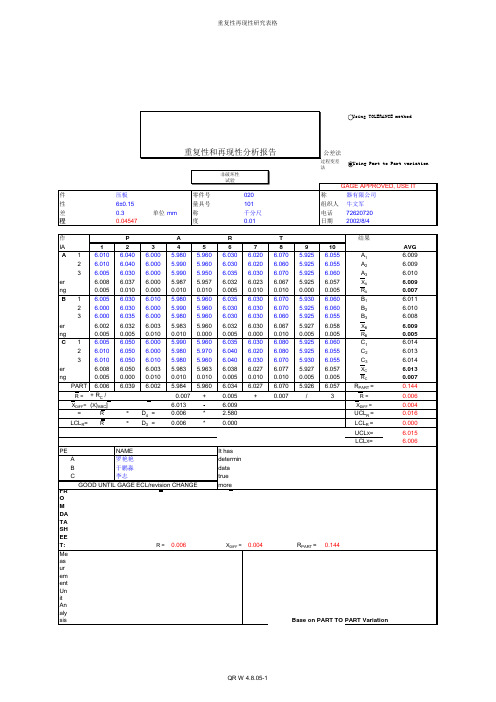
重复性和再现性分析报告公差法Using TOLERANCE method过程变差法6.xls]01 PSW'!H54GAGE APPROVED, USE IT'[131809356.xls'[131809356.xls]01'[131809356.xls]01'[1318093零件名称压板零件号CL3202020单位名称上海闰丰电器有限公司特性6±0.15量具号LQT-101组织人牛文军公差0.3单位mm量具名称千分尺电话023-********过程变差 (TV)0.04547量具精度0.01日期2002-8-4操作员P A R T结果TRIAL #12345678910AVGA1 6.010 6.040 6.000 5.980 5.960 6.030 6.020 6.070 5.925 6.055A1 6.0092 6.010 6.040 6.000 5.990 5.960 6.030 6.020 6.060 5.925 6.055A2 6.0093 6.005 6.030 6.000 5.990 5.950 6.035 6.030 6.070 5.925 6.060A3 6.010 Average 6.008 6.037 6.000 5.987 5.957 6.032 6.023 6.067 5.925 6.057X A 6.009 Range0.0050.0100.0000.0100.0100.0050.0100.0100.0000.005R A0.007B1 6.005 6.030 6.010 5.980 5.960 6.035 6.030 6.070 5.930 6.060B1 6.0112 6.000 6.030 6.000 5.990 5.960 6.030 6.030 6.070 5.925 6.060B2 6.0103 6.000 6.035 6.000 5.980 5.960 6.030 6.030 6.060 5.925 6.055B3 6.008 Average 6.002 6.032 6.003 5.983 5.960 6.032 6.030 6.067 5.927 6.058X B 6.009 Range0.0050.0050.0100.0100.0000.0050.0000.0100.0050.005R B0.005C1 6.005 6.050 6.000 5.990 5.960 6.035 6.030 6.080 5.925 6.060C1 6.0142 6.010 6.050 6.000 5.980 5.970 6.040 6.020 6.080 5.925 6.055C2 6.0133 6.010 6.050 6.010 5.980 5.960 6.040 6.030 6.070 5.930 6.055C3 6.014 Average 6.008 6.050 6.003 5.983 5.963 6.038 6.027 6.077 5.927 6.057X C 6.013 Range0.0050.0000.0100.0100.0100.0050.0100.0100.0050.005R C0.007 PART 6.006 6.039 6.002 5.984 5.960 6.034 6.027 6.070 5.926 6.057R PART =0.144 R =R A+ R B + R C / No of operators =0.007+0.005+0.007/3R =0.006 X DIFF=[Max (X)ABC] - [Min (X)ABC] =6.013- 6.009X DIFF =0.004 UCL R=R*D4 =0.006* 2.580UCL R =0.016 LCL R=R*D3 =0.006*0.000LCL R =0.000UCL X= 6.015LCL X= 6.006 OPERATOR NAME NOTE: It has been statistically proven that the Tolerance Method is better A罗艳艳to determine measurement equipment reliability. Even with negativeB于鹏淼Kurtosis data sets, the recorded measurements will be less than 1% away C李志from the true value if GR&R is below 30%. Contact Quality Group if you GOOD UNTIL GAGE ECL/revision CHANGE need more information.FROM DATA SHEET:R =0.006X DIFF =0.004R PART =0.144Measurement Unit Analysis Base on PART TO PART VariationRepeatibility - Equipment Variation (EV)设备变差(重复性)EV =R * K1% EV = 100[EV/TV]EV =0.004Trials K1% EV =8.2330.59Reproducibility - Appraiser Variation (AV)人员变差(再现性)AV= [ ( X DIFF * K2)2 - (EV2 / nr)](n parts, r trials)% AV = 100[AV/TV]AV=0.002Oper K2% AV = 4.5530.52Repeatibility & Reproducibility (R & R)重复性和再现性% R&R = 100[R&R/TV]R&R= (EV2 + AV2)% R&R =9.40R&R=0.004Part Variation (PV)零件间PV=R PART * K3Parts K3% PV = 100[PV/TV]PV=0.045100.31% PV =99.56Total Variation (TV)总变差VARIATION ndcTV= (R&R2 + PV2)#REF!ndc≥15TV=0.045注:1. 2次试验时,极差上控制限为3.27*R均值的均值;3次试验时,极差上控制限为2.58*R均值的均值,不大于7次试验时,无极差下控制限。
