机床的类别、特性、组别、系别、特性代号
车工工艺学教案1

国标规定:每类机床划分为10个组,每个组又划分为 10个系。机床的组代号用一位阿拉伯数字表示,位于类代 号或特性代号之后。系代号也用一位阿拉伯数字表示在组 代号之后。
四、机床的主参数和主轴数
代表机床规格大小的一种参数,用阿拉伯数字表示,常 用主参数的折算值(1/10或1/100或1/1)来表示。
简 式
W
J
自动换刀
H
柔性加工单元
R
(2)结构特性代号
区别主参数相同而结构不同的机床,在型号中用汉语 拼音区分。通用特性代号已用的字母及字母“I”、“O”不 能用。例:CA6140型普通车床。当单个字母不够用时,可 将两个字母组合起来用。如AD、DA等。结构特性代号在瑾 中没有统一的含义,只在同类机床中起区分机床结构、性 能不同的作用。结构特性代号应排在通用特性代号之后。
其它 机床 Q 其
读 车 钻 镗 磨 音
铣 刨 拉
二、机床的特性代号
机床的特性代号包括通用特性代号和结构特性代号, 它们位于类代号之后,均用大写汉语拼音字母表示。
(1)通用特性代号 通用特性 代号 G M Z 通用特性 代号 F Q C
高精度 精 密 自 动 半自动
数字程序控制
B
K
仿 形 轻 型 加 重 型 万 能
六、操纵机构 它的作用是改变离合器的工作状态和滑移齿轮的啮合位置, 实现主运动和进给运动的起动、停止、变速、变向等动作。在 车床上常用采用集中操纵的方式,即用一个手柄操纵几个滑移 齿轮或离合器等传动件。这样可以减少手柄的数量,便于操作。
七、主轴变速操纵机构链条的调整 主轴箱变速操纵机构的链条松动时,变速位置就不准确, 要进行调整。调整的方法:1、松开螺钉;2、转动偏心轴调整 链条松紧程度,使主轴箱外的转速手柄指向转速数字中央;3、 拧紧螺钉,使钢球压紧将偏心轴紧固在主轴箱箱体上。
金属切削机床的基本知识
V np mm / s 60
多头螺杆的头数为K,则 V knp 60
mm / s
特点:传动平稳、传动精度较高,振动、噪声小,但 传动效率低。
21
2.常用的变速机构
1.用来改变机床转速的机构——常用的变速机构: 一是滑移齿轮变速机构,二是离合器式齿轮变速机 构 。见课件
传动链 是用来表示传动件从首端向末端传递动力的 状态,它是由若干传动副按一定方法依次组合起来 的。传动链的表示形式如下
因为,
n2=1/60, K=1,Z2=40,
所以,
n1=(n2*Z2)/K=(1/60)*40/1
=40/60=2/3 即当工件转30°时,手柄的转速(2/3)*360=240°
若工件被分成36份时,计算手柄每次转速n1。
19
4 )齿轮齿条传动:主动:齿轮 n1 ,;z1从动:齿条
齿条齿距
, m:齿轮齿条模数
1
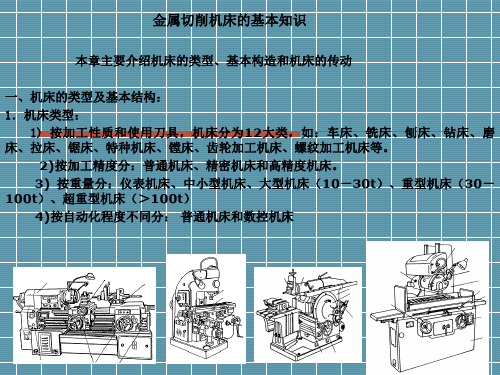
5)按照万能性程度,机床可分为:
①通用机床 工艺范围很宽,可完成多种类型零件不同工序的加工,如卧式
车床、万能外圆磨床及摇臂钻床等。
②专门化机床 工艺范围较窄,它是为加工某种零件或某种工序而专门设计和
制造的,如铲齿车床、丝杠铣床等。
③专用机床 工艺范围最窄,它一般是为某特定零件的特定工序而设计制造
的,如大量生产的汽车零件所用的各种钻、镗组合机床。 6)按照机床主要器官的数目,可分为单轴、多轴、单刀、多刀
机床等。
2
通用金属切削机床型号编制方法
(1)机床的类别代号
车床 钻床 镗床 磨床 齿轮加工机床 螺纹加工机床
代号 C Z T M 2M 3M Y
S
读音 车 钻 镗 磨 二磨 三磨 牙 丝
机床命名知识讲解

