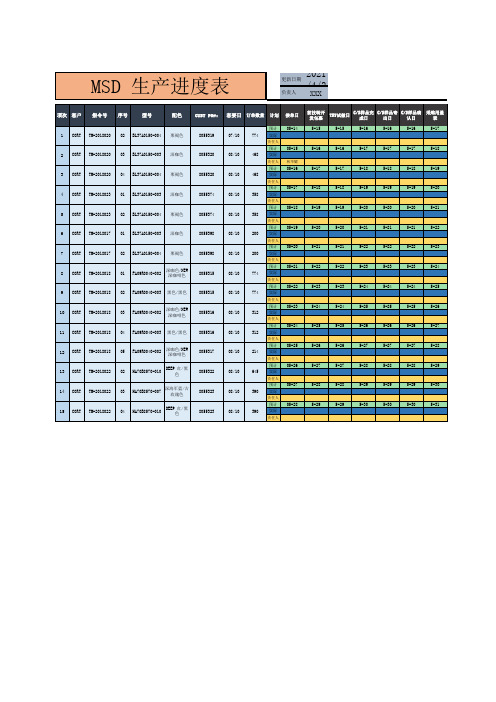
生产计划周期表
MSD生产计划周期EXCEL模板
8055398
8
CORT TM-2018018
01
FA09R0040-002
深咖色/NEW 深咖啡色
8055315
9 CORT TM-2018018 02 FA09R0040-003 黑色/黑色
8055315
10 CORT TM-2018018
03
FA09R0040-002
深咖色/NEW 深咖啡色
8055316
5-26
5-27
5-26
5-26
5-27
5-27
5-27
5-28
5-27
5-27
5-28
5-28
5-28
5-29
5-28
5-28
5-29
5-29
5-29
5-30
5-29
5-29
5-30
5-30
5-30
5-31
预计 05-14 774 实际
责任人 预计 05-15 468 实际 责任人 林毕耀 预计 05-16 468 实际 责任人 预计 05-17 358 实际 责任人 预计 05-18 358 实际 责任人 预计 05-19 200 实际 责任人 预计 05-20 200 实际 责任人 预计 05-21 774 实际 责任人 预计 05-22 774 实际 责任人 预计 05-23 312 实际 责任人 预计 05-24 312 实际 责任人 预计 05-25 214 实际 责任人 预计 05-26 645 实际 责任人 预计 05-27 390 实际 责任人 预计 05-28 390 实际 责任人
前技转开 发包裹
TRY试做日
C/S样品完 成日
C/S样品寄 出日
C/S样品确 认日
重要通知公司年度生产计划安排
重要通知公司年度生产计划安排尊敬的各位员工:为了更好地规划和组织公司的生产工作,提高生产效率,确保产品质量,特向大家发布公司年度生产计划安排的重要通知。
请各位员工务必认真阅读并严格遵守以下安排:一、总体目标本年度公司的生产目标是在保证产品质量的前提下,实现生产总量提升10%。
同时,要求各部门密切配合,确保按时完成生产任务。
二、生产计划安排生产周期规划:根据市场需求和公司实际情况,将全年分为四个季度,每个季度制定相应的生产计划。
各部门要根据季度计划,合理安排生产进度。
月度生产计划:每月初由生产部门制定当月生产计划,并报相关部门审核确认后执行。
各部门要按照月度计划,合理调配人力、物力资源。
周度生产任务:每周初由各班组长根据月度计划拆分出周度生产任务,并制定详细的生产进度表。
班组成员要严格按照进度表执行,确保任务按时完成。
日常生产安排:班组长要每日对当天的生产任务进行详细分解,并进行班前会议布置工作。
全体员工要做好个人工作记录,及时汇报问题和困难。
三、质量控制质量目标:公司始终坚持“质量第一”的原则,要求全体员工严格按照产品质量标准操作。
任何发现的质量问题要及时上报并进行整改。
质量检查:各部门要建立健全的质量检查机制,加强对原材料、半成品和成品的把关。
对于不合格品要及时处理,杜绝次品流入市场。
质量奖惩:对于在质量控制方面表现突出的员工将给予奖励,对于违反操作规程导致质量问题的将进行相应处罚。
四、安全生产安全意识:公司高度重视安全生产工作,要求全体员工时刻保持高度警惕,严格遵守操作规程,杜绝违章操作。
安全培训:定期组织安全培训活动,提高员工的安全意识和自我保护能力。
新员工入职时必须接受安全培训后方可上岗。
隐患排查:各部门要定期开展安全隐患排查工作,发现问题要及时整改。
对于存在严重安全隐患的区域要立即停止生产并进行整改。
五、其他事项加班安排:如遇特殊情况需要加班,请提前向主管汇报并经批准后执行。
严禁擅自加班或私自调整班次。
生产周期计划表

生产周期计划表篇一:生产任务生产计划表生产任务单生产任务单生产计划表编号:J L/XS J-7.1-04篇二:缩短生产周期计划缩短生产周期计划一、人员管理:1.通过如开部门员工会议或生产板报的形式,让员工了解当天的生产产品;2.人员的合理调配,依据熟练程度合理安排人员,尤其是包装岗位。
每条生产线爱生产品种的差异而使工作强度相差较大,有的人从上班至下班忙得不可开交,有的人却很闲。
因此要合理安排好、调配好此岗位的人员。
3.管理人员要了解每个员工的特点,注意栽培和使用,在平时工作中有意识地培养,合理地发挥个人特长,快手、慢手心中有数,造就多面手,知人善用。
4.权线要明确:作业员(完成任务,报告问题)--组长(执行任务,处理问题,报告结果)--副课长(执行计划,报告生产,处理问题)--课长(监督执行,总结计划,公布结果)。
5.严格执行规章制度,提高人的效率,减少人员的无效时间,杜绝人浮于事。
二.机械设备管理:1.做好日常维护,减少故障时间,对由于责任心不强,未按要求对设备进行保养而使设备受损者,依据程度给予调离岗位,考核降级等处罚。
2.设备故障时,生产组长要及时上报主管领导,机修人员在故障发生后30分钟内务必到场处理,争取最短时间排除故障,减少停机待机时间。
主生产计划(MPS)的编制.