计量型测试系统的重复性和再现性分析

QA Manager QA 经理
起草人:
Weirong Xie
Originator: 谢卫容
版本: B
Rev:
编号: DOC No.: 页码: Page:
OI-A014-001-009 4of 13
QA:负责建立 GRR 分析的方法。 QA is responsible to build GRR analyzing method.
6. 培训与资格 Training and Qualification 相关工程师和操作员工必须经过 GRR 相关知识的培训。 Relevant engineers and operators should participate training of GRR.
7. 流程示意图 Work Flow
选择测试的样本 Choose testing sample 样本数量:建议为 15pcs(样本难收集时,至少>=10pcs)。 Propose to select 15pcs samples for analysis, at least 10pcs samples when samples are difficult to get. 样本来源:分析的样本要求都是正常生产出的合格的产品,能代表生产过程的能力。 All analyzed samples should be sampling from products produced from normal production and can represent process capability.
4. 术语和定义 Terms and Definitions 1) GRR(Gage repeatability and reproducibility):测量系统的重复性和再现性。 2) MSA(Measurement System Analysis):测量系统分析。 3) 重复性:同一个操作者用同样的测量仪器对同一个样品某个特性进行重复测试时,测试结果 的差异。 Repeatability is the difference among measured values that are obtained by one appraiser to measure a character of a same part for several times. 4) 再现性:不同的操作者用同样的测量仪器在测量同一个样本的同一特征值的差异程度 Reproducibility is the difference among measured values that are obtained by different appraisers to measure a character of a same part. 5) 测量系统误差:测试过程中各种因素引起的测试误差的总和。 Measurement System Error is the sum of all kinds of error caused by any factors. 6) 变差:特性之间的离散程度,本程序中涉及以下部分。 Variation is deviation degree of a characteristic. Generally it’s denoted by sigma. This procedure involves below type variations. EV(Equipment Variation):测试设备本身的测试误差; AV(Appraiser Variation):不同评价人带来的测试误差; PV(Part variation):产品之间的差异; GRR(Gage repeatability and reproducibility):测试设备本身的测试误差和不同评价人的 测试误差的和。 TV(Total Variation):总变差,由测量系统变差和被测量对象的变差组成,包括零件变差、 评价人变差、零件与评价人之间的交互作用变差、设备变差等。 7) 测量系统分析的指标 %EV:测试设备本身的测试误差占总变差(或产品公差)的比例。 %AV:不同评价人的测试差异占总变差(或产品公差)的比例。 %R&R:测试设备本身的测试误差与不同评价人的测试差异的和占总变差(或产品公差) 的比例。 %PV:产品差异占总变差(或产品公差)的比例。 %Contribution:变差贡献率,反映各个变差与总变差的比例,这里变差都用 Sigma 的 平方表示。 NDC (Number of Distinct Categories):差别类数目,反映设备变差与产品变差的关系。
测量重复性再现性分析表

`R K1 EV `Xdiff K2 0.0000 AV 0.000 0.000 EV nr 0.0000
Rp K3 PV 0.000
0
2 3 4 5 6 7 8 9 10
公式:%PV=[PV/TV]*100% %PV= #DIV/0!
=1.41[PV/GRR] ndc= #DIV/0!
