压榨部
5 压榨部的结构形式和特点
凹面压区压榨的应用
Cartonboard 卡纸 Containerboard (Liner, corrugated medium)箱 板纸 (挂面纸,瓦楞芯纸) Fine paper高级文化用纸 Newsprint 新闻纸 Tissue 卫生纸
盲孔压榨( Blind-drilled press roll)
Grooved roll
Blind-drilled Roll
盲孔压榨
20世纪70年代中期欧洲发展起来的。 压榨辊上钻有盲孔(孔眼底部不与大气或真空相同), 盲孔辊的胶面所钻的圆孔深度为7-12.5mm,开孔率为
25%-30%。
传动侧抽气真空压榨辊
避免了真空管拐弯太多,管路消耗多的缺陷, 有利于真空度的保持,高速、宽幅纸机的运行 成本和运行性能有利。
沟纹压榨( Grooved-roll Press)
0.5mm 2.5mm
沟纹压榨
从湿纸中脱出的水穿过毛毯垂直进入沟纹,缩短 了排水距离,减少了脱水阻力。 沟纹是目前最有效的脱水方式。 沟纹辊的开口率:沟纹开口面积的百分率。 沟纹的尺寸和开口面积要使辊面沟纹足以容纳压 区中挤出来的全部水分。
沟纹压榨
沟纹内积水的排除
辊沟中的水既受到表面张力,又受大离心力的作用。
加深沟纹以增大孔隙容积
1500 1450 1400
ml/m²
1350 1300 1250 1200 1150 Storage volume
Aqualis AquaFlow SolarFlow
Aqualis Groove dimensions 沟纹尺寸 Groove width: 0,5 – 0,8 mm 沟纹宽度 Web width : 2,0 – 3,0 mm 沟纹台面宽度 Groove depth : 1,6 – 2,0 mm 沟纹深度
压榨(1)要点
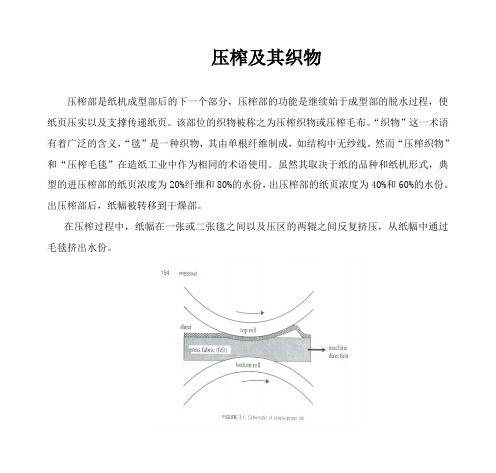
压榨及其织物压榨部是纸机成型部后的下一个部分,压榨部的功能是继续始于成型部的脱水过程,使纸页压实以及支撑传递纸页。
该部位的织物被称之为压榨织物或压榨毛布。
“织物”这一术语有着广泛的含义,“毯”是一种织物,其由单根纤维制成,如结构中无纱线。
然而“压榨织物”和“压榨毛毯”在造纸工业中作为相同的术语使用。
虽然其取决于纸的品种和纸机形式,典型的进压榨部的纸页浓度为20%纤维和80%的水份,出压榨部的纸页浓度为40%和60%的水份。
出压榨部后,纸幅被转移到干燥部。
在压榨过程中,纸幅在一张或二张毯之间以及压区的两辊之间反复挤压,从纸幅中通过毛毯挤出水份。
图3.1表示平压榨压区的这一脱水过程。
压榨力增加,脱水加强。
压榨织物的主要功能是从纸幅中脱水,纸幅的支撑和传递,提供纸幅均匀的压力分布和赋予纸幅良好的表面修饰。
该织物应为纸幅提供适应的保护以防止压溃、湿痕和沟纹痕。
织物的其它功能包括封闭引纸情况下把纸幅从一个位置传递到另一个位置,驱动无传动毯辊。
毛毯的吸水量和水流阻力受空隙容积的影响(该容积是未被纱线和纤维占据的体积)。
低的流体阻力和压榨负荷下保持空隙容积的能力在毛毯运行过程中是很重要的。
重要的压榨毛毯特性包括:强度、充足的空隙容积、所需的透气性、低的可压缩性、织物/底布比例、抗压实性、耐磨性能、抗污性能、抗热及化学处理性能。
3.1脱水理论纸张的定量和脱水特点有两个关键因素,大致可以分为两种类型的压区,一是流动控制压区,另一个是压力控制压区。
3.1.1流动控制压区(横向流动压区)在这些压区中,脱水主要受纸幅中的水流阻力影响。
在流动控制压区中,流体在纤维层中流动的阻力控制了水被挤出的速率。
这些压区的特点是高水荷载、高克重纸幅、中慢脱水的低游离度纸浆。
流动控制压区的主要问题和症状是压溃和水力流痕,脱水受助于:*柔软的辊表面;*大直径压榨辊;*双面毛布;*高纸幅湿度。
设计考虑因素〈1〉低水流阻力:在流动控制压区中,水流阻力被最小化是很重要的,典型的是使用较粗的绒毛和较高透气性的织物,以在没有压溃和水力流痕的情况下有助于脱水。
压榨部设计说明书
目录1. 压榨部综述 (2)1.1压榨部的作用 (2)1.2压榨部的布置 (2)1.3压榨部机械特性 (3)2. 压榨部主要参数 (3)3. 压榨部结构组成 (6)3.1压榨辊 (6)3.1.1 压榨辊类型 (6)3.1.2 压榨辊的技术参数 (10)3.1.3大辊径压榨辊结构 (10)3.1.4 压榨辊的常见故障与解决方法 (10)3.2压辊的加压和提升装置 (11)3.3毛毯的张紧和校正装置 (11)3.4导纸辊 (11)3.5导毯辊 (11)3.6毛毯洗涤装置 (11)3.7喷汽器 (12)4. 1760/200长网多缸造纸机结构设计举例 (12)4.1第一、二道普通压榨 (12)4.2第三道普通反压榨 (13)4.3第四道平滑压榨 (13)4.4其他装置 (14)5. 压榨部安装工艺卡 (15)6. 总结 (17)参考文献 (18)1. 压榨部综述1.1 压榨部的作用纸幅上网部时的干度约为0.5%~1%,出网部进压榨部时的干度约为20%,出压榨部时的干度约为40%。
压榨部是造纸机湿段(流送部、成型部、压榨部)的最后一个环节,它为干段(烘干部、压光部、卷纸部)的正常运行起到了至关重要的作用。
显然,压榨部的主要作用是用机械挤压法降低湿纸幅的含水量,提高纸幅进入干燥部的干度。
此外,压榨可以改善纸的表面质量,增大成纸的紧度,纸的强度也有一定的提高。
压榨部的脱水沿纸幅的幅宽上应该是均匀的。
纸幅有局部的过干或过湿的现象时就会产生纸幅的过于干燥或压溃的现象。
湿纸幅在脱水过程中,机械挤压脱水的费用比用蒸汽烘干的方法低得多。
在不影响纸的质量的前提下,应加强压榨部的作用,以机械挤压的方法脱去尽可能多的水分。
一般说来,纸幅出压榨部时的干度每上升1%,相应于干燥部所需蒸发的水量减少约5%,也就是蒸汽耗量降低约5%。
提高压榨脱水的效率,对于增加造纸机的产量或降低成本,有重要的作用。
在压榨过程中,湿纸幅的表面和平滑的压辊表面,或是和平整的毛毯表面接触,可以减轻纸幅表面的网痕,增加纸的平滑度。
纸机压榨部设计方案通用步骤举例
具体设计方案步骤
1技术设计
第一步,确定压榨部的关键,即压区结构。
例如,采用四辊三压区配置,第一压区由沟纹压榨辊和真空压榨辊组成,第二压区由真空辊和中心辊组成,第三压区由中心辊和靴压辊组成,采用液压系统加压。
再按参考参数第一压区压力80kN/m、第二压区压力90kN/m、第三压区压力800kN/m进行各压区线压力计算和校核。
第二步,根据压区压力与车速等要求进行四只压辊规格、强度和材料等的具体计算和校核,并确定其传动方案、运行原理。
例如,参考参数:直径沟纹压榨辊800mm,真空压榨辊1100mm,中心辊1500mm,靴压辊1200mm;长度5000mm 左右。
第三步,根据主体设计选择适当的真空吸移辊,确定规格、数量和真空度范围等要求。
第四步,引纸辊规格、数量和材料的计算与选定。
第五步,毛布的规格、数量和材料的计算与选定。
第六步,毛布辊、毛毯洗涤装置、校正装置,张紧装置,高压喷水管,毛布吸水箱,水收集装置等与毛布回程有关的配套部件的规格、数量和材料等的选定。
第七步,各压区辊子移动装置、换辊装置、刮刀等辅助部件的规格、数量和材料的选定。
第八步,操作侧、传动侧、底层走台和机架等其他直属部件的规格、数量、结构和材料的选定。
第九步,完整而详细地阐述本压榨部运行过程、工作原理,并在此过程中补充完善遗漏的零部件的设计。
2绘图
1.绘制本压榨分部总装图、装配图。
2.选一压辊绘制其零件图。
3.学习绘制三维零件图,以压辊为例。
3归纳总结编写说明书
说明书包括技术设计与必要的部分绘图,并拟定安装方案、操作指导与设备维护方案等。
压榨部的目的作用
Example on the effect on energy consumption in the drying section
Effect of increased web dryness from 40% to 41% in the press on drying efficiency.
MR
Water removal Sheet quality
1% solid content increase 4% steam consumption decrease
Mechanism
Felts
Rolls
Runnability
干度和水分含量
1% dryness
1% moisture content
4% reduction in evaporative drying energy
1% press dryness increase
Exercise (Dryness, sheet moisture ratio)
纸页定量 = 100 g/m2
1. How much water is taken out in the press if ingoing dryness is 20% and outgoing dryness is 30%. 如果进压榨干度为20%出压榨干度为30%,那么 在压榨中脱去了多少水?