4.1 编制MPS计划的有关术语(8/13)
• FAS也是一个实际的生产制造计划,它以成品项目或特定的用户配 置来描述。它包括从部件和子装配件的制造到产品发货这一部分的生 产和装配,如产品的最终装配、测试和包装等。对于有多种选择项的 项目,一般将 MPS设立在基本部件这一级,用 FAS来装配组合最终项 目,因而不必预测确切的最终项目的配置,仅根据用户的订单对成品 装配制定短期的生产计划。 当采用 FAS时,可简化 MPS的编制,MPS和 FAS的协同运行,实现 了从原材料的采购,部件的制造到最终产品的交货的整个计划过程。
• 7.批量规则
MPS的计划量并非等于实际的需求量,这是由于在实际生产或订 货中,准备加工、订货、运输、包装等都必须是按照“一定的数量” 来进行,这“一定的数量”称为MPS批量,确定该数量的规则称为MPS 的批量规则。 批量规则是库存管理人员根据库存管理的要求和目标权衡利弊后 选择的。批量过大,占用的流动资金过多,但加工或采购的费用减少; 批量过小,占用流动资金减少,但增加了加工或采购的费用。 考虑批量的主要原因是:降低订货成本、降低准备成本、降低运 输成本、降低在制品成本。 目前,MPS的批量规则主要有:直接批量法、固定批量法、固定 周期法和经济批量法。
•
•
原则3:列出对生产能力,财务或关键材料有重大影响的 项目
对生产能力有重大影响的项目,是指那些对生产和装配过程起重大影响的 项目。如一些大批量项目,造成生产能力的瓶颈环节的项目或通过关键工作中 心的项目。 对财务而言,这里指的是为公司创造最高利润的项目。如制造费用高,含 有贵重部件,昂贵原材料,高费用的生产工艺或有特殊要求的部件的项目。也 包括那些作为公司主要利润来源的,相对不贵的项目。面对于关键材料而言, 是指那些提前期很长或供应厂商有限的项目。
生产周期与节拍生产管理@管理课件

啤机 剪带 剪带
1.啤头及一字位 2.啤尾 3.啤尾孔 4.啤带身通花
1.啤头 2.啤尾 3.啤尾孔
剪带
剪带
1.啤带身爪钉孔 2.啤头皮 3.啤尾 4.啤尾孔
1.剪带身
1.贴带尾
2.啤带身机眼孔 2.啤带头一字
3.剪介子
位
/
油边 丝印 车位 车唛头
啤中间三角皮、油 边
1.丝印(logo) 2.油带身及介子 3.铲头
57000 82000
备注 备用 25台
节拍生产排期表
工序 工序 名称 序号
工序名称
标准产量(小 时产量)
节拍小时数/人
节拍 人数
现有 人数
订单数量
预计完成 时间
最佳节拍 人数
难度系数
安排人 数
时间进度
调整 人数
1
2 开料
3
4 合计
1
啤机 2 3
合计
1
油边 2 3
合计 1
车位 2
合计 1
装配 2
合计 包装 1
一、生产周期的计算:
组/名称 开料 啤机 油边 车位 装配 包装
一、生产周期的计算:
组/名称 开料
工序/名称 写牌仔 介料 开带 飞边
1.效率法—
A.同一工序抽三至五个熟练员工 B.每天四次、每次记录10件的生产时间 C.将10件生产时间相加平均 D.再将平均四次的时间相加再平均 E.将三至五个熟练员工时间相加再平均 备注: 如发觉某些数据差距大可省略或再测
12.5 288PCS/时
3600秒(1小时)/12.5=288
LK1589
产量 1000 人数 2000 人数 3000 人数 4000 人数
MRP计算举例

2
3
1
2
2
3
第25页/共39页
C(2) LT=1
A LT=1
D(2)
B LT=1
E(3)
D(3)
E(2)
D(1)
E(1)
E(2)
F(2)
第26页/共39页
MRP计算如下
产 品 时间
项目
毛需求量
预计入库量
计划库存量(现 A 有库存)
净需求量
计划定单产出量
计划定单投入量
1 2 3 4 5 6 7 8 9 10 11 12
教材105页习题 1.编制一个MPS计划,确定毛需求量、净需求量、MPS计划量和 预计库存量。 已知: 期初库存:470; 安全库存:20; MPS批量:400; 销售预测:第1-8周均为200; 实际需求:第1周到第8周依次为180,230,110,230,60,270,
