宝钢1880mm热轧工艺技术自主集成创新实践_张文学
宝钢1580热轧IF钢铁素体轧制工艺探讨

KEY W oRDS: h o t r o l l i n g;f e r r i t e r o l l i n g;r o l l — f o r c e ;d e f o m a r t i o n r e s i s t a n c e
轧 带钢 和超 薄带 钢 生产具 有 很 多优 点 _ 2 ] 。由 于低
a c t u a l e f f e c t o f f e r r i t e r o l l i n g o f T- 2 . 5 C A s t e e l f o r t i n p l a t e b y 1 5 8 0 h o t - r o l l i n g mi l 1 .P r o p e r t e mp e r a t u r e a n d d e f o m a r t i o n s y s t e ms or f t h e f e r r i t e r o l l i n g o f T一 2 . 5 C A we r e e s t a b l i s h e d b y a n a l y s e s o f t h e d e f o m a r t i o n r e s i s t a n c e a n d t e mp e r a t u r e o f o t h e r I F s t e e l s i n t h e c o u r s e o f a c t u l a r o l l i n g .G o o d r o l l i n g r e s u h s w e r e o b t a i n e d i n t h e a c t u a l r o l l i n g . r h e e x p e r i e n c e g i v e s a
宝钢1880mm热轧工艺技术自主集成创新实践_张文学

1880mm 热轧的设计与建设定位在 高效、低 耗、多品种, 全球最具竞争力的热轧生产线 这一 总体目标。产品定位不等同于产品大纲, 产品定 位是确定产品大纲的基础和前提, 主要包括两个 方面: 主要产品品种及规格; 典型产品的强度 级别。
800 MP a, 抗拉强度 1 200 M Pa; 冷轧原料, 包括 冷轧汽车外板和高强普通冷轧板冷轧汽车板。
张文学等 宝钢 1880mm 热轧工艺技术自主集成创新实践
23
冷轧原料 ( 273. 616 万 t)
热轧商品材 ( 96. 384 万 t)
表 2 1880mm 热轧产品品种及其强度级别
耗, 以及原料 ( 产品化学成 分中的合金 ) 消耗等,
汽车板 家电板
软钢 高强钢 ( 490 ~ 980 M Pa)
软钢 高强钢
热轧酸洗板 ( 25 万 t)
热轧普碳钢: SPH C, SS400, Q 345B, B480GNQ R
热轧低合金高强钢 ( HSLA ) : Q StE 600TM, Q S tE700TM, BS600M C, BS700M C
综上所述, 1880mm 热轧产品 品种分为 3 大 类, 如表 2所示。 冷轧硅钢原料: 包括取向硅钢 和高牌号无取向硅钢; 热轧高强钢: 包括低合金 高强钢 ( H SLA )系列和相变强化高强钢系列 ( DP, TR IP, MP 或 CP 等 ), 低合金高强钢最高强度级别 将达到屈服强度 700 M Pa, 抗拉强度 1 000 M Pa, 相变强化高强钢最高强 度级别将达到屈 服强度
宝钢热轧超高强度钢的研究开发_郑磊

R esearch and D evelopm en t of U ltra-h igh Strength H ot-rolled Steel at Baosteel
卷取时有些试验钢出现贝氏体与马氏体的混合组 织; 在分段冷却、低温卷取时出现贝氏体与马氏体 混合组织。所有试验钢在 DQ 冷却模式下基本为 低碳板条马氏体组织。钢的强度随卷取温度的降 低而增加, 且卷取温度越低, 强度增加越快; 延伸 率随卷取温度的降低而降低。图 1为 Q2试验钢 在 600、400 和 200e 卷取温 度下 的典 型金相 组 织。强度与延伸率随卷取温度的变化见图 2、3。
如图 2所示。可以看到, 随着卷取温度的降低, 试 验钢的强度上升、延伸率下降, 但延伸率数据波动 较大; 在卷取温度一定时, 随着含碳量的上升, 试
验钢的强度上升, 延伸率下 降。M 1 ~ M 3 试验钢 为 C-M n-Nb-T i系, 除了含碳量不同外, 其他元素 含量基本相同。由图 2 ( a )、( b) 还可知, 含碳量 对强度的影响在不同的卷取温度时差别较大。在 600e 高温卷取时, 含碳量的变化对强度的影响很
2 实验室的试验结果与讨论
2. 1 卷取温度及成分对试验钢组织和性能的影响 2. 1. 1 卷取温度对试验钢组织和性能的影响
随着卷取温度的降低, 试验钢的组织由铁素 体 + 珠光体 ( F+ P )向贝氏体 ( B )、马氏体 ( M ) 演 变。在 500e 卷取时 有些试验钢出现铁素体、珠 光体与 贝氏体的混合组织; 在 400、350 和 300e
宝钢热连轧工艺流程

