葡萄汁生产线设计
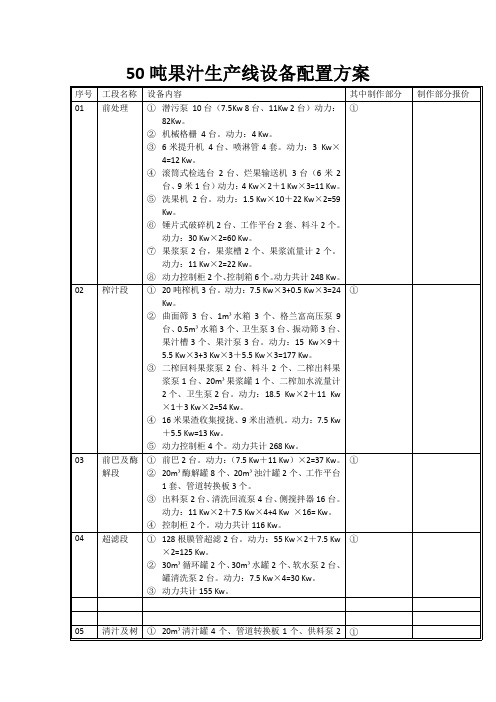
50吨果汁生产线设备配置方案
1
08
前、后CIP段
112m³碱、水罐6个、顶置式搅拌器4台、1 m³化碱罐2个。4 Kw×4=16 Kw。
220㎡板式换热器及加热系统,碱泵2台、卫生泵2台。动力:4 Kw×2+11 Kw×2=30 Kw。
3动力控制柜2个。动力共计46 Kw。
1
09
胡萝卜线
1预煮机2台、去皮机2台。动力:2.2 Kw×2+4 Kw×2=12.4 Kw。
50吨果汁生产线设备配置方案
序号
工段名称
设备内容
其中制作部分
制作部分报价
01
前处理
1潜污泵10台(7.5Kw 8台、11Kw 2台)动力:82Kw。
2机械格栅4台。动力:4 Kw。
36米提升机4台、喷淋管4套。动力:3 Kw×4=12 Kw。
4滚筒式检选台2台、烂果输送机3台(6米2台、9米1台)动力:4 Kw×2+1 Kw×3=11 Kw。
2曲面筛3台、1m³水箱3个、格兰富高压泵9台、0.5m³水箱3个、卫生泵3台、振动筛3台、果汁槽3个、果汁泵3台。动力:15 Kw×9+5.5 Kw×3+3 Kw×3+5.5 Kw×3=177 Kw。
3二榨回料果浆泵2台、料斗2个、二榨出料果浆泵1台、20m³果浆罐1个、二榨加水流量计2个、卫生泵2台。动力:18.5 Kw×2+11 Kw×1+3 Kw×2=54 Kw。
2带式输送机1台、螺旋提升机1台。动力:1.5 Kw+4 Kw=5.5 Kw
3动力共计17.9 Kw
1
总合计
全线共计动力:1177.4 Kw
4控制柜2个。动力共计116 Kw。
1
04
超滤段
1128根膜管超滤2台。动力:55 Kw×2+7.5 Kw×2=125 Kw。
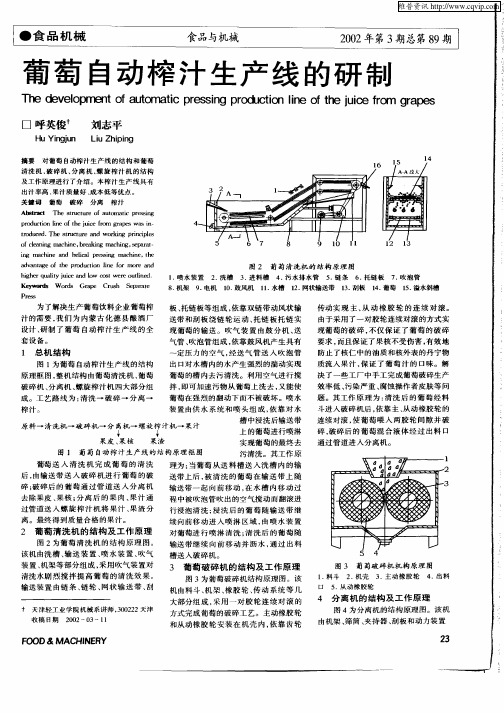
葡萄自动榨汁生产线的研制
葡萄自动榨汁生产线的研制
呼英俊;刘志平
【期刊名称】《食品与机械》
【年(卷),期】2002(000)003
【摘要】对葡萄自动榨汁生产线的结构和葡萄清洗机、破碎机、分离机、螺旋榨汁机的结构及工作原理进行了介绍。
本榨汁生产线具有出汁率高、果汁质量好、成本低等优点。
【总页数】2页(P23-24)
【作者】呼英俊;刘志平
【作者单位】天津轻工业学院机械系,天津300222;天津轻工业学院机械系,天津300222
【正文语种】中文
【中图分类】TS2
【相关文献】
1.甘肃省葡萄酒产业发展前景浅析--以新增2万亩酿造葡萄基地及榨汁发酵站项目为例 [J], 景战军
2.荔枝清洗剥壳除核榨汁生产线的研制开发 [J], 梁健;梁材
3.沙棘自动脱果榨汁生产线的加工工艺 [J], 孙学义;杨功明;孙振华
4.国内首条全自动激光拼焊生产线在沈阳自动化研究所研制成功 [J],
5.法国研制出新一代葡萄酒榨汁机 [J], 章信
因版权原因,仅展示原文概要,查看原文内容请购买。
60万吨葡萄果汁生产设计
包装工艺课程设计说明书设计题目:年产60万吨葡萄汁饮料的生产车间工艺设计指导教师:学生姓名:**班级:07包装工程1班学号:完成时间:2010年12月27日目录摘要 (2)Abstract (3)1绪论 (4)1.1课题背景 (4)1.2 葡萄的营养价值 (4)1.3 我国果汁生产概况及消费现状 (5)1.4 葡萄汁饮料的营养特点 (6)2 工艺设计 (6)2.1全年生产安排 (6)2.2 车间生产过程设计 (7)2.3 生产工艺 (8)2.4 果汁饮料成品质量标准 (12)3 物料衡算 (12)3.1 原辅料的物料衡算 (12)4 设备选型 (13)4.1 设备选型原则 (13)4.2 主车间尺寸确定 (15)4.3辅助工序安排及布置 (15)4.4 生产工艺流程图设计 ....................................................................... 错误!未定义书签。
4.5设备布置草图 (16)5 水电气衡算 (18)5.1 水衡算 (18)5.2 电衡算 ............................................................................................... 错误!未定义书签。
5.3 蒸汽衡算 (20)6 管路设计 (20)6.1总进水管 (20)6.2蒸汽管道 (20)6.3物料管道 (20)6.4纯净水管道 (21)6.5管路安装 (21)7 车间说明 (21)8 车间劳动力计算 (21)9 卫生、安全 (21)10 经济预算(估算) (22)11 结论 (23)12 参考文献 (24)摘要本说明书进行了年产量60万吨的葡萄汁饮料包装车间的设计。
制定产品方案,设计工艺,进行车间平面设计,对葡萄汁饮料灌装包装过程中物料平衡、热量平衡进行计算,设备选型,水电汽平衡,劳动力平衡,设定企业管理组织架构,实施环境保护规划,对投资成本、利润、盈亏平衡点等进行估算。
葡萄酒厂生产车间设计
Q=W*1333.3/ T1·T2