(1)型号表示方法
(2)机床类、组、系的划分及其代号
机床的类别用大写的汉语拼音字母表示(见表)。 需要时,类的第一分类以下还可有若干分类,分类 代号用阿ቤተ መጻሕፍቲ ባይዱ伯数字表示,放在类代号之前,作为型 号的首位,但第一分类不予表示。
金属切削机床类、组划分如:
每类机床按其结构性能及使用范围划分 为10个组,用数字0-9表示。每组机床又分 若干个系(系列)。
系的划分原则是: 凡主参数相同,并按一定公比排列,工件
和刀具本身的相对运动特点基本相同,且基本 结构及布局也相同的机床,划为同一系。机床 的组、系代号分别用一位阿拉伯数字表示,位 于类代号或特性代号之后。
(3)机床的特性代号
当某类型机床除有普通型外,还具有某种通用特性时, 则在类代号之后加上通用特性代号
(4)机床主参数和设计顺序号
机床主参数代表机床规格的大小,用折算值(主参数乘 以折算系数,如 1/10等)表示。某些通用机床,当无法用一
个主参数表示时,则在型号中用设计顺序号表示。
(5) 主轴数和第二主参数的表示方法
对于多轴车床、多轴钻床等机床,其主参数以实 际值列入型号,置于主参数之后,用“X”分开,读 作“乘”。第二主参数一般是指最大模数、最大转矩、 最大工件长度、工作台工作面长度等。第二主参数也 用折算值表示。
(6)机床的重大改进顺序号
当机床的性能及结构布局有重大改进,并按新 产品重新设计、试制和鉴定时,在原机床型号的尾 部,加重大改进顺序号,以区别于原机床型号。序 号接A、B、C、,··等字母的顺序选用。
机床型号的编制方法1
机床的分类及适用范围机床型号的编制方法机床型号是机床产品的代号,用以简明的表示机床的类型、通用和结构特性、主要技术参数等。
GB/T15375-94《金属切削机床型号编制方法》规定,我国的机床型号由汉语拼音字母和阿拉伯数字按一定规律组合而成,适用于各类通用机床和专用机床(组合机床除外)。
1.通用机床型号的编制方法(1)机床的类代号用大写的汉语拼音字母表示,并按相应的汉字字意读音。
当需要时,每类又可分为若干分类,分类代号用阿拉伯数字表示,放在类代号之前,但第一分类不予表示。
机床的类代号、分类代号及其读音见表1。
表1 机床类代号和分类代号(2)机床的通用特性和结构特性代号通用特性代号位于类代号之后,用大写汉语拼音字母表示。
当某种类型机床除有普通型外,还有如表2所示的某种通用特性时,则在类代号之后加上相应特性代号。
如“CK”表示数控车床;如果同时具有两种通用特性时,则可按重要程度排列,用两个代号表示,如“MBG”表示半自动高精度磨床。
表2 机床通用特性代号对于主参数相同,而结构、性能不同的机床,在型号种用结构特性区分。
结构特性代号在型号无统一含义,它只是在同类型机床中起区分结构、性能不同的作用。
当机床具有通用特性代号时,结构特性代号位于通用特性代号之后,用大写汉语拼音字母表示。
如CA6140中的“A”和CY6140中的“Y”,均为结构特性代号,它们分别表示为沈阳第一机床厂和云南机床厂生产的基本型号的卧式车床。
为了避免混淆,通用特性代号已用的字母和“L”、“0”都不能作为结构特性代号使用。
nextpage(3)机床的组别、系别代号组、系代号用两位阿拉伯数字表示,前一位表示组别,后一位表示系别。
每类机床按其结构性能及使用范围划分为用数字0~9表示的10个组。
在同一组机床中,又按主参数相同、主要结构及布局型式相同划分为用数字0~9表示的10个系(组别、系别划分请查阅其它资料)。
(4)机床主参数、设计顺序号及第二主参数机床主参数是表示机床规格大小的一种尺寸参数。
二--机床的分类和编号.
