平面磨床磨头横向进给液压系统改造
机械机床毕业设计9CA6140横向进给系统及刀架的数控改造

机械机床毕业设计9CA6140横向进给系统及刀架的数控改造概述:本文将探讨机械机床毕业设计中的9CA6140横向进给系统以及刀架的数控改造。
数控技术的应用使得机床具备了更高的精度和灵活性,而在9CA6140上进行数控改造可以提高其工作效率和加工质量。
本文将从横向进给系统的数控改造和刀架的数控改造两个方面进行详细介绍。
一、横向进给系统的数控改造:9CA6140机床的横向进给系统常采用液压伺服系统,通过改造将其改为数控系统可以提高系统的精度和稳定性。
具体的改造步骤如下:1.替换液压伺服系统:将原有的液压伺服系统更换为数控伺服系统,数控伺服系统具有更高的精度和响应速度。
2.安装数控伺服电机:选用适合的数控伺服电机进行安装,确保其能够稳定运行并实现精确的横向进给。
3.连接数控系统:将数控伺服电机与数控系统进行连接,确保能够实现数控编程和控制。
4.进行调试和测试:进行横向进给系统的调试和测试,确保系统正常运行并满足要求的精度和稳定性。
二、刀架的数控改造:刀架是机床中重要的部件,对加工精度和加工效率具有很大的影响。
通过数控改造可以提高刀架的控制精度和操作灵活性,具体的改造步骤如下:1.替换传统的机械刀架:将原有的机械刀架更换为数控刀架,数控刀架具有更高的控制精度和操作便捷性。
2.安装数控刀架电机:选用适合的数控刀架电机进行安装,确保能够精确控制刀架的运动。
3.连接数控系统:将数控刀架电机与数控系统进行连接,确保能够进行编程控制和自动操作。
4.进行调试和测试:进行数控刀架的调试和测试,确保刀架运动准确、灵活。
总结:通过对9CA6140机床的横向进给系统和刀架的数控改造,可以提高机床的加工效率和加工质量。
横向进给系统的数控改造能够提高系统的精度和稳定性,而刀架的数控改造则可以提高刀架的控制精度和操作灵活性。
这些改造将使得机床更加适应现代生产需求,具备更高的竞争力。
M8861磨床液压进给系统的改造

路, 使各部分动作控制简单可靠 , 了机床加工能力。 提高 关键词 : 滚动轴承 ; 内滚道磨床 ; 液压进 给系统 ; 故障分析 ; 优化设计 ; 改进
中图分 类号 :H13 3 ;G 8 . T 3 .3 T 5 1 2 文献标志码 : B 文章编号 : 0 3 6 ( 07 0 0 1 一 2 1 0— 7 2 20 )5- 0 1 o 0
在保持架削扁后 , 出现上下左右四个面影响到 会 保持架对滚动体 的包 容量 。 要想避免掉滚 子 , 就
中图分类号:H133 ;G 3 T 3 .3 T 5 文献标志码 : B 文章编号 :00- 7 2 2 0 )5— 02— 2 10 3 6 (07 0 0 1 0
1 存 在 的 问题
200 A系列 调心 滚子轴承 为特宽 特轻 系 40C
列, 保持架材料为黄铜。为了装配需要 , 要在保持
图 1 原结构保持 架
2 改进 思路
作者简介 : 冯光波 (97 , , 1 一)男 宁夏银 川人 , 持架分厂 6 保 工程师 , 主要从事冲压工艺及模具设计 。
E —malz y0 l:h2 7-2 0 @ sh . o 0 0 o u t m。
由于 200系列保持架 为双列整体保持架 , 40
寸散差大 , 返修品及废品增多。
高, 尤其是阀体结构 复杂 , 内部油路加工困难, 原 厂早已不再生产此种设备 , 无备件提供, 磨损后无
原系统压力油
法更换 。另外, 控制机床 磨架快跳 、 切人转 换及 粗、 细磨进给转换的电磁 阀使用的是 老式 分离 型 电磁铁 , 因磨 损不 8 1 86 磨床 , 主要是 为圆柱 、 圆锥滚子轴承 内滚道磨 削而制造。据保
平面磨床液压系统设计
平面磨床液压系统设计摘要:本文从负载开始计算液压缸的主要参数,确定液压缸侯选择液压泵和液压元件,拟定液压系统图。
然后进行校核计算,确定所选用的液压元件是否合理。
该液压传动系统采用叶片泵供油,回油节流调速。
能量利用合理,工作安全可靠。
以液压缸作为执行元件,夹紧力大,进行磨削时工作性能好。
对液压系统进行了回路的设计,并对集成块、布局等进行了简单的设计。
在设计过程中,尽量使结构紧凑,布局合理。
关键词:液压、平面磨床、设计The Hydraulic System Design of Flat GrinderAbstrac t:This paper calculated hydraulic cylinder of load began to determine the hydraulic cylinder, main parameters of hydraulic pump and hydraulic components was choice, draw up the hydraulic system diagram. Then check calculation, sure chooses hydraulic components is reasonable.This hydraulic transmission system USES vane pump oil supply and return throttling speed. Energy use reasonable, work safety and reliability. With the hydraulic cylinder as actuators, clamping force big when, grinding work performance.The hydraulic system, and the circuit design and layout of manifold blocks the simple design. In the design process, make compact structure, rational layout..Key Words: hydraulic pressure, surface grinder, design0.文献综述0.1液压在机械制造行业中的应用液压技术作为能量传递或者做功环节是必不可缺少的一部分,在机械制造行业中应用比较广泛。
专用平面磨床工作台往复运动的液压系统设计(13)参考

目录摘要............................................................................................................... 错误!未定义书签。
