2-抓手工位机器人工作流程图-参考
机械手去放工件的PLC控制(淮阴工学院)

综合成绩优秀()良好()中等()及格()不及格()教师(签名)批改日期2015年 6 月 26 日PLC应用综合设计报告院系电子与电气工程学院专业电气工程及其自动化课题机械手取放工件的PLC控制班级姓名2015 年06月PLC应用综合设计调试记录班级学号:姓名:调试过程与结果(概要)按下启动按钮,传送带开始运行,光电开关检测到物品时I1.1为ON,机械手开始上升到极限开关后执行左移动作;左移到限位开关后开始下降;下降到限位开关后执行抓物动作;由机械手手指上的压力继电器检测夹紧与否,夹紧后上升到上限开关后右移;压动右限行程开关,机械手开始下降;压动下限行程开关,下降结束,放下手中物品;经适当的延时后放物结束,完成一个完整的循环,并传送带继续运行,连续循环。
若按下停止开关,在循环结束时即结束动作,不在循环。
若按下复位开关,所有动作立即停止。
教师检查调试情况调试成功()调试基本成功()调试失败()现场答辩情况通过()未通过()教师签名日期课题名称:机械手去放工件的PLC控制课题分值:10分一.控制要求工业机械手的任务是搬运物品,要求它将传送带A上的物品搬至传送带B上,由于传送带A和B都按规定的方向和规律运行,故可以将物品传送至指定位置。
机械手搬运物品工件示意图如下所示,传送带A为步进传送,每当机械手从传送带A上取走一个物品时,该传送带向前步进一段距离,将下一物品传送到位,以便机械手在下一个工作循环取走物品。
机械手按照规定的动作,将传送带A上的物品搬运到传送带B上,传送带B是连续运转的。
传送带A传送带B图1 机械手搬运动作示意图机械手工作流程图如下所示,工作过程说明如下:上升左旋下降A起动抓物上升原位右旋下降放物图2 机械手工作流程图工作过程说明如下:(1)机械手在原始位置,按下启动按钮,传送带B开始运行,机械手从有下限位置开始上升。
(2)机械手上升到上限行程开关位置,压动行程开关后,上升动作结束,机械手开始左旋。
24ABB工业机器人的手动操作 ppt课件

其中操作杆方向栏的箭头和数字代表各个轴的运动时的正方向
2.4.2线性运动的手动操作 工业机器人的线性运动是指安装在机器人第6轴法兰盘 上工具的TCP在空间中作线性运动。坐标线性运动时要指 定坐标系、工具坐标、工件坐标。坐标系包括大地坐标、 基坐标、工具坐标、工件坐标。工具坐标指定了TCP点位 置、坐标系指定了TCP点在哪个坐标系中运行。工件坐标 指定TCP点在哪个工件坐标系中运行,当坐标系选择了工 件坐标时,工件坐标才生效。 线性运动手动操作步骤:
空间中绕着坐标轴旋转的运动,也可以理解为机器人绕着工具 TCP点作姿态调整的运动。以下就是手动操纵复位位运动的方法。 复位运动操作步骤:
第1步:点击ABB菜单主菜单,选择动作模式。
第2步:选中重定位,单击“确定”按钮。
第3步:点击坐标系。
第4步:选取工具坐标系,单击“确定”按钮。
第5步:用左手按下使能按钮,进入电机开启状态,在状态 栏确定点击开启状态。
增量模式操作步骤: 第1步:在ABB主菜单下,点击增量
第2步:其中增量对应位移的及角度的大小见表2-9,根据需要 选择增量模式的移动距离,然后确定。
表2-9 增量对应位移的及角度的大小
增量
小 中 大 用户
移动距离 /mm 0.05
角度/(︒) 0.005
1
0.02
5
0.2
自定义
自定义
2.4.3重定位操作 机器人的重定位运动是指机器人第6轴法兰盘上的工具TCP点在
机器人/外 轴的切换
线性运动/ 重定位运 动的切换
关节轴13/4-6的切 换
增量开/关
第1步:点击快捷菜单按钮
第2步:点击机器人图标
第3步:点击显示详情,可选择当前使用的工具数据, 工件坐标系,操作杆倍率,增量开/关,碰撞监控开/关, 坐标系选择及动作模式选择
简述工业机器人手动操作的基本流程

英文回答:The manual operation of an industrial robot entails several crucial steps. Initially, the operator is required to gain proficiency with the robot's control panel, epassing an array of buttons, switches, and a touchscreen interface for programming and controlling the robot. This necessitatesprehensive training and certification to ensure that the operator possesses the requisite skills and knowledge topetently and securely manipulate the robot. Subsequently, after familiarizing themselves with the control panel, the operator is able to activate the robot and conduct essential safety checks to ascertain the clearance of obstacles and other hazards withinthe work area. This process may involve utilizing the robot's sensors and cameras to visually inspect the work area and verify its suitability for the robot's operation.工业机器人的人工操作需要几个关键步骤。
简易机械手PLC控制

Y0------下落Y1------夹紧、放松Y2------上升
Y3------右移Y4------左移
参考0------下落
X1下限
X2上限Y1------夹紧、放松
X3右限
X4左限Y2------上升
X5手动/自动
X6下落Y3------右移
X7夹紧、放松
X10上升Y4------左移
X11右移
X12左移Y5------原点
X13原点
X14急停/复位
(2) PLC输进、输出图
+—
12V
〔3〕状态流程图(4)步进状态图
X5
CJP0
X6M8000
Y0X14ZRSTS20S28
X7
Y1ZRSTY0Y5
X10X2
Y2X4
X11SETY1
Y3Y5
X12X0
Y4Y0
FEND
P0X1
自动程序RSTY1
RETT0K20
ENDT0
Y2
X2
Y3
X3
Y0
X1
SETY1
T1K20
T1
Y2
X2
Y4
X4
S20
〔5〕编写程序
LDX5
SETS22
CJP0
STLS22
LDX6
RSTY1
OUTY0
OUTT0K20
LDX7
LDT0
OUTY1
SETS23
LDX10
STLS23
简易机械手PLC操纵
示意图如下:
QS
左行限位
右行限位
上限位
下限位夹紧放松
讲明:1、机械手的工作是从A点将工件移到B点
工业机器人实训考试试题2---含参考程序
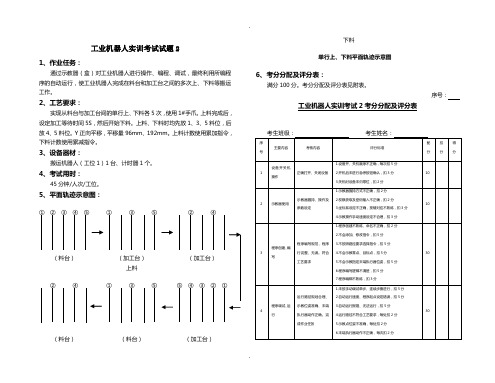
.工业机器人实训考试试题21、作业任务:通过示教器(盒)对工业机器人进行操作、编程、调试,最终利用所编程序的自动运行,使工业机器人完成在料台和加工台之间的多次上、下料等搬运工作。
2、工艺要求:实现从料台与加工台间的单行上、下料各5次,使用1#手爪。
上料完成后,设定加工等待时间5S,然后开始下料。
上料、下料时均先放1、3、5料位,后放4、5料位。
Y正向平移,平移量96mm、192mm。
上料计数使用累加指令,下料计数使用累减指令。
3、设备器材:搬运机器人(工位1)1台、计时器1个。
4、考试用时:45分钟/人次/工位。
5、平面轨迹示意图:①②③④⑤①③⑤②④(料台)(加工台)(加工台)上料②④①③⑤⑤④③②①(料台)(料台)(加工台)下料单行上、下料平面轨迹示意图6、考分分配及评分表:满分100分。
考分分配及评分表见附表。
序号:工业机器人实训考试2考分分配及评分表.7、参考程序(示例程序16):—主/子程序—P000=-2.794532,-2.354631,2.188341,0.003075,90.157050,0.001526,0.000000,0.000000;P001=-63.710039,25.299595,-7.861327,4.556348,23.249510,125.626166,0.000000,0.000000;P002=41.545406,3.321531,18.073557,45.076682,45.993369,16.956343,0.000000,0.000000;P003=-63.710039,26.567787,-24.203067,2.900811,38.293129,127.536598,0.000000,0.000000; P004=-58.026860,-16.387816,16.735965,-25.931263,54.361455,131.271836,0.000000,0.000000; P005=-7.803018,5.567475,-5.638086,43.137545,94.729901,-7.908513,0.000000,0.000000;P006=58.646248,-16.083230,24.034333,27.601415,46.612482,47.158405,0.000000,0.000000;P007=41.545406,2.731131,12.660845,41.393473,50.371408,22.474144,0.000000,0.000000; 0001 MAIN; //程序头0002 MOVJ P0 ,V20 ,Z0 ; //零点0003 SET R0 ,0 ; //给R0变量赋值为00004 SET R1 ,5 ; //给R1变量赋值为50005 SETE PX0 (0) ,0 ; //给PX0变量在各方向均赋值为00006 SETE PX1 (0) ,0 ; //给PX1变量在各方向均赋值为00007 SETE PX1 (2) ,96 ; //给PX1变量在Y方向正方向赋值为960008 SETE PX2 (0) ,0 ; //给PX2变量在各方向均赋值为00009 SETE PX3 (0) ,0 ; //给PX3变量在各方向均赋值为00010 SETE PX3 (2) ,192 ; //给PX3变量在Y方向正方向赋值为192 0011 SETE PX4 (0) ,0 ; //给PX4变量在各方向均赋值为00012 SETE PX5 (0) ,0 ; //给PX5变量在各方向均赋值为00013 SETE PX5 (2) ,384 ; //给PX5变量在Y方向正方向赋值为384 0014 SETE PX6 (0) ,0 ; //给PX6变量在各方向均赋值为00015 SETE PX6 (2) ,384 ; //给PX6变量在Y方向正方向赋值为384 0016 SETE PX7 (0) ,0 ; //给PX7变量在各方向均赋值为00017 SETE PX7 (2) ,384 ; //给PX7变量在Y方向正方向赋值为384 0018 DOUT OT9 ,OFF ; //抓取输出信号关闭0019 DOUT OT8 ,ON ; //松开输出信号打开0020 WAIT IN8 ,ON ,T0 ; //松开到位输入信号延时-无限延长0021 DELAY T0.5 ; //延时0.5S0022 LAB0: //程序段标签00023 INC