压榨部
干燥部 DRYING 干燥
水通过干燥方式蒸发。 干度约95%
压榨部的目的
脱除纸页中的水分(运转性能、成本)。
增加纸幅中纤维的结合力,提高纸页的紧 度和强度(品质、运转性)。
消除纸幅上的网痕,提高纸页的平滑度并 减少纸页的两面性。 将湿纸幅传送到干燥部(运转性能)。
压榨部
第三节第三节纸页的压榨脱水纸页的压榨脱水为什么湿纸页要经过压榨后才进行干燥湿纸幅在网部虽然已经脱去大部分水分,但从伏辊出来的湿纸页一般仍含有80 %左右的水分(干度约为14~20%),如果把这样的湿纸页直接送到干燥部进行烘干,不仅要消耗大量蒸汽,而且获得的纸幅组织疏松,强度低,表面粗糙.所以湿纸幅在进入干燥部之前,需要通过压榨部处理.一,压榨部的作用及其组成一,压榨部的作用及其组成1.作用(1)用机械挤压力使湿纸页进一步脱水,提高湿纸幅进入干燥部的干度.(2)改善湿纸页的表面性质:减轻网痕,减小两面差,提高平滑度.(3)使湿纸幅的组织紧密,提高其强度和紧度.(4)从网部剥离湿纸幅,经压榨后传递至干燥部.但是,并不是所有的纸种,在压榨时都要起到上述四个作用.2.组成压榨部的组成取决于所生产的纸种,低定量的纸需要压榨组数较少,要求具有吸收性的纸种,如滤纸,皱纹纸,吸墨纸等的压榨,主要直递纸,有一定的脱水作用,故选用的压榨组数也较少.生产纸板要求压榨组数较多,并且还有3~6道预压榨.压榨脱水主要脱除湿纸中游离水,其他形式的水很难脱除,如结合水.压榨部的布置特点:长网造纸机采用的压榨型式和压榨道数一般取决于生产的纸种,使用的浆种,纸机车速等因素.低速长网纸机一般设置多道普通双辊压榨.在中,高速纸机上设置脱水效能较高的复合压榨或靴型压榨.当对生产纸种的紧度要求较高时,纸机的压榨部应设置较多道数的压榨,避免压榨过程中使用过高的压力.当对生产纸种的平滑度和表面质量要求较高时,纸机压榨部应设反压榨及平滑压榨.当使用游离浆抄纸时,压榨的道数可以较少,使用的线压力可以较高.当使用粘状浆抄纸时,压榨道数应多一些,压榨线压力逐(渐)道提高,减少和防止湿纸幅的压溃.二,压榨对纸张性质的影响压榨能够提高纤维间结合力,因而能够提高受纤维间结合力影响为主的各项强度性质.同时,也能改善纸张的表面性能.1.压榨对纸张耐破因子的影响压榨能够提高纸张的耐破因子,且最初随压榨力的增加而增加,然后趋于平缓.在浆料打浆度比较低的情况下,压榨作用对提高纸的耐破因子尤为明显.2.压榨对纸页孔隙率的影响孔隙率,也称气孔率,是表征纸张抗空气透过性的一种尺度.纸的气孔率是随着压榨力的加大而呈直线式增大的.注意:气孔率的表示方法:空气透过的时间/单位面积纸页3.压榨对纸张松厚度的影响纸张的松厚度随压榨力的增加而降低,当压榨力提高到4.9Mpa以后,纸的松厚度趋于恒定.4.压榨对抗张力的影响与耐破因子相似.5.压榨对撕裂指数的影响由于撕裂指数主要取决于纤维长度和纤维本身固有的强度,提高压榨力对纸的撕裂强度影响不大.6.压榨对耐折度的影响随压榨力的提高,耐折度也提高.7.压榨对不透明度的影响不透明度是随着压榨力的增加而降低的.8.压榨对纸张两面性的影响压榨可以减轻纸页的两面性,特别是两面的平滑度差(对多缸纸机),消除纸页反面的网痕.但另一方面,压榨能够增大纸页的两面性,使纸张产生两面紧度差.纸页靠近毛毯的一面紧度较大,结果造成纸的毯面吸收油墨,胶料和涂料的能力有所下降.双毯压榨产生的两面紧度差较小.9.压榨对角质化的影响(p262)所谓角质化是指纤维的润胀能力将会受到永久性损失.压榨影响纤维角质化的各种因素:①纸的定量和加压时间的影响定量及加压时间的影响都不大②浆种的影响③pH值和温度的影响④反复压榨的影响⑤干燥前压榨的影响⑥压榨纸浆的纸张性质三,压榨脱水机理三,压榨脱水机理(一)压榨脱水的阶段及压力分布压区:一对压辊在自重和外力的作用下所形成的接触区域.压区宽度:在两个压辊中间,从湿纸和毛毯在进压缝一边开始接触的地方算起,到出压缝一边二者分开时为止,中间这段水平距离为压区宽度.以上,下压辊中心线为分界线,将压区分成两个部分,进压缝的一边称为第一区,出压缝的一边称为第二区.1.压区压力及其构成根据流体压力梯度概念来分析研究压榨脱水机理.压区压力=流体压力+机械(压缩)压力2.普通平辊压榨脱水机理——水平反向脱水在普通平辊压榨中,由于下压辊为平辊,毛毯和下压辊的界面没有水通过.因此,除机械压力外,还有流体压力,压榨时,水从湿纸向毛毯流动,因为从毛毯向下辊的垂直方向没有水的流动,所以水透过毛毯厚度上的流动减少,水通过纸和毛毯的压力梯度小,通过毛毯的水量必然降低.由于压力梯度是存在于和压区相垂直的方向,湿纸中所有被压榨出的水只能水平反着毛毯运行方向透过毛毯流动, 水流速度低,流经毛毯的距离长,因此相应有较大的流体流动阻力和较小的液压梯度,排除水量少. 此时,如果湿纸强度不够,就会出现压花.在普通平辊压榨中,把压区可以分为四段.A段:预压段,主要排出空气,也脱出少量水;B段:是主要脱水段,湿纸中的水压入毛毯,毛毯中的水斜穿过毛毯到下辊表面,与下辊传向相反,靠自身重力排去.有少量水向上串,返回毛毯,湿纸中.C段:进入侧受压最大,继续脱水,水流方向平行于辊面,与运转方向相反流动.出去侧受力由大变小,毛毯回弹比湿纸而大,因而毛毯中出现毛细管,从湿纸中吸水,所以湿纸仍脱水,量不多,还吸收串过辊中心线的水.D段:因压力由大变小,湿纸幅回弹,膨胀,产生毛细管作用,从毛毯中吸收水,湿纸回湿.因此,尽可能早地将湿纸和毛毯分开.压榨时,当水力压差超过湿纸幅强度所能承受的数值时,湿纸幅的组织结构就会被冲散而造成所谓"压溃"现象(即"压花").压花(压溃):是指排水阻力太大,水向四面奔发,破坏了纸页的结构.压榨时,压力越大,压出的水越多,但不能超过压花压力.压花压力:与刚刚出现压花时所对应的压力.普通平辊压榨脱水的缺点:水平排水距离长,阻力大,脱水效率低.另外,纸幅和毛毯进入压区之前,先通过压区前侧的水层,使毛毯和纸幅水分增大,这也不利于压榨脱水.这种脱水方式叫作"水平反向脱水".即:从湿纸幅中压榨出的水分,必须通过毛毯水平反向运动一段距离之后才能被排出.在压区宽度中,只有第一压区才起到脱水作用.3.垂直脱水原理对于真空压榨,沟纹压榨,盲孔压榨,套网压榨等压榨方式来说,它们的压榨脱水不是横向脱水,而是垂直向下脱水.真空压榨的脱水动力与普通压榨的脱水动力是相同的.即湿纸幅是在上压辊的压力作用下进行脱水. 而真空抽吸力的主要作用是把压区前侧毛毯中的水分吸掉,以降低毛毯进入压区前的含水量并保持毛毯良好的滤水性.当湿纸幅和毛毯通过压区时,压榨出的水分,能立即被毛毯吸收并透过毛毯,在经过很小距离(1/2孔距)的水平移动后,便能垂直向下进入辊壳的小孔中.其中一部分水分进入真空室排出,还有一部分水分则留在孔内.当小孔转离压区后,在离心力的作用下,小孔中的水分被抛真空压榨脱出的水是垂直流动,排水距离短,水流阻力小.毛毯不会被水饱和,因而减少了湿纸幅"压溃"的可能性.真空压榨可以采用较高的线压力,具有较高的脱水效能,有利于造纸机车速的提高.第一区从湿纸和毛毯进入压区开始,到湿纸水分达到饱和为止.在第一区虽然湿纸的水分含量已经饱和,但毛毯的含水量尚未饱和,还没有产生流体压力.由于压缩的总压力逐渐增大,湿纸和毛毯都处于不饱和状态,所以从湿纸和毛毯中压出来的主要是空气.没有流体压力,水仅在毛细管作用下流动.湿纸的干度在第一区变化不大,压榨力仅用于压缩湿纸和毛毯的纤维结构.第二区从湿纸饱和点到压区中线.压区中线处压区总压力达最高值.在第二区,毛毯和湿纸的含水量达到饱和,同时流体压力不断增加.从湿纸中压榨出来的水进入毛毯,使毛毯含水量也达到饱和.毛毯中的流体压力,把水压至毛毯下层的空隙.作用于湿纸和毛毯上的压力在第二区中逐步增加,纸和毛毯中的流体压力在压区中线之前达到最高值.在第二区,水受到压榨作用从湿纸和毛毯中脱出.在毛毯含水量尚未饱和以前,湿纸中的水受毛细管作用进入毛毯.从压力曲线最高点到纸的最高干度点之间为第三区.在第三区,总压力逐渐下降.湿纸结构压力增长到最高点对应于湿纸干度的最高点,相当于湿纸中流体压力为零的一点.这表明在压区中线之后,湿纸和毛毯之间有一个压力梯度.第三区也是压辊缝口扩张的部位.在第三区纸幅仍受到压缩作用,但毛毯得到充分膨胀.由于压区仍然有水在横向流动,毛毯在第三区的一小部分被水饱和,此后变成不饱和状态,因而在毛毯内部会产生真空抽吸作用,使空气和水经过沟纹或网套返回毛毯.第四区指的是从湿纸开始膨胀,水分不饱和到它离开压区为止的这段区域.压榨毛毯在第四区一直处于不饱和状态,并且在不断地膨胀.在第四区,纸和毛毯均发生膨胀,湿纸水分由饱和变得不饱和,流体压力曲线出现负值,从而导致湿纸和毛毯的组织结构压力高于总压力.