机械加工工艺卡片实例
机械加工工艺过程卡片实例

时间定额/min
夹具
刀具
量具
单件
准备---终结
铸造
铸造车间
时效
热处理
涂底漆
涂漆室
010
铣左右侧面
机加工
双柱平面铣床
专用夹具
0.54
020
铣上下底面
机加工
双端面铣床
专用夹具
0.62
030
钻左侧面四通孔和右侧面孔
机加工
组合机床
专用夹具
0.28
040
钻顶 底面通孔及螺纹孔前通孔
机加工
组合机床
专用夹具
零件名称
零件图号
第4页
东方红-75拖拉机
精滤器壳体
00001
共
7
页
车间
工序名称
工序号
材料牌号
机加工
030
HT150
同时加工
件 数
每料件数
技术等级
力学性能
163-229HB
设备名称
设备型号
设备编号
工作液
组和机床
夹具名称
夹具编号
单件时间
min
准备—终结
时间/min
专用夹具
0.28
工步号
工步内容
工艺
装备
主轴转速r/min
设备编号
工作液
组合机床
夹具名称
夹具编号
单件时间
min
准备—终结
时间/min
专用夹具
1.78
工步号
工步内容
工艺
装备
主轴转速r/min
切削速度m/mim
背吃刀量mm
进给量mm/r
进给次数
机械加工工艺卡片

编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺卡片
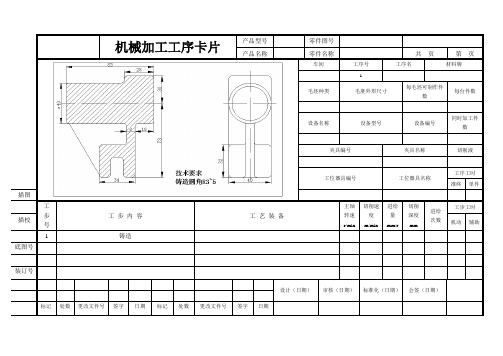
机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌1毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铸造底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌2毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌3毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌4毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 以Φ40外圆柱面为粗基准粗车端面A底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌5毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌6毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌7毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌8毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌9毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铣槽18底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌10毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 去毛刺底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌11毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 清洗底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌12毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 终检底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)。
圆柱齿轮加工工艺过程卡片

6
半精车
精车外圆至Ø325mm,并倒角。
金工
CAK6136
专用车夹具、YT15车刀
7
滚齿
滚齿m=5mm;z=63;α=20°
金工
YK38
专用车夹具、滚齿刀
8
插
插键槽22+0.026
金工
组合机床
专用钻夹具、插刀
9
检验
去毛刺
金工
钳工台
专用夹具、平锉
10
剃齿
剃齿至8级精度要求
金工
剃齿机
热
3
扩孔
轮辐孔扩至Ø50mm;扩中心孔至φ78mm。
金工
ZK5215
专用钻夹具、扩孔刀
4
拉孔
拉中心孔至Ø80mm。
金工
LYK6115
专用钻夹具、拉刀
5
粗车
1、粗车齿端侧面达到图纸要求;2、粗车外圆至Ø326mm;3、粗车轮辐版侧面并倒角达到图纸要求;4、粗车中心孔端面并倒角达到图纸要求。
金工
CAK6136
专用车夹具、剃刀
11
磨孔
推中心孔至精度要求IT7
金工
ZK5215
专用钻夹具、推刀
12
倒角
珩齿至IT7图纸要求
金工
YK5714
专用车夹具、珩刀
13
检验
按图样检查各部分尺寸精度检专Fra bibliotek量具14
入库
入库
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