测量重复性和再现性(R&R)的可接受性准则是: 1.低于10%的误差:优秀(Excellent),测量系统优秀; 2.10-30%的误差:可接受(Acceptable),根据应用的重要性,量具成本,维修的费用等可能是可以接受的; 3.大于30%的误差:测量系统需要改进,进行各种努力发现问题并改正。 4.Ndc必须大于或等于5.
K2
0.7071 0.5231
AV= 重复性&再现性(GRR)
3
公式:%R&R=[GRR/TV]*100% 公式: GRR= GRR= 零件变异(PV) 公式: PV=RP*K3 PV= 全变异(TV) 公式: TV= TV=
分析结论:
EV 2 AV 2
零件数
%R&R= #DIV/0!
K3
0.7071 0.5231 0.4467 0.4030 0.3742 0.3534 0.3375 0.3249 0.3146
测量重复性再现性(GR&R)报告
零件名称 0 测量特性 0 量具名称 0 量具精度 0 由数据表得: `R = #DIV/0! 测量系统分析 重复性--设备变异(EV) 公式: EV=`R*K1 EV= 再现性--测量者变异(AV)
2 (Xdiffk2) (EV2 /nr) 公式: AV= 测量人数 (n=零件数 r=测量次数)
MSA分析表格实用
AV = 0.0004
3 0.5908
人数 K2 2 0.7071
%AV
=
100 × [ AV /
%AV = 2.6%
重复性 和再现
R&R
R&R= =
0.0008
零件间 变差
PV
=
RPART × K3
PV = 0.0149
3 0.5231
说明:
双性可 接受
%R&R 100 × [
%R&R= =
0.003
0.0025
0.002
0.0015
0.001
0.0005
0
1
2
3
4
5
6
7
8
9
10
零件
评价人A
评价人B
评价人C
UCL
Rbar
LCL
制图/日 期:
审核/日 期:____
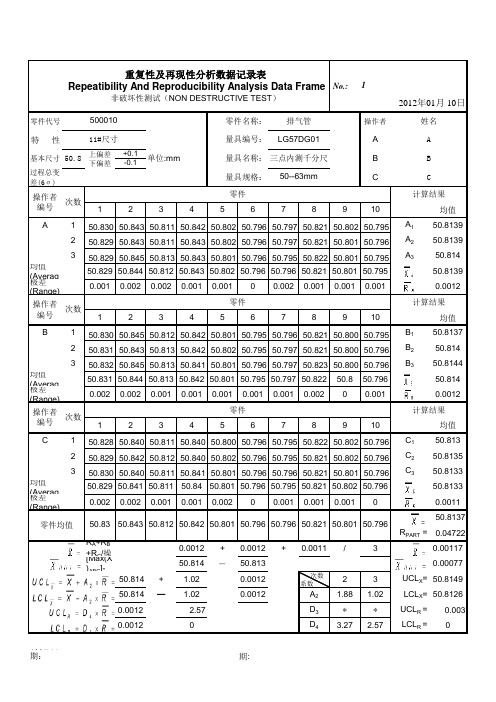
非破坏性测试(NON DESTRUCTIVE TEST)
No.: 2
0
2012年01月 10日
零件代号
500010
零件名称:
排气管
计算方式
特性
11#尺寸
基本尺 寸
50.8
过程总变
差(6σ) 数据表
结论:
重复性
上偏差 +0.1 下偏差 -0.1
0
单位:mm
0.0012 测量单元分析
- 设备 EV =
EV = 0.0007
2 50.829 50.843 50.811 50.843 50.802 50.796 50.797 50.821 50.801 50.796
3 50.829 50.845 50.813 50.843 50.801 50.796 50.795 50.822 50.801 50.795
MSA五性分析

0.1 0
1
2
评价人A
3
4
评价人B
5
6
7
UCL
8
(Xbar)bar
9
LCL
10
零件
评价人C
1 0.9
0.8
测量系统分析(MSA)-极差图(Range Chart)
0.7 0.6 极差 0.5 0.4
0.3
0.2 0.1 0 1 2
评价人A
3
4
评价人B
5 零件
评价人C
6
7
UCL
8
Rbar
9
10
LCL
第3页,共3页
零件代号
No.:
年 月 日
0 0 0 0
操作者
0 0 0
上偏差 下偏差 0 0
零件名称: 量具编号:
姓名 0 0
特
性
A B C 数据精度
基本尺寸
单位:mm
量具名称: 量具规格:
Hale Waihona Puke 过程总变差(6σ )0
数据表结论 均值图 极差图
均值图数据 1
上限UCL= 上限UCL=
中心CL= #VALUE! 中心CL= 测量系统分析(MSA)-均值图(Xbar Chart) 选项= 3
XA
RA
计算结果 均值 B1 B2 B3
XB
RB
计算结果 均值 C1 C2 C3
XC
RC
X
RPART = + - × ×
次数 系数
R RA+RB+RC/操作者数量 =
+
/
R
X DIFF
[Max(X)ABC]-[Min(X)ABC]= + — × × 0
重复性和再现性分析样表

零件变差 ( PV ) PV= = = Rp 0.040 0.016