• 式中:Q绝热罐的总容量,t;W灌装线的生产能力,瓶/h;T1灌装线每天平均灌装时间,h/天 ;T2稳定处理周期,天;
• 1333.3每吨酒能装1333.3瓶(750毫升/瓶)。
• 例如生产能力W=6000瓶/h的灌装线,平均每天工作时间为T1=6h,稳定处理周期为T2=12天,则 绝热罐的总容量为:
五、生产车间设备选型
五、生产车间设备选型
• (3)发酵设备的选择
• 发酵设备的容积较大,结构简单,国内可以制造。
• 发酵设备的总容量要根据年总发酵量及发酵周期数确定,可按下式计算:
Q=G/N • 式中:Q发酵设备的总容量,t;G年总发酵量(约为年产量的1.1倍),t;N发酵周期数(N=发酵期 总天数/发酵周期天数 • 例如,年产量为6000吨的葡萄酒厂,按4个发酵周期进行发酵,则发酵设备的总容量为 Q=G/N=6000×1.1/4=1650(t)
皮渣64.6吨
葡萄汁193.9吨
CO2
沉淀19.4吨
葡萄原酒174.5吨
灌装损耗1.7吨
成品葡萄酒172.8吨
四、物料衡算
5.用水计算(发酵车间面积S㎡、发酵罐数量N1、贮酒罐数量N2)
地面冲洗耗水量计算:据实测数据,1吨水大约可以冲洗地面40㎡,若发酵期间生产车间地面平均每天冲洗两
次,则有W1=(S/40)*2吨/天;
3
五、生产车间设备选型
• 3.主要设备的选择
• (1)原料接收设备的选择:
原料接收主要包括葡萄的分选、给料、除梗、破碎及输送,其主要设备是除梗破碎机。 除梗破碎机的用量要根据设备的生产能力及使用季节葡萄原料的进料能力而定 。国产设备的 生产能力一般15-20t/h,小型企业选择一台即可;对于大型企业企业,可设置两台或多台。
食品工程原理课程设计 -葡萄汁双效浓缩工艺装置的设计

推广价值:提高 葡萄汁的浓缩效 率,降低生产成 本
应用领域:食品 加工、饮料制造、 医药行业等
技术升级:未来 可能采用更先进 的浓缩技术,提 高产品质量和生 产效率
市场前景:随着 人们对健康食品 的需求增加,葡 萄汁浓缩工艺装 置的市场前景广 阔
结论与展望
装置运行稳定,浓缩效果良 好
葡萄汁双效浓缩工艺装置的设 计成功实现了葡萄汁的浓缩
设备故障风险: 原料供应风险: 定期检查和维 建立稳定的原 护设备,确保 料供应渠道, 设备正常运行 确保原料供应
稳定
工艺风险:优 化工艺流程, 提高产品质量
和生产效率
环境风险:采 取环保措施, 减少对环境的
影响
安全风险:加 强安全管理, 确保生产安全
市场风险:进 行市场调研, 了解市场需求, 调整产品策略
工艺流程:设计合理的工艺流 程,包括葡萄汁的预处理、蒸
发、冷凝、浓缩等步骤
控制参数:设定合适的温度、 压力、流量等控制参数,保证
浓缩效果和设备稳定性
安全措施:设计安全措施, 防止设备故障和事故发生
确定浓缩工艺:选择合适的浓缩工艺, 如双效浓缩
设计浓缩装置:根据浓缩工艺设计浓缩 装置,包括蒸发器、冷凝器等
节能设计:采用节能型设备, 降低能耗
环保设计:采用环保型材料, 减少对环境的影响
装置设计的可行性 分析
技术可行性:双效浓缩工艺的可行性分析 经济可行性:设备投资、运行成本、收益分析 环境可行性:对环境的影响及环保措施 法规可行性:是否符合相关法规和标准要求 社会可行性:社会接受程度及市场需求分析 风险评估:可能出现的风险及应对措施
经济效益:提高生产效率,降低生产成本,增加企业利润 社会效益:促进就业,提高社会就业率,增加社会财富 环保效益:减少能源消耗,降低环境污染,保护生态环境 技术效益:推动技术创新,提高技术水平,促进行业发展
年产吨果汁饮料工厂设计
产品价格设计
苹果汁:
零售价:18元/包(2l/包) 10元/包( 1l/包) 年销售额 =10000×150×18+13400×150×10=47 10(万元)
草莓果汁:
零售价:14元/包(2l/包) 8元/包(1l/ 包) 年销售额: 10000×75×14+13400×75×8=1854(万 元)
质→脱气→杀菌第装9页罐/共→22密页 封冷却→成品
4 . 物料衡算
原辅料费=苹果果汁原辅料费+葡萄果汁原辅 料费+草莓果汁原辅料费 =567+129.48+324.6 +73.59+157.5+69.99 =1322.16万元; 包装材料费=苹果果汁包装材料费+葡萄果汁 包装材料费+草莓果汁包装材料 =240.6+120.3+120.3 =481.20 万元;
选440kw/h,故设备年总耗电量 =440×8×300=1056000kw/h,
工业用电单价为0 . 8 元 / 度 , 故年电费为 1056000×0.8=84.48万元
蒸汽用量:2160×8×300=5184t,每生产一吨蒸汽需
要消
第12页/共22页
7 . 经济技术与效益分析
经济技术分析 建厂投资预算
销售税
增值税应纳额=8919×17%=1516.23
万元;应纳1516.23万元 教育附加税和城市建设附加税=增值
税应纳额×4%=1516.23×4%=60.6492
万元;应交60.6492万元,两项共计
销售税为1576.8792万元
年企业销售利润(毛利润) 销售利润=年产值-年生产总成本-销