30, 30; 需求时区为第1-2周,计划时区为第3-6周,预测时区为第7-8周。 提前期为:2 周。
30
60
40
50
45 65 65 5 25 -15 20 20 20
45 65 65 25 25 25 20 20 20
5
25
计划产出量
20
40
计划投入量
20
40
第23页/共39页
MPS/MRP计算举例----例6
已知:
时间(周) 产品
3
4
5
6
7
8
9 10 11 12
A
300 450
500
B
200
1
2
3
4
5
6
7
8
生产部周工作总结计划表

生产部周工作总结计划表
尊敬的各位同事:
在过去的一周里,我们生产部全体员工齐心协力,努力工作,取得了一定的成绩。
为了更好地总结过去的工作,规划未来的工作,特制定了本周工作总结计划表,希望能够更好地指导我们的工作。
一、本周工作总结。
1. 生产计划完成情况,本周我们按照生产计划,顺利完成了生产任务,没有出
现超时延误的情况,保证了订单的及时交付。
2. 质量控制情况,本周我们加强了对生产过程中的质量控制,严格执行质量标准,产品合格率得到了有效提升。
3. 生产效率提升,通过优化生产流程和设备维护,本周我们成功提升了生产效率,有效缩短了生产周期。
二、下周工作计划。
1. 继续加强质量控制,下周我们将继续加强对生产过程中的质量控制,严格执
行质量标准,确保产品质量稳定。
2. 提高生产效率,下周我们将继续优化生产流程和设备维护,努力提升生产效率,缩短生产周期。
3. 加强团队协作,下周我们将加强团队协作,做好各部门之间的沟通和协调,
共同努力完成生产任务。
希望各位同事能够认真执行本周工作总结计划表,共同努力,为公司的发展贡
献自己的力量。
让我们携手并进,共创美好未来!
谢谢大家!
生产部敬上。
生产周期表排班表通用模版

2250 2575 0
0
0
0
0
0
0
0
0
0
0
0
0
0
200 1200 0
0
0
0
0
0
0
0
0
0
0
0
0
0
300 0
0
0
0
0
0
0
0
0
0
0
0
0
0
654 671 0
0
0
0
0
0
0
0
0
0
0
0
0
0
1457 690 0
0
0
0
0
0
0
0
0
0
0
0
0
0
1437 1152 0
0
0
0
0
0
0
0
0
0
0
0
0
0
550 0
2128 2128 749 0
日期 量
量
定(%)
1/7
12700
1/5
1400
1/11
300
1/15
1325
1/9
2147
1/14
2589
1/20
5555
1/18
4410
1/16
4411
1/19
4412
1/22
4412
1/24
4412
1/25
4413
1/25
1470
标准工时 标准产 (Hr/PCS) 能(PPH) 0.0036 281 0.0042 237 0.0062 161 0.0047 213 0.0047 213 0.0047 213 0.0047 213 0.0025 400 0.0026 385 0.0027 370 0.0027 370 0.0027 370
分项工程生产率和施工周期表

每单位平均生产力(每星期数量) = 子工程项目的总量/共用建造期总数* 7天(如为一个月,则为30天)。
如有两个生产单位同时运作,则以上所计算的数目除以2。
为保证战略合作项目按业主要求的期限完成,该计划从前期准备、施工工艺、资金、技术、人员、组织管理、物资供应、机械设备等方面制定了详细的资源供应保障计划和措施,并实施了严格的计划控制,确保了预控和预测到位、资源配置合理、项目供应有保障,使项目安排合理有序,确保了整个施工计划的顺利完成。
我公司的具体措施如下: 战略项目确定后,项目管理部门的主要人员立即到位,按照职责分工值班。
应安排具有丰富协调经验的现场人员积极配合业主做好前期工作,确保工程按计划开工。
组织临时设施及相应的大型机械设备按计划转移到施工现场,投入生产,及时安排实施,为下一道工序提供条件。
公司由一名副总经理领导,负责前期部署工作,根据施工总进度安排工作,并为前期准备工作制定详细的进度计划。
由专人负责施工现场的“三环一平”工作。
仔细规划建筑布局。