3。机床的型号
机床产品的代号 表示机床的类型、主要技术参数、性能和 构造特点 型号组成: 汉语拼音+数字 GB/T15375-94金属切削机床型号编制方 法
分类代号——类——通用特性、构造特性——组 代号——系代号——主参数——重大改进挨次号
CA6140
MM1432B 类——11大类——10组——10系 组——主要布局或使用范围根本一样 系——主参数成等比数列,主要构造和布局型式 一样
MB8240/1 变换的其次种型式的半自动曲轴磨床
MB8240/2
某机床厂设计试制的第五种仪表磨床为立 式双轮轴颈抛光机,这种磨床无法用一个
主参数表示,其型号为 M0405
后又设计了第六种轴颈抛光机,其型号为
M0406
按自动化程度分 手动 机动 半自动 自动
2。机床的技术参数 主参数 其次主参数 主要工作部件的构造尺寸 主要工作部件运动范围 主运动参数 主电机功率 轮廓尺寸和重量
主参数
表示机床的规格大小 反映机床的加工力量 影响机床其它参数和根本构造的大小 通用机床主参数:机床的最大加工尺寸, 或与此有关的机床部件尺寸来表示 某一类型机床尺寸系列,通常为等比数列
企业代号及其表示方法
机床生产厂 机床争论单位代号
举例一
Z3040 类别代号:钻床类 组别代号:摇臂钻床组 系别代号:摇臂钻床系〔机床名称〕 主参数代号:最大钻孔直径40mm
ห้องสมุดไป่ตู้例二
M M 7 1 32 A 类别代号:磨床类 通用特性代号:周密 组别代号:平面及端面磨床组组 系别代号:卧轴矩台平面磨床系〔机床名称
二 机床的分类和编号
1. 分类 目的: 机床的品种规格繁多 为便于区分及使用、治理 方法:分类,并编制型号。
认识机床的分类与型号

Z
T
M
2M 3M
Y
S
X
B
读音 车
钻
镗
磨 二磨 三磨 牙
丝
铣
刨
L
G
Q
拉
割
其
9
二、机床的型号
对于具有两类特性的机床编制时,主要特性应放在后面,次要特性应放在前面,如铣镗床是以镗为 主、铣为辅。
3.机床的特性代号
机床特性包括通用特性和结构特性两种,用汉语拼音表示,书写于类代号之后。
(1)通用特性代号 通用特性代号有统一的固定含义,在各类机床型号中表示的意义相同,常用的通用特性代号如下页
6
二、机床的型号
机床型号是机床产品的代号,用以表明机床的类
型、通用性、结构特性和主要技术参数等。《金属切削机 床 型号编制方法》(GB/T 15375—2008)规定,我国机床
型号由汉语拼音字母和阿拉伯数字按一定的规律组合
而成,适用于各类通用机床、专用机床和回转体加工自动 线(不包括组合机床和特种加工机床)。本任务只介绍通 用机床型号的编制方法。
11
二、机床的型号
4.组、系代号
机床在类的基础上可进行组、系的进一步划分,每类机床 划分为10个组,每组又划分为10个系。在同类机床中,主要布 局或使用范围基本相同的机床,即为同一组;在同一组机床中, 主要结构和布局形式基本相同的机床,即为同一系。
机床的组用1位阿拉伯数字表示,位于类代号或特性代号之 后;机床的系也用1位阿拉伯数字表示,位于组代号之后。
8
二、机床的型号
2.机床的类代号
机床的类代号用大写的汉语拼音字母表示。若每类机床又有分类,在类别代号前用数字表示,
作为型号的首位,但第一类不予表示。例如,磨床分为M,2M,3M三类。普通机床的类代号如下表所示。
(完整版)普通机床的类别代号
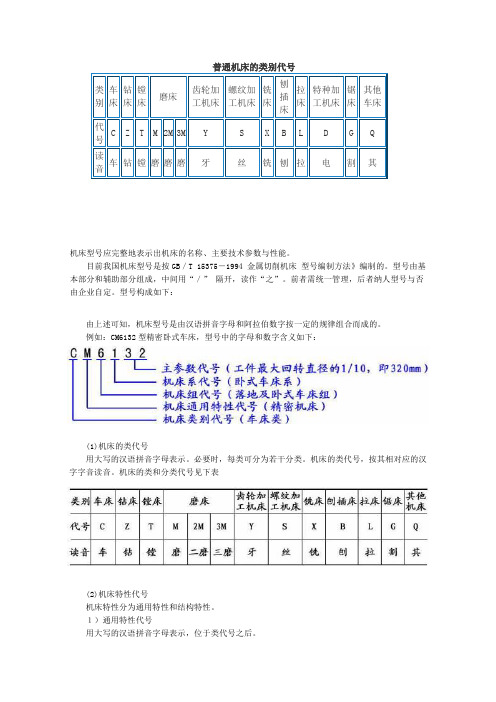