年产3000吨葡萄汁生产车间设计

食品工艺学课程设计设计题目:年产3000吨葡萄汁生产车间设计学院:班级:学号:学生姓名:指导教师:目录第一章综述 (1)1.1 前言 (1)1.2 葡萄中营养素含量 (1)1.3 葡萄汁的生理功能 (2)1.4 葡萄汁产业发展概况及现状 (2)1.5 市场前景分析 (3)第二章工艺流程及操作要点 (3)2.1 浓缩葡萄汁的工艺流程 (3)2.2 操作要点 (3)2.3 技术标准 (6)第三章物料衡算 (7)3.1 物料衡算的计算 (7)3.2 物料衡算图 (8)第四章设备选型 (9)4.1主要设备选型 (9)4.2 辅助设备选型 (10)附一参考文献 (12)第一章综述1.1 前言果汁饮料是老少皆宜的营养饮料,营养丰富还具有一定的保健价值。
目前的果汁分为浓缩果汁、浓缩还原果汁和非浓缩还原果汁。
其中浓缩还原果汁最为常见,是以浓缩果汁按照一定比例与水和其他配料勾兑而成,非浓缩还原果汁即鲜榨果汁,有着最高的质量,但保存较为不便,且价格普遍较为昂贵。
GB10789-1996指出果汁饮料为:用新鲜或冷藏水果为原料,经加工制成的制品称为果汁(浆)及果汁饮料(品)类产品,主要分为果汁、果浆、浓缩果汁、浓缩果浆、果肉饮料、果汁饮料、果粒果汁饮料、水果饮料浓浆及水果饮料;蔬菜汁及蔬菜汁饮料的定义则是以新鲜或冷藏蔬菜(包括可食的根、茎、叶、花、果实,食用菌,食用藻类及蕨类)等原料,用机械方法将蔬菜加工,在制得的汁液中加入食盐或白砂糖等调制而成的制品,可分为蔬菜汁饮料、复合果蔬汁和发酵果蔬汁饮料三类。
[1]据美国全球行业分析公司(Global Industry Analysts,Inc.)的报道,由于消费者的健康和营养意识增强,全球果蔬汁消费持续增长,预计到2010 年全球果蔬汁消费量将达到530 亿升。
北美和欧盟将是果蔬汁主要消费市场,约占全球消费总量的60%,但增幅最大的消费市场将是亚太地区。
在众多饮料品种中,果蔬汁成为最有竞争力的种类之一。
食品工程原理课程设计--葡萄汁双效浓缩实用工艺装置地设计
word食品工程原理课程设计题目:葡萄汁双效浓缩工艺装置的设计任务书姓名:李云诺学号:学院:食品科学技术学院专业班级:食工1404指导教师:X友明胡杨职称:副教授讲师中国·某某2016 年 12 月目录前言 (2)1. 设计概论与设计方案 (3)1.1 设计名称 (3)1.2 设计条件 (3)1.3 设计任务 (3)3. 总平面设计的简要说明 (4)4. 工艺设计的思路与内容的说明 (4)4.1 生产工艺流程 (4)4.2 设备选择 (5)4.2.1 设备的选择要求 (5)4.2.2 设备的选取X围 (5)4.3 设计内容 (5)4.4 工艺流水线设计简图 (6)4.5 双效降膜式蒸发器的设计计算 (7)4.5.1 双效降膜式蒸发器工作原理图 (7)4.5.2 各效蒸发量与完成液浓度估计 (7)4.5.3 估算二次蒸汽压强与溶液沸点 (8)4.5.4 估算各效温度差损失 (8)4.5.5 加热蒸汽消耗量与各效蒸发量 (10)4.5.6 蒸发器传热面积的计算 (10)4.5.7 分配有效温度差 (11)4.5.8 各种温度差损失 (11)4.5.9 重算加热蒸汽消耗量与各效蒸发量 (12)4.5.10 重算传热面积 (13)4.5.11 加热管的选择 (13)4.5.12 复核总传热系数 (13)4.6 设计计算结果列表 (16)6. 结论 (17)7. 参考文献 (18)1. 设计概论与设计方案1.1 设计名称葡萄汁双效浓缩工艺装置的设计设计条件1) 处理物料量:3600㎏/h2) 生产要求:每日10000kg〔10吨〕3) 物料温度:25℃4) 原料固形物含量:11.0%5) 浓缩液固形物含量:36.0%6) 原料最高许可温度:78℃7) 物料平均比热为3600J/(kg·℃)〔略浓缩热〕8) 加热蒸汽压:标准大气压101.33KPa9) 冷凝器的绝压:20KPa10)加热蒸汽液在饱和温度下排除〔忽略热损失〕。
葡萄系列果汁及纸式食品生产线可行性研究报告
葡萄果汁及纸式食品生产线建设项目口r行性研究报告项目名称:葡萄果汁及纸式食品生产线项目项目单位:XX食品有限公司二◦一三年十二月目录第一章项目概况................................................................ 3...一、项目提要............................................................... 3...第二章项目建设背景及必要性..................................................... 4..二、项目建设背景4...三、项目建设必要性7...第三章建设方案及条件分析....................................................... 8..第四章工艺技术及设备................................................................................ 