加工中心程序单-2张手写
加工中心作业指导书

加工中心作业指导书The latest revision on November 22, 2022公司图标编号版A/0号页第 1 页共 1 页号生效日2022 年 3 月 20 日期通过规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。
合用于本公司加工中心操作及维护保养。
3.1.作业流程图3.1.1清理工作台:把工作台及工装清理干净,不同材质落料分开存放。
准备好装夹所需的螺杆、螺母、垫块等。
3.1.2.核对图纸、工件是否符合:将图纸打开与工件进行核对,清晰工件的装夹位置和方向。
检查毛坯并且毛坯清理干净,去毛刺。
3.1.3.拷贝程序及校对。
3.1.4.校表找平、拉直、分中、确定对刀参考值:先找平工件,再拉直,然后再打表确定坐标原点并在机床工件坐标系确定输入;夹紧工件后再检查工件的找平、拉直、分中。
3.1.5.加工工件:加工前准备好所需刀具并与程序单上的刀具名称一致。
准备所有需要的刀具,在可以的情况下尽量优先用旧的刀具,盒子不要扔掉,用完后刀具放回盒子。
对好刀,开始加工,下刀后刀具离工件一段距离时要边看操作面板上的程序及余位移量进行检查,确认正常即开始加工,在加工过程中要注意检查刀具磨损,如刀具磨损要及时停机并更换刀片,然后再加工。
3.1.6. 自检:所有工件加工完以后要进行自检,譬如一些加工没有到位, R角与面没有接顺等,检验所有可以检验尺寸,表面有无压伤,有没有拆下工件后变形的情况,如有问题尽可能即将或者在工件为卸下之前找技术解决。
3.1.7 送检:工件加工完以后要按照工艺流程进行送检。
3.2作业准备3.2.1子细阅读使用手册并确实明白所有内容以能有效和安全的操作机器。
3.2.2时常将有关安全章节及使用手册放在挨近机台的固定位置,以备必要时容易查询。
3.2.3机台上开关钥匙或者安全保护装置的特殊工具,必须由资深工作员或者主管保管。
3.2.4确保机台周边没有任何障碍物堆置。
3.2.5在离开工作或者检修机台以及基本维修工作前,务必关闭电源。
数控技术加工中心编程

1.对刀具的要求
决定零件加工质量的重要因素是刀具的正确选择和使用,在 选择刀具材料时,一般尽可能选用硬质合金刀具,精密镗孔等还 可以选用性能更好、更耐磨的立方氮化硼和金刚石刀具。
2.刀具的种类
加工中心使用的刀具包括:铣刀、麻花钻、扩孔钻、锪孔钻、 铰刀、镗刀、丝锥以及螺纹铣刀等。
② 尽量采用气动、液压夹紧装置。
③ 夹具要尽量开敞,夹紧元件的位置应尽量低,给刀 具运动轨迹留有空间。
④ 夹具在机床工作台上的安装位置应确保在主轴的行程范围 内能使工件的加工内容全部完成。
第十八页,编辑于星期五:九点 十分。
⑤ 自动换刀和交换工作台时不能与夹具或工件发生干涉。
⑥ 要考虑拆除定位元件后,工件定位精度的保持问题。
(a) 中心钻
第二十页,编辑于星期五:九点 十分。
(b) 丝锥
(c) 铣刀
第二十一页,编辑于星期五:九点 十分。
(d) 锥柄T型铣刀
(e) 锥柄饺刀
第二十二页,编辑于星期五:九点 十分。
(f) 镗刀
第二十三页,编辑于星期五:九点 十分。
(g) 螺纹铣刀
3.刀柄 刀柄可分为整体式与模块式两类刀柄可分为整体式与模块 式两类。常用的刀柄有:ER弹簧夹头刀柄、强力夹头刀柄、莫 氏锥度刀柄、侧固式刀柄、面铣刀刀柄、钻夹头刀柄 、丝锥夹 头刀柄、镗刀刀柄、增速刀柄、中心冷却刀柄、转角刀柄、多 轴刀柄等。
第十七页,编辑于星期五:九点 十分。
④ 当零件的定位基准与设计基准难以重合时,通过尺 寸链的计算,严格规定定位基准与设计基准间的公差范围 ,确保加工精度。
(二) 加工中心夹具的选择和使用
① 一般夹具的选择原则是:在单件生产中尽可能采用 通用夹具;批量生产时优先考虑组合夹具,其次考虑可调 夹具,最后考虑成组夹具和专用夹具。
加工中心操作面板 文档全文预览

置于 “ ON” 位置 ,
0 1 “ M
”
代码有效 。
铣床操作仿真软件
♦ 数控铣床配用 的数控系统不 同, 其机床操作面
板的形式也不 同, 但其各种开 关、 按键的功能 及操 作方 法基本相似。 本节采 用FA NUC 0-M系
统为例, 介绍数控铣床的操作 。 本节首先通过
一个实例介绍机床操作和加工 的基本过程 ; 后
面将分别对机床 的操作、 数控程序的编辑 以及
.