机械加工工艺过程卡片
机械加工工艺过程卡片

2
加工φ25 孔
钻、扩、铰φ25H7 的通孔,达到尺寸要求
3
加工宽度为 30m 的下 粗、精铣宽度为 30mm 的下平台,粗糙度要求达到 6.3 平台
4 加工φ12.7 的锥孔 钻锥孔φ12.7
5
加工\M+000D414 阶 加工 M8 螺纹孔,锪钻φ14 阶梯孔 梯孔及 M8 底孔
6 加工 2-M6 螺纹孔 粗精铣 2-M6 上端面
机加工 机加工 机加工 机加工 机加工 机加工
X52K
专用铣夹具,硬质合金三面刃圆盘铣刀
30
2.58
专用钻夹具,高速钢麻花钻、标准高速钢扩孔钻、标
Z535
准高速铰刀
26
6.15
X52K
专用铣夹具,硬质合金三面刃圆盘铣刀
30
5.24
专用钻夹具,高速钢麻花钻、标准高速钢扩孔钻、
Z535
标准高速铰刀
26
4.7
Z535
专用钻夹具,高速钢麻花钻、小直径端面锪钻
26
5.62
X52K
专用铣夹具,硬质合金三面刃圆盘铣刀
30
3.7
7 加工 2-M6 上端面 钻 2-M6 螺纹孔,攻 2-M6 螺纹孔
机加工
Z535
专用钻夹具,高速钢麻花钻、细柄丝锥
26
2.04
8
检查
设 计(日 期)
标记 处数 更改文件号 签 字 日 期
常熟理工学院
材料牌号
工
序
工序名称
号
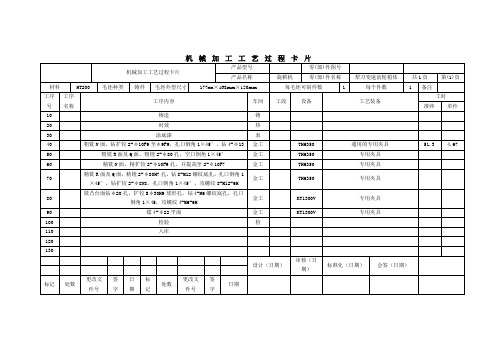
机械加工工艺过程卡片
HT200
毛坯种类
铸造
产品型号160mm×95mm×30mm
工
序
内
容
机械加工工艺过程及工序卡片模板

材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工艺卡片
X62W
铣床专用夹具
17
钻
用专用钻模或组合夹具装夹工件,钻2×φ6mm孔(以(42±0.1)mm尺寸定位)
钻
Z535
钻床专用夹具
18
检验
按图样要求检验各部,并进行磁粉探伤检查
检验
专用检查、探伤机
19
入库
涂防锈油、包装入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
7
粗车
夹φ37mm外圆,车另一端毛坯外圆φ52mm至φ48mm。
车
C6132A1
车床专用夹具
8
热处理
调质处理28~32HRC。
热
9
精车
修研两中心孔。夹紧φ48mm(工艺过程尺寸),顶紧别一端中心孔,车工艺凸台(中心孔处)外圆尺寸至φ25mm,长7.5mm,车φ37mm外圆至φ35mm,长178.5mm。
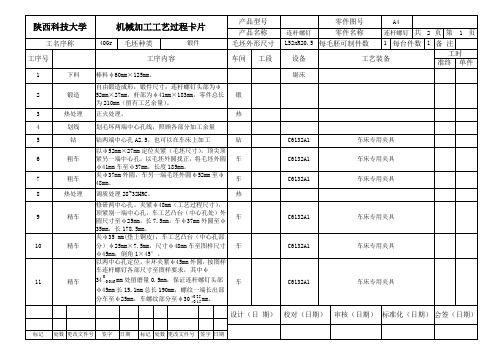
陕西科技大学
机械加工工艺过程卡片
产品型号
零件图号
A4
产品名称
连杆螺钉
零件名称
连杆螺钉
共
2
页
第
1
页
工名序称
40Gr
毛坯种类
锻件
毛坯外形尺寸
L52xR20.5
每毛胚可制件数
1
每台件数
1
备 注
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
下料
棒料φ60mm×125mm。
锯床
2
锻造
自由锻造成形,锻件尺寸:连杆螺钉头部为φ52mm×27mm,杆部为φ41mm×183mm,零件总长为210mm(留有工艺余量)。
工序卡片实例

工步工时
容
工 艺装备
r/min
m/min
mm/r
mm
进给次数 机动 辅助
专用铣夹具
120
60
2
R 面 3.5
1
可转位面铣刀 Ф 160
Q 面 4.5
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
工序号 120
毛坯外形 尺寸 177× 168×150
设备型号
工序名称 钻铰 R、Q 面各孔 每毛坯可 制件数
1 设备编号
材料 牌 号 HT200
每台 件 数 1
同时加工 件数
摇臂钻 夹具编号
工位器具编号
Z3025 夹具名称
钻铰 R、Q 面各孔夹具
工位器具名称
1 切削液
工序工时 (分) 准终 单件
工步
机械加工工序卡片
产品型号 产品名称
零件图号
旋耕机
零件名称 犁刀变速齿轮箱体 共 13 页 第 4 页
车间
毛坯 种 类 铸件 设备名称
工序号 40
毛坯外形 尺寸 177× 168×150
设备型号
工序名称 铣凹台面 每毛坯可 制件数
1 设备编号
材料 牌 号 HT200
每台 件 数 1
同时加工 件数
立式铣床 夹具编号
步
内
主轴转速 切削速度 进给量 切削深度
工步工时
容
工 艺装备
r/min
m/min
mm/r
mm
进给次数 机动 辅助
专用铣夹具
300
188.4
机械加工工艺过程及工序卡片模板

每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工艺卡片实例
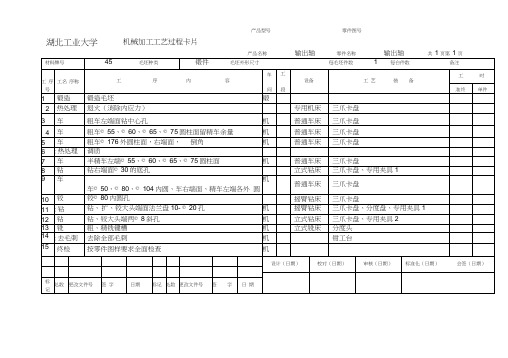
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。
机械加工工序卡片 和工艺卡
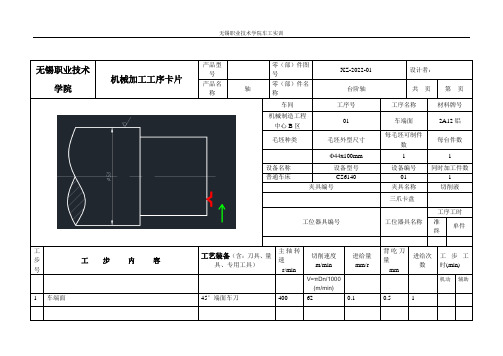