1..4 .第五章总图运输................................................................................ 2..3 .第六章辅助设施................................................................................ 2..4 .第七章环境保护................................................................................ 2..5 .第八章安全职业卫生................................................................................ 2..6 .第九章项目实施计划................................................................................ 2..8 .第十章组织机构与人力资源配置.................................................. 2..8第十一章固定资产投资估算...................................................... 3..0第十二章固定资产投资估算...................................................... 3..1第十三章生产成本................................................................................ 3..1 .13.3 水消耗量 .............................................................. 3..2.13.4 电衡算 ................................................................ 3..3.13.5 蒸汽衡算 .............................................................. 3..3.13.6 包装材料消耗量(/年).................................................. 3..3第十四章销售收入................................................................................ 3..4 .第十五章筹资方案................................................................................ 3..5 .第一章项目概况一、项目提要1.1 项目名称:葡萄系列果汁及纸式食品生产线1.2 项目单位:XX食品有限公司1.3 注册时间:2010年06月11日1.4 单位地址:X省X县高新技术产业园1.5 注册资金:5000万元1.6 经营范围:食品、饮料、生产、进出口销售。
食品工程原理课程设计 -葡萄汁双效浓缩工艺装置的设计
4.2.1 设备的选择要求 ............................................ 5 4.2.2 设备的选取范围 ............................................ 5 4.3 4.4 4.5 设计内容 ..................................................... 5 工艺流水线设计简图 ........................................... 6 双效降膜式蒸发器的设计计算 ................................... 7
1 / 20
食品工程原理课程设计—葡萄汁双效浓缩工艺装置的设计任务书
前言
《2010-2015 年中国果汁市场投资分析及前景预测报告》显示,受金融危机影 响,浓缩果汁全球市场需求锐减,导致 09 年下半年我国浓缩苹果汁的出口价格一 直在低位彷徨,甚至一度跌到 600 美元/吨,2010 年以来,出口价格逐渐上扬,上 半年浓缩苹果汁的出口均价约为 858 美元/吨。 中投顾问食品行业研究员指出, 长期来看, 我国浓缩果汁行业未来前景看好。 首先, 日益增长的国内果汁饮料市场进一步推动了浓缩果汁的国内需求。 数据显示, 5 年内我国果汁产量增长了 2 倍有余,从 635 万吨增加到 1448 万吨。虽然我国浓 缩果汁市场存在内需不足等问题,但在下游果汁饮料行业迅速发展的市场推动下 及浓缩果汁企业不断创新的基础上,我国浓缩果汁行业发展前景仍然乐观。 