目录.. (2)1 课题题目 (3)1.1 课程设计课题内容 (3)1.1.1 设计的目的 (3)1.2设计内容及步骤 (3)1.2.1 设计的内容及步骤 (4)2. 正文 (5)2.1 设计要求及设计参数 (5)2.1.1设计要求 (5)2.1.2设计参数 (5)2.2负载与运动分析 (5)2.2.1负载分析 (6)2.2.2运动分析 (6)2.2.3负载图与运动图的绘制 (6)2.3确定液压系统主要参数 (9)2.3.1液压缸的选定 (9)2.3.2液压缸各阶段的压力,流量和功率 (11)2.3.3液压缸的工况图 (13)3 选型及计算书 (14)3.1 拟定液压系统原理图 (14)3.2液压元件的选择 (15)3.2.1确定液压泵的规格和电动机的功率 (15)3.2.2选择阀类元件及辅助元件 (17)3.3液压确定系统性能的验算 (17)总结 (18)参考文献 (18)1课题题目1.1课程设计课题内容1.1.1设计的目的专用平面磨床液压系统的设计是为了使得工作台的往复运动采用液压运动,平面磨床为精加工磨床,磨削力及变化量不大,工作台往复运动速度高,调速范围广,要求换向灵敏迅速,冲击小,所以采用液压传动能够达到这些效果,液压传动主要是为了操纵平面磨床的往复运动,所以是液压系统的主体回路,其中主要有工作台油路的控制,和工作台速度的控制,工作台制动,换向和停留以及工作台手动与自动控制互锁。
专用平面磨床工作台液压系统设计能够提高运动的效率和精确度,并且能够对调速,运动平稳性,换向精度,换向频率都有较好的控制,所以对液压系统也有较高的要求。
小型平面磨床工作台的液压传动系统,其采用液压系统和双出杆液压缸组成了液压传动系统,取代原机床手动传动系统。
卧轴矩台平面磨床使用说明书

MY7140A 共34页 卧轴矩台平面磨床使用说明书第 1 页1、概括产品概略:本机床系采纳砂轮周边磨削工件平面的机床, 亦可使用砂轮的端面磨削工件垂直面。
按工件的不一样可将其吸牢在电磁吸盘上,或直接固定在工件台上,亦可用其余夹具夹持磨削。
本机床主要零件运动的特色以下。
工作台纵向运动为液压驱动。
磨头在拖板上的横向运动为液压驱动, 亦可手动,并有自动互锁装置。
拖板(连同磨头)在立柱上,上、下垂直运动拥有手动进给和灵巧(迅速起落)功能,并有互锁装置。
起落丝杆为滚珠丝杆,操控轻巧灵巧。
床身内部油池中的回油点与进油点的距离路线最长, 液压油循环流动, 有效的控制了油液升温,减小机床的热变形。
本机床精度稳固,刚性好,性能稳固靠谱,易于维修。
附带说明:1.2.1 本厂因产品规格、设计特征等均在不断的研究改良之中,若有改正,恕不另行通知,敬请用户鉴谅。
1.2.2 本厂厂址:昆明市嵩明县杨林工业区华狮路电话:(0871) 7976088、7976268传真:(0871)7976902卧轴矩台平面磨床第 2 页卧轴矩台平面磨床第 3 页2、主要技术参数部件工作台进给系统砂轮液压系统电动机功率机床外形重量加工范围内容公制英制工作台台面宽度400 mm工作台台面长度1000 mm工作台纵向行程1100 mm工作台 T 型槽数目 3工作台 T 型槽宽度尺寸18工作台纵向进给3~22 m/min主轴中心到台面距离最大850 mm最小155 mm横进给手轮每格进给量0.05 mm横进给手轮每转进给量 3 mm横进给速度~2 m/min横进给行程470 mm磨头每行程断续进给量(无级变速)5~25 mm磨头垂直进给手轮每格进给量0.005 mm磨头垂直进给手轮每转进给量0.5 mm磨头迅速垂直进给速度350 mm/min砂轮外形尺寸( D×d×W)400×203×50 mm砂轮转速1440 r/min工作压力1~ MPa油泵电机功率 3 KW润滑压力~ MPa电机总功率KW砂轮主轴电机KW油泵电机 3 KW磨头迅速起落电机KW冷却泵电机KW机床外形(长×宽×高)2280× 1410×2315机床净重3500 kg机床最大承载重量500 kg长1000mm宽400mm高(含磁力工作台)650mm卧轴矩台平面磨床第 4 页MY7140A使用说明书卧轴矩台平面磨床转动轴承明细表(比较传动简图)精度序安装部位代号主要尺寸号等级1 垂直进给机构6206 G 30×62×162 垂直进给机构6205 G 25×52×153 垂直进给机构7207 G 35×72×4 垂直进给机构7207 G 35×72×5 立柱53209U G 45×73×246 横进给机构6205 G 25×52×157 横进给机构6205 G 25×52×158 磨头7210C/P4 C 50×90×20共34页第 5 页数目备注21222222卧轴矩台平面磨床第 6 页卧轴矩台平面磨床第 7 页4、机床构造床身及工作台机床床身为丁字形箱式构造,前床身经过 V-平导轨与工作台实现配合连结,经过液压油缸的推动实现工作台来去挪动。
基于plc的平面磨床自动控制系统的改造
摘要由于工厂企业中很多磨床年代久远,其工作已远远达不到现代生产的要求。
因此有必要对旧式的常规电动机控制系统进行技术改造,以可编程序控制器取代常规的继电器,以达到磨床的自动化控制。
本文介绍了用可编程序控制器来对平面磨床控制系统进行现代化改造,简要叙述了老式成型平面磨床的工作原理及用PLC进行改造设计的方法和设计步骤,并给出PLC编程程序梯形图。
改造后的磨床工作安全可靠,系统运行情况良好,磨削精度更高;利用PLC控制磨床运行,实现了磨床启动、停止、故障停止、紧急停止的功能,并且有手动控制和自动控制两种控制方式,可根据运行要求灵活切换磨床的控制方式;提供过载,轻载,断相和电压不平衡保护;现场显示运行状态,实现智能化监控。
并因所吸工件的不同灵活调节电磁吸盘的电流,并且显示数值大小。
从而实现了磨床运行的自动化。
PLC控制的特点使原机床控制大大的简单化,并且维修方便,易于检查。
节省大量的继电器元件,使机床的工作效率更高。
该项技术还可推广应用于其他辅机设备或其他领域的自动化控制改造中。