光标移动键
向下或 向上移动光标 。
向下或 向上翻页 。
CRT/ MDI 面板
5 ♦
.
输入输 出键
输入键 : 把输入域 内的数据输入参数页 面或者输入一个外部 的数控 程 序
输 出键 : 把 当前数控程序输 出到计算机 。
CRT/ MDI , 解 除 报 警 ,
C RTT//MMDI面板
2 ♦
.
编辑键
替代键 : 用输入域 内的数据替代光标所在 的 数 据。
删 除键 : 删除 光标所在的数 据; 或 者删 除一 个数控程序
插入键 : 把输入域之 中的数据插入到当前 光 标之后 的位置 。
修 改键 : 消除输入域 内的数 据
CRT/ MDI 面板
2 ♦
.
编辑键
机床 后给
内部 参数的设定等 进行较 详细 的 出机床CRT 显示内容 的层次结构 、
讨M论D I
;
键
最
盘和机床操作面板按钮 的操作功能清单 。
♦ 数控机床操作面板 由CRT/MDI面板和机 床 操作面 板 两部 分 组成 。
♦ CRT/MDI面板 由 一个9” CRT显示器和 一 个M DI键盘构成 , 如图所示 , 用于显示和 编 辑机床 控 制器 内 部的各 类参数 和数控 程序 ;
加工中心操作手册
加工中心操作手册(总45页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--目录目录 .................................................. 错误!未定义书签。
第一章HANUC CNC2000I系统说明......... 错误!未定义书签。
系统简介........................................................................................... 错误!未定义书签。
产品外观......................................................................................... 错误!未定义书签。
适配驱动装置 ................................................................................ 错误!未定义书签。
操作设备........................................................................................... 错误!未定义书签。
主控器部分 ..................................................................................... 错误!未定义书签。
操作面板部分 ................................................................................ 错误!未定义书签。
系统介绍 .......................................................................................... 错误!未定义书签。
cnc刀具试用报告表格