总变差 ( TV ) TV= SQRT ( R&R x R&R + PV x PV ) = = SQRT( 0.0000 0.016 +
结果分析: 装配高安全系数=10%因%GRR=<10%且该测量系统对过程进行划分的区别分 类数(ndc)≥5,所以该测量系统重复性和再现性变差满足要求。
100 [ AV / TV ] 0.000 2.1 / % r = 试验次数 0.016 ]
n = 零件数量
重复性和再现性 ( R&R ) R&R= SQRT ( EV x EV + AV x AV ) = = SQRT( 0.0000 0.002 + 0.0000 ) 零件数量 2 3 4 X X K3 0.4030 5 6 7 8 9 0.000 ) 10 K3 0.707 0.523 0.447 0.403 0.374 0.353 0.338 0.325 0.315 ndc= =1.41[ = 1.41 [ PV / GRR ] 0.016 9.52 / 0.002 ] %PV= =100[ = 100[ PV / TV ] 0.016 98.9 / % 0.016 ] %GRR= =100[ = 100 [ R&R / TV ] 0.002 14.6 / % 0.016 ]
分析:
审核:
编
号: 共
0 页第 页
期: 2014年8月16日
操作者:
Rp= 0.040 % 总 变 差 ( TV ) 100 [ EV / TV ] 0.002 14.5 / % 0.016 ]
重复性-评价人变差 ( AV ) AV= SQRT[( Xdiff x K2 )2 - ( EV x EV / n r )] = = SQRT[ 0.0000 0.000 0.0000
测量系统分析MSA重复性和再现性报告范本(全公式未加密)

Specification : 规格:
光轴(Y轴): 235~243
Measurement Gauge: 测量仪器:
自动性能检查治具
Number of Gauge: 仪器编号:
ZHCZ-000106
Inspecto r
测量者
Trials NO. 测量次数
1
2
3
4
parts 零件
5
6
7
8
9
10
Average 平均值
3
240.72 240.87 239.26 237.65 240.83 236.87 240.66 239.50 239.92 241.08
239.631
X
240.699 240.892 239.285 237.605 240.909 236.865 240.580 239.191 239.843 241.160 Xa = 239.703
239.680
X
240.680 240.759 239.311 237.563 240.778 236.741 240.459 239.383 239.734 241.099 Xc = 239.651
Rc
0.165
0.331
0.337
0.079
0.085
0.261
0.026
0.131
0.089
0.079 Rc = 0.158
1
240.66 240.91 239.40 237.64 240.90 236.98 240.61 239.46 239.75 241.12
239.742
高稳
2
240.72 240.89 239.19 237.53 241.00 236.75 240.47 238.62 239.86 241.28
量具重复性和再现性数据表

APPRAISER/TRIAL # 評价人/試驗#
量具重复性和再現性數据表 Product/产品
AVER AGE
1
2
3
4
5
6
7
8
9
10 平均值
1. A
1
2.
2
3.
3
4. Average /平均值
Xa=
.=
3
3.05
%AV
=100[ .=
Apprai
sers\評 K1
.=
2 3.65
3 2.70
n=nu mr=bneur
mber %R&
R=[R .=
parts K3
.=
零件
2 3.65 3 2.7
%PV =100[
.=
4 2.3
.=
5 2.08
6 1.93 R*K1
7 1.82
8 1.74
9 1.67
5. Range /均差
Ra=
6. B
1
7.
2
8.
3
9. Average \平均值
Xb=
10. Range \均差
Rb=
11.C 周鋒華 1
12.
2
13.