合理的施工布置对于施工进度的顺利实施至关重要。
相反,如果施工方案设计不当或管理不当,会导致施工现场混乱,直接影响施工进度、劳动生产率和工程成本。
做好施工前动员工作,提高参与者的积极性和责任感。
同时,加强技术培训,使其顺利投入工程建设,在项目开工前,组织参与工程建设的有关专业工程师,由项目技术总监带头培训各级工程管理人员,研究有关法律法规,学习国家和地方政府颁布的新规范和新规定,掌握项目确定的管理规程、施工工艺和施工方法,掌握施工管理、施工组织和施工技术的各项内容。
项目管理人员应当对其管辖范围内的劳务工程处和专业施工队伍进行培训,并进行书面或者口头说明,使劳务人员熟悉各种管理制度和操作流程。
项目开工前,项目技术总监应当组织专业工程师认真研究施工图纸,了解设计意图,同时对各专业图纸中存在的问题进行查找。
另外,不同专业的工程师相互集中、相互比较,指出不同专业之间的冲突、矛盾和不一致。
主生产计划(MPS)
承上启下:将宏观计划转换为微观计划 宏观计划
需 求
供 应
微观计划
沟通内外:集成市场信息与内部信息
5.1 主生产计划(MPS)
主生产计划:是关于“将要生产什么”的一种描述。 具有承上启下、从宏观计划到微观计划过渡的作用。 联系市场及销售网点(企业外部)同生产制造(企业 内部)的桥梁。 销售预测 销售订单
8 6 8 7 10 10 6 2 10 1 8 13 2 10 10 4 6 10 5 10 20 2 5 12 13 20
5
5
5
7
12 3 10
7
10 8
主生产计划中的基本概念
批量规则:计算物品的计划下达数量所使用的规 则。批量不等于净需求
批量过大,占用流动资金多,加工和采购费用少 批量过小,占用流动资金少,加工和采购费用多 直接批量法:批量等于净需求,按需订货或生产,适 于物料价值高的产品 固定批量法:加工生产或订货的数量相同,间隔期不 同,适于订货费高的产品 固定周期法:每次加工或订货周期相同,但加工或订 货的数量不一定相同。适于内部加工自制品生产。 经济批量法:订购费用和保管费用之和最低。适于需 求连续、库存消耗稳定的产品。
5.2 粗能力计划(RCCP)
重要概念
所谓能力(Capacity),是指一个工作中 心在某特定时段可处理的工作量; 所谓负荷(Load),是指一个工作中心在 某特定时段所完成或计划要完成的工作量。 资源清单的主要作用是发现工作中心能力 与负荷之间的差值。
5.2 粗能力计划(RCCP)
外部
主生产计划 内部 物料需求计划
销售
生产
5.1 主生产计划(MPS)
计划对象: 计划逻辑:
周生产计划安排表

周生产计划安排表
以下是一个简单的周生产计划安排表的示例:
日期生产任务负责人完成情况
:--: :--: :--: :--:
星期一生产A产品100件张三未开始
星期二生产B产品80件李四未开始
星期三生产C产品120件王五未开始
星期四生产D产品90件赵六未开始
星期五生产E产品70件刘七未开始
在这个表格中,每一行代表一周内的一天,列出了当天的生产任务、负责人和完成情况。
负责人负责执行生产任务,并负责跟踪任务的完成情况。
完成情况可以根据实际进度进行填写,例如“未开始”、“进行中”、“已完成”等。
请注意,这只是一个示例表格,具体的周生产计划安排表可以根据实际需求进行调整和定制。
生产部年度工作计划表范本
生产部年度工作计划表范本一、目标设定在制定年度工作计划时,首先要明确生产部的年度目标。
这些目标应该与公司的整体战略目标相一致,并根据市场趋势、客户需求和内部能力进行设定。
以下是一些可能的目标设定:提高生产效率,降低生产成本。
优化产品结构,提高产品质量。
扩大生产规模,开拓新市场。
加强团队建设,提高员工素质。
落实安全环保措施,确保安全生产。
二、生产计划为了实现年度目标,需要制定具体的生产计划。
以下是一些建议:制定月度、季度和年度生产计划,确保生产进度按计划进行。
针对不同产品线,制定个性化的生产方案,以满足客户需求。
优化生产流程,提高生产效率,降低生产成本。
加强与采购、销售等部门的沟通协作,确保供应链的稳定性。
定期对生产计划进行调整和优化,以应对市场变化和客户需求的变化。