关键词:可编程序控制器平面磨床改造Based on PLC Surface Grinding Machine Automatic ControlSystem's TransformationAbstractMany factories and enterprises as a result of old grinder, the work has been far below the requirements of modern production. So it is necessary to the old conventional motor control system technology to replace the conventional programmable logic controller of the relay in order to achieve automatic control grinder.This paper introduces the programmable logic controller to use on surface grinding machine control system modernization, a brief description of the old surface grinder forming the working principle and use of PLC to carry out the transformation design method and design steps and procedures are given PLC ladder programming . Modified the work of safe and reliable machine, the system is running in good condition, a higher precision grinding PLC to control the use of grinder operation, the achievement of the grinding machine to start, stop, failure to stop, emergency stop function, and there are two types of manual control and automatic control mode, can be flexible according to operational requirements of the control switch grinder; provided on the light load , Open-phase protection and voltage imbalance; show running at the scene, the realization of intelligent monitoring.And due to the different parts of the absorption of electromagnetic sucker the flexible adjustment of the current, and show numerical size. In order to achieve the automation of the grinding operation. PLC-controlled machine tool control features to allow greatly simplified, and easy maintenance, easy to check. Save a lot of relay components, so that the efficiency of the higher machine. The technology can also be applied to other auxiliary equipment or other areas of the transformation of automatic control.Key words:Progammable Logic Controller, Surface Grinder Machine, Transformation1目录1 绪论 (3)2磨床的概述 (4)2.1 磨床的介绍 (4)2.2 世界平面磨床发展趋势 (4)2.2.1 现代平面磨床的主要特点 (4)2.2.2 磨床发展呈现四大变化 (5)2.3 M7120平面磨床的简介 (5)2.3.1 平面磨床主要结构和运动形式 (5)2.3.2 电气控制线路分析 (6)3 基于PLC改造平面磨床控制系统 (11)3.1 用PLC改造继电-接触式控制系统的步骤 (11)3.2 控制线路改造要求 (11)3.3 系统的硬件设计 (12)3.3.1 PLC的特点 (12)3.3.2 PLC的选型原则 (14)3.4 系统的软件设计 (15)3.4.1 PLC的应用设计步骤 (15)3.4.2 系统的具体设计 (16)4 磨床改造后的调试 (19)5 结束语 (20)致谢 (20)参考文献 (20)附录 (21)21 绪论现代工业生产中,中、小批量零件的生产占产品数量的比例越来越高,零件的复杂性和精度要求迅速提高,传统的普通磨床已经越来越难以适应现代化生产的要求,制造业的竞争已从早期降低劳动力成本、产品成本,提高企业整体效率和质量的竟争,发展到全面满足顾客要求、积极开发新产品的竟争,将面临知识——技术——产品的更新周期越来越短,产品批量越来越小,而对质量、性能的要求更高,同时社会对环境保护、绿色制造的意识不断加强。
毕业设计--普通外圆磨床横向磨削进给系统的数字化改造
摘要摘要本文主要介绍了普通外圆磨床横向磨削进给系统的数字化改造。
利用单片机对步进电机的控制,控制磨床横向磨削的进给,使磨床的磨削加工达到自动化控制。
通过对外圆磨削加工过程的分析,从简化的单个磨粒的切削状态出发,建立了外圆横向磨削加工过程中切向磨削力、磨削力依赖于时间变化的横向磨削力的数学模型,外圆横向进给磨削过程总进给量及磨削深度的数学模型。
通过改变磨削控制进给量,从而提高磨削阶段的磨削效率。
介绍了可编程控制器(PLC) 改造磨床原有的接线方法,外圆横向磨削微机控制系统的工作原理、硬件和软件设计、磨削过程中磨削功率的监控系统及加工轴的工件及尺寸精度在线检测系统的设计。
改造后的机床实现了机床的自动化控制和数控检测,达到磨削加工低成本、高效率的生产目的,在可靠性和维护等方面比继电器逻辑控制有很大优越性。