3
14. Average \平均值
15. Range \均差
16.Part Average\零件平
均17值. ([XRpa)=
0.005]+[Rb=0.005]+[ 18.[MaxX= 2.566]-
10 1.62
QR112-
重复性和 再现性(GR&R )分析表单
原因分析
審核:
制作:張超
表單編號:KZ-FS-QCD-036-A
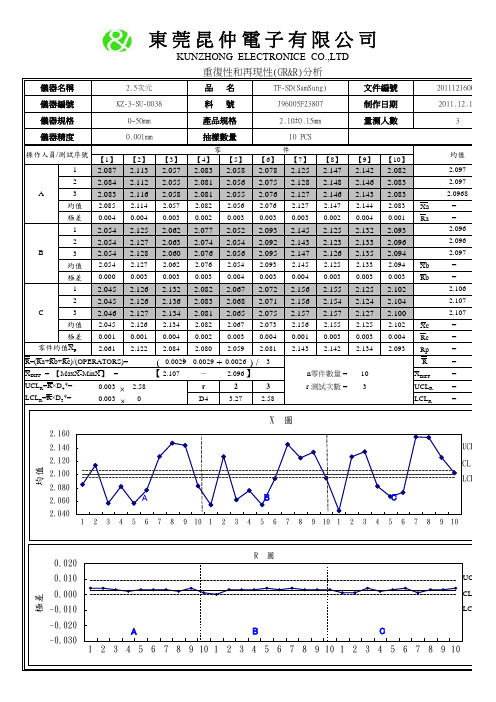
東莞昆仲電子有限公司
KUNZHONG ELECTRONICE CO.,LTD 重復性和再現性(GR&R)分析
儀器名稱 儀器編號 儀器規格 儀器精度
2.5次元 KZ-3-SU-0038 0~50mm 0.001mm
品 料
名 號
TF-SD(SamSung) J96005F23807 2.10±0.15mm 10 PCS
B
5 6 7 8 9 10 1 2 3 4
C
5 6 7 8 9 10
2.040
0.020
R 圖
UCLR CLR
0.010
極差
0.000 -0.010 -0.020 -0.030 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
LCLR
A
B
C
東莞昆仲電子有限公司
KUNZHONG ELECTRONICE CO.,LTD 重復性和再現性(GR&R)分析
儀器名稱 儀器編號 儀器規格 儀器精度
2.5次元 KZ-3-SU-0038 0~50mm 0.001mm
品 料
名 號
TF-SD(SamSung) J96005F23807 2.10±0.15mm 10 PCS
2.087 2.084 2.083
2.085 0.004
2.113 2.112 2.116
2.114 0.004
2.057 2.055 2.058
2.057 0.003
2.083 2.081 2.081
2.082 0.002
重复性与再现性统计分析表

%R&R
<10% 10% ~ 30% >30%
可接受 有条件接受,但须依其应用的重要性、量具费用、修理费用而定。 不可接受 审核: 制表:
PRO-TEK博特科科技(深圳)有限公司 表单编号:QR-717-02A
NO. 1 2 3 4 5 6 7 8 9 10
量具重复性及再现性(R&R) = SQRT(EV * EV + AV * AV) = 0.0082691 规格公差 = 0.2800000 量具重复性及再现性(%R&R) = R&R / 规格公差 = 量测系统分析GR&R结果: 可接受 3.0%
备注 :
重复性与再现性统计分析表
零 件 名 称 : 测 量 项 目 : 规格标准/公差: 作业者 第一次 量测 3.27 3.27 3.26 3.27 3.25 3.27 3.27 3.28 3.26 3.26 Σxa= Xa-bar= Σra= Ra-bar= 管制界線測試 管制上線(UCL) = D * R = D * avg.( Ra-bar , Rb-bar , Rc-bar ) = D=3.27(二次量測) =2.58(三次量測) 如果任何個人範圍超過這個限制,測量或讀數應加以審查、重複、糾正或酌情丟棄,重新計算新的平均值和全距。 量測系統分析之量具重复性及再現性 設備變異((EV,重复性) = K1 * R = K1 * avg.( Ra-bar, Rb-bar, Rc-bar ) = 0.0040667 作業者變異(AV,再現性) = K2 * X = K2 *[ MAX( Xa-bar, Xb-bar, Xc-bar ) - MIN( Xa-bar, Xb-bar, Xc-bar )] = 0.0072000 K1=4.56 (二個作業者) =3.05 (三個作業者) K2=3.65 (二個作業者) =2.70 (三個作業者) 0.0034 测量仪器名称: 测量仪器编号: CR2032/JHT 内阻仪 P012165 测 量 地 点 : 测 量 日 期 : 电池电压 实验室 2015-3-10 测 量 次 数 : 作 业 者 数 量 : 3.12 / + 0.28 - 0 3 3 A B C 全距Ra 全距Ra 全距Ra Xa Xb Xc 第二次 第三次 最大值 - 第一次 第二次 第三次 最大值- 第一次 第二次 第三次 最大值最小值 最小值 最小值 量测 量测 量测 量测 量测 量测 量测 量测 3.27 3.27 0.000 3.27 3.27 3.27 0.000 3.27 3.27 3.27 0.000 3.27 3.27 0.000 3.27 3.27 3.27 0.000 3.27 3.27 3.27 0.000 3.26 3.26 0.000 3.26 3.26 3.26 0.000 3.26 3.26 3.26 0.000 3.27 3.27 0.000 3.27 