R0; //R0加10024 MOVJ P4 ,V20 ,Z0 ; //过渡点0025 SHIFTON PX0; //平移打开,平移量PX00026 MOVJ P3 ,V20 ,Z0 ; //过渡点0027 MOVL P1 ,V100 ,Z0 ; //料台抓取点0028 DOUT OT8 ,OFF ; //松开输出信号关闭0029 DOUT OT9 ,ON ; //抓取输出信号打开0030 WAIT IN9 ,ON ,T0 ; //抓取到位输入信号延时-无限延时0031 DELAY T0.5 ; //延时0.5S0032 MOVL P3 ,V100 ,Z0 ; //过渡点0033 SHIFTOFF; //平移关闭0034 MOVJ P4 ,V20 ,Z0 //过渡点;0035 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0036 PX0 = PX0 + PX1 ; //PX0在Y方向正方向加96,实现向右偏移0037 JUMP LAB1 ,IF R0 <= 3 ; //如果R0值<=3时,转到LAB1,否则执行下一行指令0038 JUMP LAB2 ,IF R0 <= 5 ; //如果R0值<=5时,转到LAB2,否则执行下一行指令0039 LAB1 : //程序段标签1.0040 MOVJ P6 ,V20 ,Z0 ; //过渡点0041 SHIFTON PX2 ; //平移打开,平移量PX20042 MOVJ P7 ,V20 ,Z0 ; //过渡点0043 MOVL P2 ,V100 ,Z0 ; //加工台放置点(料位1、3、5)0044 DOUT OT9 ,OFF ; //抓取输出信号关闭0045 DOUT OT8 ,ON ; //松开输出信号打开0046 WAIT IN8 ,ON ,T0 ; //松开到我输入信号延时-无限延时0047 DELAY T0.5 ; //延时0.5S0048 MOVL P7 ,V100 ,Z0 ; //过渡点0049 SHIFTOFF; //平移关闭0050 MOVJ P6 ,V20 ,Z0 ; //过渡点0051 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0052 PX2 = PX2 + PX3 ; //PX2在Y方向正方向加192,实现向右偏移0053 JUMP LAB0 ,IF R0 < 5 ; //R0值<5时,转到LAB0,否则执行下一行指令0054 LAB2 : //程序段标签20055 PX4 = PX4 + PX1 ; //PX3在Y方向正方向加96,实现向右偏移0056 MOVJ P6 ,V20 ,Z0 ; //过渡点0057 SHIFTON PX4 ; //平移打开0058 MOVJ P7 ,V20 ,Z0 ; //过渡点0059 MOVL P2 ,V100 ,Z0 ; //加工台放置点(料位2、4)0060 DOUT OT9 ,OFF ; //抓取输出信号关闭0061 DOUT OT8 ,ON ; //松开输出信号打开0062 WAIT IN8 ,ON ,T0; //松开到位输入信号延时-无限延时0063 DELAY T0.5 ; //延时0.5S0064 MOVL P7 ,V100 ,Z0 //过渡点0065 SHIFTOFF; //平移关闭0066 MOVJ P6 ,V20 ,Z0 ; //过渡点0067 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0068 PX4 = PX4 + PX1 ; //PX3在Y方向正方向加96,实现向右偏移0069 JUMP LAB0 ,IF R0 < 5 ; //R0值<5时,转到LAB0,否则执行下一行指令0070 DELAY T5 ; //延时5S(等待加工完成)0071 LAB3 : //程序段标签30072 DEC R1 ; //R1减10073 MOVJ P6 ,V20 ,Z0 ; //过渡点0074 SHIFTON PX5 ; //平移打开,平移量PX50075 MOVJ P7 ,V20 ,Z0 ; //过渡点0076 MOVL P2 ,V100 ,Z0 ; //加工台抓取点0077 DOUT OT8 ,OFF ; //松开输出信号关闭0078 DOUT OT9 ,ON ; //抓取输出信号打开0079 WAIT IN9 ,ON ,T0 //抓取到位输入信号延时-无限延时0080 DELAY T0.5 ; //延时0.5S0081 MOVL P7 ,V100 ,Z0 ; //过渡点0082 SHIFTOFF; //平移关闭0083 MOVJ P6 ,V20 ,Z0 ; //过渡点0084 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0085 PX5 = PX5 - PX1 ; //PX5在Y方向正方向减96,否则执行下一行指令0086 JUMP LAB4 ,IF R1 >= 2 ; //如果R0值>=2时,转到LAB4,否则执行下一行指令0087 JUMP LAB5 ,IF R1 >= 0 ; //如果R0值>=0时,转到LAB5,否则执行下一行指令0088 LAB4 : //程序段标签40089 MOVJ P4 ,V20 ,Z0 ; //过渡点0090 SHIFTON PX6 ; //平移打开,平移量PX60091 MOVJ P3 ,V20 ,Z0 ; //过渡点0092 MOVL P1 ,V100 ,Z0 ; //料台放置点(料位1、3、5)0093 DOUT OT9 ,OFF ; //抓取输出信号关闭0094 DOUT OT8 ,ON ; //松开输出信号打开0095 WAIT IN8 ,ON ,T0 ; //松开到位输入信号延时-无限延时0096 DELAY T0.5 ; //延时0.5S0097 MOVL P3 ,V100 ,Z0 ; //过渡点0098 SHIFTOFF; //平移关闭0099 MOVJ P4 ,V20 ,Z0 ; //过渡点0100 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0101 PX6 = PX6 - PX3 ; //PX6在Y方向正方向减192,实现向左偏移0102 JUMP LAB3 ,IF R1 > 0 ; //P1值>0时,转到LAB3,否则执行下一行指令0103 LAB5 : //程序段标签5.0104 PX7 = PX7 - PX1 ; //PX7在Y方向正方向减96,实现向左偏移0105 MOVJ P4 ,V20 ,Z0 ; //过渡点0106 SHIFTON PX8 ; //平移打开,平移量PX70107 MOVJ P3 ,V20 ,Z0 ; //过渡点0108 MOVL P1 ,V100 ,Z0 ; //料台放置点(料位2、4)0109 DOUT OT9 ,OFF ; //抓取输出信号关闭0110 DOUT OT8 ,ON ; //松开输出信号打开0111 WAIT IN8 ,ON ,T0 ; //松开到位输入信号延时-无限延时0112 DELAY T0.5 ; //延时0.5S0113 MOVL P3 ,V100 ,Z0 ; //过渡点0114 SHIFTOFF; //平移关闭0115 MOVJ P4 ,V20 ,Z0 ; //过渡点0116 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0117 PX7 = PX7 - PX1 ; //PX7在Y方向正方向减96,实现向左偏移0118 JUMP LAB3 ,IF R1 > 0; //R1值>0时,否则执行下一行指令0119 MOVJ P0 ,V20 ,Z0 ; //回零0120 # RET; //返回调用此程序的主程序0121 END; //程序结束0122 MOVJ P0 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0123 MOVJ P1 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0124 MOVJ P2 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0125 MOVJ P3 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0126 MOVJ P4 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0127 MOVJ P5 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0128 MOVJ P6 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0129 MOVJ P7 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0130 END; //程序结束①②③④⑤①③⑤②④(料台)(加工台)(加工台)上料②④①③⑤⑤④③②①(料台)(料台)(加工台)下料单行上、下料平面轨迹示意图。
工业机器人技术及应用(教案)3-手动操纵工业机器人

第三章手动操纵工业机器人3.1 机器人运动轴与坐标系3.1.1 机器人运动轴的名称3.1.2 机器人坐标系的种类3.2 认识和使用示教器学习目标导入案例课堂认知扩展与提高本章小结思考练习3.3 机器人安全操作规程3.3.1 示教和手动机器人时3.3.2 再现和生产运行时3.4 手动移动机器人3.4.1 移动方式3.4.2 典型坐标系下的手动操作课前回顾工业机器人主要由哪几部分组成?如何判别工业机器人的点位运动和连续路径运动?学习目标认知目标*了解工业机器人的安全操作规程*熟悉示教器的按键及使用功能*掌握机器人运动轴与坐标系*掌握手动移动机器人的流程和方法能力目标*能够熟练进行机器人坐标系和运动轴的选择*能够使用示教器熟练操作机器人实现点动和连续移动导入案例Universal Robots 公司推出革命性的新型工业机器人UR5 机器人自重很轻(仅 18.4 kg ),可以方便地在生产场地移动,而且不需要繁琐的安装与设置就可以迅速地融入到生产线中,与员工交互合作。
编程过程可通过教学编程模式实现,用户可以扶住 UR 机械臂,手动引导机械臂,按所需的路径及移动模式运行机械臂一次,UR 机器人就能自动记住移动路径和模式。
机器人通过一套独特的、友好的图形用户界面操作,在触摸屏幕上,有一系列范围广泛的功能让用户选择。
任何重复性的生产过程,都能够使用它并从中受益。
课堂认知3.1 机器人运动轴与坐标系3.1.1 机器人运动轴的名称通常机器人运动轴按其功能可划分为机器人轴、基座轴和工装轴,基座轴和工装轴统称外部轴。
机器人系统中个运动轴的定义典型机器人操作机各运动轴A1 、 A2 和 A3 三轴(轴 1 、轴 2 和轴 3 )称为基本轴或主轴,用以保证末端执行器达到工作空间的任意位置。
A4 、 A5 和 A6 三轴(轴 4 、轴 5 和轴 6 )称为腕部轴或次轴,用以实现末端执行器的任意空间姿态。
3.1.2 机器人坐标系的种类目前,大部分商用工业机器人系统中,均可使用关节坐标系、直角坐标系、工具坐标系和用户坐标系,而工具坐标系和用户坐标系同属于直角坐标系范畴。
机械手顺序控制流程图