关键词:外圆横向磨削控制系统数学模型自动化控制数控检测I英文摘要AbstractThis article mainly introduced the plan grinding machine crosswise grinding to feed system digitized transformation. To step-by-steps the electrical machinery control using the monolithic integrated circuit,controls the grinder crosswise grinding to feed, enables the grinder the abrasive machining to achieve the automated control.Through to the cylindrical grinding processing process analysis, embarked from the simplification single abrasive cutting condition, establishes in the outer annulus crosswise abrasive machining process the tangential grinding strength, the grinding strength has relied on the time variation crosswise grinding strength mathematical model, the outer annulus plunge feed process total to feed quantity and the grinding depth mathematical model. Through change grinding control to feed quantity, thus enhances the grinding stage the grinding efficiency. Introduced the programmable controller (PLC) transformation grinder original wiring method, the outer annulus crosswise grinding microcomputer control system principle of work, the hardware and in the software design, the grinding process the grinding power supervisory system and the processing axis work piece and the size precision online examination system design. After the transformation engine bed has realized the engine bed automated control and the numerical control examination, achieved the abrasive machining low cost, the high efficiency production goal, in aspects and so on reliability and maintenance has the very big superiority compared to the relay logic control.Key word:Outer annulus crosswise grinding Control system Mathematical model Automated control Numerical control examinationII目录目录目录 (i)第1章绪论 (1)1.1 课题研究的背景 (1)1.2 课题的提出和研究的意义 (2)1.3 课题研究的主要内容 (2)第2章磨削过程基本参数模型的建立 (4)2.1 外圆横向进给磨削过程磨削力和磨削功率模型的建立 (4)2.1.1 引言 (4)2.1.2 外圆磨削过程磨削力及计算方法 (5)2.1.3 外圆磨削过程磨削力模型建立 (5)2.2 外圆横向进给磨削过程总进给量及磨削深度模型的建立 (12)第3章基本参数模型仿真 (17)3.1 磨削过程基本参数模型计算机仿真流程图 (18)3.2 磨削过程基本模型计算机仿真结果输出 (20)3.2.1 磨削深度及总进给量的计算机模拟 (21)3.2.2 磨削过程中总磨削力及磨削功率的计算机模拟 (22)第4章外圆横向磨削控制系统设计 (23)4.1 横向进给伺服系统设计 (23)4.1.1 步进电机的使用特性 (24)4.1.2 SH-2H090M型四相混合式步进电机驱动器 (28)4.1.3 8051单片机 (29)4.1.4 存储器ROM和RAM (31)4.1.5 8255A可编程并行接口 (33)4.1.6 输入显示模块 (34)4.1.7 可编程序控制器PLC (36)4.2 功率测试系统设计 (37)4.2.1 数显功率表 (37)4.2.2 数模转换器A/D0809 (37)4.3 被磨工件尺寸监测系统设计 (38)i目录第5章外圆横向进给磨削控制系统的软件设计 (44)5.1 采样程序 (44)5.2 控制程序 (45)第6章结论 (49)参考文献 (49)致谢 (51)附录 (52)ii第1章绪论第1章绪论1.1 课题研究的背景随着科技的进步,人们对零件的制造精度和表面粗糙度的要求不断提高,磨削作为金属加工过程中用于终加工的精度加工方法,它的应用范围越来越广,已在高效及高精密加工领域中占有重要的一席之地。
机电传动课程报告《M7130平面磨床电气控制系统改进》
机电传动课程报告《M7130平面磨床电气控制系统改进》机电及自动化学院《机电传动系统》课程报告姓名:学号:专业:机械制造届别:2007课任老师:2010 年06 月M7130平面磨床电气操纵系统改进摘要介绍了M7130平面磨床的要紧结构、原理和电气操纵电路。
磨床的电磁吸盘电路是机床电气的要紧组成部分,为了使磨床电磁吸盘的吸力更稳固,运行更安全可靠,对M7130平面磨床电磁吸盘操纵线路进行了改进。
关键词:磨床;电路;改进1、引言目前一般磨床是机械加工行业普遍应用的通用设备。
通过对M7130平面磨床的结构原理和电气操纵电路的阐述,结合实践发觉磨床电磁吸盘的原操纵电路存在一定的安全隐患。
为了使磨床电磁吸盘运行更安全可靠,对M7130平面磨床电磁吸盘操纵线路进行了改进。
2、M7130卧轴矩台平面磨床的要紧结构和原理2.1 M7130平面磨床的要紧结构M7130卧轴矩台平面磨床要紧由床身、工作台、电磁吸盘、砂轮箱、立柱、操作手柄等构成,外形结构如图1所示。
图1 卧轴卧台平面磨床外形结构图1—立柱;2—滑座;3—砂轮箱;4—电磁吸盘;5—工作台;6—床身2.2 M7130平面磨床的原理工作台上装有电磁吸盘,用以吸持工件。
工作台在床身导轨上作往复运动(纵向运动)。
固定在床身上的立柱上带有导轨,滑座在立柱导轨上作垂直运动;而砂轮箱在滑座的导轨上作水平运动(横向运动),砂轮箱内装有电动机,电动机带动砂轮作旋转运动。