三、资源管理资源管理是实现生产计划的重要保障,包括人力、物力和财力等资源。
以下是一些建议:制定人力资源计划,招聘、培训和留住优秀人才。
定期对设备进行维护和保养,确保设备正常运行。
优化物料库存管理,降低库存成本。
加强财务管理,控制成本开支,提高资金使用效率。
建立信息管理系统,实现资源信息的共享和管理。
四、质量控制产品质量是企业的生命线,因此质量控制是生产部门的重要任务之一。
以下是一些建议:制定严格的质量标准和检测流程,确保产品质量符合要求。
加强生产过程中的质量控制,预防质量问题的发生。
定期对质量管理体系进行审查和更新,以确保其有效性和适用性。
提高员工的质量意识,加强质量培训和教育。
建立客户反馈机制,及时处理和解决客户投诉和反馈。
五、安全与环保安全生产和环保是企业可持续发展的重要保障,也是社会责任的体现。
以下是一些建议:制定安全操作规程和安全管理制度,确保员工严格遵守。
加强安全教育和培训,提高员工的安全意识和安全操作技能。
定期进行安全检查和隐患排查,及时处理和整改安全隐患。
落实环保措施,确保生产过程中的废弃物、废水、废气等得到妥善处理和排放。
物流周期示意图1

1 天
交期回复
PR
1天
PO
8天
收料
退货流 生产计划
检验 入库
工单开立
材料维护
储存
出货计划
备料 发料
1天
工单领料、 配送 流程
2天
生产流 程
物流(订单---采购---生产---出货)周期示意图(15天)
业务 生管 1天 物控 采购 10天 仓库 品质 配料配送 4 生产 备注
下单
订单评
1天
物料需求
1.从接单起至物料到厂正常采购周期10天,其中 包括订单评审,物料申请采购,送货到厂 2.各业务跟单人员在接到订单后,需要将所接订 单做内部转换并录入系统,并在当日17:00前将 转换后的订单用邮件及Skpye双向渠道通知PMC/工 程/品质等相关部门 1天 3.从物料到厂至成品出货正常生产周期4天,其中 包括验料入库、工单发料、各制程生产、完工入 库 4.按生产计划,PMC单位提前三天将预计生产之工 单材料备好并及时发放上线: 1)按生产计划,PC在当时的10:00前列出三天后 的工单,并以邮件及Skpye双向渠道通知MC维护材 料; 2)MC在接到PC备料通知后,在当日12:00前维护 好工单材料,并以邮件及Skpye双向渠道通知仓库 备料 3)仓库在接到PC及MC备料通知后,按发料单据准 备材料,并在当日15:00前将备好材料放置备料 区域,并通知物料组人员到仓库领料 4)配送人员在接到PC及MC备料信息后,根据生产 计划安排,在当时17:00前将次日生产需要之材 料领出放置配送区域,如有缺料少料等现象,应 该在“工单缺料管制表”上登记清楚,并将相关 信息会签PC/MC及相关人员,MC需要在“工单缺料 管制表”上回复缺料处理方式及齐料时间点 5)PC应在每日17:30前召集相关人员(PC、MC、 物料组、仓库)就次日生产之计划材料准备状况 进行碰头, 确认次日生产之计划能够正常投产, 如有异常,及时调整,并将调整方案通知生产相 关人员
生产提前期
其它
……
……
计 划 投入 计 划 产出 实 际 出产 累 计 出产
注:(1)按全月25个工作日安排。 (2)本例按日平均投入和出产。
2、提前期法(累计编号法)
多品种成批生产条件下,产品轮番生产,不可能有稳定的 在制品数量。但可以从产品完工期推算出各工艺阶段需要投入 和出产的日期,然后通过以期转化为量的方法,从期的衔接达 到量的衔接。 [累计编号] 指从年初或从开始生产这种产品起,以成品 出产的先后顺序,为每一件产品编上一个累计号码。 [提前量] 在同一时间上,产品在某一生产环节上的累计 编号,减去成品的出产累计号数,相差的数量。提前量的大小 与提前期成正比, 提前量 = 提前期×平均日产量 [提前期法] 根据预先制定的提前期,通过平均日产量转 化为提前量,从而得出同一时期产品在各生产环节上的提前量, 来保证各车间之间数量上的衔接的计划制定方法。
[流水线之间] 当供应流水线和需求流水线的 节拍相等时,存在运输在制品和保险在制品; 节拍不等时,还存在周转在制品。 2.成批生产条件下,在制品定额的确定 [车间内部] 取决于产品生产的计划期末停留 在车间内的产品的批数和批量。 [车间之间] 即库存半成品