由于湿纸膨胀所形成的真空比毛毯大,结果造成空气和水进入毛毯和毛毯中的水进入湿纸的反向流动.另外,毛细管作用还会造成湿纸和毛毯或它们之间产生水分的重新分配.当湿纸和毛毯在第四区分开时,湿纸和毛毯界面的水份因为水膜的分离而分别返回到原纸和毛毯中.4.压控压榨与流控压榨凡压榨脱水主要由压榨力大小决定的压榨称为压控压榨.凡压榨脱水主要由流体流动阻力大小决定的压榨称为流控压榨.在流控压榨中,使用双毯压榨最为适宜.这样可使纸的两面同时脱水,可认为是纸的定量降低一半,可使流控压榨转变为压控压榨.四,压榨辊的结构形式与特点1.平辊压榨普通压榨和一些正压榨用的都是平辊压榨,上压辊为石辊,下压辊为胶辊.石辊在过去常用天然花岗石制作,现在多用橡胶与石英砂混合制成的人造石代替.包胶辊是在铸铁辊上包胶制成的.胶的硬度通常为80~90o(肖氏硬度).包胶的作用:(1)使辊面具有弹性,可以缓冲上辊的压力,减少压溃,延长毛毯的使用寿命.(2)在一定程度上补偿中高的误差,使两辊接触较好,脱水均匀.上下辊安装有一定偏心距,上辊偏向进纸一侧.2.网衬压榨(1)衬网压榨衬网压榨是在压榨毛毯内再衬上一条网眼比较大的无端的塑料网带.衬网为双层编织,不易被压缩,可在较高的线压工作.它在毛毯的下部保持大量孔隙,开孔率大于真空压榨和沟纹压榨.为压区被挤压出来的水分提供了必要的排水通道,从湿纸压出的水经过毛毯进入塑料网的孔眼中,从而达到减小压区流体压力和有利于脱水的目的.衬网压榨又称为网毯压榨.(2)套网压榨网套压榨是在包胶的下压辊上套上一层塑料网.其工作原理和网毯压榨相同.压入网毯或网套孔隙内的水分可以通过吸水箱或空气刮刀除去.由于网毯压榨,网套压榨制造,安装及操作均较复杂,只在特殊需要情况下采用(生产高级纸),使用不如沟纹压榨普遍.3.真空压榨真空压榨,多用于中高速纸机中.上辊:花岗岩石辊或人造石辊,是从动辊.下辊:真空吸水辊,辊壳用磷青铜或不锈钢制成,辊面包有橡胶并钻有大量的直径为6~8mm的通孔,辊壳内装有真空室(宽度一般为100~200mm),是主动辊.真空压辊的结构与真空伏辊基本相同.真空室的作用仅是用来抽吸辊壳孔眼中的空气,而不是水.上下辊安装有偏心距,与普通压榨排列相反,一般上辊偏向湿纸幅出压区一侧.通过真空压榨脱水机理可知:提高压榨效能的关键就是缩短压区内的排水距离.真空压榨的优点:①可以比普通压榨多脱掉水分,纸的干度可提高1%~2%;②纸页横幅干度均匀一致;③由于真空作用的关系,湿纸紧紧贴在毛毯上,因此压榨时断头可以减少;④因为真空压榨可以多脱掉水,进入真空压榨的湿纸干度稍低一些也不碍事;⑤真空压榨对毛毯来说,经常有清洁作用,压榨毛毯比较干净,能够保持一定的渗水能力,因而,可以延长毛毯的使用寿命.真空压榨的缺点:设备投资费用大,生产费用高,一般只能用到15年左右的4.沟纹压榨grooved-roll上辊:花岗岩石辊或人造石辊,从动辊.下辊:空心铸铁辊包胶,胶层辊面车有细密的,环形或螺旋形的沟槽, 主动辊.现在,大型高速纸机采用的最新沟纹辊是金属沟纹辊并制成可控中高辊类型的结构.沟纹压榨的脱水原理:沟纹辊的辊面有很细密的,环形或螺旋形的沟槽.这些沟槽为压区内被挤压出的水分提供了排泄的渠道.沟槽使压区的下方与大气相通,压区内的水分可以沿着垂直的或接近于垂直的方向穿过毛毯进入沟槽.水分在毛毯内所需横向(水平)移动的距离不大于沟纹间距离的一半,流阻较小,使压区的排水有比较理想的条件.这是沟纹压榨具有较高脱水效能的主要原因.沟纹压榨被广泛采用的主要原因:使用沟纹压榨时,可以提高压榨的线压力而无压溃和产生印痕的危险,压榨后的纸幅干度高而且脱水均匀.在一些高速纸机上,沟纹压榨部分地取代了真空压榨.另外沟纹压榨还使用于旧纸机普通压榨的改造,而不需要添设真空系统及动力装置,既方便,又经济.5.盲孔压榨盲孔压榨是70年代在沟纹压榨的基础上研制出的一种新型压辊.上辊:石辊下辊:铸铁包胶盲孔辊,即在铸铁辊芯上挂胶或聚胺酯合成材料.挂面层上钻有孔径为2~4mm,深为12~15mm的盲孔,开孔率为25%~30%,其孔眼容积比沟纹压辊约大5倍,可以容纳更多压榨出来的水.高速纸机上,盲孔内的水分大部分被离心力甩到辊面,用刮刀除去.另一部分水被毛毯吸收,再借吸水箱从毛毯中吸走.在车速低于250m/min的低速纸机采用气刮刀,借助高速喷向辊面的空气,把水分从盲孔内吹出.6. 延伸压区压榨(宽压区压榨或靴型压榨)宽压区压榨是由压脚顶着压辊形成压区.压区宽度可达250mm,因此,可相应延长湿纸在压区内的受压时间,压榨线压可以提高约1700kN/m.由于湿纸在长压区压榨中受压时间较长,因此可以提高压榨出纸干度;降低烘缸部蒸汽消耗量,改善压榨部的运行性能,提高纸机的生产能力.组成包括:一个可控中高沟纹上压辊,上下双毛毯,一条橡胶衬带,靴型压板及推动压板的汽缸活塞液压装置.上辊:可控中高胶面盲孔上辊(配有双毛毯)或可控中高胶面上辊(配有下毛毯).下辊:凹面压区压辊(靴型压辊).压区宽度:210~310mm;压榨时间:延长至普通压榨的8倍.凹面压区压辊既可以作为下辊,也可以作为上辊与其他压辊组成宽压区压榨.五,压榨部的组成(压榨辊的组合形式)普通长网纸机的压榨部由一组以上压榨组成,通常为2~4组在普通长网纸机中,最后一组多为光泽压榨.现在多采用多辊复合压榨.对于多圆网纸板机来说,其压榨部由预压榨和主压榨组成.1,双辊压榨(1)正压榨:湿纸幅的正面与上辊(石辊)接触,可提高正面平滑度.(2)反压榨:湿纸幅的反面(网面)与上辊(石辊)接触,可提高反面平滑度,减轻网痕,减小两面差.多由人工引纸,纸机车速高时,操作困难,因此多用于平滑度要求高和两面差小的纸张和低速纸机.(3)光泽压榨:是纸机压榨部的最后一道压榨,其作用是压平纸面,消除网痕和毯痕,提高纸的紧度和网面的平滑度.(4)挤水压榨:也即毛毯洗涤压榨,其作用是清洗毛毯,挤去入压区毛毯的水.为压榨胶水创造条件.有时叫分离(5)引纸压榨:将湿纸从引纸毛毯转移到压榨毛毯的压榨.用于真空引纸的中,高速纸机.主要作用是转移湿纸页并不是脱水,因此,压榨时使用的线压并不很大,真空辊的真空度也不高.湿纸是夹在引纸毛毯和压榨毛毯中间通过压区的.又称传递压榨.(6) 其它组合形式的新型双辊压榨单一压榨紧凑压榨贯穿压榨设计的指导思想是避免湿纸从网部伏辊开放引纸到一压时断头的危险,适合于各种不同定量纸张的真空引纸.三真空压榨的特点是引纸位置有一个三真空室的真空辊,三个真空室各有不同的真空度.第一真空室将网上湿纸揭下来往一压传递,中间一个真空室的真空度要根据纸的定量大小而加以调整,第三真空室维持着普通一压所需要的真空度.真空压辊身兼三职,即担负着引纸,递纸和一压的三重任务.2,多辊压榨的组合形式多辊压榨指两只以上的压榨辊按照不同组合形式配置的压榨方式.(l) 高强压榨高强压榨是在上下压辊中间配装一个表面硬,直径小的沟纹辊,湿纸页随同毛毯从上压辊与小辊之间通过,虽然线压不大,但却有很高的压区比压,故能有效提高脱水效率.同时,窄小的压区有利于水分的排除和缩短压区后半部纸幅与毛毯的接触时间, 从而减少毛毯对纸幅的回湿作用.小辊用不锈钢制成,辊面车有V形沟纹,沟深和沟宽均为0.76mm.高强压榨需要专门设计的毛毯.(2)垂直三辊压榨垂直三辊压榨由真空下压辊,中辊和石质上压辊组成.伏辊传来的湿纸由两床毛毯夹着通过下,中两个真空压辊的压区.中间的真空辊有两个真空室.真空室的位置正好位于下真空辊真空室之后,保证湿纸随着中压辊毛毯移动.湿纸随中压辊毛毯通过中,上两个压辊的压区,最后被开放式引纸送入烘图Ⅱ-5-3-45垂直三辊压榨1-真空伏辊2-真空压榨下辊3-下辊毛毯4-真空压榨中辊5-中辊毛毯6-石辊7-下压辊真空室8-中辊吸移真空管9-中辊真空室(3)复式压榨复式压榨又称为组合压榨或复合压榨,即多压区压榨.根据不同的要求,使用不同的辊数和不同的布置方式.图Ⅱ-5-3-46倾斜三辊双压区复合压榨图Ⅱ-5-3-47双压区紧凑复合压榨折角式三辊复合压榨四辊复合压榨四辊三压区复合压榨.第一压区下辊是沟纹辊,上辊是真空辊,第二压区右辊是石辊,第三压区右辊是可控中高沟纹辊.湿纸幅经过三个压区脱水,提高到较高的干度,开放式引纸进入平滑压榨,减少了断头.环列式复式压榨四辊以上的复式压榨采用环列式布置,中心辊是石辊,围绕石辊布置多个真空压辊或可控中高沟纹辊.该复式压榨实现了全封闭引纸,没有开放式引纸,减少了断头.复合压榨的优点:(1)提高了压榨脱水效率,得到较高进入干燥部的纸幅干度.(2)对于相同压区数,需用的压辊减少,相应降低了功率消耗.(3)结构紧凑,占地面积少,可节省建筑面积和费用.(4)便于和真空吸移装置配合实现封闭引纸,引纸简单,减少断头, 可以提高纸机车速.