平面磨床在加工工件过程中,砂轮的旋转运动是主运动,工作台往复运动为纵向进给运动,滑座带动砂轮箱沿立柱导轨的运动为垂直进给运动,砂轮箱沿滑座导轨的运动为横向进给运动。
工作时,砂轮旋转,同时工作台带动工件右移(如图2所示),工件被磨削。
然后工作台带动工件快速左移,砂轮向前作进给运动,工作台再次右移,工件上新的部位被磨削。
如此不断重复,直至整个待加工平面都被磨削。
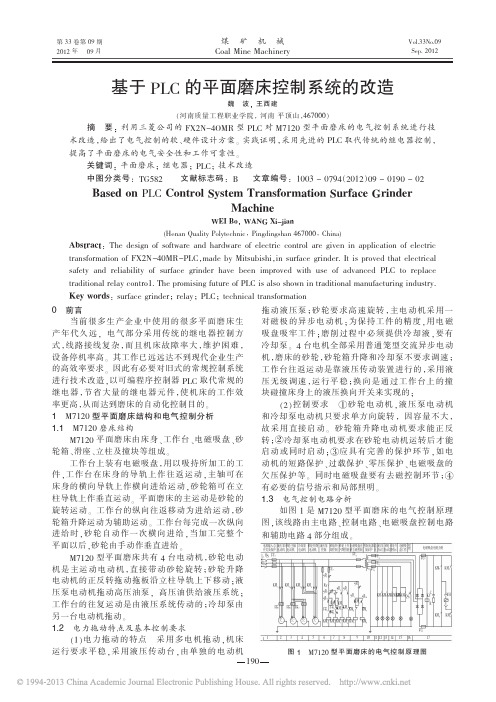
图2 矩形工作台平面磨床工作图1—砂轮;2—主运动;3—纵向进给运动;4—工作台;5—横向进给运动;6—垂直进给运动3、M7130卧轴矩台平面磨床电气操纵原理图3 为M7130型平面磨床电气操纵线路图。
M10100磨床的数控化改造方案
M10100磨床的数控化改造方案用数控技术对M10100磨床进行改装,可提高机床精度,实现圆弧,曲线等鼓形工的磨削加工。
利用CNC计算机控制理论,并结合磨床现状及使用要求对进给、电气控制及自动测量系统进行数控改造,既可提高产品的质量稳定性,又可为企业节省大量的资金,具有显著的经济效益。
改造方案1.数控系统因考虑到需要对M10100磨床导轮修整器和砂轮修整器的纵向和横向都进行准确的进给控制,数控系统的可选择四轴或两轴的系统,如不常对导轮进行修磨可选用两轴系统。
目前常用的数控伺服系统有开环伺服系统、半闭环伺服系统和闭环伺服系统。
本次改造经考虑选用半闭环伺服系统(因闭环伺服系统需要主动电感测微头的配合使用)。
2.电气控制原机床电气控制是一个简单的继电器控制电路,磨床的控制要求快速、准确,并且和CNC 配合使用。
因此采用外置PLC的形式实现电气控制。
使用外置的PLC控制使电路变得简单,大部分原来的电气元件需要更换。
电气部分的改造包括两个部分,一是PLC的选择,二是电气线路的改造.(但介于时间关系此部分不见意进行大的修改.)3.机械传动部分的改造设计机械传动是保证产品精度的重要因素,原液压进给机构由于液压换向时电磁阀的位置不一致,导致进给位置不准确;另外,进给传动链的最后一部分是由普通梯形丝杠将运动传递给工件架的,造成间隙大、寿命短;其补偿机构为凸轮小轴控制,零件损坏快、故障率高,且不易修复。
(1)液压换向阀的电磁阀的更换。
采用伺服电动机、滚珠丝杠串联的方式,装在原磨床的过桥上,代替原磨床的液压进给和补偿机构。
(2)将普通梯形丝杠更换为滚珠丝杠。
滚珠丝杠摩擦损失小、效率高,其传动效率可在90%以上,且精度高、寿命长。
4改造时间安排6月22日对机床导轮修整部和砂轮修整部分进行初步测绘确定改装方案6月23日对上面两部件进行折除(此两部件我们带走并对其进测绘),于24日整理出图纸6月25日根据测绘出的尺寸,对图纸进行重新设计整理,出好各新增部分的产品图纸,于26日与袁助讨论可行性,并对图纸进必要的修改6月27日~7月4日进行另部件的外协加工,在此期间丝杆\系统都必须到位7月5日至8日进行另部件的安装7月9日至10日进行系统安装和调试5.系统的抗干扰措施为了确保系统稳定可靠的工作,采取以下抗干扰措施:1)对于接口干扰,主要在于进入干扰信号的输入/输出端加光耦隔离变压器.2)通过加装金属机箱来达到电磁屏蔽效果。
M7150系列矩台平面磨床工作台运动液压系统改造

M7150系列矩台平面磨床工作台运动液压系统改造刘冬【摘要】本文根据平面磨床的使用特点,以及现有老旧设备的液压系统所存在的难维护、备件难买、性能不稳定、漏油及自动化程度低等缺陷,通过重新设计改成外置电液换向,电液比例调节具有换向可靠性好、易维护和自动化程度较高的特点,提高了设备工作性能。
【期刊名称】《金属加工:冷加工》【年(卷),期】2015(000)024【总页数】3页(P60-62)【作者】刘冬【作者单位】南京工艺装备制造有限公司江苏 211178【正文语种】中文卧轴矩台平面磨床,国家标为M71系列平面磨床,即带有卧式磨头主轴,矩形工作台的平面磨床。
主要功能是用砂轮的周边磨削工件的平面磨削精度和表面质量都较高,适宜于磨削各种精密零件和工模具,我们对公司一台使用多年M7150AX2000型平面磨床进行数控化改造,磨头的垂直进给与前后进给已经被改成伺服电动机驱动。
工作台左右运动仍由液压驱动,以前采用的是陈旧的内置操纵箱结构(将几个不同功能的单个阀组合成操纵箱),用的液压元件全部是专用元件。
需要更换时,市场上买不到,仿制也不容易,给维修带来困难。
加上液压元件老化磨损,造成系统内泄漏严重、换向不稳定和冷却不好导致油温过高,使之工作极不稳定,效率低下。
机床原有垂直进给、前后进给是由手摇进给和快速电动进给两部分组成,通过T牙丝杆副、滚珠框导轨、蜗轮蜗杆副、交换齿轮、交流电动机和手轮实现的。
其结构非常繁琐,数控化改造后,手摇机构去除,将T牙丝杆副改换成我公司生产的滚珠丝杆副,将原有的快速进给交流电动机更换成交流伺服电动机,并重新制作了与电动机匹配的蜗轮蜗杆箱,实现垂直进给、定位和自锁,手动进给可以通过数控系统手脉进行,通过打表测量,目前两轴的定位精度和重复定位精度都分别不大于0.006mm和0.005mm。
原有液压系统是老式平面磨床标配的液压系统,多年前PLC技术或者是数控技术发展的不是很成熟,这样的系统采用的是液动模式,特别是工作台往复运动,换向很不稳定,冲击力大。
MM7120A型精密平面磨床进给装置控制系统的改造
MM7120A型精密平面磨床进给装置控制系统的改造【摘要】介绍了对MM7120A型精密平面磨床的横向进给系统的变频技术技术改造的实践,以发挥出老旧设备的潜在使用值。
【关键词】变频技术;横向进给;运动控制学院科技生产中心的MM7120A型精密平面磨床是生产于1980年,主要用于教学实训,由于其使用量不大,其磨削加工的精度仍然不错。
常见故障多发生在横向进给上,只要将其横向进给装置的直流驱动控制系统进行变频调速的技术改造,就能重新发挥其应有的作用,具有较大的改造价值。
一、MM7120A型精密平面磨床进给装置的组成及原理MM7120A型精密平面磨床的工作台在其磨削加工过程中要实现纵向运行和横向进给,工作台纵向运行采用液压驱动,比较稳定可靠。
其横向进给动作是采用直流电机驱动,经过整流为直流电机提供电源,实现无级调速,并用能耗制动。
横向工作台进给为断续和连续工作方式。
连续工作方式是在磨削的纵向运行一直保持横向进给,这种模式用处不大。
断续工作方式是纵向工作台在运行到左右端换向时,触发QS无触点行程开关发出信号,通过电子延时电路、控制电路及直流继电器控制了断续进给动作。
断续进给是磨削加工时所需要的通常动作。
这些电子电路元件年久老化,特别是直流电机的驱动电源与控制电路部分,故障频出。