件 全月 号 任务 1 2 3 100 100 100
特点
计划期较短:月、旬、日、轮班、小时。 内容更具体:把生产任务分解到各车间、工段、班组、机台和个 人。 计划单位更小:部件、零件。
作业计划与控制的关系
作业计划:给生产活动制定详细时间表 生产控制:以生产计划和作业计划为依据,检查、落实计划执行 情况,发现偏差即采取纠正措施,保证实现各项各项计划目标。
批 类 日批 三日批 周批 旬批 半月批 月批 季批 半年批 生产间隔期 1天 3天 6天 8天 12天 24天 72天 144天 批 量 1/24月产量 1/8月产量 1/4月产量 1/3月产量 1/2月产量 1月产量 3月产量 6月产量 每月批次 24 8 4 3 2 1 一季一次 半年一次
MRP总体实施方案
奇瑞汽车股份有限公司物流标准化IT项目(异地MRP子项目)总体实施方案说明书(V0.2版)编制:会签:审核:批准:物流标准化IT项目组文档控制文档更新记录文档会签记录文档批准记录目录一、项目概述 (6)1.1、项目背景 (6)1.2、设计思路 (6)1.2.1、芜湖基地MRP现状 (7)1.2.2、异地现状及主要差异 (9)1.2.3、三地现状对比: (12)1.2.3.1生产计划 (12)1.2.3.2物料计划 (13)1.2.3.3物料计划约束条件及其它 (13)二、业务蓝图总体设计 (14)2.1业务物料计划体系方案 (14)三、系统方案设计 (15)3.1异地MRP系统总体策略 (15)3.2整车本地化、3PL直供、陆运集货MRP方案: (17)3.3整车海运集货MRP方案: (19)3.4鄂尔多斯KD MRP方案 (20)3.5大连KD MRP方案 (21)3.6 备件自制件MRP方案 (22)3.7业务MRP方案详细说明: (22)3.8 系统接口设计 (24)四、业务流程设计(见流程文档) (24)注:名词解释: (24)一、项目概述1.1、项目背景在奇瑞公司已经构建“大生产体系”,芜湖基地MRP已经平稳运行3年的大环境下,鄂尔多斯和大连两个异地公司的物料计划仍然通过手工方式管理,存在效率低、准确性差、不利于降低库存的问题,急需推广芜湖基地MRP实施方案和经验,从而提升工作效率,降低库存和产品成本。
芜湖基地经过3年的MRP应用,正常库存较14年MRP运行初,从1.9亿元下降至1.1亿元,下降额0.8亿元,下降幅度46%;呆滞件降低4700万元,下降幅度23%。
当前M16FL及T11FL3呆滞件为0。
而目前的两个异地公司仍然通过手工方式管理,从如下几个方面亟待提高:•效率:人工分解采购订单和集货看板,效率低,操作复杂,重复工作浪费人工。
•库存:供应链库存居高,呆滞库存量大。
上半年芜湖月均产量21104,库存金额1个亿,; 大连月均产量4463,鄂尔多斯月均产5122,异地总库存2个亿,呆滞件3900万元。
猪场单周批生产理论、产房使用周期安排及单周生产节律设计
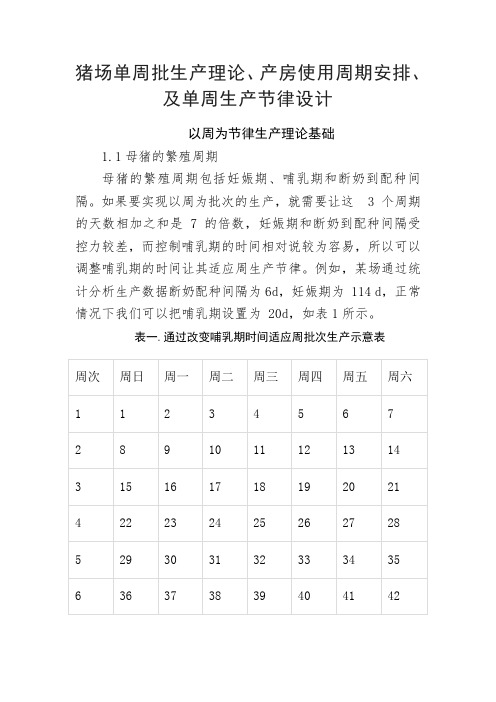
猪场单周批生产理论、产房使用周期安排、及单周生产节律设计以周为节律生产理论基础1.1母猪的繁殖周期母猪的繁殖周期包括妊娠期、哺乳期和断奶到配种间隔。
如果要实现以周为批次的生产,就需要让这 3 个周期的天数相加之和是 7 的倍数,妊娠期和断奶到配种间隔受控力较差,而控制哺乳期的时间相对说较为容易,所以可以调整哺乳期的时间让其适应周生产节律。
例如,某场通过统计分析生产数据断奶配种间隔为6d,妊娠期为 114 d,正常情况下我们可以把哺乳期设置为 20d,如表1所示。
表一.通过改变哺乳期时间适应周批次生产示意表注:预产期天数用阿拉伯数字表示,哺乳天数用汉字表示,断配间隔用大写数字表示。
产房使用周期安排产房的周转周期(从妊娠母猪上产床到分娩舍终末消毒完成达到再次上产床的条件的时间)设定为7 的倍数十分关键,以便配种批次可以完整地进入分娩舍,经历设计的天数断奶后依然可以按照设计的配种计划发情配种,从而避免各批次的母猪被拆分和合并。