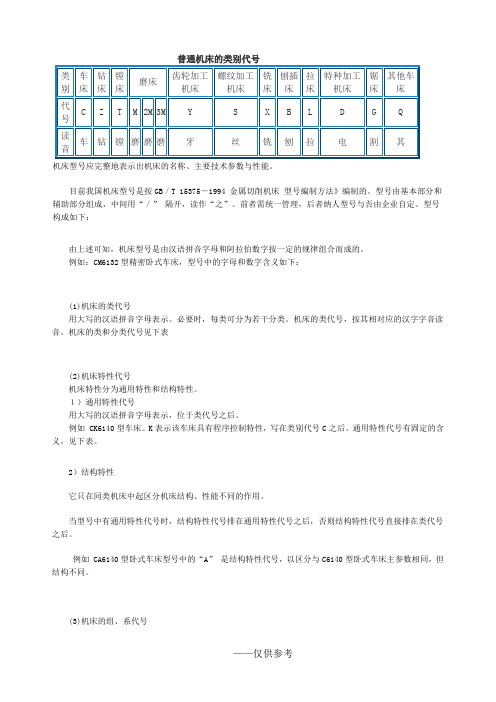
普通机床的类别代号类别车床钻床镗床磨床齿轮加工机床螺纹加工机床铣床刨插床拉床特种加工机床锯床其他车床代号C Z T M 2M 3M Y S X B LD G Q读音车钻镗磨磨磨牙丝铣刨拉电割其机床型号应完整地表示出机床的名称、主要技术参数与性能。
目前我国机床型号是按GB/T 15375-1994 金属切削机床型号编制方法》编制的。
型号由基本部分和辅助部分组成,中间用“/” 隔开,读作“之”。
前者需统一管理,后者纳人型号与否由企业自定。
型号构成如下:由上述可知,机床型号是由汉语拼音字母和阿拉伯数字按一定的规律组合而成的。
例如:CM6132型精密卧式车床,型号中的字母和数字含义如下:(1)机床的类代号用大写的汉语拼音字母表示。
必要时,每类可分为若干分类。
机床的类代号,按其相对应的汉字字音读音。
机床的类和分类代号见下表(2)机床特性代号机床特性分为通用特性和结构特性。
1)通用特性代号用大写的汉语拼音字母表示,位于类代号之后。
例如 CK6140型车床。
K表示该车床具有程序控制特性,写在类别代号C之后。
通用特性代号有固定的含义,见下表。
2)结构特性它只在同类机床中起区分机床结构、性能不同的作用。
当型号中有通用特性代号时,结构特性代号排在通用特性代号之后,否则结构特性代号直接排在类代号之后。
例如 CA6140型卧式车床型号中的“A” 是结构特性代号,以区分与C6140型卧式车床主参数相同,但结构不同。
(3)机床的组、系代号每类机床划分为十个组,每个组又划分为十个系(系列),分别用一位阿拉伯数字表示,位于类代号或特性代号之后。
系代号位于组代号之后。
(4)机床的主参数代号机床主参数在机床型号中用折算值表示,位于组、系代号之后。
主参数等于主参数代号(折算值)除以折算系数。
例如卧式车床的主参数折算系数为1/10,所以CA6140型卧式车床的主参数为400mm。
常见机床的主参数名称及折算系数见下表。
机床名称主参数名称主要数折算系数卧式车床床身上最大回转直径1/10摇臂钻床最大钻孔直径1卧式坐标镗床工作台面宽度1/10外圆磨床最大磨削直径1/10立式升降台铣床工作台面宽度1/10卧式升降台铣床工作台面宽度1/10龙门刨床最大刨削宽度1/100牛头刨床最大刨削长度1/10(5)机床的重大改进顺序号当机床的结构、性能有更高的要求,并需按新产品重新设计、试制和鉴定时,按改进的先后顺序选用A、B、C、…等汉语拼音字母(但“I、O”两个字母不得选用),加在型号基本部分的尾部,以区别原机床型号。
机床型号编制方法2008年新国标
汽车拖 拉机修 磨机床
组别
类别
0
1
齿轮加工机床Y
仪表 齿轮 加工 机
螺纹加工机床S
铣床X
仪表 铣床
悬臂及 滑枕铣
床
刨插床B
悬臂刨 床
拉床L
锯床G 其它机床Q
其它 仪表 机床
管子加 工机床
2
锥齿轮 加工机
龙门铣 床
龙门刨 床
侧拉床
砂轮片 锯床 木螺钉 加工机 床
3
滚齿及 铣齿机 套螺纹
机 平面铣
2020年6月18日
11
⑸主轴数和第二主参数 对于多轴机床,其主轴数应以实际数值列入型号,置于主参数之后,用“×”分
开。
第二主参数一般指最大工件长度、最大跨距、工作台面长度等,也用折算值表 示。
2020年6月18日
12
⑹机床的重大改进顺序号