二、延时的时间和电机运行转速决定每次横向进给的位移MM7120A型精密平面磨床的横向进给运动的连续工作方式时,横向进给的驱动电机连续运行,当工作台横向运动到端点位置,触发限位开并而改变方向。
磨床的横向断续工作方式时,触发QS行程开关发出信号,通过电子延时电路和控制电路使直流继电器接通并断开,横向进给的驱动电机运行时间与电子延时电路的延时成正比。
原机上断续和连续工作方式电子电路的整流电源、触发延时电路及控制输出电路分别置于三个电路板上。
本来电子原件并不多,又分别制作在三块小电路板上,造成联接复杂、易出故障,改造时把这三块电路板合为一块,使其简单化。
手动平面磨床进刀机构改造
手动平面磨床进刀机构改造高洪浩【摘要】This paper introduces the use of hydraulic drive ratchet mechanism as an automatic tool feed unit and application in the reconstruction of Manual surface grinder .%本文介绍了在手动平面磨床改造中使用液压驱动棘轮机构作为自动进刀机构的方案及应用.【期刊名称】《现代制造技术与装备》【年(卷),期】2015(000)003【总页数】2页(P41,46)【关键词】手动平面磨床;液压进刀机构;棘轮机构;液压驱动【作者】高洪浩【作者单位】威海华东重工有限公司技术中心,威海 264200【正文语种】中文某用户反应其公司现有的一台立柱移动式平面磨床其它机构满足生产要求但由于进刀采用手动进给而产生人工操作误差及加工效率低的情况需进行改造。
如图1为现有设备的磨头运动传动链结构简图。
图2为现有设备的手动进刀机构结构图。
此设备磨头沿立柱导轨上下移动,快速升降电机(普通电机,轴上固定蜗杆)固定于立柱内部;与电机轴上蜗杆配合涡轮(内部加工梯形螺纹亦是丝杆螺母)固定于立柱内腔上部只可作旋转运动;丝杆为梯形丝杆其下部固定于磨头上,丝杆尾端固定蜗轮;进刀手轮座固定于磨头上,传动轴末端固定蜗杆。
其磨头上下快速移动通过快速升降电机驱动快进蜗杆—蜗轮机构旋转促使丝杆上下移动带动磨头运动,加工进刀时只能依靠转动进刀手轮通过手动蜗杆—蜗轮机构旋转丝杆使丝杆移动带动磨头运动实现进刀,进刀量需对照手轮上刻度进行。
从以上机构分析可知此设备进刀采用人工操作导致加工效率低、易产生误差。
根据设备现有机械结构及现场加工要求经过沟通后用户提出如下改造要求:增加一自动进刀机构,进刀量满足0.005~0.04mm之间。
通过图1及图2对此设备现有结构及各种机构对比分析发现在进刀手轮前部增加一液压驱动的棘轮-棘爪间歇运动机构箱带动原有手动传动轴旋转实现自动进刀方式进行改造设计是最经济可行的方案。
浅谈基于M7130平面磨床液压缸密封圈的改造技术及应用
和 先 导 阀拨杆 可 以连 续地 实现 工作 台 的往 复 运 动和 砂 轮 还要有以下条件 : ①弹性好, 还要有回弹性 ; ②有一定的机 架 的 间隙 自动进 给 运 动 , 其 工作 情 况 如 下 : 工 作 台往 复 运 械强度 , 包含伸长率、 扩张强度和抗撕裂强度等。 ③材质性 在 各 种工作 环 境 中 密封 圈 变形小 。④ 加 工成 型 不 动。 在机 电液 联 合控 制 下 能实 现 的工作 循环 是 : 快 进 工 能稳定 , 并能达到精密的尺寸。 ⑤接触面赖腐蚀 , 介质不被污染 进一 死挡 铁停 留一 快退 原 位停 止 。此液 压 系统速 度换 接 难 , 耐热、 耐磨性好。⑦ 适用于使用温度范围为 平稳 , 进 给 速 度 可调 且 稳 定 , 功率利 用合理 , 系 统 效 率 较 等。⑥ 耐油 、
至使液 压 系统 不 能正 常工作 。 外 泄漏还 会 造成 工作 介质 的 了市场 上 买不 到密封 圈 的难题 。 4 结论 与讨 论 浪费 , 污 染环境 。异物 的侵入 会加 剧液 压 元件 的磨 损 , 或使 卡 死甚 至损 坏 , 液 压 元件堵 塞 , 造 成 系统 失灵 。 本文解决 的一个 难题是 液压 缸 的密封 圈损坏 后 ,在 市 2 . 3 M7 1 3 0平面 磨 床 液压 缸 密 封 圈 改造 思 路 及 改造 场 上 难 以购 买而 提 出 的一 种 改造 技 术并加 以制造 和 应用 。 设计 时 , 遵循从 实际情 况 出发 , 有 机地结 合 现有简 单易行 加 后 的剖 视 图( 图 1 ) 工条 件 , 既 能实 现原 有密 封 圈 的功 能 , 又 能 生产 方便 , 降低 成本 。改造后 的密封 圈力 求设计 出结 构简 单、 工作 可靠 、 成 本低 、 效 率高 、 操 作简 单 、 传 动平 稳 , 针 对性 比较 强 , 制作 简
平面磨床M7120机床的数控改造

平面磨床M7120机床的数控改造目录第一章PLC编程介绍··2一、PLC的基本概念··2二、PLC的基本结构··2三、PLC的工作原理··3四、PLC发展方向··5第二章M7120型平面磨床的论述··5一、机床型号的含义··5二、机床的主要结构及运动形式··5第三章M7120电气控制原理的分析··6二、机床对电气线路的主要要求··6二、电气电路分析··6第四章平面磨床M7120 PLC改造··9一、PLC控制要求··9二、PLC的硬件设计··9三、PLC控制软件··12四、电气元件的计算··17五、PLC改造后的原理图··22六、电气柜内接线图··24七、电气柜外接线图··25八、电器位置安装图··27第一章PLC编程介绍一、PLC的基本概念可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。
早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑控制。
随着技术的发展,这种装置的功能已经大大超过了逻辑控制的范围,因此,今天这种装置称作可编程控制器,简称PC。
但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程控制器简称PLC二、PLC的基本结构PLC实质是一种专用于工业控制的计算机,其硬件结构基本上与微型计算机相同,基本构成为:1、电源PLC的电源在整个系统中起着十分重要的作用。
M7130平面磨床主轴系统改造设计.doc

XXXXX毕业设计说明书题目: M7130平面磨床主轴系统改造设计专业:机械设计制造及其自动化学号: XXXXX姓名: XXXXX指导教师: XXXXX完成日期:XXXXX毕业论文(设计)任务书论文(设计)题目:M7130平面磨床主轴系统改造设计学号:XXXXX 姓名:XXXXX 专业:机械设计制造及其自动化指导教师:系主任:一、主要内容及基本要求本课题完成对M7130平面磨床主轴系统的分析设计,主要完成静压轴承主要技术参数确定。