根据猪场的产床的数量设计不同的哺乳期、提前上床时间等,例如可以设计的哺乳期为19d、提前3d上产床、终末消毒需要在 6d内完成,这也是多数单周批或四周批生产的猪场真实的节律。
1.3 不同周生产节律的对比猪场的生产批次取决于母猪生产周期的长度和每两个生产批次之间的间隔时间。
猪场的生产批次数= 生产周期长度 / 各批次之间的间隔时间,如下面表2所示。
表2不同周生产模式的批次数按照哺乳期为19d,提前3d上产床、终末消毒需要在 6d 内完成计算得到如表 3 所示的不同周生产批次的栏位周转率。
表3不同周生产模式的栏位周转次数例如统计猪场的配种分娩率为88%,根据表2的参数计算,得到表 4 中的各项参数。
可知,随着批次间隔的延长,在对应周的配种和分娩的工作难度相应地增大,在短期内从传统的连续生产模式转为周批生产模式,1 周 1 个批次相对难度最小且无需使用激素。
如何设计单周生产节律从以上数据分析,从连续生产模式改为每周一批模式较为容易,并且较其它多周批生产不需要使用激素,这里我们以单周批为例说明连续生产的猪场如何转为批次化生产。
生产周期与节拍生产管理@管理课件
工序名称
1 2 3 4
5
6
设备 人手 机器 机器 机器 人手
人手
难度系数 0 3 2 1 3
1
训练时数 1 10 20 3 5
1子 开 介.夹料介子带2子.身开, 3与带.剪介身,123...夹介剪头头介尾尾子皮皮料料,
/
1.夹带身与介子 料; 2.开带身、开介 子; 3.剪介子
/
12辘 3...介 带 贴带包 身 带身扣 开;P捆U条料, ;12345.....辘 剪 夹 介 剪编 捆 头 头 介带 条 尾 尾 子捆皮 皮条 料 料
5 1100 367 78
3 763
254 113
E平均
二、什么是节拍时间
• 生产节拍时间(Tatk Time) 客户需求周期
1. 总有效生产时间与客户需求数量的比值; 2. 客户对产品的交期时间要求; 3.通常每个月评审一次节拍时间,每10天进
行一次调整检查
1.生产周期标准产量 2.1PCS/生产时间 3.找出关键工位; 4.定出节拍人数 5.计算出节拍产量(人数X每小时数量X8小时) 6.各组/工序匹配关键工位人员(节拍产量/标准人数)
标准产能计算:
2.经验法--各工序根据前三个月或以上产品 的人数与人均产量比较(最少五单);
例:前三月共6单结果
工序 1 1
使用人数 3 3.5 总产量 700 760 人均产量 233 253 1PCS/秒 124 114
2.5 550 183 157
3
4
戴思乐PMC生产计划表
风冷冷热水机组PPK-LSR-51(51KW,R22)
参数 确认 下3单 周3期
47
机型规格
参数 确认
格拉利热泵
下单
48
经济型泳池热泵100KW系列
周3期
49
经济型泳池热泵140KW系列
3
50
经济型泳池热泵160KW系列
3
51
泳池专用空气源热泵40KW系列
3
52
空气源热水热泵GL-CHP-L10系列
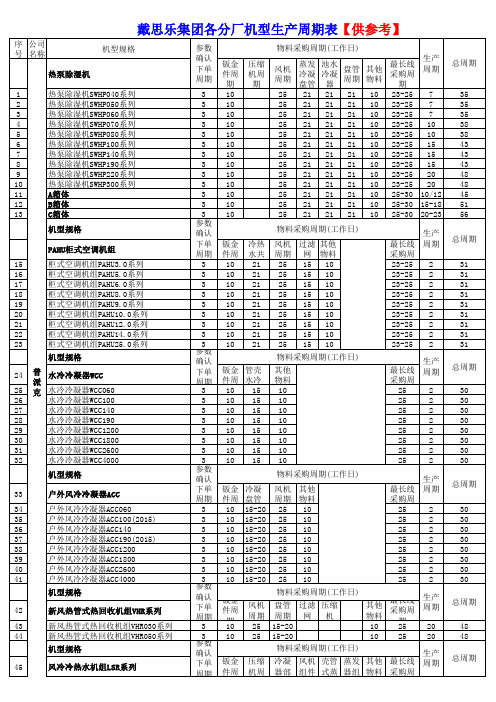
戴思乐集团各分厂机型生产周期表【供参考】
序号
公司 名称
机型规格
热泵除湿机
1
热泵除湿机SWHP040系列
2
热泵除湿机SWHP050系列
3
热泵除湿机SWHP060系列
4
热泵除湿机SWHP070系列
5
热泵除湿机SWHP080系列
6
热泵除湿机SWHP100系列
7
热泵除湿机SWHP140系列
8
热泵除湿机SWHP190系列
67
商用泳池电加热器GL-CEH-72
3
68
商用泳池电加热器GL-SEH-18
3
69
商用泳池电加热器GL-SEH-36
3
70
商用泳池电加热器GL-SEH-72
3
机型规格
参数 确认
71
泳池专用除湿机
下单
72
泳池专用除湿机od1000
周期 3
10
10
钣金 件周
10 10 10 10 10 10 10 10 10 10 10 10
制(1小时1人可以 10
生产0.94台) 10
物料采购周期(工作日)
最长线 采购周
生产计划进度表

生产计划进度表
生产计划进度表是企业生产管理中的重要工具,它能够清晰地展示出生产计划的执行情况,帮助企业管理者及时了解生产进度,做出相应的调整和决策。