其次,随着全球经济的回暖复苏,国外客户回补库存需求增加,我国浓缩果汁 行业正呈现回暖趋势。我国是全球最大的浓缩果汁出口国,主要出口美国、日本及 欧盟,出口量占全球总量的 60%以上,伴随着出口市场的稳定,我国浓缩果汁下半 年发展前景仍然看好。 我国浓缩果汁的发展仍然存在许多问题, 如国内需求不足, 出口主动权孱弱, 日益严重的产能过剩等现象,但随着国内果汁饮料市场的拓展及国外市场需求的 回暖, 我国浓缩果汁行业发展前景仍然被看好。 目前我国浓缩果汁企业之间仍然存 在不少恶性竞争,这就要求加强我国浓缩果汁行业的出口话语权。 浓缩果汁是在水果榨成原汁后再采用低温真空浓缩的方法,蒸发掉一部分水 份做成的, 在配制 100%果汁时须在浓缩果汁原料中还原进去果汁在浓缩过程中失 去的天然水份等量的水制成。 浓缩果汁含有大量的膳食纤维。 水果纤维素是植物细胞壁的主要构成成份, 它 不是一种营养素,但在人体摄入后,它即吸水膨胀,吸附食物中的有害成份,刺激 肠胃蠕动,帮助消化,加快体内排泄,缩短有害物质在体内留置的时间,最终达到 预防肠胃疾病的目的, 对于预防消化道癌症有积极的意义。 纤维素又被营养学家称 为继蛋白质、碳水化合物、脂肪、无机盐、维生素和微量元素六大营养素之后的第 七营养素。具有原水果果肉的色泽、风味和可溶性固形物含量的制品。 而葡萄的用途很广,除酿造不同类型的葡萄酒外,还大量用于以鲜食,加工成 葡萄干,葡萄汁,葡萄罐头等。以葡萄为原料制成的葡萄汁营养丰富、芳香怡人、 色彩艳丽、酸甜可口,深受人们的喜爱。而且还具有保健作用。葡萄汁因具有生理 活性成分物质多, 酚类化合物和类黄酮的抗氧化作用而受到人们关注。 而新疆具有 世界品质最好的葡萄, 而且是中国葡萄产量最的多的地方。 当地的葡萄汁的浓缩不 仅可以解决当地农户因葡萄过多无法以良好的价格销售问题,还可以提高当地经 济水平的发展,开拓市场。 本设计将采用双效浓缩工艺装置的设计来对葡萄汁进行浓缩,已达到生产目 的和要求。
果蔬汁饮料生产线设计

果蔬汁饮料生产线设计在当今饮料市场中,果蔬汁饮料越来越受到人们的关注和喜爱。
因为它们富含维生素、矿物质以及其他营养成分,对身体健康大有裨益。
然而,在果蔬汁饮料的生产中,设计生产线的任务非常重要。
本文将从以下几个方面来探讨果蔬汁饮料生产线的设计。
一、流程安排一个高效的生产线需要精心安排生产流程,合理地安排每一个环节,从而最大限度地提高生产效率。
在设计果蔬汁饮料生产线时,应该首先明确生产过程,然后根据生产流程来规划各种设备的位置以及协作关系。
二、设备选型果蔬汁饮料的生产过程需要使用许多设备,例如:榨汁机、高压杀菌机、混合机等。
选择这些设备时,应该综合考虑产品的质量和工作效率。
而在选择的同时也应该考虑到其完善性,便于后期的维护以及维修。
因此,生产者在进行果蔬汁生产线的设计时,需要考虑产品的特性,选择合适的设备,并依据它们的功能特点来构建流程。
三、自动化适配自动化技术在生产中的应用越来越广泛,将生产线自动化适配可以帮助提高生产效率和降低成本。
在生产线设计中,应考虑自动化适配设备,如自动搬运设备、自动充装设备、自动灌装设备等。
通过这些设备,可以让生产线在自动状态下完成更多的工作,获取更高的生产效率。
四、卫生标准果蔬汁饮料生产涉及到食品安全问题,因此,安装一些较为完善的设备,来符合卫生标准是必不可少的。
比如,在生產環節中设置自洁功能、色差控制等功能,能够快速发现污染和色差等质量缺陷,有力地保障了果蔬汁饮料的安全和健康。
五、质量管理对于果蔬汁饮料生产线的设计,质量管理也是非常重要的。
在生产过程中,应该采用质量管理体系,以确保产品的质量稳定。
同时,应该建立标准的操作规范,员工需进行详细的培训,从而使员工了解到整个生产流程中的各个部分的影响。
综上,果蔬汁饮料生产线的设计需要充分考虑流程的安排,选择合适的设备,自动化适配,卫生标准和质量管理等因素。
只有综合考虑这些因素,才能打造一条高效、安全、质量可靠、安全的生产线,生产出受消费者欢迎的果蔬汁饮料。
年产20万吨果汁饮料厂设计说明书

设计说明书:年产20万吨果汁饮料厂一、项目背景随着人们生活水平的提高和健康意识的增强,果汁饮料市场需求逐渐增大。
因此,设计建设年产20万吨果汁饮料厂是为了满足市场需求并提供更好的产品质量。
二、项目概述本项目拟建设一座年产20万吨的果汁饮料厂,主要生产各种常见水果的浓缩果汁和果汁饮料,包括苹果、橙子、葡萄、菠萝等。
产品主要以瓶装和罐装形式出售,具有良好的市场竞争力。
三、项目规模四、工艺流程1.原料处理:选用新鲜的水果作为主要原料,进行清洗、去皮去核等处理。
2.浸提浓缩:将水果经过破碎、浸提、过滤、浓缩等工艺处理,得到浓缩果汁。
3.调配加工:将浓缩果汁与适量的水、糖、酸等添加剂按照一定比例进行混合,调配成果汁饮料。
4.杀菌灌装:将调配好的果汁饮料进行杀菌处理后,进行瓶装或罐装,保证产品的安全性和品质。
5.包装与成品:对瓶装或罐装的果汁饮料进行包装,包括贴标、膜封、集装箱装箱等,形成成品。
五、环境要求1.厂区环境:厂区应建设在干净、无污染的地带,远离工业废气和噪音源。