无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区01 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ44x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 车端面45°端面车刀400 62 0.1 0.5 1无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区02 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ44x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 粗车大外圆直径φ41,长度33.5 90°外圆车刀400 62 0.1 0.6 1无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区03 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ41x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 精车大外圆直径φ40,长度34 90°外圆车刀400 62 0.1 0.5 1。
机械加工工艺卡片实例
普通车床
三爪卡盘
10
铰
铰φ80内圆孔
摇臂钻床
三爪卡盘
11
钻
钻、扩、铰大头端面法兰盘10-φ20孔
机
摇臂钻床
三爪卡盘、分度盘、专用夹具1
12
钻
钻、铰大头端两φ8斜孔
机
立式钻床
三爪卡盘、专用夹具2
13
铣
粗、精铣键槽
机
立式铣床
分度头
14
去毛刺
去除全部毛刺
机
钳工台
15
终检
按零件图样要求全面检查
机
设计(日期)
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时min
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
半精车左端φ75圆柱面
CA6140
450
109.5
0.45
0.75
1
0.36
0.05
3
半精车左端φ65圆柱面
CA6140
500
105.98
0.45
0.75
1
0.12
0.018
4
半精车左端φ60圆柱面
CA6140
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
车
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
机械加工工艺卡片【范本模板】
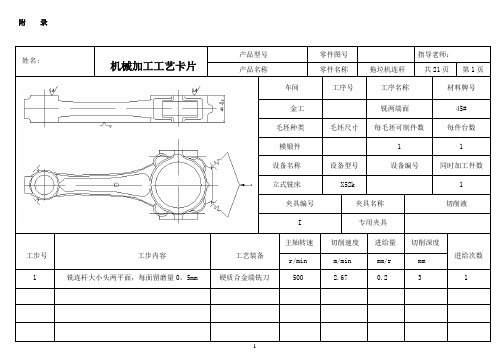
附录姓名: 机械加工工艺卡片产品型号零件图号指导老师:产品名称零件名称拖垃机连杆共21页第1页车间工序号工序名称材料牌号金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X52k 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 铣连杆大小头两平面,每面留磨量0。
5mm 硬质合金端铣刀500 2.67 0.23 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第2页车间工序号工序名称材料牌号金工粗磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数磨床M7350 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以一大平面定位,磨另一大平面,保证中心线对称,无标记面称为基面砂轮;磁力吸盘100 0.33 0。
33 0。
3 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第3页车间工序号工序名称材料牌号金工钻45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3080 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以基面定位,钻、扩、铰小头孔麻花钻;扩孔钻;铰刀1000 1。
04 0。
12 10 12 250 0.39 0.8 1.5 13200 0.32 0.8 1。
0 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第4页车间工序号工序名称材料牌号金工铣大头两侧45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62W 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1铣两侧面,保证对称(此平面为工艺用基准面) 750 0。
工艺卡举例
16
17
18
19
表 中小批生产的机床齿轮加工工艺过程
工序号 1 2 3 4 5 6 7 8 9 工序名称 锻造 热处理 粗车 粗车 半精车 半精车 滚齿 粗铣 精铣 粗铣四个槽 半精铣四个槽 正火 粗车小头端面、大小外圆、内孔 调头,粗车另一端外圆、端面、内孔 半精车小头端面、大小外圆、小内孔 精镗小内孔及沟槽 大头端面和外圆 小头端面和外圆 大头端面和外圆 小头端面和外圆 小头端面和内孔 小头端面和内孔 小头端面和内孔 C620-1 C620-1 C620-1 C616A Y3150 X62 X62 工序内容 定位基准 设备