需编写相应的设计说明书,并用二维软件绘制总装配图以及非标准件零件图。
二、重点研究的问题利用静压轴承在保证转速和一些重要结构的基础上改装M7130磨床的主轴系统,另外,在对静压轴承的有关尺寸进行设计计算,确定合理的轴承结构形式和尺寸,节流器,工作参数,润滑油的粘度以及供油系统。
同时必须满足下面要求:1.要求静压轴承具有良好的油膜刚度。
2.尽量减少系统的功率损失及温升。
四、应收集的资料及主要参考文献[1] 孙桓,陈作模主编. 机械原理(第七版)[M] .北京:高等教育出版社,2001[2] 张直明等.滑动轴承的动力润滑理论[M] .北京: 高等教育出版社,1986[3] 孙恭寿,冯明.液体动静压混合轴承设计[M] .北京:世界图书出版公司,1993[4] 庞志成、陈世家.液体静压动静压轴承[M] .:哈尔滨工业大学出版社,1991.[5] 张冠坤、钟洪.液体动静压轴承原理[M] .北京:科技普及出版社,1996[6] 华绍杰.液体静压技术原理及设计[M]:郑州工学院,1984[7] 王同全、王兰小节流液体动静压轴承混合轴承的设计计算与制造.济南数控有限公司,2005.[8] 叶元烈. 机械传动装置设计手册[M] :河南科学技术出版社, 1997.[9] 张冠坤、钟洪.流体动静压轴承[M] .北京:科学普及出版社,1988.[10] 丁振乾. 流体静压轴承[M] .:上海科学技术出版社, 1986.[11] 张冠坤、钟洪.流体静压动静压轴承设计使用手册. 北京电子工业大学出版社,2007.[12] 庞志成,陈世家. 液体静压动静压轴承[M].哈尔滨工业大学出版社,1991,12.[13] 濮良贵,纪名刚.机械设计. 北京:高等教育出版社,1996.XXXXX毕业论文(设计)评阅表学号XXXXX 姓名刘佩专业机械设计制造及其自动化毕业论文(设计)题目:M7130平面磨床主轴系统改造设计目录摘要 (1)第1章概述................................ 错误!未定义书签。
液压系统在小型平面磨床中的应用
液压系统在小型平面磨床中的应用液压系统在小型平面磨床中的应用MY1022平面磨床一、概述:随着我国机械工业的不断发展和机械产品的转型升级,产品的更新换代与日俱增,小平磨行业也和其他机械产品一样走上了与接轨的快车道,在国内市场占有一席地位,小平磨之所以有较强的生命力,与其广泛采用液压系统提升产品当次有着密不可分的关系,那么,应用于小型平面磨床磨床的液压系统,有那几个部分组成,各部分在平面磨床工作中的作用如何?平磨液压系统的组成及作用液压系统的工作原理是:电机带动油泵旋转,泵从油箱中吸油后打油,将机械能转化为液压油的压力能,液压油通过机械式磨床阀转换控制油缸,实现了方向、速度的变化、从而控制了小型平面磨床工作台的方向变换、力量的大小及速度的快慢,推动各种液压机械做功。
2、液压系统各部分组成液压站又称液压泵站,是独立的液压装置,它按驱动装置(主机)要求供油,并控制油流的压力和流量,是液压系统的动力源,用户购买后只要将液压站与磨床主机上的执行机构(磨床阀)用油管相连,液压机械即可实现各种规定的动作、工作循环。
平面磨床液压系统是由油泵装置、控制装置、油箱、电气盒组合而成。
各部件作用如下:2.1泵装置有电机和油泵组成,通常应用在小型平面磨床的油泵有两种:一种50T定量叶片泵,一种是PVF变量叶片泵,它是液压站的动力源,将机械能转化为液压油的动力能。
2.2控制装置是由机械式液压控制阀及通道体组合而成。
它对液压油实行方向、流量调节,是连接液压站与机床的中间环节。
2.3油箱是钢板焊的半封闭容器,上还装有滤油网、空气滤清器、油标指示等,它用来储油、油的冷却过滤。
2.4电器盒分两种形式。
一种设置外接引线的端子板;一种是与机床电器箱主合配置了全套控制电器。
大丰中磨数控机床和液压平面磨床的液压站,结构紧凑,坚固耐用,工作稳定性好,可靠性高,特别适合动态载荷及于粉尘环境下的长期使用。
还可依据客户平面磨床使用的具体需要设计开发液压站等液压系统。
基于PLC的平面磨床控制系统的改造
前言当前很多生产企业中使用的很多平面磨床生产年代久远,电气部分采用传统的继电器控制方式,线路接线复杂,而且机床故障率大,维护困难,设备停机率高。
其工作已远远达不到现代企业生产的高效率要求。
因此有必要对旧式的常规控制系统进行技术改造,以可编程序控制器PLC 取代常规的继电器,节省大量的继电器元件,使机床的工作效率更高,从而达到磨床的自动化控制目的。
1M7120型平面磨床结构和电气控制分析1.1M7120磨床结构M7120平面磨床由床身、工作台、电磁吸盘、砂轮箱、滑座、立柱及撞块等组成。
工作台上装有电磁吸盘,用以吸持所加工的工件,工作台在床身的导轨上作往返运动,主轴可在床身的横向导轨上作横向进给运动,砂轮箱可在立柱导轨上作垂直运动。
平面磨床的主运动是砂轮的旋转运动。
工作台的纵向往返移动为进给运动,砂轮箱升降运动为辅助运动。
工作台每完成一次纵向进给时,砂轮自动作一次横向进给,当加工完整个平面以后,砂轮由手动作垂直进给。
M7120型平面磨床共有4台电动机,砂轮电动机是主运动电动机,直接带动砂轮旋转;砂轮升降电动机的正反转拖动拖板沿立柱导轨上下移动;液压泵电动机拖动高压油泵,高压油供给液压系统;工作台的往复运动是由液压系统传动的;冷却泵由另一台电动机拖动。
1.2电力拖动特点及基本控制要求(1)电力拖动的特点采用多电机拖动,机床运行要求平稳,采用液压传动台,由单独的电动机拖动液压泵;砂轮要求高速旋转,主电动机采用一对磁极的异步电动机;为保持工件的精度,用电磁吸盘吸牢工件;磨削过程中必须提供冷却液,要有冷却泵。
4台电机全部采用普通笼型交流异步电动机,磨床的砂轮,砂轮箱升降和冷却泵不要求调速;工作台往返运动是靠液压传动装置进行的,采用液压无级调速,运行平稳;换向是通过工作台上的撞块碰撞床身上的液压换向开关来实现的;(2)控制要求①砂轮电动机,液压泵电动机和冷却泵电动机只要求单方向旋转,因容量不大,故采用直接启动。
大型平面磨床磨头横进给液压系统的新设计
大型平面磨床磨头横进给液压系统的新设计
陈友侃
【期刊名称】《磨床与磨削》
【年(卷),期】1998(000)001
【总页数】2页(P71-72)
【作者】陈友侃
【作者单位】上海磨床研究所
【正文语种】中文
【中图分类】TG582.023
【相关文献】
1.大型双进给珩磨头的珩磨力数学模型研究∗ [J], 廖秋岩;张龙波;樊思敏