宝钢热连轧工艺流程宝钢热连轧工艺流程是指在连续铸轧机上通过连续铸轧的方式将熔融钢水经过拉坯、轧制、控制冷却等工艺过程,最终制成成材的一种连续化生产过程。
下面将详细介绍宝钢热连轧工艺流程。
彩条钢坯的生产连续铸轧的第一步是将熔融钢水通过连铸机拉制成宽厚的板坯。
在拉坯过程中,具体工艺包括喷水冷却、过真空脱气、拉坯2次冷却等。
喷水冷却是指将熔融钢水在事先喷淋的水帘区域中喷射冷却水,以降低钢水温度。
过真空脱气则是通过将钢水放置在真空状态下,以去除钢水中的气体和杂质。
拉坯2次冷却是指在两次拉制过程中,通过冷却水将板坯表面冷却至适合下一道工序的温度。
热连轧工艺流程1. 热连轧机进料:将冷却好的宽厚板坯通过入口辊道运送至热连轧机的进料机构,进而进入轧机的机体内。
2. 加热:进料机构将宽厚板坯送入轧机,然后通过预加热炉将板坯加热至适宜轧制温度。
在加热过程中,需要控制温度的均匀性,确保板坯达到较为均匀的温度。
3. 粗轧:加热后的板坯进入粗轧机组,通过辊子的轧制将其厚度逐渐减小,同时宽度也得到调整。
连轧机组通常包括两台一对辊粗轧机。
在粗轧过程中,需要根据材质、轧制要求等参数来控制轧制力和辊子的间隙。
4. 精轧:经过粗轧后的板坯还需进行精轧处理。
精轧是为了进一步调整和控制板坯的厚度和宽度尺寸。
精轧也是通过辊子的轧制来实现,通常采用辊子直径较小的辊机进行。
5. 冷却:经过精轧的钢材需要通过冷却工艺来控制其温度。
冷却过程通过在钢材表面吹冷却气体,快速冷却,使钢材温度逐渐下降到合适的水平,达到一定的机械性能。
6. 长切:冷却后的板坯由切割机组进行长切处理,即将连续钢材切割成所需的细长钢材。
7. 边剪:长切后的钢材经过边剪机组进行边剪处理,即在钢材两端进行切除边缘不规则的部分。
8. 尾处理:经过边剪后的钢材进行尾处理,即切除钢材末端不合要求的长度,确保钢材长度符合要求。
9. 卷取:经过尾处理的钢材进入卷取机组,通过辊子的拉力将钢材卷取成卷材。
中国宝山钢铁股份有限公司热轧精益生产项目方案的研究

中国宝山钢铁股份有限公司热轧精益生产项目方案的研究1. 项目背景中国宝山钢铁股份有限公司是中国最大的精密冷轧带钢生产基地之一。
该公司一直致力于提升生产效率和产品质量,为了满足市场需求和提高竞争力,决定进行热轧精益生产项目的研究。
热轧工艺是宝山钢铁公司的主要生产过程之一,但在过去的几年中,随着市场竞争的加剧以及客户对产品质量的要求不断提高,该工艺面临一些挑战。
传统的热轧生产方式存在着生产效率低、产品质量波动大的问题。
因此,宝山钢铁公司希望通过引入精益生产方法来优化热轧工艺,提高生产效率和产品质量。
2. 项目目标本项目的目标是通过引入精益生产方法,优化热轧工艺,实现以下目标:•提高生产效率:通过减少非价值增加的步骤和浪费,缩短生产周期,提高热轧产量和生产效率。
•改善产品质量:通过优化工艺参数和控制方法,降低产品质量波动,提高产品一致性和稳定性。
•减少成本:通过合理规划生产过程,减少浪费和不必要的资源消耗,降低生产成本。
•增强竞争力:通过提高生产效率和产品质量,提升市场竞争力,并满足客户对高品质产品的需求。
3. 项目实施步骤3.1 数据收集与分析首先,我们将通过收集和分析已有的热轧生产数据来了解当前工艺存在的问题和改进空间。
同时,我们也需要收集客户的反馈和需求,以便在优化过程中能够更好地满足市场需求。
3.2 建立价值流图在了解当前热轧工艺的基础上,我们将建立热轧工艺的价值流图。
通过可视化整个生产过程中的价值流动和非价值增加的步骤,我们可以确定哪些环节存在浪费和瓶颈,并确定优化的重点。
3.3 识别和削减浪费根据建立的价值流图,我们将识别出生产过程中存在的各种浪费现象,如过程中的等待、库存积压、不必要的运输等。
通过使用精益工具,如5S、单点流、Kanban等,我们将逐步削减这些浪费。
3.4 优化工艺参数和控制方法在削减浪费的基础上,我们将进一步优化热轧工艺的参数和控制方法。
通过使用统计工具和数据分析方法,我们将确定最佳的工艺参数范围,并建立有效的控制方案,以降低产品质量波动。
1880热轧液压活套分析与应用

1880热轧液压活套分析与应用王启尧谢捷宝钢分公司热轧厂1880 设备车间,上海201941摘要1880热轧活套采用新型伺服液压系统,比一热轧、二热轧活套马达控制方式响应更快、精度更高。
本文主要从液压活套的伺服控制系统应用与电气控制方式等方面进行着重分析。
1880热轧活套控制系统除了传统控制方式之外,还有较为先进的张力与角度结耦控制的ILQ控制方式,前机架间还可以选择投入微张力控制。
针对三热轧活套的特点,对活套的控制方式和时序进行研究分析,提高活套在生产过程中的稳定性。
关键词液压系统、伺服阀、单位张力、ILQ控制Abstract:1880 hot rolling mill adopts new type hydraulic servo control system.,which have quick response and high accuracy than the motor control loopers in NO.1 and NO.2 hot rolling mill. The thesis mainly analyzes the aspects for the application of hydraulic looper servo control system and electrical control. Besides the convention control mode,there is also ILQ control mode in NO.3 hot rolling mill,which uses the coupling control in tension and angle. It also can choose to use looperless control in the frontal stand. It analyses the control mode and timing through the loopers characteristic in NO.3 hot rolling mill in order to advance the looper stability in production.Keywords:Hydraulic system Servo valve unit tension ILQ control1.引言目前,世界上带钢热连轧生产中的活套有电动和液压2种,电动活套采用低惯量快速直流电机驱动,一般从起套到升至工作角约0.5秒,到建立给定的张力则共需1S 左右,又根据电动活套系统中电机的转矩与带钢张力转矩、重力转矩之合成转矩成对应正比关系,以及电动机转矩与电流对应正比关系可知,直流电机的电流便是电动活套张力控制系统的主要控制对象,通过对电机电流的动态调节,可起到活套对带钢恒张力控制的工艺目标。
包钢2250mm热轧生产线工艺流程