2.排放标准:严格按照国家环保部门的相关标准和规定执行,保证废水、废气的排放符合环保要求。
3.噪音控制:采取隔音措施,减少生产过程中的噪音对周边居民的影响。
六、设备选择1.浓缩生产线:选择高效、节能、稳定的浓缩设备,以确保最大程度地保存水果的原汁原味。
2.果汁饮料生产线:选用自动化程度高、操作简单、生产效率高的设备,提高生产效能。
3.包装生产线:选择先进、可靠的自动化包装设备,提高产品的包装速度和质量。
七、安全措施1.员工培训:对员工进行相关安全知识和操作技能培训,提高他们的安全意识和技能水平。
2.安全设施:配备消防设施、防爆设备和安全警示标识,确保生产过程中的安全性。
3.卫生管理:建立健全的卫生管理制度,定期进行场地和设备的清洁、消毒工作,保证产品的卫生安全。
八、经济效益1.产能利用率:年产20万吨的果汁饮料厂可实现较高的产能利用率,提高经济效益。
葡萄汁生产工艺流程设计

葡萄汁生产工艺流程设计葡萄汁是一种受人们喜爱的饮料,其生产工艺流程设计对于葡萄汁的质量及生产效率至关重要。
下面是一种1200字以上的葡萄汁生产工艺流程设计。
1.原料采购葡萄汁的原料主要为成熟的葡萄,应选择无病虫害、无坏果、无霉变的优质葡萄。
原料采购应选择供应商,确保原料的品质稳定。
2.清洗将采购回来的葡萄进行清洗,去除表面的杂质以及农药残留。
清洗采取机械清洗或手工清洗均可,确保葡萄的卫生安全。
3.搅拌、破碎清洗后的葡萄放入搅拌机中搅拌,使葡萄内外均匀皮浆混合,破碎葡萄的细胞结构,方便后续的浸泡和榨汁。
4.葡萄浸泡将搅拌后的葡萄放入浸泡罐中,在适宜的温度下浸泡一段时间(一般为6-12小时),使葡萄的果肉充分浸泡,提取出更多的汁液。
5.榨汁将浸泡后的葡萄放入榨汁机中进行榨汁,通过物理压榨的方式将葡萄的汁液进行分离,得到葡萄汁和葡萄渣。
6.过滤榨汁后的葡萄汁需要进行过滤,去除其中的固体杂质和果肉颗粒。
可以采用装有滤网和滤纸的过滤器将葡萄汁过滤一次,以保证其质量。
7.浓缩将过滤后的葡萄汁进行浓缩,去除其中的多余水分,增加葡萄汁的浓度。
浓缩采用真空浓缩器,通过降低压力使葡萄汁中的水分蒸发,得到高浓度的葡萄浓缩液。
8.杀菌浓缩后的葡萄浆需要进行杀菌处理,杀灭其中的微生物,延长葡萄汁的储存期限。
可以采用热处理或者紫外线杀菌的方式进行。
9.包装杀菌后的葡萄浆放入密封容器中,进行包装。
包装可以选择玻璃瓶、塑料瓶、纸盒等不透气的包装材料,以保证葡萄汁的质量和卫生。
10.检测对包装好的葡萄汁进行检测,包括外观、颜色、香味、味道、PH值等方面的品质检测,确保葡萄汁的质量符合标准。
11.储存经过检测合格的葡萄汁进行暂存或储存,应放在干燥、阴凉、通风的地方,以避免阳光直射和高温。
12.成品出库成品葡萄汁经过包装、检测和储存后,可以进行出库销售。
成品出库应注意合理的配送和运输方式,以保证产品的质量和安全。
以上是葡萄汁的生产工艺流程设计,通过合理的原料采购、清洗、搅拌破碎、浸泡、榨汁、过滤、浓缩、杀菌、包装、检测、储存和成品出库等环节的操作,可以得到高质量的葡萄汁产品。
果蔬汁饮料生产线设计
果蔬汁饮料生产线设计简介果蔬汁饮料越来越受到消费者的欢迎,市场需求不断增长。
为了满足这一需求,设计一条高效的果蔬汁饮料生产线就变得尤为重要。
本文将介绍果蔬汁饮料生产线的设计过程,包括工艺流程、设备选型、生产线布局等方面。
工艺流程1.原材料准备:选择新鲜的果蔬作为原材料,并对其进行清洗、去皮、去籽等预处理工作。
2.榨汁:将经过预处理的果蔬送入榨汁机,通过压榨或离心等方法,将果蔬榨成汁液。
3.过滤:将榨出的汁液通过过滤设备,去除固体杂质和悬浮物,保证产品的口感和品质。
4.混合:将不同种类的果蔬汁液按照一定的比例进行混合,以获得丰富的口味和营养成分。
5.杀菌:通过高温杀菌或其他杀菌工艺,将混合后的果蔬汁杀灭细菌和微生物,延长产品的保质期。
6.灌装:将经过杀菌处理的果蔬汁液灌装到瓶子或包装盒中,并进行密封包装,确保产品的卫生和安全。
7.产品包装:对灌装好的果蔬汁饮料进行外包装,并贴上标签,方便销售和使用。
设备选型1.榨汁机:选择高效的榨汁设备,能够保证果蔬的充分榨取,并提高产量。
2.过滤设备:选择高效的过滤设备,能够去除汁液中的固体杂质和悬浮物,确保产品的品质。
3.混合设备:选择具有精确混合比例的设备,能够将不同种类的果蔬汁液按照一定的配方进行混合。
4.杀菌设备:选择符合卫生标准的杀菌设备,能够对果蔬汁液进行高效杀菌,确保产品的安全。
5.灌装设备:选择高速灌装设备,能够快速将果蔬汁液灌装到瓶子或包装盒中,提高生产效率。
6.包装设备:选择适合产品包装的设备,能够进行外包装和标签贴附,保护产品并提高销售价值。
生产线布局1.原材料处理区:设置原材料清洗、去皮、去籽等设备,并确保原材料的供应充足和卫生。
2.榨汁区:将榨汁设备置于原材料处理区旁边,方便将预处理的果蔬直接送入榨汁机。
3.过滤和混合区:设置过滤设备和混合设备在同一区域,方便将榨好的果蔬汁液进行过滤和混合,并确保混合比例准确。
4.杀菌区:将杀菌设备置于过滤和混合区旁边,方便将混合好的果蔬汁液进行高温杀菌或其他杀菌工艺。
果蔬汁饮料生产线设计.