3.27 3.26 0.010 3.26 3.26 3.26 0.000 3.25 3.25 0.000 3.25 3.25 3.25 0.000 3.25 3.25 3.25 0.000 3.27 3.27 0.000 3.27 3.27 3.27 0.000 3.27 3.27 3.27 0.000 3.27 3.27 0.000 3.27 3.27 3.27 0.000 3.27 3.27 3.26 0.010 3.28 3.28 0.000 3.28 3.28 3.28 0.000 3.28 3.28 3.27 0.010 3.26 3.26 0.000 3.26 3.26 3.25 0.010 3.25 3.25 3.25 0.000 3.26 3.26 0.000 3.26 3.26 3.26 0.000 3.26 3.26 3.26 0.000 97.9800 3.2660 0.0000 0.0000 ΣXb= Xb-bar= ΣRb= Rb-bar= 97.9600 3.2653 0.0200 0.0020 ΣXc= Xc-bar= ΣRc= Rc-bar= 97.9000 3.2633 0.0200 0.0020
重复性和再现性分析样表

AV =
SQRT[( Xdiff
x
K2 )2 - ( EV x EV / n r )]
= SQRT[ 0.0000
-
0.0000 ]
%AV= 评价人 K2 =100[
2 0.7071 =
100 [ AV / TV ] 0.000 / 0.016 ] 2.1 %
= 0.000
3 0.5231 n = 零件数量 r = 试验次数
重复性和再现性 ( R&R )
R& SQRT ( EV x EV + AV x AV ) R=
= SQRT( 0.0000
+
0.0000 )
零件数量
K3
%GRR =
2
0.707 =100[
100 [ R&R / TV ] 0.002 / 0.016 ]
= 0.002
3
0.523 = 14.6 %
零件变差 ( PV )
4
0.447
PV= Rp
X
K3
5
0.403 %PV=
100[ PV / TV ]
= 0.040
X
0.4030
6
0.374 =100[ 0.016 / 0.016 ]
= 0.016
7
0.353 = 98.9 %
总变差 ( TV )
TV SQRT ( R&R x R&R + PV x PV ) =
= SQRT( 0.0000
+
0.000 )
8
0.338
9
0.325 ndc=
10 0.315 =1.41[
= 0.016
新版MSA再现性和重复性分析

温量具重复性和再现性数据表12345678910A 160.0260.0459.9560.0560.0360.0759.9660.0560.0159.94A 1260.0260.0459.9460.0560.0360.0859.9660.0560.0059.94A 2360.0160.0459.9560.0660.0360.0859.9660.0560.0159.94A 3平均60.0260.0459.9560.0560.0360.0859.9660.0560.0159.94X A 圾差0.010.000.010.010.010.010.010.000.020.01R AB 160.0360.0559.9560.0660.0260.0759.9760.0660.0059.94B 1260.0260.0559.9560.0660.0360.0859.9760.0560.0059.94B 2360.0260.0459.9460.0560.0360.0859.9860.0660.0059.95B3平均60.0260.0559.9560.0660.0360.0859.9760.0660.0059.94X B 圾差0.010.010.010.010.010.010.010.010.010.01R BC 160.0260.0459.9560.0560.0360.0859.9660.0660.0059.94C 1260.0260.0459.9560.0660.0360.0859.9760.0560.0159.94C 2360.0360.0559.9560.0660.0260.0759.9760.0560.0159.95C 3平均60.0260.0459.9560.0660.0360.0859.9760.0560.0159.94X C 圾差0.010.010.000.010.000.010.010.010.000.01R C X=R PART =R =R A +R B +R C /No ofoperators =0.01+0.01+0.01/3.00R =X DIFF =[Max (X)ABC ] -[Min (X)ABC ] =60.02-60.01X DIFF =UCL R =R *D 4 =0.01* 2.58UCL R =LCL R R *D 3 =0.01*0.00LCL R =UCL X X +A 2*R =60.01+0.01UCL X =LCL X =X -A 2*R =60.01-0.01LCL X =评价姓名备注: 1.这是一种统计A B C测量前量具是好的,未经过修理。