包钢2250mm热轧生产线工艺流程1. 原料准备在热轧生产线上,主要的原料是热轧坯和燃料。
热轧坯是通过连铸机将液态钢浇铸成坯,在坯料冷却后送至热轧车间。
燃料主要是煤炭、焦炭和焦粉,用于热轧炉的加热。
2. 热轧工艺热轧工艺是将热轧坯通过一系列的轧制工序,使其形成所需的钢材产品。
热轧工艺包括加热、粗轧、精轧、冷却等工序。
加热:热轧坯进入炉内进行加热,将坯料加热至适合热轧的温度,以便于后续的轧制工序。
粗轧:加热后的坯料通过粗轧机进行轧制,将坯料压制成厚度适中的钢板。
精轧:粗轧后的钢板再经过精轧机进行轧制,使其变得更加平整、光滑,并且使钢材的厚度更加精确。
冷却:经过精轧后的钢板,通过冷却设备,迅速冷却至室温,以获得理想的组织和性能。
3. 质量控制热轧生产线上的质量控制是非常重要的,其关键是控制热轧工艺中的各项参数,以确保生产出合格的产品。
温度控制:热轧时,通过监测和控制炉内温度,保证钢坯达到理想的热轧温度,确保热轧过程中的均匀性。
轧制力控制:通过控制轧机的轧制力和速度,保证轧制过程中的稳定性,避免产生过大的轧制应力,保证产品的表面光洁度和尺寸精度。
冷却控制:通过控制冷却设备,保证产品的冷却速度和温度均匀性,确保产品的组织和性能达到要求。
4. 辅助设备热轧生产线上还配备了各种辅助设备,如切割机、卷取机、探伤机等,用于对热轧钢材进行后续加工和检测。
切割机:用于将热轧钢板切割成所需的长度和宽度。
卷取机:用于将热轧钢板卷取成卷材,以便于运输和储存。
探伤机:用于对热轧钢材进行探伤,检测产品的质量和表面缺陷。
5. 成品检验最后,热轧钢材经过生产线上的各项工艺后,需要进行全面的成品检验,以确保产品的质量符合要求。
尺寸检验:通过测量设备对产品的尺寸精度进行检验。
化学成分检验:通过化学分析仪器对产品的化学成分进行检验。
机械性能检验:通过拉伸试验、冲击试验等手段对产品的机械性能进行检验。
表面质量检验:通过目视和仪器检测对产品表面质量进行检验。
宝钢不锈钢分公司钢铁是怎样炼成的

宝钢不锈钢分公司钢铁是怎样炼成的
张岩
【期刊名称】《微型机与应用》
【年(卷),期】2006(25)11
【摘要】@@ 2004年4月18日,宝钢不锈钢分公司(以下简称"宝钢不锈钢")综合自动化系统开始进行不锈钢产线炼钢、连铸热负荷试车,第一炉不锈钢出钢计划下达.
【总页数】2页(P67-68)
【作者】张岩
【作者单位】无
【正文语种】中文
【相关文献】
1.宝钢不锈钢分公司2500 m3高炉碱金属平衡 [J], 张新文;傅元坤
2.ANDRITZ为宝钢不锈钢分公司建造冷轧退火酸洗生产线 [J],
3.崛起的宝钢集团不锈钢精品基地--不锈钢分公司不锈钢工程介绍 [J], 史国敏
4.宝钢不锈钢分公司炼钢厂脱磷铁水直接冶炼奥氏体不锈钢 [J], 驿路
5.宝钢不锈钢分公司产销系统(下) [J], 王文瑞;蒋继强;杨建中
因版权原因,仅展示原文概要,查看原文内容请购买。
宝钢热轧带钢生产技术进步与展望_黄传清

2008年第3期宝 钢 技 术宝钢建设30年回顾与展望宝钢热轧带钢生产技术进步与展望黄传清,张文学(执笔)(宝钢分公司 热轧厂,上海 200941) 摘要:系统地总结了自1989年宝钢2050m m热轧投产以来,宝钢热轧带钢产量提升、工艺技术应用、产品开发、质量改进的历程。
从1989年到2007年,通过18年的努力,宝钢热轧技术从无到有,发展到拥有5条热轧宽带钢生产线、年产1980万t热轧钢卷的规模;热轧工艺技术水平、产品种类及等级、主要质量及技术经济指标等都分别达到了国内领先或世界一流水平。
随着新的热轧生产线的建成投产,到2010年,宝钢热轧钢卷的生产能力将超过3000万t,并进一步拓展到取向硅钢、合金板带等产品的热轧生产技术领域。
关键词:带钢热轧;管线钢;O5板;镀锡板;集装箱板;硅钢中图分类号:T G333.7+1 文献标识码:B 文章编号:1008-0716(2008)03-0001-11R e v i e wa n d P r o s p e c t o f H o t S t r i p R o l l i n g T e c h n o l o g y a t B a o s t e e lH u a n g C h u a n q i n g,Z h a n g W e n x u e(H o t S t r i p R o l l i n g P l a n t,B a o s t e e l B r a n c h,S h a n g h a i200941,C h i n a) A b s t r a c t:T h e h i s t o r y o f t h e c a p a c i t y e x p a n s i o no f h o t-r o l l e ds t r i p,t h ea p p l i c a t i o no f p r o c e s s t e c h n o l o g i e s,t h ed e v e l o p m e n t o f h o t-r o l l e dp r o d u c t,a n dt h ei m p r o v e m e n t o f p r o d u c t q u a l i t ys i n c e t h ec o m m i s s i o n i n go f2050m m h o ts t r i pm i l l i n1989,w e r e s y s t e m a t i c a l l y r e v i e w e d.Wi t h t h e d e v e l o p m e n t i n t h e p a s t18y e a r s f r o m1989t o2007,B a o s t-e e l h a s c o n s t r u c t e df i v e h o t s t r i pm i l l s w i t ha t o t a l a n n u a l c a p a c i t y o f19.8m i l l i o n t o n s,a n d t h e p r o c e s s t e c h n o l og y a p-p l i c a t i o n,p r o d u c t c a t e g o r i e s a n ds t e e l g r a d e s,p r o d u c t q u a l i t y,m a j o r t e c h n i c a l a n d e c o n o m i c a l i n d e x e s,e t c.,h a v eb e e na h e a do f t h e d o m e s t ic e q u i v a l e n t o r r e a c h ed t he w o r l d a d v a n c e dl e v e l.B y t h e e n do f2010,w i t hm o r e h o t s t r i pm i l l s b e i n g p u t i n t o o p e r a t i o n,t h e e x p e c t e d t o t a l a n n u a l c a p a c i t y w i l l b e o v e r30m i l l i o n t o n s,a n d t h e p r o d u c t c a t e g o-r y w i l l c o v e r g r a i n o r i e n t e d(G O)S i-s t e e l s a n da l l o y e ds t e e l s t r i p a n d s h e e t.K e yw o r d s:h o t s t r i pr o l l i n g;p i p e l i n e s t e e l;O5s t e e l s h e e t;t i n p l a t e;c o n t a i n e r s t e e l s h e e t;S i-s t e e l0 前言1989年8月3日2050m m热轧第一卷落地,标志着宝钢正式加入了热轧板带钢产品生产与技术开发的行列。
宝钢不锈钢热轧板卷工程工艺技术