密级:NANCHANG UNIVERSITY学士学位毕业设计DESIGN OF BACHELOR(2001—2005年)题目果蔬汁饮料生产线设计学院:生命科学学院系生物技术系专业:生物工程班级:生工2001级学号:01073001学生姓名:鲍玮指导教师:万谨平起讫日期:2005年3月16日至06月07日目录第一章总论一、总论1、果蔬汁饮料的工业发展史2、果蔬汁工业发展趋势3、果蔬汁饮料工业在国民经济发展中地位及新趋势二、设计依据三、设计范围四、厂址评论第二章工艺部分一、产品二、原辅料三、主要操作说明1、工艺流程2、配料3、过滤、均质4、脱气5、杀菌6、装瓶7、番茄汁工艺(适用于黄瓜、胡萝卜)四、包装材料五、物料衡算六、设备选型1、设备选型的一般原则2、设备选型计算及设备清单七、劳动力消耗定额八、劳动力平衡九、水、电、汽平衡十、车间平面布置第三章公用系统一、给排水系统二、供汽系统三、供电系统四、通风、采暖系统第四章建筑部分第五章安全卫生和防火部分第六章此设计可能存在的不足第七章班产40T果蔬汁加工项目说明书第一章总论果汁或蔬菜汁是指从新鲜水果或蔬菜中用压榨或其它方法取得的汁液,凡末添加任何外来物质保持其原来组分的称之为原汁。
用蒸发、冻结、反渗透或其他方法除去原汁中大部分水分的称为浓缩汁,以原汁或浓缩汁为基础料,加水、糖、酸或香精调配的,称为果汁(或蔬菜汁)饮料,带肉果汁饮料是带肉果汁或果蔬加水、糖和其他食品添加剂(如酸、食用色素)配制而成的。
在古代的历史资料中,早有葡萄汁的记载,当时一般是用过度成熟的葡萄榨出果汁,立即饮用,如果保存一天或一天以上,就会部分发酵,对苹果汁、梨汁、草莓果汁、石榴汁也有类似记载,用作饮料的蔬菜汁,在最近100年才逐渐发展起来,其中番茄汁于1900年代进入工业化生产,现在已成为蔬菜汁中最主要的产品,其他蔬菜汁的发展,在时间上更晚一些,营养学家们提倡为婴幼儿、病人、老人提供更多的维生素、矿物质和糖类,这一呼吁对于果汁和蔬菜汁起了很大的推动作用。
葡萄自动榨汁生产线的研制
1 2
/
l 3
/
ig n ma hn nd eia rs i ahie,te c ie a h l lp esn m c n c g h
avnae fh r co n r/ Y ad dat ep g o t  ̄utnlef l e n i i o q o
hg e u l yji n w O t r u l e - ih rq ai uc a d l C S weeo t n d t e o i
。
/ A]
I N
— —
0
.
d
丫
一 一
—
L .I J: ’. .厶
J
:
一
—
~
A tat T b c
~ … … … …
c t
… …
o
ma i rs i g tc p e sn
=
l盘 壬耐 l l
- " iI 与
:
J
一
…
“ 一
,
5
、、
一 I I
8
lJ l
9
/
l o
7— 一 . —r
删
”
删
,
一
o la i c ie rakn c i sp r t fce nn ma hn b e i mah n g g g e aa
,
\ 6
7
1 I O 1 /
1. 0 鼓风机
1. 1 水槽
1. 2 网状输送带
1. 3 刮板
1. 4 葡萄
1. 5 溢水斜槽
为了解决生 产葡萄饮料 企业葡萄榨 汁的需要 , 们 为 内蒙古 化 德 县酿 酒 厂 我 设计 、 制 了葡 萄 自动榨 汁生产 线 的全 研 套设 备。
果汁生产线设计总结报告

果汁生产线设计总结报告一、引言果汁作为一种受欢迎的饮品,市场需求量大且稳定,因此设计一条高效和可靠的果汁生产线对于提高生产效率和满足市场需求非常重要。
本报告旨在总结我们团队设计的果汁生产线,并对其性能进行评估和改进建议,以期为果汁生产厂商提供有价值的参考。
二、设计概述果汁生产线设计主要涉及原料处理、榨汁、杀菌、灌装和包装等环节。
在整个生产过程中,我们注重以下几个方面的考虑:1. 自动化程度:通过引入先进的控制系统和机械设备,实现全自动化操作,降低人工成本并提高生产效率。
2. 卫生安全性:在设计过程中充分考虑果汁生产过程中可能会出现的食品安全问题,确保产品达到相关标准。
3. 生产效率:通过合理规划各个环节的工作流程和设备设置,最大程度地提高生产效率和产能。
4. 质量控制:引入相关的质量检测设备和流程,确保产品质量的稳定和一致。
三、设计细节3.1 原料处理原料处理环节是果汁生产线的第一步,它的质量直接影响最终产品的口感和营养价值。
我们设计了一套原料处理系统,主要包括清洗、去皮、去核等工序。
通过质量检测仪器可以实时监测原料的质量和成分,并根据设定的参数进行自动化控制。
3.2 榨汁榨汁环节是将处理后的原料果实进行榨汁、过滤和分离。
我们选用了高效的榨汁设备,可以最大程度地提取果汁,并进行初步的固液分离。
为了确保果汁的清澈度和口感,我们还引入了超滤设备进行二次过滤和分离。
3.3 杀菌在果汁生产过程中,杀菌是非常重要的一步,用来确保产品的卫生安全性和保质期。
我们选择了热处理和紫外线杀菌的结合方式,通过合理的温度控制和紫外线照射时间,有效杀灭果汁中的细菌和病毒,同时保持果汁的口感和营养。
3.4 灌装和包装最后一个环节是果汁的灌装和包装。
我们选用了全自动化的灌装设备,可以根据产品规格和包装要求进行快速而准确的灌装。