2.M7150A/H卧轴矩台平面磨床磨头进给运动故障修理 [J], 李红兴;邓呈峰
3.大型双进给珩磨头油石座的结构优化∗ [J], 侯运丰;廖秋岩;张龙波;樊思敏
4.大型双进给珩磨头磨头体的拓扑优化 [J], 侯运丰;张龙波;廖秋岩
5.大型双进给珩磨头磨头体的轻量化 [J], 王亚杰;侯运丰;翁捷
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平面磨床磨头横向进给液压系统改造
摘要:本文以改造平面磨床磨头横向进给速度慢的故障为例,介绍了平面磨床
磨头横向进给液压系统的改进方案,弥补了液压系统流量不足的问题。
关键词:平面磨床:液压系统:故障
平面磨床是一种机械加工常用机床,其磨头横向进给为间歇式运动,他对进
给平稳性、进给精度、进给频率都有较高的要求。
可现有的平面磨床磨头横向进
给时,不能够快速间歇进给,在磨削零件时,由于磨头横向定位进给速度与纵向
工作台往复运动动作不协调,造成零件挤飞现象。
1工作原理
此机床的液压传动系统采用25升/分叶片油泵供油,油液为32号机械油。
油
液经网式滤油器吸入油泵后,输入各液压部件,在油路系统中有溢流阀装置,可
防止工作时的负荷过载,以保证各部件的正常工作。
如系统中的油液因堵塞而引
起油路系统中压力的升高,当压力超过溢流阀所规定的压力时,溢流阀打开,油
液经回油管回至油池,以保证整个系统的安全。
系统压力可调至1.4~1.6MPa即可。
磨头横向进给靠工作台操纵箱中的进刀滑阀、进刀操纵控制手扭、和三位四
通电液换向阀联合控制进行运动。
三位四通电液换向阀换向的快慢可用其控制油
路中的单向节流阀来调节,实现换向的缓行,避免液压系统的换向冲击。
油液由
叶片泵进入工作台操纵箱,通过磨头体进刀操纵控制手扭的油液,经三位四通电
液换向阀,可作磨头体液压缸传动之用。
磨头体液压缸的左右运动由三位四通电
液换向阀左端或右端电磁铁的得电状况控制。
进刀操纵控制手扭有三档位置,在第一档位置时为连续进刀油液流动反向,
如果回转进刀操纵控制手扭至第二档位置时,通往磨头的油液通路关断,油液停
止进入换向阀,则磨头体停止进刀。
如果回转进刀操纵控制手扭至第三档位置时,连续进油通路被关断,油液经先导阀(工作台每次换向一次即可进行一次断续进刀,其进刀量由进刀操纵控制手扭来调整)断续供油,磨头体进行断续进刀。
回转进刀操纵控制手扭在第一档与第二档位置之间,可使连续进刀得到无极
变速,其调整范围为0.5~1.8米/分。
在第二档与第三档位置之间,可是断续进刀
得到无极变速,其调整范围为5~18毫米。
2分析过程
2.1外观分析
2.1.1分析电路图,检查控制系统是否存在设计缺陷。
2.1.2分析液压系统图,检查液压系统是否存在设计缺陷。
2.1.3检查导轨斜铁的松紧程度及润滑系统是否工作良好。
2.1.4检查液压系统压力是否正常,油位是否达到指定位置,管路中是否有空
气进入。
2.1.5调整横向进给的节流阀至最佳位置。
2.1.6调整回油缓冲的溢流阀至最合适的压力。
首先分析了电路图和控制系统均设计合理,使用正常。
2.2系统分析
其次分析检查液压系统,通过分析发现磨头横向进给速度慢的原因主要是液
压系统设计存在缺陷,系统流量不足(图1)。
解决问题的关键在于提高系统流量。
此系统磨头纵向进给采用了“O”型三位四通横换向阀,实现换向动作,通过节
流阀进行调整油缸运行速度,回油口采用溢流进行泄油缓冲。
通过对节流阀和缓冲溢流阀进行调整,始终无法达要求。
通过与技术人员沟通和查阅相关资料得知,提高系统流量的方法还可以采用改变液压回路和改变液压元件来实现。
实现提高系统流量主要有以下三种方法。
2.2.1方案一:将原有的O型三位四通横向阀更换为Z型三位四通换向阀来实现差动增速(图2)。
图1 图2
其功用是在不增加液压泵流量的前提下,通过改变液压元件的流量加快油缸空载运行时的速度。
此种换向阀是利用单活塞杆液压缸活塞受压面积的不同,在活塞杆外伸行程时,让液压缸有杆腔的油液反馈到无杆腔,从而实现增速。
2.2.2方案二:增加顺序阀,液控单向阀来实现差动增速(图3)。
图3
其功用为压力控制差动回路,液压缸有杆腔油液可经顺序阀返回无杆腔,空载前进时,回油侧的液控单向阀关闭,油液经顺序阀返回无杆腔,形成差动回路实现液压缸快速前进。
2.2.3方案三:改变阀块油孔直径。
扩大阀块油孔直径可以增加流量(将原来的油孔φ5扩大为φ8)。
2.3针对以上三种方案我们分别做了实践及分析,结论如下:
2.3.1根据方案一,将O型三位四通换向阀更换为Z型三位四通换向阀后,流量有明显加快,但是还有斜向进给现象。
通过对外围的节流阀和溢流阀调整仍没有改变流量。
因此不采用方案一。
2.3.2由于方案一在此磨床液压系统中不能明显改变系统流量。
通过调研和查阅说明书得知,三位四通阀的额定流量为60L/min,能够满足平面磨床磨头横向进给的流量速度(25L/min)。
从而说明,O型三位四通换向阀之后的系统流量能够满足磨头横向进给的流量速度,但是方案二改变的系统油路是O型三位四通换向阀之后油路,所以也不能改变系统流量,因此方案二也不采用。
2.3.3通过对方案一和方案二的实践和分析,O型三位四通换向阀之前的系统流量不能满足磨头横向进给的流量速度,因此采用方案三对阀块油路孔直径进行改变。
改变后,液压系统流量有明显增大,磨头横向进给速度有明显增快。
最后调整了磨头导轨的斜铁;对润滑管路和分油器进行了清理;更换了液压油液;对系统的溢流阀、节流阀进行了调整。
通过对液压系统的改造和调整,改变了磨头斜向联动进给现象,恢复了磨头在工作台运动在两端后快速断续进给功能,机床恢复了正常运行。
2.3.3通过对方案一和方案二的实践和分析,O型三位四通换向阀之前的系统流量不能满足磨头横向进给的流量速度,因此采用方案三对阀块油路孔直径进行改变。
改变后,液压系统流量有明显增大,磨头横向进给速度有明显增快。
最后调整了磨头导轨的斜铁;对润滑管路和分油器进行了清理;更换了液压油液;对系统的溢流阀、节流阀进行了调整。
通过对液压系统的改造和调整,改变了磨头斜向联动进给现象,恢复了磨头在工作台运动在两端后快速断续进给功能,机床恢复了正常运行。
3结束语
以上分析了平面磨床磨头横向进给液压系统的故障,从中总结出在对平面磨床,所要注意的是磨头横向进给和工作台纵向进给要协调。
特别要注意磨头横向
进给在空行程时进给速度要快。
因为对于平面磨床来说,磨头横向进给要在工作台纵向进给换向的一瞬间完成间歇进给。
因此平面磨床对磨头横向进给速度要求是相当严格的。
通过这次的改造,觉得我们的经验和技术知识还是有所欠佳,在以后的排故改造过程中,还应该从中不断地总结经验,不断加强技术论证,以便为以后的工作提供更加详细的理论支持。