宝钢不锈钢热轧板卷工程工艺技术作者:史国敏宝钢不锈钢热轧板卷工程分二期建设。
一期工程包括一条不锈钢炼钢连铸生产线、碳钢炼钢连铸生产线和1780mm热轧生产线;二期工程包括一条不锈钢炼钢连铸生产线。
二期工程建成投产后,生产规模为年产铁水300万吨,钢340.6万吨(其中碳钢190.6万吨、不锈钢150万吨),钢坯328.9万吨(其中碳钢板坯184.9万吨,不锈钢坯144万吨),钢卷309.73万吨(其中热轧碳钢卷181.2万吨,不锈钢卷128.53万吨),不锈钢坯11.5万吨。
工艺流程炼钢所用的铁水来自750m3高炉和2500m3高炉,采用炉前脱硅工艺,在出铁场全量脱硅处理后,由260t鱼雷罐车扒渣后送往铁水倒罐站。
供不锈钢铁水采用铁水罐顶喷脱磷处理后,兑入100t电炉(EAF),并加入不锈钢返回料、合金等固体料,熔炼成不锈钢母液,然后兑入120t侧复吹氩氧脱碳炉(AOD)脱碳精炼。
不锈钢生产工艺组织灵活,可以采用三步法经120t真空脱碳精炼装置(VOD)精炼出成品,也可以采用二步法经侧复吹氩氧脱碳炉(AOD)出成品。
在电炉修炉时还可以采用不经电炉的生产工艺,即可用120t侧复吹氩氧脱碳炉(AOD)直接兑脱磷铁水加合金冶炼400系列和300系列不锈钢。
供碳钢铁水采用铁水罐搅拌脱硫处理,兑入2×150t脱磷脱碳双联复吹转炉进行高速少渣冶炼,钢水再经真空脱气装置(RH)或成份调整密封吹氩站(LATS)进行炉外精炼。
另设LF炉,既可用于不锈钢又可用于碳钢的保温和精炼,以配合连铸作业。
在一般情况下1#、2#转炉也可采用单联法即单炉脱磷脱碳生产。
连铸单元设四台一机一流板坯连铸机,经转炉吹炼及精炼后的不锈钢钢水送往二台不锈钢板坯连铸机;经转炉吹炼及精炼后的碳钢钢水送往两台碳钢板坯连铸机。
不锈钢和碳钢板坯连铸机的机型统一,无缺陷不锈钢板坯直送热轧板坯库,部分板坯(约20%)需下线修磨后送板坯库。
碳钢板坯在轧制不锈钢时下线,轧制碳钢时可直接热装至加热炉(板坯温度750~800℃),也可直接热送至热轧板坯库,并可与400系不锈钢混合轧制。
二炼钢—1580mm热轧—1880mm热轧物流动态跟踪的设计