1
2 3 4 5 6 7 8 9 10 11
锻造
热处理 粗车 粗车 半精车 半精车 滚齿 粗铣 精铣 钻孔 钳
6
机械加工工艺工序卡片实例
表 工序3的机械加工工序卡片
8
机械加工工艺工序卡片实例Βιβλιοθήκη 表 工序3的机械加工工序卡片
9
补充 典型零件的工艺分析
10
11
12
13
14
齿形的加工方案的选择
10
11
钻孔
钳
在四个工位钻孔
去毛刺
小头端面和内孔
Z518
20
21
22
23
24
25
26
27
28
29
30
齿形加工是整个齿轮加工的关键。按照加工原理,齿形加工可分为成形法 和展成法两种。指状铣刀铣齿、盘形铣刀铣齿、齿轮拉刀拉内齿轮等是成形法加 工齿形的例子,而滚齿、插齿、剃齿、磨齿、挤齿等是展成法加工齿形的例子。 齿形加工方案的选择,主要取决于齿轮的精度等级,结构形状、生产类型 和齿轮的热处理方法及生产工厂的现有条件。对于不同精度等级的齿轮,常用的 齿形加工方案如下: (1) 8级或8级精度以下的齿轮加工方案: 对于不淬硬的齿轮用滚齿或插齿即可满足加工要求,;对于淬硬齿轮可采用 滚(或插)—齿端 加工——齿面热处理——修正内孔的加工方案。热处理前的 齿形加工精度应比图样要求提高一级。 (2) 6-7级精度的齿轮。对于淬硬齿面的齿轮可以采用滚(插)齿——齿端 加工——表面淬火-校正基准——磨齿,这种方案加工精度稳定;也可以采用滚 (插)——剃齿或冷挤——表面淬火——校正基准-内啮合珩齿的加工方案,此 方案加工精度稳定,生产率高。 (3)5级精度以上的齿轮。一般采用粗滚齿-精滚齿-表面淬火-校正基准—粗 磨齿-精磨齿的加工方案。大批量生产时也可采用粗磨齿-精磨齿-表面淬火-校正 基准-磨削外珩自动线的加工方案。这种加工方案的齿轮精度可稳定在5级以上, 且齿面加工纹理十分错综复杂,噪声极低,是品质极高的齿轮。
机械加工工艺过程卡片模版
主轴转速
r/min
150 1000 400 630 630
切削速度
m/min
75.36 22 11 17.8 25.7
进给量
mm/r
0.2 0.3 0.3 0.3 0.4
切削深度
进给 次数 1 1 1 1 1
工步工时 机动 0.64 0.1 0.22 0.14 0.44 辅助 0.22 0.37 0.33 0.63 0.605
mm
3.5 3.5 0.9 0.1 6.5
设计(日期) 标记 处 数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
审核(日期)
标准化(日期)
会签(日期)
机 械 加 工 工 序 卡 片
机械加工工序卡片 产品型号 产品名称 旋耕机 车间 零(部)件图号 零(部)件名称 工序号 50 毛坯种类 铸件 设备名称 卧式加工中 心 毛坯外形尺寸 177×168×150 设备型号 TH6350 夹具编号 夹具名称 专用铣夹具 工位器具编号 工位器具名称 工序工时 准 终 工步号 1 2 工步内容 粗铣 R 面及 Q 面 粗镗 2-φ 80 孔,空口倒角 1×45° 工艺装备 专用铣夹具 φ 160mmC 类可转位面铣刀 专用镗夹具 镗通孔镗刀 2.25mm 主轴转速 单件 犁刀变速齿轮箱体 工序名称 粗铣 R、Q 面 每毛坯可制件数 1 设备编号 共(6)页 材料 HT200 每台件数 1 同时加工件数 1 切削液 第(2)页
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
49.93
0.35
3
0.26
0.038
4
车Φ104内孔
CA6140
5
车右端面、精车左端各外圆
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
车
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
7
页
车间
工序号
工序名称
材料牌号
10
车
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
机
普通车床
三爪卡盘
10
铰
铰φ80内圆孔
摇臂钻床
三爪卡盘
11
钻
钻、扩、铰大头端面法兰盘10-φ20孔
机
摇臂钻床
三爪卡盘、分度盘、专用夹具1
12
钻
钻、铰大头端两φ8斜孔
机
立式钻床
三爪卡盘、专用夹具2
13
铣
粗、精铣键槽
机
立式铣床
分度头
14
去毛刺
去除全部毛刺
机
钳工台
15
终检
按零件图样要求全面检查
机
设计(日期)
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
粗车大头端Φ176外圆柱面
CA6140
125
73.4
0.81
1.25
1
0.39
0.06
3
倒角
CA6140
125
73.4
0.81
1
1
4
粗车右端面
CA6140
200
11.5
0.66
2
1
0.72
0.11
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