页数页数带 IEC 标识结构的项目模板校对.原始项目IEC_tpl001EPLANADMINISTRATOR +日期日期替换人1修改076审核替换893142013-1-21EPLAN Software & ServiceGmbH & Co. KG12=姓名5DB99.DBX0.0DB99.DBX2.0上升确认步上升确认执行步DB99.DBX0.1DB99.DBX2.1后退确认步后退确认执行步上检测到+下没检测到+上电磁阀ONDB99.DBX2.2水平缸前进执行步DB99.DBX0.2水平缸前进步上检测到+下没检测到+水平后检测到+水平前没检测到+水平后退阀ON+自动开始DB99.DBX2.3上下缸下降执行步DB99.DBX0.3上下缸下降步上检测到+下没检测到+水平前检测到+水平后没检测到DB99.DBX2.4真空开启执行步DB99.DBX0.4真空开启并延时步上没检测到+下检测到+水平前检测到+水平后没检测到T60上没检测到+下检测到+水平前检测到+水平后没检测到+真空OK+T60DB99.DBX0.5上下上升执行步DB99.DBX2.5上下上升步DB99.DBX2.6DB99.DBX0.6水平后退步水平后退执行步上检测到+下没检测到+水平前检测到+水平后没检测到+真空OK上下二次下降步上下二次下降执行步上检测到+下没检测到+水平前没检测到+水平后检测到+真空OKDB99.DBX0.7DB99.DBX2.7真空关闭并延时步DB99.DBX1.0DB99.DBX3.0上没检测到+下检测到+水平前没检测到+水平后检测到真空关闭并延时执行步T61DB99.DBX1.1DB99.DBX3.1上下二次上升执行步上没检测到+下检测到+水平前没检测到+水平后检测到+真空NG+T61上检测到+下没检测到+水平前没检测到+水平后检测到+I66.7(有物料来)上下二次上升步。
机器人上下料应用案例
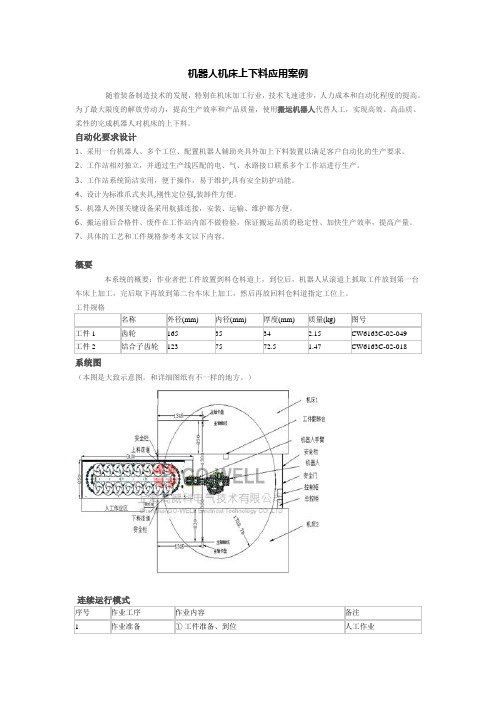
机器人机床上下料应用案例随着装备制造技术的发展,特别在机床加工行业,技术飞速进步,人力成本和自动化程度的提高。
为了最大限度的解放劳动力,提高生产效率和产品质量,使用搬运机器人代替人工,实现高效、高品质、柔性的完成机器人对机床的上下料。
自动化要求设计1、采用一台机器人、多个工位、配置机器人辅助夹具外加上下料装置以满足客户自动化的生产要求。
2、工作站相对独立,并通过生产线匹配的电、气、水路接口联系多个工作站进行生产。
3、工作站系统简洁实用,便于操作,易于维护,具有安全防护功能。
4、设计为标准爪式夹具,刚性定位强,装卸件方便。
5、机器人外围关键设备采用航插连接,安装、运输、维护都方便。
6、搬运前后合格件、废件在工作站内部不做检验,保证搬运品质的稳定性、加快生产效率,提高产量。
7、具体的工艺和工件规格参考本文以下内容。
概要本系统的概要:作业者把工件放置到料仓料道上,到位后,机器人从滚道上抓取工件放到第一台车床上加工,完后取下再放到第二台车床上加工,然后再放回料仓料道指定工位上。
工件规格名称外径(mm) 内径(mm) 厚度(mm) 质量(kg) 图号工件1 齿轮165 35 34 2.15 CW6163C-02-049工件2 结合子齿轮123 75 72.5 1.47 CW6163C-02-018系统图(本图是大致示意图。
和详细图纸有不一样的地方。
)连续运行模式序号作业工序作业内容备注1 作业准备①工件准备、到位人工作业图1 MC20-01 机器人工作空间MC20-01动作参数:项目规格最大动作范围J1 ±180oJ2 +60o~-145 o J3 +242 o~-163 o J4 ±180oJ5 ±139oJ6 ±360o最大速度J1 170 o /s J2 170 o /s J3 360 o /s J4 360 o /s J5 360o /s J6 600o /s手腕扭矩J4 49 N·M J5 49 N·M J6 23.5 N·M手腕惯性力矩J4 1.6kg·m 2 J5 1.6kg·m 2 J6 0.8kg·m 2位置重复精度±0.06mm本体重量220kg耐环境性端部相当于IP65(手臂端部采用一般油漆)安装方式地面/吊装详细技术参数请参见技术图示机器人控制系统:控制系统支持多种标准工业控制总线,包括:Interbus、Profibus、Devicenet、Canbus、Controlnet、EtherNet、 Remote I/O等(此项目通讯方式是I/O方式);标准的ISA、PCI插槽,方便扩展;可直接插入各种标准Modem接入高速Internet,实现远程监控和诊断等。
ABB工业机器人制造系统集成技术应用 课件 电子 第四章 分拣工作站工业机器人系统集成

表2-3 系统I/O
说明
电机上电 主程序运行(初始
化)
程序启动 程序停止 电机下电 急停信号灯 上电信号灯 下电信号灯
配置系统I/O与I/O信号的关联
Name
D652_in1
D652_in2
D652_in3
D652_in4
D652_in5
D652_out6 D652_out9_re
d D652_out10_y
ABB工业机器人提供了丰富的I/O通信接口, 可以轻松的与周边设备进行通信。
ABB标准I/O板提供的常用信号处理有数字输 入di、数字输出do、模拟输入ai、模拟输出ao, 以及输送链跟踪。
序号
型号
1
DSQC 651
说明 分布式I/O模块di8、do8、ao2
2
DSQC 652
分布式I/O模块di16、do16
轮毂分拣工作站的工作过 程
图2-9 定位气缸推出
图2-10 定位气缸复位
知识回 顾
图2-11 轮毂分拣入库
本小节我们学习了轮毂分拣工作站的工作过程: 将轮毂放置在传送带入口传感器检测处,传送带 开始转动,分拣道口1挡料气缸降下,轮毂运动 至道口1时推出气缸推出,将轮毂推入道口,再 由定位气缸将轮毂固定在道口最深处。
On
2 程序停止
Digital
Input
D652
On
3
程序启动
Digital
Input
D652
On
4
电机下电
Digital
Output
D652
On
5
控制吸嘴吸气
Digital
控制工业机器人
Output
机器人的开关机及重启-完整版PPT课件

重新启动机器人系统
重启动类型 热启动
B-启动
I-启动 P-启动
重新启动的类型
说明 使用当前的设置重新启动当前系统。 重启并尝试回到上一次的无错状态。一般出现系统故障时使 用。 重启并将机器人系统恢复到出厂状态。 重启并将用户加载的RAPID程序全部删除。
重新启动操作步骤 (1)单击ABB按钮,单击“重新启动”;
机器人的开关机及重启
主要内容
• 掌握工业机器人的开关机。 • 掌握业机器人系统重启。
开关机
1.开启机器人系统 • 机器人实际操作的第一步就是开机,只要将机器人控制柜上的总
电源旋钮顺时针从【OFF】扭转到【ON】即可。 2.关闭机器人系统 • 完成机器人操作或维修时,需要关闭机器人系统。关闭机器人系
重新启动操作步骤 (2)单击“高级…”;
重新启动操作步骤 • (3)常用的重启类型;
重新启动操作步骤
(4)以B-启动为例说明重新启动的操作,选中“B)界面显示B-启动的提示信息,然后单击“B-启动”,等待重新启动的 完成。
总结 • 开关机和系统重启动是最基本的操作,必须熟练掌握。
统,只需将机器人控制柜上的总电源旋钮逆时针从【ON】扭转 到【OFF】即可。
重新启动机器人系统
• ABB机器人系统可以长时间的进行工作,无需定期重新启动运行。 但出现以下情况时需要重新启动机器人系统:
• ●安装了新的硬件。 • ●更改了机器人系统配置参数。 • ●出现系统故障(SYSFAIL)。 • ●RAPID程序出现程序故障。
机器人程序
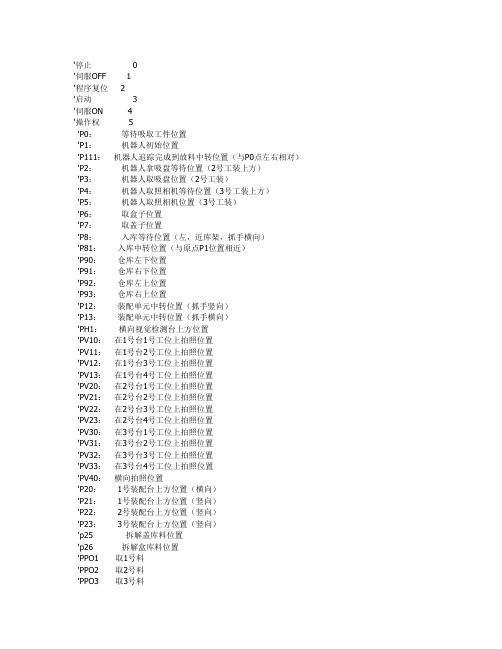
'停止0'伺服OFF 1'程序复位 2'启动 3'伺服ON 4'操作权 5'P0:等待吸取工件位置'P1:机器人初始位置'P111:机器人追踪完成到放料中转位置(与P0点左右相对)'P2:机器人拿吸盘等待位置(2号工装上方)'P3:机器人取吸盘位置(2号工装)'P4:机器人取照相机等待位置(3号工装上方)'P5:机器人取照相机位置(3号工装)'P6:取盒子位置'P7:取盖子位置'P8:入库等待位置(左,近库架,抓手横向)'P81:入库中转位置(与原点P1位置相近)'P90:仓库左下位置'P91:仓库右下位置'P92:仓库左上位置'P93:仓库右上位置'P12:装配单元中转位置(抓手竖向)'P13:装配单元中转位置(抓手横向)'PH1:横向视觉检测台上方位置'PV10:在1号台1号工位上拍照位置'PV11:在1号台2号工位上拍照位置'PV12:在1号台3号工位上拍照位置'PV13:在1号台4号工位上拍照位置'PV20:在2号台1号工位上拍照位置'PV21:在2号台2号工位上拍照位置'PV22:在2号台3号工位上拍照位置'PV23:在2号台4号工位上拍照位置'PV30:在3号台1号工位上拍照位置'PV31:在3号台2号工位上拍照位置'PV32:在3号台3号工位上拍照位置'PV33:在3号台4号工位上拍照位置'PV40:横向拍照位置'P20:1号装配台上方位置(横向)'P21:1号装配台上方位置(竖向)'P22:2号装配台上方位置(竖向)'P23:3号装配台上方位置(竖向)'p25 拆解盖库料位置'p26 拆解盒库料位置'PPO1 取1号料'PPO2 取2号料'PPO3 取3号料'PPO4 取4号料'PGT:传输带上吸取工件位置'PPT:在盒子上放工件准备位置'PPT11:1号台1号工位放置位置'PPT12:1号台2号工位放置位置'PPT13:1号台3号工位放置位置'PPT14:1号台4号工位放置位置'PPT21:2号台1号工位放置位置'PPT22:2号台2号工位放置位置'PPT23:2号台3号工位放置位置'PPT24:2号台4号工位放置位置'PPT31:3号台1号工位放置位置'PPT32:3号台2号工位放置位置'PPT33:3号台3号工位放置位置'PPT34:3号台4号工位放置位置'PFL1:放废料位置1 竖向'PFL2:放废料位置2 竖向'PFL3:放废料位置3 竖向'PFL4:放废料位置4 横向'm0:装配流程结束标志'm1:1号装配台情况(为0正常)'m2:2号装配台情况'm3:3号装配台情况'm5:入库当前库位寄存器'm10:接收PLC数据1:工件放置的位置'm11:接收PLC数据2:工件参数(其中个位数为编号,十位数为颜色和高度)'m12:接收PLC数据3:表示是否还有下一个工件(1为没有)'m100、m105、m110、m115:1号装配台4个工件参数寄存'm120、m125、m130、m135:2号装配台4个工件参数寄存'm140、m145、m150、m155:3号装配台4个工件参数寄存'm200、m205、m210、m215:视觉发来的1号装配台4个工件编号'm220、m225、m230、m235:视觉发来的2号装配台4个工件编号'm240、m245、m250、m255:视觉发来的3号装配台4个工件编号'm201、m206、m211、m216:视觉发来的1号装配台4个工件颜色'm221、m226、m231、m236:视觉发来的2号装配台4个工件颜色'm241、m246、m251、m256:视觉发来的3号装配台4个工件颜色'm202、m207、m212、m217:视觉发来的1号装配台4个工件角度'm222、m227、m232、m237:视觉发来的2号装配台4个工件角度'm242、m247、m252、m257:视觉发来的3号装配台4个工件角度'm203、m208、m213、m218:视觉发来的1号装配台4个工件高度'm223、m228、m233、m238:视觉发来的2号装配台4个工件高度'm243、m248、m253、m258:视觉发来的3号装配台4个工件高度'*S00MAIN '主程序GoSub *S10INIT '初始化处理m5=7 '仓库首个库位设为1号(入库当前库位寄存器)m50=1*LOOP '主循环GoSub *S90HOME '原点返回处理'GoSub *ZhaoShou '招手动作展示(跳转到招手程序遇到Return结束执行下一步)M_Out(8)=1 '输出完成复位信号为1——已就绪(X36机器人完成一个)Dly 0.5'm0=0 '一个装配流程结束是否结束,1为结束m1=0 '1号装配台正常m2=0 '2号装配台正常m3=0 '3号装配台正常m7=0 '拆解标志m8=0 '拆解仓库第9个仓位有无标志位m31=0 '1号装配台正常m32=0 '2号装配台正常m33=0 '3号装配台正常m100=0 '工件参数清零m105=0 '工件参数清零m110=0 '工件参数清零m115=0 '工件参数清零m120=0 '工件参数清零m125=0 '工件参数清零m130=0 '工件参数清零m135=0 '工件参数清零m140=0 '工件参数清零m145=0 '工件参数清零m150=0 '工件参数清零m155=0 '工件参数清零'Wait M_In(9)=1 '等待接收运行信号为1——可取盒(Y14机器人放料运行)Dly 0.5M_Out(8)=0 '输出完成复位信号为0 --X36(机器人完成一个)GoSub *RecDat_PLC '接收PLC装配流程数据GoSub *Jia_He '夹取工件盒到装配台子程序GoSub *Jia_XiPan '夹取吸盘工装子程序Mov P111 'P12到P0的过渡''*LOOP1 '装配检测循环Mvs P0 '运行到吸取等待位置M_Out(5)=1 '机器人等待吸取信号为1 --已到位(X33机器人空闲)Open "COM3:" As #2 '打开网络端口(与PLC相接的以太网端口192.168.1.9)Wait M_Open(2) =1 '等待端口打开Input #2, m10,m11,m12,m13 'm10工件放置的位置'm11工件参数(其中个位数为编号,十位数为颜色和高度)'m12表示是否还有下一个工件(1为没有)'m13表示是否为有用工件(1为没用)Close #2 '语句进行关闭'If m13>0 Then GoSub *FJSelect m10 ' m10工件放置的位置Case 1PPT0= PPT11 '设定PPT11为工件放置目标位置BreakCase 2PPT0= PPT12 '设定PPT12为工件放置目标位置BreakCase 3PPT0= PPT13 '设定PPT13为工件放置目标位置BreakCase 4PPT0= PPT14 '设定PPT14为工件放置目标位置BreakCase 5PPT0= PPT21 '设定PPT21为工件放置目标位置BreakCase 6PPT0= PPT22 '设定PPT22为工件放置目标位置BreakCase 7PPT0= PPT23 '设定PPT23为工件放置目标位置BreakCase 8PPT0= PPT24 '设定PPT24为工件放置目标位置BreakCase 9PPT0= PPT31 '设定PPT31为工件放置目标位置BreakCase 10PPT0= PPT32 '设定PPT32为工件放置目标位置BreakCase 11PPT0= PPT33 '设定PPT33为工件放置目标位置BreakCase 12PPT0= PPT34 '设定PPT34为工件放置目标位置BreakEnd SelectGoSub *S20TRGET '检测到工件来,进行跟踪工件吸取操作If m13=1 And m10=0 Then *FeiLiao0 '废件放废料框中(M13工件无用,M10=0工件放置的位置)GoSub *S30WKPUT '工件放置处理*GoonIf m12=1 Then *Vtest 'm12=1,说明一个装配流程结束,转视觉检测流程GoTo *LOOP1 '继续放置下一个工件'*Vtest '视觉竖向检测GoSub *Fang_XiPan '放置吸盘工装子程序GoSub *Jia_Camera '夹取视觉工装子程序GoSub *Camera_V '视觉竖向检测子程序GoSub *Fang_Camera '放置视觉工装子程序GoSub *Comparison_V '竖向视觉信息比对子程序If m1=1 And m2=1 And m3=1 Then *HTEST '123号装配台正常(不成立执行夹吸盘)GoSub *Jia_XiPan '夹取吸盘工装子程序GoSub *Rotate '工件角度旋转调整子程序GoSub *Fang_XiPan '放置吸盘工装子程序'*HTEST '视觉横向检测If m1=1 And m2=1 And m3=1 Then *LOOP '3个装配台已无合格的工件盒存在(就会就入循环)GoSub *JiaHe_To_H '夹盒到横向检测台子程序GoSub *Jia_Camera '夹取视觉工装子程序GoSub *Camera_H '视觉横向检测子程序GoSub *Fang_Camera '放置视觉工装子程序GoSub *Comparison_H '横向视觉信息比对子程序If m20=1 Then *HTEST '已作废料被扔掉GoSub *Jia_gai '取盖放盖子程序GoSub *Ruku '入库子程序If m7=1 Then *ChaiJieGoTo *HTEST*ChaiJieMov P1GoSub *CIAN '出库拆解子程序End''''********************** 初始化处理子程序*******************************S10INIT '初始化处理M_Out(5)=0 '机器人等待吸取信号为0 ——X33(机器人空闲)M_Out(8)=0 '输出完成复位信号为0 ——X36(机器人完成一个)Def Plt 1,P90,P91,P92,P93,3,3,2 '设置仓库位置,以P90为起点,以P91为终点A,以P92为终点B,以P93为对角点,行为3,列为3,同方向排列Accel 100,100 '加速度、减速度设定Ovrd 100 '速度设定Loadset 1,1 '最佳加速度、减速度说明OAdl On '打开最佳加速度、减速度Cnt 0 'Clr 1TrClr 1 '清除追踪缓冲MWAIT1=0 '清除工件等待标记M_09#=PWK.X '模式号码说明If M_Run(2)=0 ThenXRun 2,"CM1",1 '在插槽2选择程序"CM1"'Wait M_Run(2)=1EndIfPriority PRI.X,1Priority PRI.Y,2Return''''********************** 原点返回处理*******************************S90HOMEHOpen 1HOpen 2'M_Out(5)=0 '机器人空闲等待状态为0 X33(机器人空闲)P90CURR=P_Fbc(1) '获得当位置If P90CURR.Z<P1.Z Then '如果当前高度在下面则归位Ovrd 10 '速度设定为10P90ESC=P90CURR '做回避点P90ESC.Z=P1.ZOvrd 100 '速度设定为100EndIfMov P1 '移动到原点Return''''********************** 招手演示子程序*******************************ZhaoShouMov P50Mov P51Mov P50Mov P51Mov P50Mvs P52Mov P53Mov P52Mov P53Mov P52Mvs P50Mvs P54Mov P55Mov P54Mov P54Mvs P50Mov P1Return''''********************** 接收PLC装配流程数据子程序****************************** *RecDat_PLCOpen "COM3:" As #2 '打开网络端口(与PLC相接的以太网端口192.168.1.9)Wait M_Open(2) =1 '等待M_Out(9)=1 '向PLC请求发12个工件的参数Dly 0.2Input #2, m100,m105,m110 ,m115,m120,m125,m130,m135,m140,m145,m150 ,m155 '接收12个工件的参数Close #2 '关闭网络端口M_Out(9)=0If m100=0 And m105=0 And m110=0 And m115=0 Then m1=1 '1号装配台不需要装配If m120=0 And m125=0 And m130=0 And m135=0 Then m2=1 '2号装配台不需要装配If m140=0 And m145=0 And m150=0 And m155=0 Then m3=1 '3号装配台不需要装配Return'''''********************** 夹取工件盒到装配台子程序*******************************Jia_HeWait M_In(9)=1 '取盒子信号为1 Y14''取工件盒到3号装配台If m3=1 Then *JiaHe2 '1号装配台不需要装配,转2号装配台Mov P13 '抓手换成横向HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 0.2Mvs P6 '到出盒台上方Ovrd 20Mvs P6+(+0.00,+0.00,-50.00,+0.00,+0.00,+0.00)Dly 0.2HClose 1Wait M_In(901)=1 '等待手爪夹紧信号为1Ovrd 100Dly 0.2 '延时Mvs P20 '到1号装配台上方(横向)Ovrd 20Mvs P20+(+0.00,+0.00,-90.00,+0.00,+0.00,+0.00)Dly 0.2HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 0.2 ' 延时Ovrd 100Mvs P20Mvs P13 '过渡点Dly 0.2 ' 延时Mov P12 '2号工装上方位置(竖向)Mvs P21 '1号装配台上方位置(竖向)Ovrd 20Mvs,60Dly 1HClose 1Wait M_In(901)=1 '等待手爪夹紧信号为1Dly 0.2 '延时Ovrd 100Mvs P21Mvs P23 '3号装配台上方位置(竖向)Ovrd 20Mvs,60Dly 1HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 1Ovrd 100Mvs P23Mvs P12''取工件盒到2号装配台*JiaHe2If m2=1 Then *JiaHe3 '2号装配台不需要装配,转3号装配台Mov P13 '抓手换成横向HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 0.2Wait M_In(9)=1 '取盒子信号为1 Y14Mvs P6 '到出盒台上方Ovrd 20Mvs P6+(+0.00,+0.00,-50.00,+0.00,+0.00,+0.00)Dly 0.2Wait M_In(901)=1 '等待手爪夹紧信号为1Ovrd 100Mvs P6Dly 0.2Mvs P20 '到1号装配台上方(横向)Ovrd 20Mvs P20+(+0.00,+0.00,-90.00,+0.00,+0.00,+0.00)Dly 0.2HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 0.2Ovrd 100Mvs P20Mvs P13 '过渡点Mov P12 '抓手换成竖向Mvs P21 '1号装配台上方位置(竖向)Ovrd 20Mvs,60Dly 0.2HClose 1Wait M_In(901)=1 '等待手爪夹紧信号为1Dly 0.2Ovrd 