t a nert n .I itga stes e kn ,lg t s h t ol g ad e up n rc ig o n it ae o e t nert h t l ig oi i ( o— ln ) n q imett kn g d e e ma sc ri a
mo e e ta ie r c n r l d, c mp e e sv a d l a e , whih z o r h n i e n ce r r c wi pa a a t e o e n c e u i g l l y n c i r l i s h d ln l v
d i1 .9 9 ji n 10 0 1 .0 10 . 1 o :0 3 6 /.s .0 8— 7 6 2 1 . 1 0 6 s
A e i n f r dy a i r c i n pr du to o itc r d sg o n m c t a k ng i o c i n l g s is f o
No 2 S e l a ng.1 5 0 mm n 8 m o - o ln i s . t em ki 8 a d 18 0 m he a g U i n n i n p f ( r e n d ns aieD p r n , a sa o Ma kt gA mii rt e at t B oh nI n& Sel o , t. S a g a 090 C ia i t v me r t . L d , h n h i 10 , hn ) eC 2
a js e t h t h riga dh t e vr , oi i o t l n q imet n gm n. dut n , o c agn n o d l e lg t scnr de up n ae e t m iy sc oa ma
宝钢1880热轧模型技术研发-2022
宝钢1880热轧模型技术研发-2022张健民宝钢股份研究院自动化所摘要:1880三热轧是宝钢最新的热轧生产线,宝钢自主开发了三热轧过程机系统。
本文简要介绍了宝钢1880三热轧L2过程机的自主开发情况,主要包括1880总体介绍、L2过程机系统的自主设计、L2关键的模型控制系统。
1880模型控制系统已成功投运,表明宝钢已形成热轧模型技术的自主开发能力。
关键词:宝钢,1880热轧,模型ReearchandDevelopmentof1880HotMillModelinBaoteelZhangJianminReearchIntitute,AutomationReearchDepartment,BaohanIron&Steel Corp.LtdAbtract:The1880mmthirdhotmillithelatetproductlineinBaoteel,whichprocecon trolytemidevelopedbyBaoteelelf.Somethingofelf-developmentofL2ytemareintroducedinthipaper,whichincludeofthegene ralproce,thedeignofL2procecontrolytemandomekeymodelcontrol.1880m odelcontrolytemiuccefullyrunninginmanufacturefieldnow,whichindic atethatBaoteelhabootedthecapacityinhotmillmodeltechnology.Kewword:Baoteel,1880HotRolling,Model1前言在以板带为主的钢铁企业中热轧处于承上启下的瓶颈位置,它具有高产、高速、高温特点。
热轧过程控制系统是整个热轧自动控制系统的核心,热轧模型技术又是热轧过程控制中最核心的技术。
《宝钢技术》2008年总目次

大型成套设备设计理念在宝钢分公司 4连铸机中的应用 ………………… 王克勇, 郁祖达, 阎朝红( 1 3) 宝钢 分公 司 6转 炉 干法 烟气 除尘 系统运 行分 析 …… …… ……… …… ……… … ……… …… 王英均 ( 5 3) 热轧钢 板矫 直工 艺 的有 限元 分析 … …… …… …… …… …… …… …… 张春 丽 , 晓臻 , 杨 贺 佳 , (8 等 3) 电站 主要辅 机故 障应对 B P — u ak试验 … … ……… …… …… …… …… ……… …… … 陈又 申( 2 F T R nB c 4) 宝钢 暖通领域 的节 能 问题探讨 … …… …… …… …… …… …… …… ……… … ……… …… … 陈 健 (6 4) 含钛不 锈钢连 铸水 口结 瘤 和结 晶器 “ 鱼 ” …… ……… …… …… …… …… …… ……… … 郑 宏光 ( 0 结 … 5) 宝钢二 炼钢 扩容改 造机 车配 置与 作业模 式 研究 …… …… …… …… …… …… ……… …… … 刘 庆伟 (5 5) 用 Wodra A new r IS软件 实现 厂级 制造 执行 系统 的构建 … …… …… …… …… ……… …… … 林 海 (9 e 5) 宝钢厚板连铸机结晶器凝固传热模型的研究和开发 ………………… 梅 峰 , 阎朝红, 张立峰 , 6 ) 等(3 宝钢备件以旧换新信息管理系统的设计与实现 …………………………… 朱大维, 杜嫣 斐, 梁旭 东(8 6) 直 流 电弧炉炉 底 阳极 用 耐火 材料 …… …… …… …… …… …… …… ……… …… ……… …… 严永 亮(2 7) 宝 钢热镀 锌无 铬钝化 钢板 的生 产 … … ……… … ……… …… …… …… …… 刘 朴 , 魏 宇 , 贤龙 (7 谢 7) 专利 信 息 … …… ……… …… …… …… …… …… …… …… ……… … ……… …… …… ……… … ( 3 ( 6 2 )7)
蓄热式步进梁式加热炉的开发和应用
收稿日期:2003-06-10;修回日期:2003-07-20.作者简介:张文学(1943—),男,教授级高级工程师,国家级有突出贡献专家,长期从事工业炉设计和研究,获得过国家、部省级科技进步奖8项,获得国家专利10项.文章编号:1001-6988(2003)0420029205蓄热式步进梁式加热炉的开发和应用张文学(中冶集团马鞍山钢铁设计研究总院,马鞍山243000)摘 要:介绍了采用高温燃烧技术(HT AC )设计的国内第一座蓄热式步梁式加热炉的开发和应用,分析了该燃烧系统在步进梁式加热炉上的应用效果和关键技术。
指出了采用HT AC 技术进一步优化蓄热式燃烧系统的设计基本思路。
关键词:高温空气燃烧;步进梁式炉;应用中图分类号:TF066 文献标识码:BDevelopment and Application on the H igh TemperatureAir Combustion System in the W alking 2Beam H eating Furnace in the DomesticZH ANG Wen 2xue(Maanshan Iron and Steel Project Planning &Research Institute ,Maanshan 243000,China )Abstract :The development and application on high tem perature air combustion system in the walking 2beam heating furnace is introduced in this paper.By analyzing the application and the key technology ,the im proving de 2sign idea of high efficiency regenerative combustion system is put forward.K ey w ords :high tem perature air combustion ;walking 2beam heating furnace ;application1 前言蓄热式高温燃烧技术和传统的燃烧技术相比,有着无与伦比的优点。
C3计算机在宝钢1880热轧过程控制系统中的运用
S 34卷第6期中 国锰业V 〇1..34N 0.62016 年 C H I N A S M A N G A M E S E I M D O S T E Y2〇i 6C 3计算机在宝钢1880热轧过程控制系统中的运用乔奎贤\陈秋菊2(1.西安0*大学计筹机科学与工_学愤,陕西西变7.10032 ; 2..再実学北揭学截,陕西西安710032J摘要:主要结合宝钢1880热轧过程控制系统工程的开发和实_践.,介绍C 3计算机工作的原理_以及编程的模型,对C 3计算机在1880热轧系统中:t l 和L 2系统数据中的应用进行研究,以便为C 3计算机的应用和实践提供借鉴。
关键词:C 3计算机;1880热轧过程控制系统;数据通信中图分类号:TG335.11文献标识码:Bdoi: 10.14101/j-. cnki. issn. 1002 - 4336...2016. 06. 062〇前言宝钢的188〇热乳带钢I 程是其为了使国内市 场对附加值髙以及质量高的产品要求得到满足,可 以使企业内部的物流程序得到有效平衡,进而使企 业硅钢的生产得到满足,尤其是建立起硅钢生产的热轧线,这条线设计的年产董高达370吨。
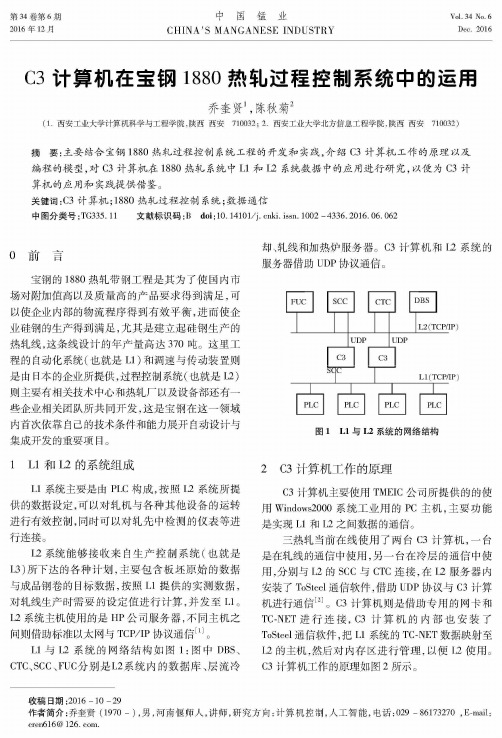
这里工 程的自动化系统(也就是L 1)和调速与传动装置则 是由日本的企业所提供,过程控制系统(也就是L 2) 则主要有相关技术中心和热轧厂以及设备部还有一 些企业相关团队所共同开发,这是宝钢在这一领域 内首次依靠自已的技术条件和能力展开自动设计与 集成开发的重要项0%1 L 1和L 2的系统组成L 1系统主要是由PLC 构成,按照12系统所提供的数据设定,可以对轧机与各种其他设备的运转 进行有效控制,同时可以对轧先中检测的仪表等进行连接6.U系统能够接收来自生产控制系统(也就是L 3)所下达的各种计划,主要包含板坯原始的数据与成品钢卷的目标数据,按照L 1提供的实测数据, 对乳线生产时需要的设定值进行计算,并发至L 1。
宝钢高等级汽车板生产经验剖析