(5)压榨部的损纸易于处理.反压引纸无障碍.(6)纸幅在压榨时,使正面和网面得到对称或接近对称的脱水,减小了纸幅两面差.(7)基本可以解决草浆抄纸,由于纤维短,非纤维性细胞多,容易出现粘辊,断头的问题.对纸种的适应性好,适应于高速纸机.复式压榨结构复杂,制造,安装及传动系统的精度要求较高.六,压榨毛毯压榨毛毯是影响压榨部脱水和改善纸页性能的重要因素.(一)压榨对毛毯的要求和毛毯对压榨的的作用基本要求:传递纸页,帮助脱水和改善由于压榨带来的纸页问题.作用:(1)传递湿纸.(2)吸收湿纸中压榨出来的水,帮助脱水.(3)将压力均匀分布在湿纸上.(4) 支撑湿纸以防压花.(5) 改变纸幅的表面性质.(6) 在真空压辊,沟纹压辊和盲孔压辊时,能均衡实心部分和眼孔部分上的压力,从而消除或减轻纸上出现的"影痕".(7) 带动压榨部从动辊转动.(二)毛毯的特性(1)强度(2)空隙容积(3)透过性(4)可压缩性(5)耐磨性(三)毛毯的种类和构造(1)编织羊毛毛毯和底布植绒毛毯这种毛毯是用羊毛毛线织成,然后用毛刺辊使毛毯表面起绒,这是最原始的一种压榨毛毯,现在已被淘汰.底布植绒毛毯是由编织毛毯派生出来的一种毛毯.在底布上单面或双面针刺植绒制成. (2)无纬底布毛毯通过研究发现堵塞在毛毯中的细小杂质主要存在于纬线上,约占72%,因此,造纸工作者研制出了无纬底布毛毯.(3)底网植绒毛毯这类全塑毛毯出现在60年代末70 年代初.由于这种毛毯的底网是由合股或绞合单丝作经纬线,而纬线用的多为单丝,细小纤维和外界脏物都不易粘在单丝上,而且比其它经线强度更好,更加挺实.(4)多层复合植绒毛毯在两层或两层以上的底网交织在一起的多层复合底网上植入绒毛层制得的毛毯.这种毛毯的孔隙容积大,水流阻力小,底层通畅,挺实.(5)无纺毛毯无纺毛毯是完全取消底层织物的新型毛毯由于没有底层植物,因此透水性很好.与其他毛毯相比,无纺毛毯的流体阻力最小.用无纺毛毯生产出的纸平滑度高.毛毯在使用过程中,会逐渐被细小纤维,填料,树脂等堵塞,弄脏;一些化学反应生成的沉淀等,也会弄脏毛毯.脏污的毛毯使压榨脱水效率大大地降低,最后就要更换毛毯.压榨毛毯的更换原因,一般不一定是由于机械磨损而是由于毛毯脏污堵塞.因此,在压榨上设置毛毯洗涤装置,对于保持压榨的脱水效率,延长毛毯的使用寿命是非常重要的.毛毯的清洗和调理(1)物理法清洗毛毯①洗涤剂喷液管②低压喷水管③高压喷水管。
造纸机械原理

沟纹压榨
3、沟纹压榨又称通风压 区压榨,典型沟纹压 榨的结构和布置与普 通压榨相似,只是采 用了表面有许多沟纹 的沟纹压榨辊。经实 验研究认为比较良好 的沟纹规格是:沟宽 0.5,深2.5,间距为3, 其开口面积大约为16 %。
特点:1、沟纹压榨侧 向流动缩短,脱水效 率高,纸幅被压溃和 产生“印痕”的机会 减少,可增大线压加 强脱水。2、和真空压 相比节省动力,简化 了压榨结构。
压榨部
2. 压榨脱水机理
第1阶段:纸页和毛毯 开始压缩,排出空气,直 至纸页水分达到饱和, 纸页中尚未形成脱水的 推动力; 第2阶段:纸页内压力 上升,水由纸页转入毛 毯,当毛毯达到饱和时, 水从毛毯排出。
第3阶段:压区开始扩大, 直至纸页中水压力为零, 相当于纸页干度的最高 点
第4阶段:纸页和毛毯开 始扩张,纸页变成不饱 和状态,纸页重新从毛 毯吸收水分,纸页回湿。
沟纹压榨压区示意图
辊子挂面层上的沟纹极易接纳纸页排出的水, 沟槽 使压区的下方与大气相通,压区内的水分可以沿 着垂直的方向进入沟槽,流阻较小。
盲孔压榨
4、盲孔压榨,是近年来 在高定量、高车速纸 机设计中常采用的一 种压榨形式。压榨辊 为软质包胶,辊面上 有深浅不同呈螺旋形 交错排列的盲孔,湿 纸页实现垂直脱水, 脱水效率较高。
靴式压榨示意图
靴式压榨的关键部件是固定的靴形加压板(pressure shoe) 和不透水的合成胶带。 靴形板用润滑油连续润滑, 压力 维持时间是传统压榨的8倍, 实现了压榨脱水的重大跃进.。
托辊压榨
7、托辊压榨也可看作是 一种热压榨,它是由 大直径烘缸和压榨胶 辊组成压区。纸页进 压区前先与大缸接触 预热,脱水效果好, 并提高纸页的平滑度, 减小两面差。 双托辊
压榨部 qrs02es53_EN
RAU Automation M Lahti/MS 27.11.2006 i(ii)1. PRESS SECTION 压榨部 ............................................................ 错误!未定义书签。
1.1 Press Section Supply Air Distribution 压榨部供气分配错误!未定义书签。
1.2 Guiding of Press Felts 毛毯校正 ............................. 错误!未定义书签。
1.3 Press Felt Off-Track Monitoring 毛毯跑偏监测.... 错误!未定义书签。
1.4 Press Felt Stretching 毛毯张紧.............................. 错误!未定义书签。
1.5 SymBelt Roll Doctor 靴辊刮刀............................... 错误!未定义书签。
1.6 1st and 2nd Press Saveall Movement 一、二压移动接水盘错误!未定义书签。
1.7 Press Section Cleaning Shower Oscillation 压榨喷淋摆动 (12)1.8 Press Section Movement Prewarnings 压榨部动作预报警 (14)1.9 Pick-Up Automatics 自动引纸 (16)1.10 Pick-Up Suction Roll Locks 引纸抽吸辊锁定 (21)1.11 Press Section Top Felt Corner Roll Movement 压榨部上毛布角辊移动 (23)1.12 2nd Press Bottom Felt Corner Roll Movement 二压底毛布角辊移动 (25)1.13 1st Press Corner Felt Corner Roll Movement一压毛布角辊动作 (26)1.14 Control of Press Section Suction Roll Seal Strips 压榨部真空吸移辊密封条控制 (30)1.15 1st Press Top Roll Lifting 一压上辊抬起 (31)1.16 2nd Press Top Roll Lifting 二压上辊抬起 (34)1.17 Lubrication Monitoring of SymBelt Roll Bearings and SymZL Roll 靴辊轴承及靴压中高辊液压控制 (37)1.18 1st Press Status Control一压状态控制 (39)1.19 1st Press Load Control 一压载荷控制 (44)1.20 1st Press Loading Pressure Monitoring 一压负载压力监控 (47)1.21 1st Press Supply Pressure 一压供应压力 (48)1.22 1st Press SymBelt/SymZL Rolls' Return Oil Temperature 一道靴压靴压中高辊回油温度 (49)1.23 1st Press SymBelt History一压靴套寿命 (51)1.24 1st Press SymBelt Roll Belt Stretching一压靴套伸长度 (52)1.25 1st Press SymBelt Roll Air Pressure一压靴辊空气压力 (55)1.26 1st Press SymZL Roll Air Pressure一压中高辊空气压力 (58)1.27 1st Press Clamp Mechanism一压锁定机制 (59)RAU Automation M Lahti/MS 27.11.2006 ii(ii)1.28 2nd Press Status Control二压中高控制 (60)1.29 2nd Press Load Control 二压载荷控制 (65)1.30 2nd Press Loading Pressure Monitoring 二压载荷压力监测 (68)1.31 2nd Press Supply Pressure 二压供给压力 (69)1.32 2nd Press SymBelt/SymZL