计量型量具重复性和再现性报告(用于测量过程变差的量具)

零件编号和名称:量具名称:日期:
特性:量具编号:执行:
尺寸规格:量具类型:审批:
跟据数据表: Rp=
评定结果:
测量设备分析
相对过程变差百分比
重复性—设备变差(EV)
EV = ×K1
=×
=
%EV=100[ ]
=100[/]
=%
试验次数
K1
2
3
4.56
AV—如果计算中根号下出现负值,评价人变差缺省为0。
K2为5.15d2*,式中d2*取决于零件数(m)和(g),g为1,因为只有单极差计算。
K2为5.15d2*,式中d2*取决于零件数(m)和(g),g为1,因为只有单极差计算。
、 为当月或上月的上、下控制限。
3.05
再现性—评价人变差(EV)
AV=
=
=
n=零件数量
r=试验次数%Aຫໍສະໝຸດ =100[ ]=100[/]
=%
评价人数量
2
3
K2
3.65
2.70
重复性和再现性(R&R)
R&R=
=
=
GR&R=100[ ]
=100[/]
=%
零件数量
K3
零件变差(PV)
PV=Rp×K3
=×
=
2
3
4
5
6
7
8
9
10
3.65
2.70
2.30
2.08
1.93
1.82
1.74
1.67
1.62
总变差(TV)
TV=
=
=
%PV =100[ ]
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.0201 0.0067
0
0.0201 0.0067
0
0.0201 0.0201
0.0067 0.0067
0
0
10.26
极差
1
2
3
4
5
6
7
8
9
10
受控 TRUE
否
零件
0.025 0.02
评价人A
评价人B
评价人C
UCL
(Xbar)bar
LCL
测量系统分析(MSA)-极差图(Range Chart)
差
上控 10.限28
0.0201
中心 0.0067
下控 限
0
0
0
0 0.0201 0.0067
0
0.02
0.02
0 0.0201 0.0067
0
0
0.02
0 0.0201 0.0067
0
0
0
0
0
0
0.02
0
0
0.02 0.02 0.02000 Nhomakorabea0
0
0.02 0.02
0.0201 0.0067
0
0.0201 0.0067
极差图
上限UCL= 0.0201
中心CL= 0.0067
201711-01-
操作者
姓名
A
A
B
B
C
C
数据精度 4
下限LCL= 10.3225
下限LCL= 0.0000
均值
图数 10.据44
测量系统分析(MSA)-均值图(Xbar Chart) 选项= 3
均值
评价
人A均 10.407 10.32 10.367
C3
10.4000 10.3200 10.3600 10.3600 10.3200 10.3800 10.4000 10.3800 10.3467 10.4133
10.368 10.368 10.368 10.368
极差
0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0200 0.0200
基于数据分级数和BREAKPOINT值(应用的重要 性描述),该测量系统可以接受。
6.48
=
评价人/日期(签字)
72
×
9.0%
李伟/2017年11月1日
重复性及再现性分析-均值极差控制图
Repeatibility And Reproducibility Analysis -Xbar-R Chart
极差
0.0000 0.0000 0.0200
操作者 编号
次数
1
2
3
0.0200
4
0.0000 0.0000
零件
5
6
0.0200
7
0.0200
8
0.0200 0.0000
9
10
0.0100 计算结果
均值
C 均值
1
10.4000 10.3200 10.3600
10.3600 10.3200 10.3800 10.4000 10.3800 10.3400 10.4200
10.4值2
评价
人B均 10.4 10.32 10.367
值
10评.价4
人C均 10.4 10.32 10.36
值
上控 10.限38
10.426
10.426
10.426
中心 10.369 10.369 10.369
下控 限
10.323
10.323
10.323
10.36
最大值= 10.42
最小值= 10.32