宝钢高等级汽车板生产经验剖析
朱久发
【期刊名称】《冶金信息导刊》
【年(卷),期】2006(000)005
【摘要】介绍了宝钢在紧密结合市场需求、自主创新和技术开发、建立科研与开发良性互动机制、建立科研开发的人才队伍和创新体系、形成具有自主知识产权的高水平技术和产品、提高企业参与市场竞争能力、企业产学研相结合等方面开发高等级汽车板生产的经验.
【总页数】4页(P16-19)
【作者】朱久发
【作者单位】武钢技术中心科技信息研究所,武汉,430081
【正文语种】中文
【中图分类】F4
【相关文献】
1.宝钢1800mm汽车板生产线概况 [J], 鲍平
2.宝钢4#热镀锌机组和热镀锌汽车板的生产 [J], 张理扬;李俊;刘宝军;彭俭
3.宝钢无机润滑GA热镀锌汽车板的生产与应用 [J], 张军;温乃盟;卢海峰
4.宝钢新日铁增建汽车板生产线 [J],
5.宝钢全球首创汽车板生产新工艺“电镀锌05板” [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
宝钢湛江1550mm冷轧工程自主集成设计简述

宝钢湛江1550mm冷轧工程自主集成设计简述
薛为林;程玲俐;周荃
【期刊名称】《工程建设与设计》
【年(卷),期】2018(0)21
【摘要】作者通过自己实践工作经验,介绍了宝钢湛江1550mm冷轧工程的产品方案,论述了各类冷轧产品的生产工艺流程,并讨论了自主集成设计中的创新点,希望对建设同类生产线及相关生产线提供好的借鉴价值.
【总页数】3页(P167-169)
【作者】薛为林;程玲俐;周荃
【作者单位】宝钢工程技术集团有限公司,上海201900;宝钢工程技术集团有限公司,上海201900;宝钢工程技术集团有限公司,上海201900
【正文语种】中文
【中图分类】TG335.12
【相关文献】
1.宝钢H2S腐蚀试验系统的自主设计集成 [J], 赵鹏;桂明祥;樊耀铭
2.宝钢自主集成冷轧产线在梅钢投产 [J],
3.冷轧厂自主集成氮气管路控制系统开发与设计 [J], 何凯
4.宝钢湛江钢铁基地冷轧工程开工2016年投放市场 [J],
5.中冶赛迪设计供货的宝钢湛江钢铁含铁固废处置中心二期工程顺利投产 [J],因版权原因,仅展示原文概要,查看原文内容请购买。
宝钢股份1580毫米热轧卷取温度控制技术实现智能化突破