当机床的性能、结构布局有重大改进,并按新产品重新设计、试制和鉴定时, 在原机床型号的尾部,加重大改进顺序号。 序号按A、B、C、…等字母的顺序选用。 ⑺其他特性代号
设计单位代号 机床自动线代号
设计顺序号
2020年6月18日
18
2020年6月18日
14
例2.MG1432A型高精度万能外圆磨床
MG1432A
类别代号(磨床类) 通用特性(高精度) 组别代号(外圆磨床组) 系别代号(万能外圆磨床系) 主参数(最大磨削直径320mm) 重大改进顺序号(第一次重大改进)
2020年6月18日
15
例3. Y3150E
类别代号(齿轮加工机床类类) 组别代号(滚齿机组) 系别代号(滚齿机系)
布局型式相同的机床,划分为同一系。 常用机床的组别和系别代号见附录一。
车床的分类及型号

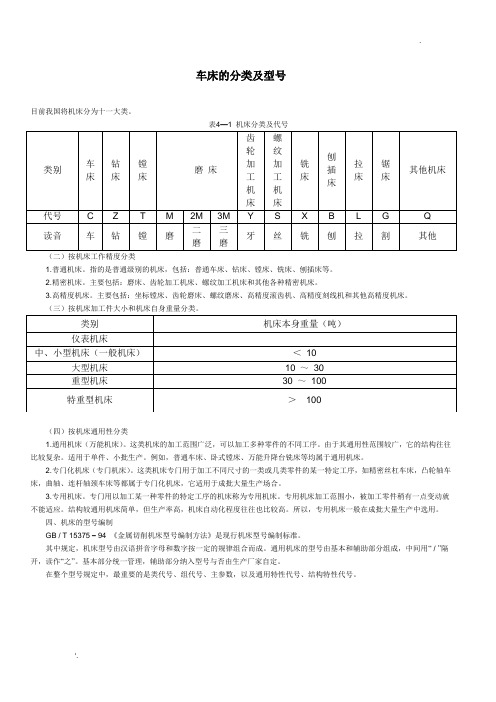
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 – 94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
金属切削机床的分类与编号

(三)组合机床及自动线型号
组合机床及自动线分类代号
分类 大型组合机床 小型组合机床 自换刀数控组合机床 大型组合机床自动线 小型组合机床自动线 自换刀数控自动线
代号 U H K UX HX KX
二、机床的精度和技术性能
1、 机床的精度
(1)几何精度 车身导轨的直线度、工作台台面的平面度、主轴的回转
精度、刀架和工作台等移动的直线度、车床刀架移动方向与 主轴线的平行度等。 (2)传动精度
是指机床内部联系传动链两端件之间运动关系的准确性。
(3)位置精度 是机床运动部件(如工作台、刀架和主轴箱等),从某
一起始位置运动到预期的另一位置时所到达的实际位置的准 确程度。
2、 机床的技术性能
机床的技术性能是有关机床加工范围、使用质量和经 济性的性能指标,包括工艺范围、技术规格、加工精度和 表面粗糙度、生产率、自动化程度和精度保持性。
机床特性代号(结构特性)
机床组别代号(落地及卧式车床组)
机床系别代号(卧式车床系)
机床主参数代号(最大车削直径400mm)
1、机床的类别代号
类车钻镗 别床床床
磨床
齿轮加 工机床
代 号
C
Z
T
M
2M
3M
Y
读 音
车钻镗
磨
2磨
3磨
牙
螺纹加 工机床
S
丝
铣刨拉 床床床
XBL
铣刨拉
电加工 机床
D
电
切断 机床
G
割
其它 机床
其任务是带动工件或刀具完成一定形式的运动和保持准确的 运动轨迹。
(2)动力源 它是提供运动和动力的装置。是执行件的运动来源。通常
车床的分类及型号
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 – 94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
机床的类别、特性、组别、系别、特性代号

机床的组别,系别代号 结构特性代号 为了区别主参 用两位阿拉伯数字表 数相同而结构 示,前者表示组,后 不同的机床, 者表示系。每类机床 在型号中用汉 划分为10个组,每个 语拼音字母区 组又划分为10个系。 分。例如, 在同一类机床中,凡 CA6140型普通 主要布局或使用范围 车床型号中的 基本相同的机床,即 “A”,可理 为同一组。凡在同一 解为:CA6140 组机床中,若其主参 型普通车床在 数相同、主要结构及 结构上区别于 布局型式相同的机 C6140型普通 床,即为同一系。 车床。