cnc刀具试用报告表格篇一:CNC加工中心程序单CNC加工中心程序单篇二:1CNC刀具管理办法福州有限公司福州有限公司篇三:雕刻刀具参数表刀具工艺参数表——黄铜的加工参数下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工艺表格,对应图中的“吃刀深度”即最大单边切深度、“开槽深度”即一次开槽深度、“路径间距”即侧向进给,分别输入加工参数值。
表一:20○系列刀具开粗加工黄铜材料的工艺参数表表二:20○系列刀具修边加工黄铜材料的工艺参数表表三:20○系列刀具清角加工黄铜材料的工艺参数表表四:10○系列刀具开粗加工黄铜材料的工艺参数表表五:10○系列刀具修边加工黄铜材料的工艺参数表表六:10○系列刀具清角加工黄铜材料的工艺参数表表七:30○系列刀具修边加工黄铜材料的工艺参数表表八:30○系列刀具清角加工黄铜材料的工艺参数表表九:使用螺纹铣刀开粗加工黄铜时的工艺参数表使用螺纹铣刀开粗是充分利用螺纹铣刀的侧向切削能力强的优势,从实际加工的现象来看是:吃刀深度大,侧向进给量小,进给速度大,整体的材料去除量大,加工效率大幅度提高,这种加工方式称为:“大吃深,少吃料,快进给”。
螺纹铣刀不但加工效率高,而且刀具比较耐用,加工的底面效果好,尺寸精度容易保证。
紫铜的加工参数表一:20○系列刀具开粗加工紫铜材料的工艺参数表表二:20○系列刀具修边加工紫铜材料的工艺参数表表三:20○系列刀具清角加工紫铜材料的工艺参数表表四:30○系列刀具修边加工紫铜材料的工艺参数表表五:30○系列刀具清角加工紫铜材料的工艺参数表表六:使用螺纹铣刀进行紫铜开粗加工时的工艺参数铬钢的加工参数表一:20○系列刀具开粗加工铬钢材料的工艺参数表表二:20系列刀具修边加工铬钢材料的工艺参数表表三:20○系列刀具清角加工铬钢材料的工艺参数表表四:30○系列刀具修边加工铬钢材料的工艺参数表表五:30○系列刀具清角加工铬钢材料的工艺参数表表六:使用螺纹铣刀进行铬钢开粗加工时的工艺参数切削线速度切削线速度计算公式: V=πDN其中N是主轴转速,D是刀具直径。
加工中心操作指导书
加工中心操作指导书
一、输入程序
1.打开CAXA编程助手,打开自己的程序,修改并确认正确后点击发送代
码,选择Fanuc系统,按“确定”。
2.机床打到EDIT(编辑)方式,输入“O1”按DELETE键删除O1程序,然
后按“操作”软键,再按向右扩展键,找到“输入出”,“F输入”,输入“1”按软键“O设定”再按软键“执行”输入程序。
二、找零点
1.打到MDI方式下按PROE键,输入:T03 M06 EOB,按INSET键,按循
环启动键换到你需要的刀具,再输入:S1000 M03按循环启动键启动主轴,对刀,把刀具中心放到你需要的工件坐标系的零点上。
2.按OFS SET键,按“坐标系”软键,光标移到G54上,依次输入“X0”,
按“测量”软键;输入“Y0”,按“测量”软键;输入“Z0”,按“测量”
软键。
3.用手轮把刀具提高到一定高度。
三、自动加工
1.打到EDIT(编辑) 方式下,按“PROE”键看看程序,如果光标不在程序
头,按“RESET(复位)”键,使光标指到程序头。
2.打到AUTO(自动)方式下,按“循环启动”键,自动加工工件。
加工中心程序的编制及操作

加工中心程序的编制及操作FANUCSeriesoiMate-MD一、加工中心的结构特点和编程特点VMC系列机床是由CNC(计算机数控装置)控制切削加工的立式加工中心,可进行钻孔、铣削和攻丝等。
VMC680e数控加工中心是配备FANUC系统的三坐标轴CNC数控镗铣床,该加工中心符合ISO标准,适用于中小板材、盘件、壳体零件、模具等复杂零件的加工。