宝钢股份1580毫米热轧卷取温度控制技术实现智能化突破佚名
【期刊名称】《《重庆钢铁装备与工艺技术》》
【年(卷),期】2018(061)003
【摘要】日前,从宝钢股份获悉,宝山基地热轧1580毫米产线卷取温度控制精度连续五个月超越国际一流对标企业,达到世界领先水平。
这一技术不仅推动宝钢股份热轧过程控制水平、产品质量的进一步提升,实现了从追随到超越的跨越,也是近年来宝钢股份在产线轧制智慧制造领域取得的一项重要标志性数模类技术突破。
【总页数】1页(P3-3)
【正文语种】中文
【中图分类】TG335.56
【相关文献】
1.宝钢1780热轧除鳞智能节能控制技术 [J], 沈昊
2.宝钢三热轧带钢卷取温度控制改善方法的研究与实践 [J], 张智勇;许春飞;张熙;王锡峰
3.宝钢股份热轧卷取温度控制技术取得标志性突破 [J],
4.宝钢热轧层流冷却卷取温度控制的改进 [J], 吴毅平
5.基于模糊控制技术的热轧带钢卷取温度控制 [J], 范晓明;张利;苗雨阳;王国栋;刘相华;蔡家虹
因版权原因,仅展示原文概要,查看原文内容请购买。
宝钢研制成功特高强度热轧工程机械用钢