PV = 0.0301
3 0.5231
说明:
测量系 统可能
%R&R 100 × [
%R&R= =
R&R / 14.0%
零件数 K3 6 0.37418
%PV
=
100 × [ PV /
%PV = 99.0%
总变差 (TV)
TV = TV = 0.03
重复性 和再现
在该尺 寸RP测N量值 则填作写出到 相应的
极差
图数
10.据34
10.36
10.36667
10.36 10.4261 10.3693 10.3225
10.32
10.32
10.32 10.426 10.369 10.323
10.38
10.38
10.38 10.4261 10.3693 10.3225
10.4
10.407
10.4 10.426 10.369 10.323
结论
低于 测量系 10介%: 于 统 基可 于接 应 10%到 用 “的重
大于 B测R量E系AK 30%: 统需要
7 0.35338
8
0.33751
数据分 级数
9 0.32489
NDC
=
1.41 × (PV /
10 0.31456
NDC = 10
说明:
数据分 级数可
BREA KPOIN
= RPN
× %GR&R
过程总 变差(6
0
数据表
结论:
单位:mm 0.0067
测量单元分析
重复性
- 设备
EV =
EV = 0.0039
零件名称: 量具编号: 量具名称: 量具规格:
0.0033
xxxx 7010 游标卡尺 0.02
计算方式 利用公差计算 利用过程变差进行计算 利用研究零件间变差代替 过程变差计算
RPART = 0.0956 基于研究总变差的分析
C1
2
10.4000 10.3200 10.3600
10.3600 10.3200 10.3800 10.4000 10.3800 10.3400 10.4200
C2
3
10.4000 10.3200 10.3600
10.3600 10.3200 10.3800 10.4000 10.3800 10.3600 10.4000
×
0
D4
3.27 2.57
LCLR = 0
重复性及再现性分析报告 Repeatibility And Reproducibility Analysis Report
非破坏性测试(NON DESTRUCTIVE TEST)
No.:20
零件代 号
123456
特 性基本尺
寸
10.3
直径
上偏差 下偏差
0.4 -0.4
10.3600 10.3200 10.3800 10.4000 10.4000 10.3600 10.4200
B3
10.4000 10.3200 10.3667 10.3667 10.3200 10.3800 10.4067 10.3867 10.3467 10.4200
10.37 10.37 10.374 10.3713
非破坏性测试(NON DESTRUCTIVE TEST)
零件代 号
123456
特 性基本尺
寸
10.3
直径
上偏差 下偏差
0.4 -0.4
过程总 变差(6
0
单位:mm
零件名称: 量具编号: 量具名称: 量具规格: 数据表结论
xxxx 7010
游标卡尺 0.02
均值图
上限UCL= 10.4261
中心CL= 10.3693
-
10.3680
×
0.0067
×
0.0067
+ 0.0040 /
3
次数 系数
A2
2
3
1.88 1.02
10.3693 RPART = 0.09556
0.0067 0.0033 UCLX= 10.4261 LCLX= 10.3225
0.0067
×
2.57
D3
*
*
UCLR = 0.02013
0.0067
10.3800 10.3200 10.3800 10.4000 10.3800 10.3400 10.4200
B1
2
10.4000 10.3200 10.3600
10.3600 10.3200 10.3800 10.4200 10.3800 10.3400 10.4200
B2
3
10.4000 10.3200 10.3800
重复性及再现性分析数据记录表
No.:2017-11-01-03
零件代 号
123456
特 性
直径
基本尺 寸
10.3
上偏差 下偏差
0.4 -0.4
过程总
变差(6
单位:mm
操作者 编号
次数
1
2
3
4
零件名称:
量具编号:
量具名称:
量具规格:
零件
5
6
xxxx 7010 游标卡尺 0.02
7
8
操作者 A B C
9
极差
0.02 0.015
0.01 0.005
0 1
2
3
4
评价人A
评价人B
5
6
零件
评价人C
7
8
9
10
UCL
Rbar
LCL
0.0040
零件均值
10.402 10.32 10.364 10.3622 10.32 10.38 10.402 10.3822 10.344 10.416