Rolls' Return Oil Temperature (70)1.33 2nd press SymBelt History二压靴套寿命 (72)1.34 2nd Press SymBelt Roll Belt Stretching二压靴靴套伸长度1.35 2nd Press SymBelt Roll Air Pressure二压靴辊空气压力1.36 2nd Press SymZL Roll Air Pressure二压中高辊空气压力 (79)1.37 2nd Press Clamp Mechanism二压锁定机制 (80)1.38 PressRun Blow Box Movement压榨运行吹风箱动作 (81)1.39 Pick-Up Roll 1st Chamber Vacuum吸移辊一号真空室真空度 (83)1.40 Pick-Up Roll 2nd Chamber Vacuum吸移辊二号真空室真空度 (86)1.41 Transfer Suction Roll Chamber Vacuum转移真空辊真空室真空度 (89)1.42 Transfer Suction Box Vacuum转移真空箱真空度 (91)RAU Automation M Lahti/MS 27.11.2006 1 1.PRESS SECTION1.1Press Section Supply Air Distribution 压榨部压缩空气分配PH-132324 Press section feed air distribution1.1.1Operating Principle 操作原理Compressed air is supplied to the equipment cabinets for distribution to the different consumption points.压缩空气被送到设备箱,由分配器送到不同的用气点。
最新5压榨部的结构形式和特点
在纸机车速较高时,沟纹压辊上还需配备软质刮刀,清 除从辊沟中冲到辊面的高压水。
沟纹压榨
沟纹内积水的排除
辊沟中的水既受到表面张力,又受大离心力的作用。
加深沟纹以增大孔隙容积
真空压辊孔眼直径的大小:
要使辊子有足够大的脱水量
开孔会影响辊子的强度和在纸上留下“影痕”。
影痕:湿纸在真空压辊眼孔处和非眼孔处水分和压 力梯度不同,纸幅的局部脱水和变形有所不同,湿 纸会出现有眼孔排列形状的影痕。
真空压榨上下辊之间有偏心距,上压辊偏向出 纸的一边。湿纸先与真空压辊接触,依靠真空 室的抽吸作用,消除纸和毛毯之间的空气,并 预先进行真空抽吸脱水。
偏心距一般为50~120mm。 偏心距的大小,决定于压榨道数、压辊直径和纸机的
车速。
一压因为湿纸含有较多的水分,需要缓和脱水,所以要求偏 心距最大。二压次之,三压的偏心距最小。 压辊直径大和车速高的时候,偏心距也应随之加大。
压辊的包覆层
120
Number of rolls or new coatings / year
5压榨部的结构形式和特点
平辊压榨
Flow-limited
Granite roll Polyurethane roll
平辊压榨
石辊(Granite roll)-上压辊-从动辊
在造纸工业使用了100年 容易与纸剥离 易脆裂 (machine speeds and pressing temperatures) 橡胶与石英砂混合制成的人造石辊
Grooved roll Blind-drilled Roll
造纸岗位压榨部安全规程

造纸岗位压榨部安全规程1、工作之前,必须熟练掌握本岗位安全操作规程,并严格遵守。
2、上班前要保证足够的休息,使上班时能够有一个饱满的精神状态。
3、上班不得喝酒,严禁酒后上岗。
4、上班时必须穿公司发放的工作服、工作鞋。
袖口、拉链必须扣好、拉紧,鞋带一定要系紧、系牢。
5、上机检查前,随身不得带任何物品,随身物品必须放在更衣箱,不得带上纸机。
6、上机检查时,应一手扶栏杆,一边上梯子,并注意脚下防止打滑跌倒。
7、使用工具时,工具一定要拿牢,防止滑掉。
8、在处理化工用料时,一定要戴好眼镜、手套、口罩等劳保用品,避免受到伤害。
9、开高压水和压缩空气管时,阀门应缓慢打开,并抓牢管子,防止脱手及缠身。
用完后管子要小心盘好,防止拌脚。
10、用行车吊物品从毛布上经过。
11、常检查压榨部各固定螺栓,防止松掉造成重大事故。
12、不准在辊入口用手直接处理问题。
13、缠纸时不准用手处理,应用水冲洗。
14、清洗时不准把水管对着电机、仪表等设备。
15、用化学药品对毛布清洗时,注意警告他人不得靠近,避免受到伤害。
16、传动侧工作时要注意照明、地面以及转动的机器,以免伤害。
17、毛布的高压水压力不能开得太大,以免对毛布造成损坏。
18、停机清洗时,一定把毛布放松,把传动开关打到安全位置。
19、停进入毛布工作,要把传动电源切断,并挂好警告牌。
20、停机换网或毛布时,一定检查损纸池搅拌器是否已停止,防止网或毛布掉入被搅住。
21、换毛布时一定要先把地面冲洗干净再铺新毛布。
22、在换毛布前一定要先把尖锐部位用旧毛布包住,防止划坏织物。
23、在拆网或毛布包装箱时,要注意包装箱上的钉子,防止划坏织物。
24、停止压榨传动后,一定要确认高压水已经停止关闭,避免造成对织物伤害。
25、正常生产时要经常检查靴套是否有损坏。
26、机进入接水盘内冲洗,要注意脚下打滑,最好有人看护。
27、启动传动前一定要检查无误后,再发出信号。
28、经常检查刮刀磨损情况,防止辊面磨损。
造纸原理与工程思考题(网部压榨部)
造纸原理与工程思考题(网部、压榨部)一.名词解释:抄造率、成品率、车速、喷射角、着网点、左手纸机与右手纸机、高强微湍流、网案出力、压控压榨、流控压榨、剥离角、剥离点、"五稳" "两个一致"、白水的封闭循环、剥离功、压榨辊的压区宽度、长网成形部的“水线”、二.判断改正题:1092长网多缸文化纸机的抄宽为1092毫米旋翼筛旋翼的高速旋转产生高频正压,以保持筛孔通畅.匀浆辊具有使纤维分散的作用,但不能使全幅宽流速分布更加均匀.调浆箱能调节纸的横幅定量,而不能调节纸的纵向定量。
压榨的作用是提高纸的平滑度、光泽度和厚度均匀性。
压花是湿纸在受压时,水的横向流动产生的流体压力造成的直接后果。
平辊压榨的脱水是垂直脱水,真空压榨的脱水是横向脱水。
案辊在网部有脱水作用,但没有扰动浆料作用。
1092长网多缸文化纸机的抄宽为1092毫米.纸张的纵横差是由于纸料在上网时,浆速与网速有速差而造成的。
在抄制普通文化用纸时,为使纸页成形均匀而不产生絮聚,故在长网部采取浆速小于网速.纸机长网部脱水元件案辊与案板相比,其脱水时的脉动作用较小.提高压榨压力,可以提高纸页的透气度.提高压榨压力,可以提高纸页的不透明度.压榨辊的直径大和车速高时,上下辊的偏心距应随之减小凡压榨脱水主要由压榨力大小决定的称为流控压榨."压花"是湿纸在受压时,水的横向流动产生的流体压力造成的直接后果."压花"是湿纸在受压时,水的垂直流动产生的流体压力造成的直接后果.为使纸页成形均匀,要求上网时浆料的浓度高一些.上网纸料的浓度越高,越有利于成形均匀而不产生纤维絮聚纸料中加入助剂,往往不利于脱水。
调浆箱能调节纸的横幅定量,而不能调节纸的纵向定量。
三.问答题:什么是纸机网部的"水线"?)简述浆速与网速关系对纸页成形脱水影响?案辊的脉动作用对纸页的成形和脱水有何影响?案板与案辊比较具有哪些优点?平辊压榨的脱水机理纸料调量和稀释的目的和作用是什么?造纸车间纸料的净化和筛选的目的和作用是什么?纸页纵向定量波动的概念、状况特点、产生原因、影响和消除办法是什么?供浆系统压力脉动对纸页纵向定量波动的影响是什么?有什么消除办法?造纸白水系统的组成是什么?有何特点?造纸用水封闭循环对造纸生产有何影响?画出造纸车间的常规生产流程图。
第十一章 造 纸 设 备2-压榨部
压榨部的作用可以概括如下:
1 )使湿纸页进一步脱水,以便在干燥纸时尽 可能少的消耗蒸汽。 2 )将网部揭下来的湿纸页,传送到干燥部干 燥,起着承前启后的作用。 3 )在压榨脱水的同时,增加纸中纤维结合力, 提高纸的紧度和强度。 4 )消除纸的网痕,提高纸面的平滑度和减少 纸的两面性。
(二)压榨部的结构
说明2
因真空压榨的脱水效果不如沟纹压榨,目 前除作单一压榨使用外,多用于复合压榨, 即既有引纸功能,又有脱水功能的组合压 榨。 真空压辊作为复合压榨的组成辊,往往有2 至3个真空抽吸室,其中1至2个为高真空室, 另1个为低真空室。低真空是用于引纸而高 真空室用于压区。
真空压榨的优点