机床的类别代号 机床的特性代号 序号 代号 读音 类 别 代号 读音 特性 1 C 车 车 床 G 高 高精度 2 Z 钻 钻 床 M 密 精密 3 T 镗 镗 床 Z 自 自动 4 M 磨 B 半 半自动 磨 床 5 2M 二磨 K 控 数控 6 3M 三磨 H 换 加工中心(自动换刀) 7 Y 牙 齿轮加工机床 F 彷 彷型 8 S 丝 螺纹加工机床 Q 轻 轻型 9 X 铣 铣床 C 重 加重型 10 B 刨 刨插床 J 简 简式或经济型 11 L 拉 拉床 R 柔 柔性加工单元 12 G 割 锯床 X 显 数显 13 Q 其 其他 机床 S 速 高速
普通机床的类别代号

普通机床的类别代号 The latest revision on November 22, 2020普通机床的类别代号由上述可知,机床型号是由汉语拼音字母和阿拉伯数字按一定的规律组合而成的。
例如:CM6132型精密卧式车床,型号中的字母和数字含义如下:(1)机床的类代号用大写的汉语拼音字母表示。
必要时,每类可分为若干分类。
机床的类代号,按其相对应的汉字字音读音。
机床的类和分类代号见下表(2)机床特性代号机床特性分为通用特性和结构特性。
1)通用特性代号用大写的汉语拼音字母表示,位于类代号之后。
例如CK6140型车床。
K表示该车床具有程序控制特性,写在类别代号C之后。
通用特性代号有固定的含义,见下表。
2)结构特性它只在同类机床中起区分机床结构、性能不同的作用。
当型号中有通用特性代号时,结构特性代号排在通用特性代号之后,否则结构特性代号直接排在类代号之后。
例如CA6140型卧式车床型号中的“A”是结构特性代号,以区分与C6140型卧式车床主参数相同,但结构不同。
(3)机床的组、系代号每类机床划分为十个组,每个组又划分为十个系(系列),分别用一位阿拉伯数字表示,位于类代号或特性代号之后。
系代号位于组代号之后。
(4)机床的主参数代号机床主参数在机床型号中用折算值表示,位于组、系代号之后。
主参数等于主参数代号(折算值)除以折算系数。
例如卧式车床的主参数折算系数为1/10,所以CA6140型卧式车床的主参数为400mm。
常见机床的主参数名称及折算系数见下表。
(5)机床的重大改进顺序号当机床的结构、性能有更高的要求,并需按新产品重新设计、试制和鉴定时,按改进的先后顺序选用A、B、C、…等汉语拼音字母(但“I、O”两个字母不得选用),加在型号基本部分的尾部,以区别原机床型号。
例如M1432A表示经第一次重大改进后的万能外圆磨床。
车床的分类及型号

1/lO 1/100
卧式及立式升降台铣床
工作台工作面宽度
1/lO
龙门铣床
工作台工作面宽度
1/JOO
外圆磨床、内圆磨床 平面磨床 砂轮机
最大磨削外径或孔径 :[作台工作面的宽度或
直径 最大砂轮宜径
1/l0 1/lO 1/l0
齿轮加工机床
(大多数是)最大工件真 径
1/lO
其中,拉床的主参数是额定拉力。 (五)主轴数及第二主参数
车床的分类及型号
Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
车床的分类及型号
目前我国将机床分为十一大类。
表4—1 机床分类及代号
齿螺
类别
车钻 镗 床床 床
磨床
轮 加 工 机
纹 加 工 机
铣 床
刨 插 床
拉 床
锯 床
其他机床
床床