本加工中心可控轴数X\Y\Z三轴;位移脉冲当量0.001mm或0.0001in;最大位移量±999.99mm或999.9999in;数据输入方式为增量方式或绝对方式;准备功能指令GOO~G04、G17~G19、G28、G40~G44、G54~G59、G80~G89、G90、G91,其中G28位自动返回参考点指令,换刀程序段必须用词指令。
辅助功能指令有M00~M09、M17~M19、M30。
1VMC(1)(2)(3)2(1)(2)(3)(4)P1(-50,-50)图(1)%*O0000*N100G21*G54,N124G0Z50.*刀具快速提至安全高度N126M5*主轴停N128G91G28Z0.M9*增量值编程,Z轴返回参考点,关闭冷却液N130G28X0.Y0.*X、Y轴返回参考点(由于没有第四轴这里必须删除A0.)N132M30*程序结束%*下一程序开始二、加工中心的面板及操作(14) (15)(17)(19)(23) (25)(26) (31)功能键(1)按此按键显示位置画面。
(2)按此键显示程序画面。
(3)按此键显示刀偏/设定(SETTING)画面(4)按此键显示系统画面。
(5)按此键显示信息画面。
(44) (45) (46) (47) (48)(49)(54)(57) (58) (60) (61) (62)(6)按此键显示用户宏画面(会话式宏画面)或显示图形画(7)“E-STOP”急停按钮按下后切断主轴及伺服系统电源,控制系统复位。
故障排除后旋转该开关,使其释放。
加工中心手工编程全教材
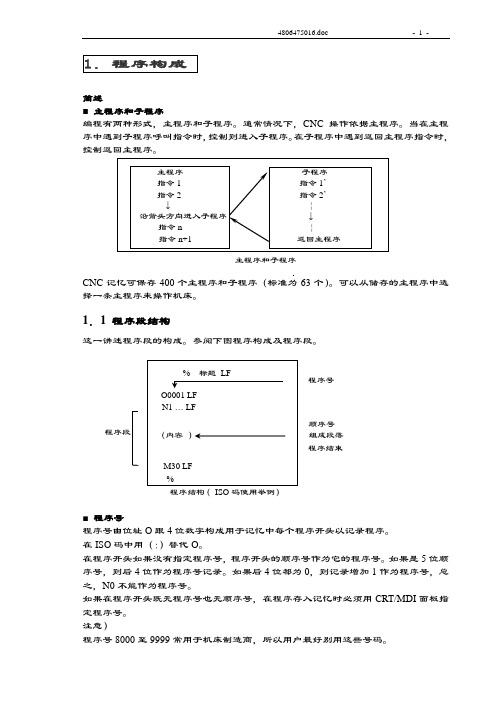
简述■ 主程序和子程序编程有两种形式,主程序和子程序。
通常情况下,CNC 操作依据主程序。
当在主程序中遇到子程序呼叫指令时,控制则进入子程序。
在子程序中遇到返回主程序指令时,控制返回主程序。
主程序和子程序CNC 记忆可保存400个主程序和子程序(标准为63个)。
可以从储存的主程序中选择一条主程序来操作机床。
1.1 程序段结构这一讲述程序段的构成。
参阅下图程序构成及程序段。
■ 程序号程序号由位址O 跟4位数字构成用于记忆中每个程序开头以记录程序。
在ISO 码中用(:)替代O 。
在程序开头如果没有指定程序号,程序开头的顺序号作为它的程序号。
如果是5位顺序号,则后4位作为程序号记录。
如果后4位都为0,则记录增加1作为程序号,总之,N0不能作为程序号。
如果在程序开头既无程序号也无顺序号,在程序存入记忆时必须用CRT/MDI 面板指定程序号。
注意)程序号8000至9999常用于机床制造商,所以用户最好别用这些号码。
程序号 顺序号组成段落程序结束程序段 程序结构( ISO 码使用举例)■顺序号及单节程序由若干指令构成,一个指令单位称为单节。
单节在结束时用EOB与其它单节分开。
在单节的开头,顺序号由位址N跟一个1~ 99999之间的数字来表示。
顺序号可以随机给出,而且可以跳跃给出,顺序号可以每个单节或者仅在期望的单节给出。
通常,随加工步骤以增大的顺序来指定顺序号(例如,在使用一把新刀具,工作台分度的新面加工等)。
注意)与其它CNC装置具有适应性不能使用0作为程序号。
因此0不能用作顺序号而作为程序号。
■TV 检查(沿磁带纵向同位检查)同位检查用作横向输入的单节的检查。
如果一个单节的字符数(从一个EOB之后开始到下一个单节EOB的结束)是奇数,报警(No.002)输出。
仅有那些使用标记跳跃功能跳跃的零件不做TV检查。
用括弧括起来的注释段服从于TV检查来计算字母数。
TV检查功能可以在MDI单元上设定。
■单节构成(字和位址)一个单节由一个或多个字组成。