与普通压榨比较,真空压榨的优点是:湿 纸页的干度可提高2%左右,湿纸页被压溃 的可能性减少,因而容许压榨前湿纸页有 较高的水分,或在压榨中采用较高的线压。 毛毯寿命延长,湿纸页断头少,但真空压 辊也存在着结构复杂,动力消耗大,对某 些纸种纸面上出现有孔眼排列形状的阴影 等“影痕”问题。
图11-33普通压榨的结构
a、b-正压榨 c-反压榨 d-光泽压榨 l-伏辊 2-上压榨辊 3-下压榨辊 4-毛毯 5-引纸辊 6-毛毯吸水箱7-烘缸 8-毛毯校正辊 9-毛毯张紧 器 10-毛毯导辊 11-毛毯挤水辊
简介
这是一种比较典型的压榨部,用于生产优质文化 用纸的低速纸机上,总共由4道压榨组成。第一、 二道压榨为正压榨,第三道为反压榨,第四道为 光泽压榨。每道压榨有一对上下辊组成,下辊附 有传动装置,为压榨的主动辊,带动上辊及托附 湿纸页运行的毛毯。为了形成有一定宽度的压区, 前三道压榨上压榨辊均为石辊,下压辊为胶辊, 每道压榨都有一张无端毛毯包绕运行。 为了清洗毛毯,保持毯的滤水性,设有毛毯喷水 管、毛毯挤水辊及毛毯吸水箱等洗涤毛毯的装置。
压榨部结构形式和特点
真空压辊孔眼直径的大小:
要使辊子有足够大的脱水量
开孔会影响辊子的强度和在纸上留下“影痕”。
影痕:湿纸在真空压辊眼孔处和非眼孔处水分和压 力梯度不同,纸幅的局部脱水和变形有所不同,湿 纸会出现有眼孔排列形状的影痕。
真空压榨上下辊之间有偏心距,上压辊偏向出 纸的一边。湿纸先与真空压辊接触,依靠真空 室的抽吸作用,消除纸和毛毯之间的空气,并 预先进行真空抽吸脱水。
100
新
80
型
涂
层
60
辊
数
40
量
20
Granite Rolls 花岗岩
Ceramic Covers 陶瓷包覆面
Polymer based Covers
聚合体包覆面
-88 -89 -90 -91 -92 -93 -94 -95 -96 -97 -98 -99 2 000 2001l)
SolarFlow Groove dimensions 沟纹尺寸
Groove width: 0,4 – 0,9 mm 沟纹宽度 Web width: 1,8 – 2,5 mm 沟纹台面宽度 Groove depth: 2,5 – 3,0 mm 沟纹深度
盲孔压榨( Blind-drilled press roll)
四、压榨部的结构型式和特点
压榨辊的发展
平压辊 真空压辊 沟纹压辊 盲孔压辊 可控中高辊 宽压区压榨 靴型压榨
平辊压榨
Flow-limited
Granite roll Polyurethane roll
平辊压榨
石辊(Granite roll)-上压辊-从动辊
在造纸工业使用了100年 容易与纸剥离 易脆裂 (machine speeds and pressing temperatures) 橡胶与石英砂混合制成的人造石辊
5压榨、干燥
第三节 压榨脱水机理
P260
几个压榨术语:
(1)压区 (2)压区宽度 (3)第一区和第二区
一、横向脱水机理
P260
特点:脱水距离长、阻力大、速度慢、效率低 压榨压力不能大(压力大,纸易压溃) ∴ 只能用在低速纸机
二、垂直脱水机理(分四个区)
P261
总压力=机械压力+流体压力
第一区:湿纸水分饱和,毛毯 含水量尚未饱和,还没有产生 流体压力。
注意:1、第三段最好要保持在真空状态下 作用:保持正常运行和抽出不凝气体
2、保持合适的段间压力差——系统正常运行的关键 压力差不够:冷凝水排除不良
压力差太大:造成缸内大量蒸汽排除——穿透现象 压力差的控制:关键是分组比例(P278)
主要优点:干燥效率高;合理的干燥曲线。
五、热泵供汽系统
流控压榨—— 水脱出作用主要取决于流体流动阻力。 对打浆度较高的浆料抄造定量较高的纸,纸的
孔隙对水的流动影响大,脱水阻力越大,压榨脱水 越困难。 湿纸压榨脱水主要由流控决定,同时湿纸 经过压区的时间也是主要影响因素。
在流控压榨中使用双毯有利于纸的两面脱水、减少流 控压榨时浆料的流动路径和阻力,使压榨向压控压榨作用 方向转移。 一般来说,压控脱水效率要比流控高。
第五章 纸页的压榨与干燥
P240
第一节 压榨部的作用及对纸页性能的影响
一、压榨部的作用
1、脱出纸页中的水分; 2、增加纸幅中纤维的结合力; 3、消除纸幅上的网痕; 4、将湿纸幅从网部传送到干燥部。 但对生产高吸收性纸种的纸机,压榨部主要起引纸作用。
从脱出湿纸页水分的角度来讲,压榨部的作用十分明显。
某传统 纸机网部、压榨部和干燥部脱水的成本比例: P240
5、盲孔压辊——垂直脱水
造纸厂-抄纸工艺压榨部

压榨部第一节引言一、压榨部的作用:1.压榨的主要作用是脱水、固化纸页、改善纸页性能(比如:减少网痕和两面差,提高湿纸页纤维的接触面积,增加平滑度和紧度和强度)。
2.改善干燥部的抄造性能。
3.同时利用机械的方法脱水要比蒸发方法经济,通常脱除纸页中的水分,每吨纸相对费用为;湿部10%,压榨12%,而干燥则要78%。
二、压榨的脱水机理:压榨可以看作一个过滤的过程,压榨的脱水的动力是机械加压,类似于过滤作用的压差。
压榨主要是压缩纸页以挤出纸幅内部的水分(不包括纤维本身的水分),压力越大,脱水越多。
压榨脱水的四个阶段:1.压榨作用开始于第一阶段,此时毛布和纸页排除空气,直至湿纸页达到饱和状态,且不残留空气为止。
2.在第二阶段,纸页中的饱和水分和水分压力上升,使水从纸页转移到未饱和的毛毯中,转移的动力是水力压差和未饱和毛毯的毛细管吸力。
当毛毯也达到饱和时,水从毛毯中排出。
第二阶段持续到压区中部。
3.在第三阶段,压缝区开始扩张,纸页变成不饱和状态。
直到纸页中的液体压力降低到零,此时纸页干度最大。
4.在第四阶段,纸页和毛布膨胀变成不饱和状态。
由于纸幅的毛细管比毛布致密,毛细管作用大,一部分水又返回到纸页中。
纸页的回湿:水分被压出纸页后又回到纸页的现象,它是毛细管作用的结果。
三、压榨的制约因素1.压榨线压力。
压力大脱水增加,但毛布的克重必须增加,同时压力的大小受纸页的强度制约。
辊的硬度影响:软可以减少压溃,提高毛布寿命,脱水更加均匀,但比压降低,脱水的能力响应减少。
辊径的影响;辊径减小,比压增加,提高脱水能力,但辊径的决定因素是辊所需要的刚度,大的辊径可以使横向脱水均一。
压溃:压溃是由于毛布饱和水分无法及时排除,水分被迫通过湿纸页排除(产生流回压区入口的水流),致使水在阻力很大纸页的表面流动,产生过大的水力压差,引起压溃。
2.压榨时间。
纸页停留在压区的时间越长,脱水越多,但压榨时间一般在1/50-1/200S,脱水时间短,脱水快,因而脱水的阻力大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三节第三节纸页的压榨脱水纸页的压榨脱水为什么湿纸页要经过压榨后才进行干燥湿纸幅在网部虽然已经脱去大部分水分,但从伏辊出来的湿纸页一般仍含有80 %左右的水分(干度约为14~20%),如果把这样的湿纸页直接送到干燥部进行烘干,不仅要消耗大量蒸汽,而且获得的纸幅组织疏松,强度低,表面粗糙.所以湿纸幅在进入干燥部之前,需要通过压榨部处理.一,压榨部的作用及其组成一,压榨部的作用及其组成1.作用(1)用机械挤压力使湿纸页进一步脱水,提高湿纸幅进入干燥部的干度.(2)改善湿纸页的表面性质:减轻网痕,减小两面差,提高平滑度.(3)使湿纸幅的组织紧密,提高其强度和紧度.(4)从网部剥离湿纸幅,经压榨后传递至干燥部.但是,并不是所有的纸种,在压榨时都要起到上述四个作用.2.组成压榨部的组成取决于所生产的纸种,低定量的纸需要压榨组数较少,要求具有吸收性的纸种,如滤纸,皱纹纸,吸墨纸等的压榨,主要直递纸,有一定的脱水作用,故选用的压榨组数也较少.生产纸板要求压榨组数较多,并且还有3~6道预压榨.压榨脱水主要脱除湿纸中游离水,其他形式的水很难脱除,如结合水.压榨部的布置特点:长网造纸机采用的压榨型式和压榨道数一般取决于生产的纸种,使用的浆种,纸机车速等因素.低速长网纸机一般设置多道普通双辊压榨.在中,高速纸机上设置脱水效能较高的复合压榨或靴型压榨.当对生产纸种的紧度要求较高时,纸机的压榨部应设置较多道数的压榨,避免压榨过程中使用过高的压力.当对生产纸种的平滑度和表面质量要求较高时,纸机压榨部应设反压榨及平滑压榨.当使用游离浆抄纸时,压榨的道数可以较少,使用的线压力可以较高.当使用粘状浆抄纸时,压榨道数应多一些,压榨线压力逐(渐)道提高,减少和防止湿纸幅的压溃.二,压榨对纸张性质的影响压榨能够提高纤维间结合力,因而能够提高受纤维间结合力影响为主的各项强度性质.同时,也能改善纸张的表面性能.1.压榨对纸张耐破因子的影响压榨能够提高纸张的耐破因子,且最初随压榨力的增加而增加,然后趋于平缓.在浆料打浆度比较低的情况下,压榨作用对提高纸的耐破因子尤为明显.2.