代号 C Z T M 2M 3M Y S X B L G
螺纹 加工 机床
铣床 X
仪表铣 床
1
悬臂 及滑 枕铣
床
刨插 床B
悬臂 刨床
拉床 L
锯床 G
其他 其他仪 机床 Q 表机床
管子 加工 机床
2 锥齿 轮加 工机
龙门 铣床
龙门 刨床
侧拉 床
砂轮 片锯
床 木螺 钉加 工机
床
3 滚齿 机及 铣齿
机
4
剃齿 及珩 齿机
套丝 攻丝 机机
平面 仿形 铣床 铣床
卧式 外拉
床
连续 拉床
卧式 带锯
床
刻线 机床
5 插齿
机
立式 升降 台铣
全部机床代号让你涨见识
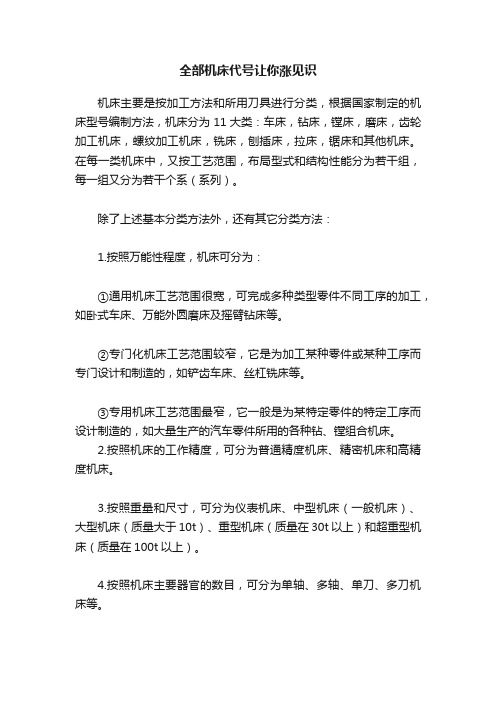
全部机床代号让你涨见识机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
除了上述基本分类方法外,还有其它分类方法:1.按照万能性程度,机床可分为:①通用机床工艺范围很宽,可完成多种类型零件不同工序的加工,如卧式车床、万能外圆磨床及摇臂钻床等。
②专门化机床工艺范围较窄,它是为加工某种零件或某种工序而专门设计和制造的,如铲齿车床、丝杠铣床等。
③专用机床工艺范围最窄,它一般是为某特定零件的特定工序而设计制造的,如大量生产的汽车零件所用的各种钻、镗组合机床。
2.按照机床的工作精度,可分为普通精度机床、精密机床和高精度机床。
3.按照重量和尺寸,可分为仪表机床、中型机床(一般机床)、大型机床(质量大于10t)、重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
4.按照机床主要器官的数目,可分为单轴、多轴、单刀、多刀机床等。
5.按照自动化程度不同,可分为普通、半自动和自动机床。
自动机床具有完整的自动工作循环,包括自动装卸工件,能够连续的自动加工出工件。
半自动机床也有完整的自动工作循环,但装卸工件还需人工完成,因此不能连续地加工。
二、机床的型号编制机床的型号是机床产品的代号,用以表明机床的类型,通用和结构特性,主要技术参数等。
GB/T15375-94《金属切削机床型号编制方法》规定,我国的机床型号由汉语拼音字母和阿拉伯数字按一定规律组合而成。
1.通用机床的型号编制通用机床型号的表示方法为:注:①有“( )”的代号或数字,当无内容时,不表示,若有内容,则不带扩号;②有“○”符号者,为大写的汉语拼音字母;③有“△” 符号者,为阿拉伯数字;④有“ △ ”符号者,为大写的汉语拼音字母或阿拉伯数字或两者兼有之。
普通机床的类别代号
当型号中有通用特性代号时,结构特性代号排在通用特性代号之后,否则结构特性代号直接排在类代号之后。
例如 CA6140型卧式车床型号中的“A” 是结构特性代号,以区分与C6140型卧式车床主参数相同,但结构不同。
(3)机床的组、系代号
——仅供参考
每类机床划分为十个组,每个组又划分为十个系(系列),分别用一位阿拉伯数字表示,位于类代号或特性代号之后。
系代号位于组代号之后。
(4)机床的主参数代号
机床主参数在机床型号中用折算值表示,位于组、系代号之后。
主参数等于主参数代号(折算值)除以折算系数。
——仅供参考。
机床代号

机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
除了上述基本分类方法外,还有其它分类方法:1.按照万能性程度,机床可分为:①通用机床工艺范围很宽,可完成多种类型零件不同工序的加工,如卧式车床、万能外圆磨床及摇臂钻床等。