本文将就生产计划进度表的编制和使用进行详细介绍。
首先,编制生产计划进度表需要准确的生产数据作为基础。
这些数据包括生产任务的数量、时间要求、生产设备的情况、人力资源等,只有准确的数据才能够确保生产计划进度表的准确性和可靠性。
其次,生产计划进度表的编制需要遵循一定的原则和方法。
首先要确定生产任务的优先级和紧急程度,根据实际情况合理安排生产顺序;其次要合理分配生产资源,确保各项生产任务能够按时完成;最后要考虑生产中可能出现的风险和问题,做好应对措施。
在使用生产计划进度表时,管理者需要及时更新数据,确保信息的准确性和实时性。
同时,要根据生产计划进度表的情况进行分析,及时发现问题,采取相应的措施,确保生产计划的顺利执行。
生产计划进度表的编制和使用对企业的生产管理具有重要意义。
它能够帮助企业管理者全面了解生产情况,及时发现问题,做出正确的决策,提高生产效率,降低生产成本,提升企业竞争力。
总之,生产计划进度表是企业生产管理中不可或缺的工具,它能够帮助企业管理者科学合理地安排生产计划,确保生产任务的顺利完成。
只有不断完善生产计划进度表的编制和使用,才能够更好地提升企业的生产管理水平,实现企业的可持续发展。
项目四编制设绘生产计划线表、建造周期表、船台吊装网络图(精)

综合日程表在纵向栏目的最上项是主要工程,将建造期 总月数的日程表上划出从初步设计,详细设计,生产设计, 开工,上船台到交船的主要节点线。
在建造纵向栏目上按区域分项,船体部分有船首区、货 舱区、机舱区,船尾区等;船体舾装部分有甲板区和居住区; 机舱舾装分主机系统、辅机系统、烟囱、箱柜管系和电装系 统。
在船台吊装日程确定后,对船体,船装,机装和电装各 专业工种和各施工工艺阶段的日程和周期进行有机的安排和 合理的衔接,如将分段制造和船台吊装日程简化成若干个小 阶段,然后划出线条图,按此定出日程。如钢材、主要设备 和大型铸钢件等外购件交货期的节点,就成为设计部门和供 应部门的工作总计划表,也是各种设备的到厂交货期的提出 依据.同时要列入各阶段的开始时间和工作周期,以及船舶 下水后到交船的各阶段日程,作为施工部门,进行生产控制 的依据见表6—3。
Hale Waihona Puke 在横向栏目上是按日期和月份,以上船台起点日程为中 心,用线条和各种阶段符划出初步设计、详细设计、生产设 计工作图和管理图表的出图日程;船体分段分组的加工、制 造,预舾装、涂装,总段艄装和上船台的日程。舾装有管子 和附件的加工制造.单元制造、设备调试等日程周期。
综合日程表是新建造船舶的设计,设备材料供应和其他 生产技术和准备工作体系的总计划表,又是建造方针在计划 日程上的再体现,因此必须由厂长签署后才能执行。
将一年及各个时期各种船舶的S曲线的负荷值叠加,就可以得出年内务月 工厂主要车间的负荷分布累计图见图6—7。若超过工厂8小时能力线以及加班2 小时超负荷线时,则必须和船东谈判调整日程和计划,再签定合同,或者将负 荷向其他企业转移,或作出相应的决策.同时应该对建造程序计划作出相应的 修正,并提出在新的均衡情况下的建造方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
装 、
22 23 24
调 25ቤተ መጻሕፍቲ ባይዱ
气管,管接头安装 上机架安装
上机架安装玻璃 机台安装 设备调试
试
26 设备包装、验收、发货
料6
采 购
7 8 9
玻璃裁切、打孔 气压调节阀定制
电机采购 程序主板的定制
定 10 主板上各元器件的采购
制 11 开关电源的采购
12 滑台气缸的采购
13 双轴气缸的采购
14 电线及五金型材的采购
17 小型 自由安装气缸
焊 18 主板上各元器件的焊接 接 19 主板程序测试
、 20 设备机箱的组装
组 21
生产计划周期表 设备名称:压角位机
月份
5月份
6月份
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10
1
三菱PLC采购
2 上机架焊接、打眼
3
原4
上盖框架喷塑 机箱铝型材定制
材 5 机箱铝塑板定制