压榨对纸页孔隙率的影响孔隙率,也称气孔率,是表征纸张抗空气透过性的一种尺度.纸的气孔率是随着压榨力的加大而呈直线式增大的.注意:气孔率的表示方法:空气透过的时间/单位面积纸页3.压榨对纸张松厚度的影响纸张的松厚度随压榨力的增加而降低,当压榨力提高到4.9Mpa以后,纸的松厚度趋于恒定.4.压榨对抗张力的影响与耐破因子相似.5.压榨对撕裂指数的影响由于撕裂指数主要取决于纤维长度和纤维本身固有的强度,提高压榨力对纸的撕裂强度影响不大.6.压榨对耐折度的影响随压榨力的提高,耐折度也提高.7.压榨对不透明度的影响不透明度是随着压榨力的增加而降低的.8.压榨对纸张两面性的影响压榨可以减轻纸页的两面性,特别是两面的平滑度差(对多缸纸机),消除纸页反面的网痕.但另一方面,压榨能够增大纸页的两面性,使纸张产生两面紧度差.纸页靠近毛毯的一面紧度较大,结果造成纸的毯面吸收油墨,胶料和涂料的能力有所下降.双毯压榨产生的两面紧度差较小.9.压榨对角质化的影响(p262)所谓角质化是指纤维的润胀能力将会受到永久性损失.压榨影响纤维角质化的各种因素:①纸的定量和加压时间的影响定量及加压时间的影响都不大②浆种的影响③pH值和温度的影响④反复压榨的影响⑤干燥前压榨的影响⑥压榨纸浆的纸张性质三,压榨脱水机理三,压榨脱水机理(一)压榨脱水的阶段及压力分布压区:一对压辊在自重和外力的作用下所形成的接触区域.压区宽度:在两个压辊中间,从湿纸和毛毯在进压缝一边开始接触的地方算起,到出压缝一边二者分开时为止,中间这段水平距离为压区宽度.以上,下压辊中心线为分界线,将压区分成两个部分,进压缝的一边称为第一区,出压缝的一边称为第二区.1.压区压力及其构成根据流体压力梯度概念来分析研究压榨脱水机理.压区压力=流体压力+机械(压缩)压力2.普通平辊压榨脱水机理——水平反向脱水在普通平辊压榨中,由于下压辊为平辊,毛毯和下压辊的界面没有水通过.因此,除机械压力外,还有流体压力,压榨时,水从湿纸向毛毯流动,因为从毛毯向下辊的垂直方向没有水的流动,所以水透过毛毯厚度上的流动减少,水通过纸和毛毯的压力梯度小,通过毛毯的水量必然降低.由于压力梯度是存在于和压区相垂直的方向,湿纸中所有被压榨出的水只能水平反着毛毯运行方向透过毛毯流动, 水流速度低,流经毛毯的距离长,因此相应有较大的流体流动阻力和较小的液压梯度,排除水量少. 此时,如果湿纸强度不够,就会出现压花.在普通平辊压榨中,把压区可以分为四段.A段:预压段,主要排出空气,也脱出少量水;B段:是主要脱水段,湿纸中的水压入毛毯,毛毯中的水斜穿过毛毯到下辊表面,与下辊传向相反,靠自身重力排去.有少量水向上串,返回毛毯,湿纸中.C段:进入侧受压最大,继续脱水,水流方向平行于辊面,与运转方向相反流动.出去侧受力由大变小,毛毯回弹比湿纸而大,因而毛毯中出现毛细管,从湿纸中吸水,所以湿纸仍脱水,量不多,还吸收串过辊中心线的水.D段:因压力由大变小,湿纸幅回弹,膨胀,产生毛细管作用,从毛毯中吸收水,湿纸回湿.因此,尽可能早地将湿纸和毛毯分开.压榨时,当水力压差超过湿纸幅强度所能承受的数值时,湿纸幅的组织结构就会被冲散而造成所谓"压溃"现象(即"压花").压花(压溃):是指排水阻力太大,水向四面奔发,破坏了纸页的结构.压榨时,压力越大,压出的水越多,但不能超过压花压力.压花压力:与刚刚出现压花时所对应的压力.普通平辊压榨脱水的缺点:水平排水距离长,阻力大,脱水效率低.另外,纸幅和毛毯进入压区之前,先通过压区前侧的水层,使毛毯和纸幅水分增大,这也不利于压榨脱水.这种脱水方式叫作"水平反向脱水".即:从湿纸幅中压榨出的水分,必须通过毛毯水平反向运动一段距离之后才能被排出.在压区宽度中,只有第一压区才起到脱水作用.3.垂直脱水原理对于真空压榨,沟纹压榨,盲孔压榨,套网压榨等压榨方式来说,它们的压榨脱水不是横向脱水,而是垂直向下脱水.真空压榨的脱水动力与普通压榨的脱水动力是相同的.即湿纸幅是在上压辊的压力作用下进行脱水. 而真空抽吸力的主要作用是把压区前侧毛毯中的水分吸掉,以降低毛毯进入压区前的含水量并保持毛毯良好的滤水性.当湿纸幅和毛毯通过压区时,压榨出的水分,能立即被毛毯吸收并透过毛毯,在经过很小距离(1/2孔距)的水平移动后,便能垂直向下进入辊壳的小孔中.其中一部分水分进入真空室排出,还有一部分水分则留在孔内.当小孔转离压区后,在离心力的作用下,小孔中的水分被抛真空压榨脱出的水是垂直流动,排水距离短,水流阻力小.毛毯不会被水饱和,因而减少了湿纸幅"压溃"的可能性.真空压榨可以采用较高的线压力,具有较高的脱水效能,有利于造纸机车速的提高.第一区从湿纸和毛毯进入压区开始,到湿纸水分达到饱和为止.在第一区虽然湿纸的水分含量已经饱和,但毛毯的含水量尚未饱和,还没有产生流体压力.由于压缩的总压力逐渐增大,湿纸和毛毯都处于不饱和状态,所以从湿纸和毛毯中压出来的主要是空气.没有流体压力,水仅在毛细管作用下流动.湿纸的干度在第一区变化不大,压榨力仅用于压缩湿纸和毛毯的纤维结构.第二区从湿纸饱和点到压区中线.压区中线处压区总压力达最高值.在第二区,毛毯和湿纸的含水量达到饱和,同时流体压力不断增加.从湿纸中压榨出来的水进入毛毯,使毛毯含水量也达到饱和.毛毯中的流体压力,把水压至毛毯下层的空隙.作用于湿纸和毛毯上的压力在第二区中逐步增加,纸和毛毯中的流体压力在压区中线之前达到最高值.在第二区,水受到压榨作用从湿纸和毛毯中脱出.在毛毯含水量尚未饱和以前,湿纸中的水受毛细管作用进入毛毯.从压力曲线最高点到纸的最高干度点之间为第三区.在第三区,总压力逐渐下降.湿纸结构压力增长到最高点对应于湿纸干度的最高点,相当于湿纸中流体压力为零的一点.这表明在压区中线之后,湿纸和毛毯之间有一个压力梯度.第三区也是压辊缝口扩张的部位.在第三区纸幅仍受到压缩作用,但毛毯得到充分膨胀.由于压区仍然有水在横向流动,毛毯在第三区的一小部分被水饱和,此后变成不饱和状态,因而在毛毯内部会产生真空抽吸作用,使空气和水经过沟纹或网套返回毛毯.第四区指的是从湿纸开始膨胀,水分不饱和到它离开压区为止的这段区域.压榨毛毯在第四区一直处于不饱和状态,并且在不断地膨胀.在第四区,纸和毛毯均发生膨胀,湿纸水分由饱和变得不饱和,流体压力曲线出现负值,从而导致湿纸和毛毯的组织结构压力高于总压力.由于湿纸膨胀所形成的真空比毛毯大,结果造成空气和水进入毛毯和毛毯中的水进入湿纸的反向流动.另外,毛细管作用还会造成湿纸和毛毯或它们之间产生水分的重新分配.当湿纸和毛毯在第四区分开时,湿纸和毛毯界面的水份因为水膜的分离而分别返回到原纸和毛毯中.4.压控压榨与流控压榨凡压榨脱水主要由压榨力大小决定的压榨称为压控压榨.凡压榨脱水主要由流体流动阻力大小决定的压榨称为流控压榨.在流控压榨中,使用双毯压榨最为适宜.这样可使纸的两面同时脱水,可认为是纸的定量降低一半,可使流控压榨转变为压控压榨.四,压榨辊的结构形式与特点1.平辊压榨普通压榨和一些正压榨用的都是平辊压榨,上压辊为石辊,下压辊为胶辊.石辊在过去常用天然花岗石制作,现在多用橡胶与石英砂混合制成的人造石代替.包胶辊是在铸铁辊上包胶制成的.胶的硬度通常为80~90o(肖氏硬度).包胶的作用:(1)使辊面具有弹性,可以缓冲上辊的压力,减少压溃,延长毛毯的使用寿命.(2)在一定程度上补偿中高的误差,使两辊接触较好,脱水均匀.上下辊安装有一定偏心距,上辊偏向进纸一侧.2.网衬压榨(1)衬网压榨衬网压榨是在压榨毛毯内再衬上一条网眼比较大的无端的塑料网带.衬网为双层编织,不易被压缩,可在较高的线压工作.它在毛毯的下部保持大量孔隙,开孔率大于真空压榨和沟纹压榨.为压区被挤压出来的水分提供了必要的排水通道,从湿纸压出的水经过毛毯进入塑料网的孔眼中,从而达到减小压区流体压力和有利于脱水的目的.衬网压榨又称为网毯压榨.(2)套网压榨网套压榨是在包胶的下压辊上套上一层塑料网.其工作原理和网毯压榨相同.压入网毯或网套孔隙内的水分可以通过吸水箱或空气刮刀除去.由于网毯压榨,网套压榨制造,安装及操作均较复杂,只在特殊需要情况下采用(生产高级纸),使用不如沟纹压榨普遍.3.真空压榨真空压榨,多用于中高速纸机中.上辊:花岗岩石辊或人造石辊,是从动辊.下辊:真空吸水辊,辊壳用磷青铜或不锈钢制成,辊面包有橡胶并钻有大量的直径为6~8mm的通孔,辊壳内装有真空室(宽度一般为100~200mm),是主动辊.真空压辊的结构与真空伏辊基本相同.真空室的作用仅是用来抽吸辊壳孔眼中的空气,而不是水.上下辊安装有偏心距,与普通压榨排列相反,一般上辊偏向湿纸幅出压区一侧.通过真空压榨脱水机理可知:提高压榨效能的关键就是缩短压区内的排水距离.