②专门化机床工艺范围较窄,它是为加工某种零件或某种工序而专门设计和制造的,如铲齿车床、丝杠铣床等。
③专用机床工艺范围最窄,它一般是为某特定零件的特定工序而设计制造的,如大量生产的汽车零件所用的各种钻、镗组合机床。
2.按照机床的工作精度,可分为普通精度机床、精密机床和高精度机床。
3.按照重量和尺寸,可分为仪表机床、中型机床(一般机床)、大型机床(质量大于10t)、重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
4.按照机床主要器官的数目,可分为单轴、多轴、单刀、多刀机床等。
5.按照自动化程度不同,可分为普通、半自动和自动机床。
自动机床具有完整的自动工作循环,包括自动装卸工件,能够连续的自动加工出工件。
半自动机床也有完整的自动工作循环,但装卸工件还需人工完成,因此不能连续地加工。
二、机床的型号编制机床的型号是机床产品的代号,用以表明机床的类型,通用和结构特性,主要技术参数等。
GB/T15375-94《金属切削机床型号编制方法》规定,我国的机床型号由汉语拼音字母和阿拉伯数字按一定规律组合而成。
1.通用机床的型号编制通用机床型号的表示方法为:注:①有“( )”的代号或数字,当无内容时,不表示,若有内容,则不带扩号;②有“○”符号者,为大写的汉语拼音字母;③有“△” 符号者,为阿拉伯数字;④有“ △”符号者,为大写的汉语拼音字母或阿拉伯数字或两者兼有之。
(1)机床的类别代号类别车床钻床镗床磨床齿轮加工机床螺纹加工机床铣床刨插床拉床锯床其他机床代号C Z T M 2M 3M Y S X B L G Q读音车钻镗磨二磨三磨牙丝铣刨拉割其(2)机床的特性代号通用特性高精度精密自动半自动数控加工中心(自动换刀)彷型轻型加重型简式或经济型柔性加工单元数显高速代号G M Z B K H F Q C J R X S读音高密自半控换彷轻重简柔显速(3)结构特性代号为了区别主参数相同而结构不同的机床,在型号中用汉语拼音字母区分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床的组别,系别代号 结构特性代号 为了区别主参 用两位阿拉伯数字表 数相同而结构 示,前者表示组,后 不同的机床, 者表示系。每类机床 在型号中用汉 划分为10个组,每个 语拼音字母区 组又划分为10个系。 分。例如, 在同一类机床中,凡 CA6140型普通 主要布局或使用范围 车床型号中的 基本相同的机床,即 “A”,可理 为同一组。凡在同一 解为:CA6140 组机床中,若其主参 型普通车床在 数相同、主要结构及 结构上区别于 布局型式相同的机 C6140型普通 床,即为同一系。 车床。
机床的类别代号 机床的特性代号 序号 代号 读音 类 别 代号 读音 特性 1 C 车 车 床 G 高 高精度 2 Z 钻 钻 床 M 密 精密 3 T 镗 镗 床 Z 自 自动 4 M 磨 B 半 半自动 磨 床 5 2M 二磨 K 控 数控 6 3M 三磨 H 换 加工中心(自动换刀) 7 Y 牙 齿轮加工机床 F 彷 彷型 8 S 丝 螺纹加工机床 Q 轻 轻型 9 X 铣 铣床 C 重 加重型 10 B 刨 刨插床 J 简 简式或经济型 11 L 拉 拉床 R 柔 柔性加工单元 12 G 割 锯床 X 显 数显 13 Q 其 其他 机床 S 速 高速
Hale Waihona Puke