输出轴
共
10
页
第
3
页
车间
工序号
工序名称
材料牌号
5
粗车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模锻件
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时min
车
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
4பைடு நூலகம்
页
车间
工序号
工序名称
材料牌号
7
车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模锻件
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
1
0.12
0.018
4
粗车Φ60外圆柱面
CA6140
400
82.92
0.71
1.25
1
0.08
0.012
5
粗车Φ55外圆柱面
CA6140
320
70.34
0.71
1.25
1
0.36
0.054
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
车
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
560
109.9
0.45
0.75
1
0.095
0.014
5
半精车左端φ55圆柱面
CA6140
710
128.19
0.3
0.75
1
0.38
0.06
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
钻
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
5
页
车间
工序号
工序名称
材料牌号
纵
125
2
1
0.426
0.06
横
130
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时min
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
半精车左端φ75圆柱面
CA6140
450
109.5
0.45
0.75
1
0.36
0.05
3
半精车左端φ65圆柱面
CA6140
500
105.98
0.45
0.75
1
0.12
0.018
4
半精车左端φ60圆柱面
CA6140
Z37
夹具编号
夹具名称
切削液
专用夹具2
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时min
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
钻孔2—Φ8
Z550
1945
36.7
0.12
3
1
0.11
0.02
3
铰孔2—Φ8
Z550
850
13.3
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
车
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
1
页
车间
工序号
工序名称
材料牌号
3
粗车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模锻件
1
设备名称
设备型号
设备编号
同时加工件数
设备编号
同时加工件数
CA6140
三爪卡盘
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时min
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
车Φ50内孔
CA6140
3
车Φ80内孔留0.5mm的余量
CA6140
4
车
粗车φ55、φ60、φ65、φ75圆柱面留精车余量
机
普通车床
三爪卡盘
5
车
粗车φ176外圆柱面,右端面,倒角
机
普通车床
三爪卡盘
6
热处理
调质
7
车
半精车左端φ55、φ60、φ65、φ75圆柱面
机
普通车床
三爪卡盘
8
钻
钻右端面φ30的底孔
立式钻床
三爪卡盘、专用夹具1
9
车
车φ50、φ80、φ104内圆、车右端面、精车左端各外圆
8
车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模锻件
1
设备名称
设备型号
设备编号
同时加工件数
Z550
夹具编号
夹具名称
切削液
三爪卡盘、专用夹具1
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时min
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
钻φ30的孔
185
17.4
0.35
15
1
0.71
0.11
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
车
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
第
6
页
车间
工序号
工序名称
材料牌号