100Mvs P21Mvs P22 '2号装配台上方位置(竖向)Ovrd 20Mvs,60Dly 0.2HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 0.2Ovrd 100Mvs P22Mvs P12''取工件盒到1号装配台*JiaHe3If m1=1 Then Return '3号装配台不需要装配,转3号装配台Mov P13 '抓手换成横向HOpen 1Wait M_In(9)=1 '取盒子信号为1 Y14Mvs P6 '到出盒台上方Ovrd 20Mvs P6+(+0.00,+0.00,-50.00,+0.00,+0.00,+0.00)Dly 0.2Wait M_In(901)=1 '等待手爪夹紧信号为1Ovrd 100Mvs P6Dly 0.2Mvs P20 '到1号装配台上方(横向)Ovrd 20Mvs P20+(+0.00,+0.00,-90.00,+0.00,+0.00,+0.00)Dly 0.2HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 0.2Ovrd 100Mvs P20Mvs P13 '过渡点Mov P12 '抓手换成竖向,下一个动作是夹取吸盘工装Return'''********************** 夹取吸盘工装子程序****************************** *Jia_XiPanMov P2 ' 吸盘工装正上方位置HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 0.3 ' 延时1秒Ovrd 50 '速度设定Mvs P3+(+0.00,+0.00,+90.00,+0.00,+0.00,+0.00)Ovrd 20 '速度设定Mvs P3 ' 吸盘工装位置Dly 1HClose 1 ' 夹取视觉相机工装Wait M_In(901)=1 '等待手爪夹紧信号为1Dly 1 '延时1秒Ovrd 50 '速度设定Mvs P2 ' 吸盘工装正上方位置Ovrd 100 '速度设定Mvs P12Return'''********************** 放置吸盘工装子程序****************************** *Fang_XiPanMov P12Mvs P2 ' 吸盘工装正上方位置Ovrd 50 '速度设定Mvs P3+(+0.00,+0.00,+90.00,+0.00,+0.00,+0.00)Ovrd 20 '速度设定Mvs P3 ' 吸盘工装位置Dly 0.5HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 1 '延时1秒Ovrd 50 '速度设定Mvs P2 ' 吸盘工装正上方位置Ovrd 100 '速度设定Mvs P12Return''''********************** 工件跟踪吸取子程序*******************************S20TRGET'///追踪缓冲检查///*LBFCHKIf M_Trbfct(1)>=1 Then GoTo *LREAD '如果有工件,转到工件数据获得程序Mov P0 Type 0,0 '移动到拉位置MWAIT1=0GoTo *LBFCHK'///工件数据获得///*LREADTrRd PBPOS,MBENC#,MBWK%,1,MBENCNO% 'GoSub *S40DTSET '运输数据设定'///工件位置确认///*LNEXTPX50CUR=TrWcur(MBENCNO%,PBPOS,MBENC#) '获得现在工件位置MX50ST=PRNG.X '开始距离范围在机器人跟随工件MX50ED=PRNG.Y '停止距离范围在机器人跟随工件MX50PAT=PTN.X '输送模式号码GoSub *S50WKPOS '工件位置确认处理If MY50STS=3 Then GoTo *LBFCHK '已经通过,去下个工件If MY50STS=2 Then GoTo *LTRST '开始追踪If MWAIT=1 Then GoTo *LNEXT '等待工件到来'/// 去位置///PWAIT=P0 ' 改变工件等待姿势Select PTN.X '输送位置模式号码Case 1 To 2 '当输送在机器人之前PWAIT.X=PX50CUR.X '机器人匹配到工件的X坐标Case 3 To 6PWAIT.Y=PX50CUR.Y '机器人匹配到工件的Y坐标End SelectPWAIT.Z=PX50CUR.Z+PUP1.XPWAIT.C=PX50CUR.CMov PWAIT Type 0,0 '移动到工件等待姿势MWAIT1=1 '设置工件等待标记GoTo *LNEXT'///开始追踪操作///*LTRSTAccel PAC1.X,PAC1.YCnt 1,0,0Act 1=1 '监视机器人跟随工件太远Trk On,PBPOS,MBENC#,PTBASE,MBENCNO% '追踪操作开始设置Ovrd 75Mov PGT,PUP1.Y Type 0,0 '移动到追踪半空位置Accel PAC2.X,PAC2.YMvs PGT '移动到吸取位置HClose 2 '吸取开Dly PDLY2.Z '吸取确定Cnt 1Accel PAC3.X,PAC3.YOvrd 100Mvs PGT,PUP1.Z '移动到追踪半空位置Trk Off '追踪操作和设定Act 1=0Accel 100,100MWAIT = 0Return''''*************工件放废料框子程序*************FeiLiao0Mvs P0Accel PAC12.X,PAC12.Y '移动到放置位置Cnt 1,0,0Mvs PFL1+(+0.00,+0.00,+80.00,+0.00,+0.00,+0.00)HOpen 2 '吸取关Dly 0.5 '释放确认M_Out(5)=0 '机器人等待吸取信号为0 --X33m13=0Mvs P0GoTo *Goon''''********************** 工件放置子程序*******************************S30WKPUTMvs P111M_Out(5)=0 '机器人等待吸取信号为0 ——X33Accel PAC12.X,PAC12.Y '移动到放置位置Cnt 1,0,0'Mvs PPTOvrd 40Mvs PPT0 '放料移动到目标位置(根据m10的值决定)Mvs ,30 '下降'If M_In(15)=0 Then *POK'*************************************************m6=0GoSub *WeiTiao1 '工件位置微调1mmIf m6=1 Then *POKGoSub *WeiTiao2 '工件位置微调2mmIf m6=1 Then *POKGoSub *WeiTiao3 '工件位置微调3mm*POK'*************************************************HOpen 2 '吸取关Dly 0.5 '释放确认Ovrd 100Mvs ,-35Mov P12Mov P111'Return'''********************** 放置工件位置微调子程序(1mm)*******************************WeiTiao1m6=0Dly 1If M_In(15)=0 Then *PlaceOK1Mvs ,-15Mov PPT0+(+0.00,+1.00,-15.00,+0.00,+0.00,+0.00) '右移1mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK1Mvs ,-15Mov PPT0+(+0.00,-1.00,-15.00,+0.00,+0.00,+0.00) '左移1mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK1Mvs ,-15Mov PPT0+(+1.00,+0.00,-15.00,+0.00,+0.00,+0.00) '前移1mmMvs ,15If M_In(15)=0 Then *PlaceOK1Mvs ,-15Mov PPT0+(-1.00,+0.00,-15.00,+0.00,+0.00,+0.00) '后移1mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK1Mvs ,-15Mov PPT0+(+1.00,+1.00,-15.00,+0.00,+0.00,+0.00) '前移、右移各1mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK1Mvs ,-15Mov PPT0+(+1.00,-1.00,-15.00,+0.00,+0.00,+0.00) '前移、左移各1mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK1Mvs ,-15Mov PPT0+(-1.00,+1.00,-15.00,+0.00,+0.00,+0.00) '后移、右移各1mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK1Mvs ,-15Mov PPT0+(-1.00,-1.00,-15.00,+0.00,+0.00,+0.00) '后移、左移各1mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK1Return*PlaceOK1m6=1Return''''********************** 放置工件位置微调子程序(2mm)*******************************WeiTiao2m6=0Dly 1If M_In(15)=0 Then *PlaceOK2Mvs ,-15Mov PPT0+(+0.00,+2.00,-15.00,+0.00,+0.00,+0.00) '右移2mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK2Mvs ,-15Mov PPT0+(+0.00,-2.00,-15.00,+0.00,+0.00,+0.00) '左移2mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK2Mvs ,-15Mov PPT0+(+2.00,+0.00,-15.00,+0.00,+0.00,+0.00) '前移2mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK2Mvs ,-15Mov PPT0+(-2.00,+0.00,-15.00,+0.00,+0.00,+0.00) '后移2mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK2Mvs ,-15Mov PPT0+(+2.00,+2.00,-15.00,+0.00,+0.00,+0.00) '前移、右移各2mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK2Mvs ,-15Mov PPT0+(+2.00,-2.00,-15.00,+0.00,+0.00,+0.00) '前移、左移各2mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK2Mvs ,-15Mov