为了确保产品的外观质量,我们还引入了自动化包装设备,实现产品的自动送料、封口和贴标等工序。
四、改进建议在设计果汁生产线的过程中,我们也面临了一些挑战和问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
食品科学与工程学院
食品机械与设备作业——
浓缩葡萄汁生产线设计
设计者:
班级:
学号:
目录
工艺流程: (2)
1.原料清洗 (2)
2.破碎、除梗、去籽 (2)
3.加热软化 (3)
4.榨汁 (3)
5.除果肉浆 (4)
6.杀菌和冷却 (4)
7.澄清 (4)
8.过滤 (4)
9.浓缩 (4)
10.冷却、除酒石 (4)
11.糖度调整 (5)
12.杀菌、冷却 (5)
13.包装 (5)
参考文献: (5)
工艺流程:
红葡萄→原料清洗→破碎、除梗、去籽→加热→压榨→除果浆→杀菌和冷却→澄清→离心分离→过滤→浓缩→冷却→除酒石→糖度调整→杀菌→灌装→密封→倒置→冷却→包装→成品
1.原料清洗
表1 冲浪式洗果机技术参数
项目参数
型号cxj—10
生产能力10t/h
功率 5.5kW
外形尺寸3000*1400*2000mm
生产厂家:温州新孔氏机械有限公司
工作原理:以高压风机风力或水泵的压力使水产生强烈水波浪运动,使物料在水中翻滚,从而达到清洗果蔬效果的专用机械,广泛适用于中小规格果蔬的清洗(与水果外形无关),节水效果显著。
原料进入该设备在强烈波浪冲动下自相翻滚清洗,然后上提升段,多段喷淋装置再次冲洗果实,清洁果实上的杂质和污渍。
2.破碎、除梗、去籽
表2 CPS型鼠笼式破碎机技术参数
项目参数
型号CPS—10
生产能力6—10t/h
功率11kW
外形尺寸900*500*2000mm
生产厂家:泰州市科威机械有限公司
工作原理:电机经一对皮带轮减速驱动主轴旋转,主轴上装有螺旋供料套及转子部件,由前道工序升运上来的水果落入进料斗中,由于螺旋供料套与机座间间隙的存在,物料一边沿轴向向前推进一边得到粗破碎,粗破碎后的物料随即
进入细破碎区,转子上的刮板带动物料高速旋转,定子上的刀排将物料进一步破碎。
3.加热软化
为了使红葡萄色素溶出,一般要进行热压榨。
加热红葡萄一般用夹层锅加热,加热条件在65~75℃比较合适,加热时间适当选择。
表3 蒸汽夹层锅技术参数
项目参数项目参数
容积400L 锅体内径×深100*68cm
蒸发量100 Kg/h 电机功率0.75 Kw
加热面积 1.65㎡搅拌速度36 r/min 能耗136 Kg/h 结构形式固定/可倾/搅拌生产厂家:诸城市瑞泰食品机械有限公司
工作原理:通常由锅体和支脚组成。
锅体是由内外由半球形锅体直边支架组成的双层结构形式,中间夹层通入蒸汽加热。
4.榨汁
表4 螺旋榨汁机技术参数
项目参数项目参数
型号HT — 0.5 过滤网孔径Φ0.5mm 原料处理量0.5T/h 电机功率 1.5KW
螺旋直径Φ90mm 外形尺寸1100×350×
920mm
生产厂家:山东宏创农业机械设备有限公司
工作原理:设备的主要构件是螺旋,螺旋沿着料渣出口方向底径逐渐加大而螺距逐渐减小,当物料被螺旋推进时,因螺旋腔体积的缩小,形成对物料的压榨。
原料加入进料斗中,在螺旋的推进下受压,其压榨的汁液通过过滤网流入底部的盛汁器,而废料则通过螺旋及调压头的锥形部分之间形成的空隙排出。
5.除果肉浆
6.杀菌和冷却
7.澄清
8.过滤
过滤可以得到透明度良好的果汁。
多采用板框压滤机进行过滤,以硅藻土为助
滤剂。
硅藻土要求不含铁,粒度适宜,一般加入量为果汁量的0.5%~1%。
表5 三次元振动筛分过滤机/旋振筛技术参数
项目参数项目参数
型号LM-600-1S 处理能力5t/h
功率0.55KW 网层数 1
筛面直径Φ550mm 外形尺寸800×800×680mm 工作原理:振动电机转轴上下端安装有重锤(不平衡重锤),通过振动电机的旋
转运动在不平衡重锤作用下转变为水平、垂直、倾斜的三维运动即三次元运
动,旋振筛利用振动电机三维运动,通过旋振筛的弹簧和振动体把三维运动传
递给振动筛网面。
通过改变振动电机上下重锤的相位角来实现物料在筛面上的
运动轨迹,以此达到筛分、去杂、过滤的目的。
9.浓缩
葡萄汁的浓缩一般采用薄膜下流式或强制循环式的低温真空浓缩法。
尽可能采用
低温短时间浓缩,浓缩温度为60—70℃,浓缩汁糖度为40°Bx。
浓缩时同时收
集芳香物质。
10.冷却、除酒石
灌装前采用冷冻法,灌装后使用偏酒石酸抑制酒石酸盐沉淀形成。
11.糖度调整
先将净化水加热至100℃,加入白砂糖溶化,化糖温度应控制在90-100℃,待糖完全溶化后过滤备用,然后调配。
12.杀菌、冷却
把1/5浓缩的透明葡萄汁,糖度为55°Bx,用管式消毒器或板式换热器,在93℃杀菌30秒,冷却到85℃,用自动罐装机装入内壁带涂层的铁罐内。
13.包装
大桶包装上下均要用保护材料包好,用塑料带十字捆扎,并进行抽样检查。
参考文献:
[1]夏天,马力.果蔬汁饮料加工技术研究进展[J].江苏食品与发酵,2008(4):21-23
[2]牟德华.红葡萄汁加工工艺中酒石的去除方法[J].食品工业科技,Vol.22,No.5,2001
[3]夏竹.世界果蔬汁消费呈上升趋势[J].中国果业信息,2008,25(4):50。