真空压榨的优点:①可以比普通压榨多脱掉水分,纸的干度可提高1%~2%;②纸页横幅干度均匀一致;③由于真空作用的关系,湿纸紧紧贴在毛毯上,因此压榨时断头可以减少;④因为真空压榨可以多脱掉水,进入真空压榨的湿纸干度稍低一些也不碍事;⑤真空压榨对毛毯来说,经常有清洁作用,压榨毛毯比较干净,能够保持一定的渗水能力,因而,可以延长毛毯的使用寿命.真空压榨的缺点:设备投资费用大,生产费用高,一般只能用到15年左右的4.沟纹压榨grooved-roll上辊:花岗岩石辊或人造石辊,从动辊.下辊:空心铸铁辊包胶,胶层辊面车有细密的,环形或螺旋形的沟槽, 主动辊.现在,大型高速纸机采用的最新沟纹辊是金属沟纹辊并制成可控中高辊类型的结构.沟纹压榨的脱水原理:沟纹辊的辊面有很细密的,环形或螺旋形的沟槽.这些沟槽为压区内被挤压出的水分提供了排泄的渠道.沟槽使压区的下方与大气相通,压区内的水分可以沿着垂直的或接近于垂直的方向穿过毛毯进入沟槽.水分在毛毯内所需横向(水平)移动的距离不大于沟纹间距离的一半,流阻较小,使压区的排水有比较理想的条件.这是沟纹压榨具有较高脱水效能的主要原因.沟纹压榨被广泛采用的主要原因:使用沟纹压榨时,可以提高压榨的线压力而无压溃和产生印痕的危险,压榨后的纸幅干度高而且脱水均匀.在一些高速纸机上,沟纹压榨部分地取代了真空压榨.另外沟纹压榨还使用于旧纸机普通压榨的改造,而不需要添设真空系统及动力装置,既方便,又经济.5.盲孔压榨盲孔压榨是70年代在沟纹压榨的基础上研制出的一种新型压辊.上辊:石辊下辊:铸铁包胶盲孔辊,即在铸铁辊芯上挂胶或聚胺酯合成材料.挂面层上钻有孔径为2~4mm,深为12~15mm的盲孔,开孔率为25%~30%,其孔眼容积比沟纹压辊约大5倍,可以容纳更多压榨出来的水.高速纸机上,盲孔内的水分大部分被离心力甩到辊面,用刮刀除去.另一部分水被毛毯吸收,再借吸水箱从毛毯中吸走.在车速低于250m/min的低速纸机采用气刮刀,借助高速喷向辊面的空气,把水分从盲孔内吹出.6. 延伸压区压榨(宽压区压榨或靴型压榨)宽压区压榨是由压脚顶着压辊形成压区.压区宽度可达250mm,因此,可相应延长湿纸在压区内的受压时间,压榨线压可以提高约1700kN/m.由于湿纸在长压区压榨中受压时间较长,因此可以提高压榨出纸干度;降低烘缸部蒸汽消耗量,改善压榨部的运行性能,提高纸机的生产能力.组成包括:一个可控中高沟纹上压辊,上下双毛毯,一条橡胶衬带,靴型压板及推动压板的汽缸活塞液压装置.上辊:可控中高胶面盲孔上辊(配有双毛毯)或可控中高胶面上辊(配有下毛毯).下辊:凹面压区压辊(靴型压辊).压区宽度:210~310mm;压榨时间:延长至普通压榨的8倍.凹面压区压辊既可以作为下辊,也可以作为上辊与其他压辊组成宽压区压榨.五,压榨部的组成(压榨辊的组合形式)普通长网纸机的压榨部由一组以上压榨组成,通常为2~4组在普通长网纸机中,最后一组多为光泽压榨.现在多采用多辊复合压榨.对于多圆网纸板机来说,其压榨部由预压榨和主压榨组成.1,双辊压榨(1)正压榨:湿纸幅的正面与上辊(石辊)接触,可提高正面平滑度.(2)反压榨:湿纸幅的反面(网面)与上辊(石辊)接触,可提高反面平滑度,减轻网痕,减小两面差.多由人工引纸,纸机车速高时,操作困难,因此多用于平滑度要求高和两面差小的纸张和低速纸机.(3)光泽压榨:是纸机压榨部的最后一道压榨,其作用是压平纸面,消除网痕和毯痕,提高纸的紧度和网面的平滑度.(4)挤水压榨:也即毛毯洗涤压榨,其作用是清洗毛毯,挤去入压区毛毯的水.为压榨胶水创造条件.有时叫分离(5)引纸压榨:将湿纸从引纸毛毯转移到压榨毛毯的压榨.用于真空引纸的中,高速纸机.主要作用是转移湿纸页并不是脱水,因此,压榨时使用的线压并不很大,真空辊的真空度也不高.湿纸是夹在引纸毛毯和压榨毛毯中间通过压区的.又称传递压榨.(6) 其它组合形式的新型双辊压榨单一压榨紧凑压榨贯穿压榨设计的指导思想是避免湿纸从网部伏辊开放引纸到一压时断头的危险,适合于各种不同定量纸张的真空引纸.三真空压榨的特点是引纸位置有一个三真空室的真空辊,三个真空室各有不同的真空度.第一真空室将网上湿纸揭下来往一压传递,中间一个真空室的真空度要根据纸的定量大小而加以调整,第三真空室维持着普通一压所需要的真空度.真空压辊身兼三职,即担负着引纸,递纸和一压的三重任务.2,多辊压榨的组合形式多辊压榨指两只以上的压榨辊按照不同组合形式配置的压榨方式.(l) 高强压榨高强压榨是在上下压辊中间配装一个表面硬,直径小的沟纹辊,湿纸页随同毛毯从上压辊与小辊之间通过,虽然线压不大,但却有很高的压区比压,故能有效提高脱水效率.同时,窄小的压区有利于水分的排除和缩短压区后半部纸幅与毛毯的接触时间, 从而减少毛毯对纸幅的回湿作用.小辊用不锈钢制成,辊面车有V形沟纹,沟深和沟宽均为0.76mm.高强压榨需要专门设计的毛毯.(2)垂直三辊压榨垂直三辊压榨由真空下压辊,中辊和石质上压辊组成.伏辊传来的湿纸由两床毛毯夹着通过下,中两个真空压辊的压区.中间的真空辊有两个真空室.真空室的位置正好位于下真空辊真空室之后,保证湿纸随着中压辊毛毯移动.湿纸随中压辊毛毯通过中,上两个压辊的压区,最后被开放式引纸送入烘图Ⅱ-5-3-45垂直三辊压榨1-真空伏辊2-真空压榨下辊3-下辊毛毯4-真空压榨中辊5-中辊毛毯6-石辊7-下压辊真空室8-中辊吸移真空管9-中辊真空室(3)复式压榨复式压榨又称为组合压榨或复合压榨,即多压区压榨.根据不同的要求,使用不同的辊数和不同的布置方式.图Ⅱ-5-3-46倾斜三辊双压区复合压榨图Ⅱ-5-3-47双压区紧凑复合压榨折角式三辊复合压榨四辊复合压榨四辊三压区复合压榨.第一压区下辊是沟纹辊,上辊是真空辊,第二压区右辊是石辊,第三压区右辊是可控中高沟纹辊.湿纸幅经过三个压区脱水,提高到较高的干度,开放式引纸进入平滑压榨,减少了断头.环列式复式压榨四辊以上的复式压榨采用环列式布置,中心辊是石辊,围绕石辊布置多个真空压辊或可控中高沟纹辊.该复式压榨实现了全封闭引纸,没有开放式引纸,减少了断头.复合压榨的优点:(1)提高了压榨脱水效率,得到较高进入干燥部的纸幅干度.(2)对于相同压区数,需用的压辊减少,相应降低了功率消耗.(3)结构紧凑,占地面积少,可节省建筑面积和费用.(4)便于和真空吸移装置配合实现封闭引纸,引纸简单,减少断头, 可以提高纸机车速.(5)压榨部的损纸易于处理.反压引纸无障碍.(6)纸幅在压榨时,使正面和网面得到对称或接近对称的脱水,减小了纸幅两面差.(7)基本可以解决草浆抄纸,由于纤维短,非纤维性细胞多,容易出现粘辊,断头的问题.对纸种的适应性好,适应于高速纸机.复式压榨结构复杂,制造,安装及传动系统的精度要求较高.六,压榨毛毯压榨毛毯是影响压榨部脱水和改善纸页性能的重要因素.(一)压榨对毛毯的要求和毛毯对压榨的的作用基本要求:传递纸页,帮助脱水和改善由于压榨带来的纸页问题.作用:(1)传递湿纸.(2)吸收湿纸中压榨出来的水,帮助脱水.(3)将压力均匀分布在湿纸上.(4) 支撑湿纸以防压花.(5) 改变纸幅的表面性质.(6) 在真空压辊,沟纹压辊和盲孔压辊时,能均衡实心部分和眼孔部分上的压力,从而消除或减轻纸上出现的"影痕".(7) 带动压榨部从动辊转动.(二)毛毯的特性(1)强度(2)空隙容积(3)透过性(4)可压缩性(5)耐磨性(三)毛毯的种类和构造(1)编织羊毛毛毯和底布植绒毛毯这种毛毯是用羊毛毛线织成,然后用毛刺辊使毛毯表面起绒,这是最原始的一种压榨毛毯,现在已被淘汰.底布植绒毛毯是由编织毛毯派生出来的一种毛毯.在底布上单面或双面针刺植绒制成. (2)无纬底布毛毯通过研究发现堵塞在毛毯中的细小杂质主要存在于纬线上,约占72%,因此,造纸工作者研制出了无纬底布毛毯.(3)底网植绒毛毯这类全塑毛毯出现在60年代末70 年代初.由于这种毛毯的底网是由合股或绞合单丝作经纬线,而纬线用的多为单丝,细小纤维和外界脏物都不易粘在单丝上,而且比其它经线强度更好,更加挺实.(4)多层复合植绒毛毯在两层或两层以上的底网交织在一起的多层复合底网上植入绒毛层制得的毛毯.这种毛毯的孔隙容积大,水流阻力小,底层通畅,挺实.(5)无纺毛毯无纺毛毯是完全取消底层织物的新型毛毯由于没有底层植物,因此透水性很好.与其他毛毯相比,无纺毛毯的流体阻力最小.用无纺毛毯生产出的纸平滑度高.毛毯在使用过程中,会逐渐被细小纤维,填料,树脂等堵塞,弄脏;一些化学反应生成的沉淀等,也会弄脏毛毯.脏污的毛毯使压榨脱水效率大大地降低,最后就要更换毛毯.压榨毛毯的更换原因,一般不一定是由于机械磨损而是由于毛毯脏污堵塞.因此,在压榨上设置毛毯洗涤装置,对于保持压榨的脱水效率,延长毛毯的使用寿命是非常重要的.毛毯的清洗和调理(1)物理法清洗毛毯①洗涤剂喷液管②低压喷水管③高压喷水管。