PPT0+(-2.00,+2.00,-15.00,+0.00,+0.00,+0.00) '后移、右移各2mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK2Mvs ,-15Mov PPT0+(-2.00,-2.00,-15.00,+0.00,+0.00,+0.00) '后移、左移各2mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK2Return*PlaceOK2m6=1Return''''********************** 放置工件位置微调子程序(3mm)*******************************WeiTiao3m6=0Dly 1If M_In(15)=0 Then *PlaceOK3Mvs ,-15Mov PPT0+(+0.00,+3.00,-15.00,+0.00,+0.00,+0.00) '右移3mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK3Mvs ,-15Mov PPT0+(+0.00,-3.00,-15.00,+0.00,+0.00,+0.00) '左移3mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK3Mvs ,-15Mov PPT0+(+3.00,+0.00,-15.00,+0.00,+0.00,+0.00) '前移3mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK3Mvs ,-15Mov PPT0+(-3.00,+0.00,-15.00,+0.00,+0.00,+0.00) '后移3mmMvs ,15Dly 1If M_In(15)=0 Then *PlaceOK3Mvs ,-15Mov PPT0+(+3.00,+3.00,-15.00,+0.00,+0.00,+0.00) '前移、右移各3mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK3Mvs ,-15Mov PPT0+(+3.00,-3.00,-15.00,+0.00,+0.00,+0.00) '前移、左移各3mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK3Mvs ,-15Mov PPT0+(-3.00,+3.00,-15.00,+0.00,+0.00,+0.00) '后移、右移各3mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK3Mvs ,-15Mov PPT0+(-3.00,-3.00,-15.00,+0.00,+0.00,+0.00) '后移、左移各3mm Mvs ,15Dly 1If M_In(15)=0 Then *PlaceOK3Return*PlaceOK3m6=1Return'''********************** 输运数据设定处理子程序*******************************S40DTSETPTBASE=P_100(PWK.X) '做参考位置TrBase PTBASE,MBENCNO% '追踪基本设定PGT=PTBASE*POFSET '吸取点设置GoSub *S46ACSET '中断定义Return'''********************** 中断定义处理子程序*******************************S46ACSETSelect PTN.X '输送位置模式号码Case 1 '前右到左MSTP1=PRNG.Z '下次停止距离Def Act 1,P_Fbc(1).Y>MSTP1 GoTo *S91STOP,S 'To *S91STOP if followed far long Break Case 2 '前左到右MSTP1=-PRNG.ZDef Act 1,P_Fbc(1).Y<MSTP1 GoTo *S91STOP,SBreakCase 3 '左后到前Case 5 '右后到前MSTP1=PRNG.ZDef Act 1,P_Fbc(1).X>MSTP1 GoTo *S91STOP,SBreakCase 4 '左前到后Case 6 '右前到后MSTP1=-PRNG.ZDef Act 1,P_Fbc(1).X<MSTP1 GoTo *S91STOP,SBreakEnd SelectReturn'''********************** 追踪中断处理子程序*******************************S91STOPAct 1=0Trk OffHClose 2 'Release suction 释放吸取P91P=P_Fbc(1) '获得当前位置P91P.Z=P1.ZMvs P91P Type 0,0 '上升Mov P1 '返回原点一次GoTo *LBFCHK''********************** 工件位置确认子程序*******************************S50WKPOS'PX50CUR:当前工件位置'MX50ST:开始追踪范围'MX50ED:停止追踪范围'MX50PAT:追踪位置模式号码'MY50STS:结果(1、等待2、开始追踪3、下个工件)MY50STS=0 '清除返回值Select MX50PAT '输送模式Case 1 '前到左M50STT=-MX50ST '开始值是负值M50END=MX50EDMY50STS=2 '追踪可能End SelectReturn'''''********************** 夹取视觉相机工装子程序****************************** *Jia_CameraMvs P4 ' 视觉相机工装正上方位置HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 0.5 ' 延时Ovrd 20 '速度设定Mvs P5 ' 视觉相机工装位置Dly 0.5HClose 1 ' 夹取视觉相机工装Wait M_In(901)=1 '等待手爪夹紧信号为1Dly 0.5 '延时Ovrd 50Mvs P4 ' 视觉相机工装正上方位置Mvs P12Ovrd 100 '速度设定Return'''********************** 放置视觉相机工装子程序****************************** *Fang_CameraMvs P4 ' 视觉相机工装正上方位置Dly 0.5Ovrd 20 '速度设定Mvs P5+(+0.00,+0.00,+90.00,+0.00,+0.00,+0.00)Ovrd 10 '速度设定Mvs P5 ' 视觉相机工装位置Dly 0.5HOpen 1 ' 夹取视觉相机工装Wait M_In(900)=1 '等待手爪松开信号为1Dly 0.5Ovrd 50 '速度设定Mvs P4 ' 视觉相机工装正上方位置Ovrd 100 '速度设定Mvs P12Return'''********************** 视觉竖向检测子程序****************************** *Camera_V''检测1号装配台If m1=1 Then *Camera_V2 '1号装配台不需要装配,转2号装配台M_Out(13)=0 '输出拍照信号为清零Open "COM2:" As #1Wait M_Open(1) =1Ovrd 30 '速度设定Mvs PV10 '1号台1号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m200,m201,m202 '数据1为编号、数据2为颜色、数据3为角度Close #1M_Out(13)=0 '输出拍照信号清零'Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV11 '1号台2号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m205,m206,m207Close #1M_Out(13)=0 '输出拍照信号清零'Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV12 '1号台3号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m210,m211,m212Close #1M_Out(13)=0 '输出拍照信号清零'Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV13 '1号台4号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m215,m216,m217Close #1M_Out(13)=0 '输出拍照信号清零''**********************'检测2号装配台*Camera_V2M_Out(13)=0 '输出拍照信号清零If m2=1 Then *Camera_V3 '2号装配台不需要装配,转3号装配台Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV20 '2号台1号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m220,m221,m222Close #1M_Out(13)=0 '输出拍照信号清零'Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV21 '2号台2号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m225,m226,m227Close #1M_Out(13)=0 '输出拍照信号清零'Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV22 '2号台3号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m230,m231,m232Close #1M_Out(13)=0 '输出拍照信号清零'Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV23 '2号台4号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m235,m236,m237Close #1M_Out(13)=0 '输出拍照信号清零''**********************'检测3号装配台*Camera_V3If m3=1 Then Return '3号装配台不需要装配,返回M_Out(13)=0 '输出拍照信号清零Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV30 '3号台1号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m240,m241,m242Close #1M_Out(13)=0 '输出拍照信号清零'Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV31 '3号台2号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m245,m246,m247Close #1M_Out(13)=0 '输出拍照信号清零'Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV32 '3号台3号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m250,m251,m252Close #1M_Out(13)=0 '输出拍照信号清零'Dly 0.5Open "COM2:" As #1Wait M_Open(1) =1Mvs PV33 '3号台4号工位Dly 1M_Out(13)=1 '输出拍照信号为1,触发一次拍照Dly 0.5Input #1, m255,m256,m257Close #1M_Out(13)=0 '输出拍照信号清零'Return'''********************** 竖向视觉信息比对子程序*******************************Comparison_VOvrd 100 '速度设定'比对1号装配台If m1=1 Then *next7 '1号装配台不需要装配,转2号装配台If m200=m100 Mod 10 Then *next0 '判断编号是否正确:1号装配台1工位(取余数) m1=1 '编号不正确,1号装配台有工件不合格置1GoTo *FeiLiao1*next0 '编号正确,判断工件颜色If m201=m100\10+100 Then *next1 '颜色比对1号台1工位If m201+4=m100\10+100 Then *next1 '高工件要加4后比对m1=1 '颜色不符合,标记为废料GoTo *FeiLiao1'*next1If m205=m105 Mod 10 Then *next2 '判断编号是否正确:1号装配台2工位m1=1GoTo *FeiLiao1*next2If m206=m105\10+100 Then *next3 '颜色比对1号台2工位If m206+4=m105\10+100 Then *next3 '高工件要加4后比对m1=1 '颜色不符合,标记为废料GoTo *FeiLiao1'*next3If m210=m110 Mod 10 Then *next4 '判断编号是否正确:1号装配台3工位m1=1GoTo *FeiLiao1*next4If m211=m110\10+100 Then *next5 '颜色比对1号台3工位If m211+4=m110\10+100 Then *next5 '高工件要加4后比对m1=1 '颜色不符合,标记为废料GoTo *FeiLiao1'*next5If m215=m115 Mod 10 Then *next6 '判断编号是否正确:1号装配台4工位m1=1GoTo *FeiLiao1*next6If m216=m115\10+100 Then *next7 '颜色比对1号台4工位If m216+4=m115\10+100 Then *next7 '高工件要加4后比对m1=1 '颜色不符合,标记为废料GoTo *FeiLiao1''*******************'比对2号装配台*next7If m2=1 Then *next15 '2号装配台不需要装配,转3号装配台If m220=m120 Mod 10 Then *next8 '判断编号是否正确:2号装配台1工位m2=1 '编号不正确,2号装配台有工件不合格置1GoTo *FeiLiao2*next8 '编号正确,判断工件颜色If m221=m120\10+100 Then *next9 '颜色比对2号台1工位If m221+4=m120\10+100 Then *next9 '高工件要加4后比对m2=1 '颜色不符合,标记为废料GoTo *FeiLiao2'*next9If m225=m125 Mod 10 Then *next10 '判断编号是否正确:2号装配台2工位m2=1 '编号不正确,2号装配台有工件不合格置1GoTo *FeiLiao2*next10 '编号正确,判断工件颜色If m226=m125\10+100 Then *next11 '颜色比对2号台2工位If m226+4=m125\10+100 Then *next11 '高工件要加4后比对m2=1 '颜色不符合,标记为废料GoTo *FeiLiao2'*next11If m230=m130 Mod 10 Then *next12 '判断编号是否正确:2号装配台3工位m2=1 '编号不正确,2号装配台有工件不合格置1GoTo *FeiLiao2*next12 '编号正确,判断工件颜色If m231=m130\10+100 Then *next13 '颜色比对2号台3工位If m231+4=m130\10+100 Then *next13 '高工件要加4后比对m2=1 '颜色不符合,标记为废料GoTo *FeiLiao2'*next13If m235=m135 Mod 10 Then *next14 '判断编号是否正确:2号装配台4工位m2=1 '编号不正确,2号装配台有工件不合格置1GoTo *FeiLiao2*next14 '编号正确,判断工件颜色If m236=m135\10+100 Then *next15 '颜色比对2号台4工位If m236+4=m135\10+100 Then *next15 '高工件要加4后比对m2=1 '颜色不符合,标记为废料GoTo *FeiLiao2''*******************'比对3号装配台*next15If m3=1 Then Return '3号装配台不需要装配,返回If m240=m140 Mod 10 Then *next16 '判断编号是否正确:3号装配台1工位m3=1 '编号不正确,3号装配台有工件不合格置1GoTo *FeiLiao3*next16 '编号正确,判断工件颜色If m241=m140\10+100 Then *next17 '颜色比对3号台1工位If m241+4=m140\10+100 Then *next17 '高工件要加4后比对m3=1 '颜色不符合,标记为废料GoTo *FeiLiao3'*next17If m245=m145 Mod 10 Then *next18 '判断编号是否正确:3号装配台2工位m3=1 '编号不正确,3号装配台有工件不合格置1GoTo *FeiLiao3*next18 '编号正确,判断工件颜色If m246=m145\10+100 Then *next19 '颜色比对3号台2工位If m246+4=m145\10+100 Then *next19 '高工件要加4后比对m3=1 '颜色不符合,标记为废料GoTo *FeiLiao3'*next19If m250=m150 Mod 10 Then *next20 '判断编号是否正确:3号装配台3工位m3=1 '编号不正确,3号装配台有工件不合格置1GoTo *FeiLiao3*next20 '编号正确,判断工件颜色If m251=m150\10+100 Then *next21 '颜色比对3号台3工位If m251+4=m150\10+100 Then *next21 '高工件要加4后比对m3=1 '颜色不符合,标记为废料GoTo *FeiLiao3'*next21If m250=m150 Mod 10 Then *next22 '判断编号是否正确:3号装配台4工位m3=1 '编号不正确,3号装配台有工件不合格置1GoTo *FeiLiao3*next22 '编号正确,判断工件颜色If m256=m155\10+100 Then Return '颜色比对3号台4工位If m256+4=m155\10+100 Then Return '高工件要加4后比对m3=1 '颜色不符合,标记为废料GoTo *FeiLiao3''*FeiLiao1Mov P12 '抓手换成竖向Mvs P21 '1号装配台上方位置(竖向)Ovrd 50Mvs,60Dly 1HClose 1Wait M_In(901)=1 '等待手爪夹紧信号为1Dly 1 '延时1秒Mvs P21Mvs P12Mov P111Mvs P0Mvs PFL1Mvs,50Dly 1HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 1Ovrd 100Mvs PFL1Mvs P0Mvs P111Mov P12m1=1GoTo *next7'*FeiLiao2Mov P12 '抓手换成竖向Mvs P22 '2号装配台上方位置(竖向)Ovrd 50Mvs,60Dly 1HClose 1Wait M_In(901)=1 '等待手爪夹紧信号为1Dly 1 '延时1秒Mvs P22Mvs P12Mov P111Mvs P0Mvs PFL2Mvs,50Dly 1HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 1Ovrd 100Mvs PFL2Mvs P0m2=1Mvs P111Mov P12GoTo *next15'*FeiLiao3Mov P12 '抓手换成竖向Mvs P23 '3号装配台上方位置(竖向)Ovrd 50Mvs,60Dly 1HClose 1Wait M_In(901)=1 '等待手爪夹紧信号为1Dly 1 '延时1秒Mvs P23Mvs P12Mov P111Mvs P0Mvs PFL3Mvs,50Dly 1HOpen 1Wait M_In(900)=1 '等待手爪松开信号为1Dly 1Ovrd 100Mvs PFL3Mvs P0Mvs P111Mov P12m3=1Return''''********************** 工件角度旋转调整子程序****************************** *Rotate'调整1号装配台'***************调整1号装配台1号工件*****************If m1=1 Then *next33 '1号装配台不需要调整,转2号装配台If Abs(m202)<5 Then *next30 '偏差小于5度则不调整If m202>179 Then m202=179If m202<-179 Then m202=-179Mvs PPT11 '到1号装配台1号工件上方Mvs, 45 '下降HClose 2 '吸取开Dly 0.5 '释放确认Mvs ,-15 '抬升J1=(+0.00,+0.00,+0.00,+0.00,+0.00,+0.00)J1.J6=Rad(m202) '将角度转换为弧度代入J2=J_Curr-J1 '取当前所在位置Mov J2 '旋转PPT0=P_Curr+(+0.00,+0.00,+15.00,+0.00,+0.00,+0.00)Mvs,2 '下降If M_In(15)=0 Then *POK11'*************************************************m6=0GoSub *WeiTiao1 '工件位置微调1mmIf m6=1 Then *POK11GoSub *WeiTiao2 '工件位置微调2mm。
工业机器人手动操作

图错误!文档中没有指定样式的文字。-27
(4)单击“增量模式” 所示;
按钮,选择需要的增量,如错误!未找到引用源。
图错误!文档中没有指定样式的文字。-19
(6)如错误!未找到引用源。所示,单击“工具坐标”;
图错误!文档中没有指定样式的文字。-20
(7)如错误!未找到引用源。所示,选中正在使用的“tool1”,然后单击“确 定”;
图错误!文档中没有指定样式的文字。-21
(8)如错误!未找到引用源。所示,用手按下使能器,并在状态栏中确认已 正确进入“电机开启”状态;手动操作机器人控制手柄,完成机器人绕着工具 TCP 点作姿态调整的运动;
运动和重定位运动的切换;关节运动轴 1-3 轴和 4-6 轴的切换;还有增量运动的 开关。
机器人外轴的切换 线性运动重定位运动的切换 关节运动轴1-3/轴4-6的切换
增量开/关
图错误!文档中没有指定样式的文字。-24
2.手动操纵的快捷菜单 (1)如错误!未找到引用源。所示,单击屏幕右下角的快捷菜单按钮;
(3)选择“线性”,然后单击“确定”,如错误!未找到引用源。所示;
图错误!文档中没有指定样式的文字。-10
(4)如错误!未找到引用源。所示,单击“工具坐标”,机器人的线性运动 要在“工具坐标”中指定对应的工具;
图错误!文档中没有指定样式的文字。-11
(5)如错误!未找到引用源。所示,选中对应的工具“tool1”,单击“确定”;
着坐标轴旋转的运动,也可以理解为机器人绕着工具 TCP 点作姿态调整的运动。 重定位运动的手动操作会更全方位的移动和调整,以下就是手动操纵重定位
运动的方法。 (1)如错误!未找到引用源。所示,选择“手动操纵”;
图错误!文档中没有指定样式的文字。-15
自动抓手操作规程(3篇)

第1篇一、概述自动抓手是一种自动化设备,主要用于物料搬运、装配、检测等工序。
为确保操作人员的人身安全和设备正常运行,特制定本操作规程。
二、操作前的准备1. 确认设备电源已开启,所有安全防护装置齐全有效。
2. 检查抓手是否有损坏、松动或异常情况,如有问题,及时上报维修。
3. 熟悉设备操作面板及按钮功能,确保能够正确操作。
4. 确认工作区域清洁,无障碍物。
三、操作步骤1. 启动设备- 按下启动按钮,设备开始运行。
- 观察设备运行状态,确保无异常。
2. 设定抓手参数- 根据作业需求,设定抓手的速度、力度等参数。
- 确保参数设置合理,避免损坏物料或设备。
3. 物料定位- 将物料放置在抓手取放区域。
- 确保物料位置准确,避免抓手取放过程中出现偏差。
4. 启动抓手- 按下抓手启动按钮,抓手开始工作。
- 观察抓手动作,确保动作平稳、准确。
5. 物料搬运- 按照作业流程,将物料搬运至指定位置。
- 注意观察物料状态,确保搬运过程中物料安全。
6. 停止抓手- 按下抓手停止按钮,抓手停止工作。
- 确认物料已放置在指定位置。
7. 关闭设备- 按下设备停止按钮,设备停止运行。
- 关闭电源,确保设备处于安全状态。
四、注意事项1. 操作过程中,严禁操作人员离开工作岗位。
2. 操作人员需穿戴适当的防护用品,如安全帽、防护手套等。
3. 操作过程中,严禁触摸运动中的抓手。
4. 如发现设备异常,立即停止操作,并上报维修。
5. 定期检查设备,确保设备处于良好状态。
五、应急处理1. 若发生设备故障,立即停止操作,并上报维修。
2. 若发生人身伤害事故,立即停止操作,并采取急救措施。
3. 若发生火灾,立即报警,并组织人员进行灭火。
六、培训与考核1. 新员工需接受自动抓手操作培训,掌握操作规程。
2. 定期对操作人员进行考核,确保其熟练掌握操作技能。
本规程自发布之日起执行,如有未尽事宜,可根据实际情况予以补充和完善。
第2篇一、概述自动抓手是自动化生产线中的一种常用设备,主要用于抓取、放置物品,提高生产效率。
任务二 现场电气安装

电 动力电缆放线 缆
控制电缆放线
放 线 网络电缆放线
动力电缆放线
焊接电缆动力线的放线示意图
焊接电缆动力线的放线:动力 线缆应该放在空间最大的一槽, 一般均选择靠近电气控制一侧 的作为动力缆槽, 这样方便放 线, 符合设计, 值得提出的是, 最粗的动力电缆应该放在最底 层, 依次排开, 拐弯处弧度要 流出来
分支桥架
焊接机器人分支1
分支桥架 焊接机器人分支2
焊接机器人的分支桥架: 因为 高度不用, 位置摆放不同, 其 所对应的桥架设计方式就会不 同
分支桥架
焊接机器人分支3
分支桥架
抓手机器人分支1
分支桥架 抓手机器人分支2
抓手机器人的分支桥架: 因为 高度不用, 位置摆放不同, 其 所对应的桥架设计方式就会不 同
工位柱灯桥架: 一般工位柱灯 都会安装在每个工位的门盒正上 方, 桥架的铺设方法也是固定 在安全围栏的铝型材上
断面处理
桥架隔板断面和桥架分支断面处理方式
桥架隔板断面和桥架分支断面 处理方式: 只要桥架在拼接或 者开槽, 有切断处, 严格来说 均需要添加外部保护措施, 防 止电缆划伤, 保护物有桥架护 边和塑料硬质护边, 图中为工 业安装上常用的软质材料护边, 内嵌薄纸铁皮卡紧断口处。
光栅
对射型
选择说明:对射型光栅, 使用与 上件区域为方形的且区域较小的; 对于上件区域为非方形区域且区 域比较大, 使用扇形检测的扫描 仪尤为合适, 无死角扫描
落位固定说明:对射型固定在铝
型材上; 扇形固定在执行机构
正下方, 需注意此2种光栅的安
装过程中执行机构不能影响光栅,
光栅
且需要把检测不到的地方警示消
内部设备开槽
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
UR50工位机器人工作流程图
UR50-R4选择抓取料框1/11# 程序:1100/1200/2100/2200# (通过PLC 预判UR40车型)
UR50-R4到指定料框抓件
程序:101#-409#
通过PLC 发来的检测件信号
UR50-R4抓件到对中台对中
程序:99#与199# 容易出现放件不到位报警
UR50-R4涂胶后到对中台放件
程序:505#与506#
UR50-R4抓件进行涂胶 程序:100#与200#
R4与R3干涉区 DI8
R4与R3干涉区 DI8
R4与R3干涉区 DI8
UR50-R3执行抓件程序 程序:101#与201#
(通过PLC 预判UR40车型)
UR50-R3执行放件程序 程序:102#与202#
(通过PLC 预判UR40车型)
工作完成信号:DO14与DO11 工作许可信号DI 11。
此时机器人已将抓手放在车身上,并与换枪盘脱开,退出与R1 R2的干涉区
DI 12:允许放件 DO16:放抓手完成
DI 16:等待夹爪将抓手夹紧 DO12:机器人放抓手完成
UR50-R3退出干涉区,R1、R2机器人进行第1次焊接
UR50-R1机器人焊接程序
程序:1#/11#
DI 11:一次焊接许可 DO11:一次焊接完成
R3与R2干涉区 DI6
DI 13/DI 17:允许机器人进入拿抓手 DO15:换枪盘锁紧,允许夹爪打开 DI 15:等待夹爪打开,抓手取走
DO13:本工位作业完成 DO20:GP 显示作业完成
UR50-R3抓手取走,R1、R2机器人进行第2/3次焊接(C51E 第二次焊接,C32B 第三次焊接)
UR50-R1机器人焊接程序
程序:1#/11#
DI 11:一次焊接许可 DO11:一次焊接完成
R3与R1干涉区 DI9
C32B 车型在R3取抓手的过程中会有第二次焊接
C32B 车型在R3取抓手的过程中会有第二次焊接
DI 12:二次焊接许可 DO12:二次焊接完成 UR50-R1机器人工作完成 C51E :DO12 C32B :DO13
DI 12:二次焊接许可 DO12:二次焊接完成
UR50-R2机器人工作完成 C51E :DO12 C32B :DO13
UR50-R4
UR50-R3
UR50-R1
UR50-R2
UR50-R3执行切换抓手程序 程序:105/106#与205/206# (通过PLC 预判UR40车型)
此工位R5与R6机器人在焊接时存在干涉区,出现焊接炸点时一定要谨慎处理,看好干涉区。
MB20-R1
MB20-1执行切换抓手程序 程序:105/106#与205/206# (通过PLC 预判MB10车型)
MB20-1执行抓件程序
程序:101#与201#
切换51抓手时与R6机器人存在干涉区DI6; 切换32抓手与R5干涉区DI7
DI 11:抓件许可信号 DO 122:与夹具干涉信号 DO 11:抓件完成信号
MB20-1机器人抓件时与R5机器人存在干涉区DI 7
DI 12:允许机器人进入放抓手 DO 121:线体干涉信号 DO 16:机器人到位允许抓手被夹紧 DI 16:允许机器人与换枪盘脱开DO 12:放件完成(机器人与抓手脱开状态)
MB20-1与抓手脱开,退出干涉区,R5、R6机器人进行焊接
DI 13:允许机器人进入拿抓手 DO 17:机器人与换枪盘锁紧完成 DI 17:允许机器人将抓手取走DO 13:工作完成信号
DO 20:工作完成(GP 显示)
MB20-R5机器人焊接程序
程序:1#/11#
DI 11:焊接许可 DO11:焊接完成
R1与R5干涉区 DI7
MB20-R5
R1与R5干涉区 DI7
R1与R5干涉区 DI7
MB20-R6
MB50-R6机器人焊接程序
程序:1#/11#
DI 11:焊接许可 DO11:焊接完成
R1与R6干涉区 DI6
R1与R6干涉区 DI6
此工位R7与R8机器人在焊接时存在干涉区,出现焊接炸点时一定要谨慎处理,看好干涉区。
MB20-2执行切换抓手程序 程序:105/106#与205/206# (通过PLC 预判MB10车型)
MB20-2执行抓件程序
程序:101#与201#
切换51抓手时与R8机器人存在干涉区DI6; 切换32抓手与R7干涉区DI7
DI 11:抓件许可信号 DO122:与夹具干涉信号 DO11:抓件完成信号
MB20-2机器人抓件时与R5机器人存在干涉区DI 7
DI 12:允许机器人进入放抓手 DO 121:线体干涉信号
DO16:机器人到位允许抓手被夹紧 DI 16:允许机器人与换枪盘脱开DO 12:放件完成(机器人与抓手脱开状态)
MB20-R2
MB20-2与抓手脱开,退出干涉区,R7、R8机器人进行焊接
DI 13:允许机器人进入拿抓手 DO17:机器人与换枪盘锁紧完成 DI 17:允许机器人将抓手取走DO 13:工作完成信号
DO 20:工作完成(GP 显示)
MB20-R7机器人焊接程序
程序:1#/11#
DI 11:焊接许可 DO11次焊接完成
R2与R7干涉区 DI7
MB20-R7
R2与R7干涉区 DI7
R2与R7干涉区 DI7
MB20-R8
MB20-R8机器人焊接程序
程序:1#/11#
DI 11:焊接许可 DO11:焊接完成
R2与R8干涉区 DI6
R2与R8干涉区 DI6
MB70工位机器人工作流程图
MB70-1执行抓件程序 程序:1#与11#
DI 11:抓件许可信号
DO 121:与EMS 干涉信号 DO15:从EMS 抓件完成信号 DO 128:EMS 卸货完成信号 DO 11:抓件完成信号
DI 12:放件许可信号(对中台) DO 122:与对中台干涉信号 DO13:对中台夹紧信号 DI13:对中台夹紧完成 DO 12:放件完成
DO 20:工作完成(GP )
MB70-R1
R1与R2干涉区 DI6
MB70-2执行切换抓手程序 程序:105/106/108#与205/206/208# (通过PLC 预判MB60车型)
MB20-2执行抓放件程序 程序:101#与201#
DI 11:抓件许可信号 DO122:与夹具干涉信号 DO15:请求打开对中台夹具 DI 15:对中台夹具打开许可 DO11:对中台抓件完成
MB70-2机器人对中台抓件完成,机器人在Home 位等待
MB70-R2
切换抓手时本工位其他点焊机器人必须在Home 位
DI 12:放件许可信号 DO121:与线体干涉信号 DO16:请求将抓手夹紧 DI 16:抓手被夹紧完成信号 DO12:放抓手完成信号
DI 13:拿走抓手许可信号 DO17:请求将抓手锁紧打开 DI 17:锁紧抓手打开信号 DO13:抓手取走工作完成 DO 20:工作完成(GP )
MB70-2机器人保持不动,其他机器人进行一次焊接
R2与其他机器人干涉区 DI8
R2与其他机器人干涉区 DI8
R3/R4/R5/R6
R3/R4/R5/R6机器人焊接程序
程序:1#/11#
DI 11:一次焊接许可 DO11:一次焊接完成
DI 12:二次焊接许可 DO12:二次焊接完成。