宝钢研制成功特高强度热轧工程机械用钢
无
【期刊名称】《重钢技术》
【年(卷),期】2008(051)001
【摘要】今后,大吨位起重机、泵车干起“重活”来,再也不用担心“臂力”不够了。
目前只有少数国际先进钢铁企业能生产的960MPa特高强度热轧工程机械用钢日前在宝钢研制成功,填补了国内空白。
【总页数】1页(P62)
【作者】无
【作者单位】无
【正文语种】中文
【中图分类】TU607
【相关文献】
1.宝钢热轧超高强度钢的研究开发 [J], 郑磊;张爱文;唐文军
2.热轧态高强度工程机械用钢的强化机理 [J], 曾斌;肖爱达;温德智
3.宝钢热轧超高强度钢的研究开发 [J], 郑磊;张爱文;唐文军
4.特高强度热轨工程机械用钢研制成功 [J], 中创
5.宝钢试制成功高强度双相不锈钢2205热轧带钢 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表 1 宝钢分公司 3条热轧线产品分工细则及 1880mm 热轧产品品种
T ab le 1 P roduc t distribution of Bao stee l Branch s three ho t ro lling lines and product var iety o f the 1880mm ho t str ip m ill
1580mm 热轧 1420mm 冷轧 1550mm 冷轧 1800mm 冷轧 热轧酸洗板
宝钢外冷轧原料
1. 3. 3 热轧高强钢品种及其强度级别的确定 从市 场需求 及 3 条 热轧 产线 的产 品分 工,
1880mm 热轧商 品材重点定位 于热轧高强钢, 主 要是以汽车用的高级高强钢 ( AH SS) 或超高强钢 ( UH SS), 同时兼顾其他行业的高术
21
宝钢 1880mm 热轧工艺技术自主集成创新实践
张文学, 黄传清 ( 宝钢分公司 热轧厂, 上海 200941)
摘要: 在宝钢 1880mm 热轧产线设计与建设过程中遵循市场 产品 工艺 装备 建设 验 证的基本流 程, 由宝钢自己承担工艺设计任务, 从产线定位、关键工艺需求分析、关键工艺技术与装备配置选择、总体评价 和热负荷试车等 5个方面, 进 行了工 程项 目开放 式自 主集 成创新 尝试, 通过 实践, 达 到了 高效、低 耗、多品 种, 全球最具竞争力的热轧生产线 的预期建设 目标。
表 3 有助于高效率组织生产的热轧工艺技术
T able 3 H o t ro lling techno log ies for high e ffic iency production
板坯大侧压 轧制线标高 轧制稳 卷取夹送辊 多道打捆 表面缺陷
调节
定性控制 在线抛光
在线检测
在线磨辊
混合轧制
2. 1. 2 低消耗热轧生产线对工艺技术的要求 热轧生产线的消耗主要体现在燃耗、电耗、辊
根据市场预测, 2010年普通热轧带钢将会出 现供大于求的情况, 因此, 宝钢应在产品品种上发 挥优势。 2010年宝钢热轧产品 定位在高性能建
筑桥梁用钢、工程机械用高强度钢、刀模锯片钢、 高钢级管线钢、高强度热轧汽车用钢等高端品种 钢市场。 1. 3. 2 宝钢 3条热轧产线分工
宝钢分公司 3条热轧线产品品种分工的确定 既要考虑原有热轧 ( 2050mm 热轧、1580mm 热轧 ) 的装备与生产现状和建设中的 1880mm 热轧的初 步设 想, 也 要 考 虑公 司 内 部 物 流 问 题。 据 此, 1580mm 热轧以供内部冷轧原料为主; 2050mm 热 轧和新建的 1880mm 热轧除供内部冷轧原料外, 是宝钢分公司热轧商品材的主要生产线, 同时这 两条热轧线在品种与规格上 要互补。鉴此, 3条 热轧线的产品品种分工如表 1所示。
率的影响、产品制造周期、生产准备时间、故障停 机时间、质量停机时间, 以及 1880mm 热轧由于产 品定位确定的硅钢生产方式的影响等诸多方面。 结合热轧工艺与装备技术发展现状, 可以采用的 工艺技术如表 3所示。
自由轧制
对上工序效 率的影响
产品制造周期 生产准备时间 故障停机时间 质量停机时间 硅钢生产影响
通过对欧洲及日本热轧高强钢的调研分析, 确定宝钢 1880mm 热轧高强钢产品品种如下:
( 1) 从应用行业来分, 包括 汽车用热轧高强 钢、建筑结构用热轧高强钢、工程机械用热轧高强 钢和热轧高强耐候钢;
( 2) 从冶金名称与生产工艺来分, 可分为通 过热机轧制的低合金高强钢 ( H SLA ) 和通过控制 冷却过程的相变强化高强钢 ( 包括 FB, DP, M P 或 CP, TRIP 钢等 );
汽车板 家电板
软钢 高强钢 ( 490 ~ 980 M Pa)
软钢 高强钢
热轧酸洗板 ( 25 万 t)
热轧普碳钢: SPH C, SS400, Q 345B, B480GNQ R
热轧低合金高强钢 ( HSLA ) : Q StE 600TM, Q S tE700TM, BS600M C, BS700M C
K ey word s: hot ro lling; integration and innovation; o rien tation of the production line
0 概述 经过 12个 月的前 期论 证, 4 个月 的技术 交
流, 5个 月的 技术谈 判, 22. 5 个月 的建设, 宝 钢 1880mm 热轧产线于 2007年 3月 30日进入热负 荷试车, 并于 6个月后, 即 2007年 9月 30日实现 月达产。创造了常规热轧生产线建设史上建设时 间最短, 达产最快的记录。而 1880mm 热轧的建 设与投产在宝钢所创造的记录不仅仅在于建设速 度, 更重要的在于项目工艺技术自主集成与创新 的深度。本文将对 1880mm 热轧工艺技术自主集 成与创新实践进行概括总结与评价。
热轧相变强化高强钢: D P590~ D P780, TR IP590~ TR IP780, M P800 ~ M P1200
2 关键工艺需求分析 2. 1 产线的总体定位对工艺技术的要求 2. 1. 1 高效率热轧生产线对工艺技术的要求
从整个生产流程角度出发, 一条可以高效率 地组织生产的热轧线, 应具体体现在对上工序效
工艺与一 贯制技术自主 集成、新产 品自主 开发 的具体内容包括: 产品大纲的制定、关键产 品的工艺要求剖析、主要工艺技术和关键工艺装 备参数的确定、主要工艺装备的采用, 以及结合产 品大纲和工艺装备与控制系统的具体情况的工序 技术与一贯制技术集成等。 1. 2 项目总体定位
1880mm 热轧的设计与建设定位在 高效、低 耗、多品种, 全球最具竞争力的热轧生产线 这一 总体目标。产品定位不等同于产品大纲, 产品定 位是确定产品大纲的基础和前提, 主要包括两个 方面: 主要产品品种及规格; 典型产品的强度 级别。
关键词: 热轧; 集成与创新; 产线定位 中图分类号: TG335. 11 文献标识码: B 文章编号: 1008- 0716( 2008) 02- 0021- 07
Independen t In tegration and Innovation of Process Technologies for Baosteel s 1880mm H ot S trip M ill
2050mm 热轧
2030mm 冷轧
内 1800mm 冷轧 部 热轧酸洗板
供 料
ERW 供料
UO E供料
管线钢
船板
热 轧
汽车板
商 工程机械用钢
品 材
建筑、桥梁用钢
集装箱与铁路车厢用钢
刀模锯片用钢
1880mm 热轧
1750mm 冷轧 ( 碳钢、高牌号无取向硅 钢与取向硅钢 ) 1550mm 冷轧 1800mm 冷轧 热轧酸洗板 ERW 供料 管线钢 汽车用高强钢 ( 相变强化高强钢 DP, TR IP等 ) 工程机械用高强钢 建筑用钢 集装箱板
1 1880mm 热轧项目特点及定位 1. 1 项目特点
黄传清 教授级高工 1967年生 1994 年毕业于燕山大学 现从事轧钢工艺研究 电话 26644490 E m ail cqhuang@ baostee.l com
1880mm 热轧项目特点可以概括为以下 3个 方面: 工艺与一贯制技术自主集成、新产品自主 开发; 过程控制 计算机系 统 ( L2) 自主开 发集 成; 主体机械设备与电气控制和传动系统引进。
( 3) 对于通过热机轧制生产的低合金高强钢 ( H SLA) , 包括 QStE600TM, QS tE700TM, BS600MC
和 BS700M C等, 最高屈服强度将达到 700 M Pa级 别、抗拉强度将达到 1 000 M Pa级别; 对于通过控 制冷却 形成 的相 变强 化高 强钢, 包 括 DP590 ~ DP780, TR IP590 ~ TRIP 780, M P800 ~ M P1200, 最 高屈服强度将达到 800 M Pa 级别、抗拉强度将达 到 1 200 MP a级别。 1. 3. 4 1880mm 热轧产品品种及其强度级别
800 MP a, 抗拉强度 1 200 M Pa; 冷轧原料, 包括 冷轧汽车外板和高强普通冷轧板冷轧汽车板。
张文学等 宝钢 1880mm 热轧工艺技术自主集成创新实践
23
冷轧原料 ( 273. 616 万 t)
热轧商品材 ( 96. 384 万 t)
表 2 1880mm 热轧产品品种及其强度级别
T able 2 T he 1880mm ho t strip m ill s product va riety and strength
硅钢 ( 33. 776 万 t)
取向硅钢 ( 19. 93 万 t) 高牌号无取向硅钢 ( 13. 846 万 t)
普通冷轧板
碳钢 ( 239. 84 万 t)
耗, 以及原料 ( 产品化学成 分中的合金 ) 消耗等,
产品 定位综合考虑了 3个方面的要求: 公
22
宝钢技术
2008年第 2期
司的产品发展战略; 市场需求与国内外原有类 似生产线的产品品种及开发趋势; 公司内部原 有热轧的装备条件和物流平衡。根据公司的产品 发展战略, 取向硅钢将作为宝钢未来发展的重要 战略产品。根据取向硅钢热轧工艺特点, 结合原 有热轧 的 装 备 条 件, 确 定 取 向 硅 钢 在 新 建 的 1880mm 热轧生产, 在此不作 详谈。下面重 点分 析碳钢, 特别是热轧高强钢的产品定位问题。 1. 3 热轧碳钢产品定位 1. 3. 1 市场分析与预测
Zhang Wenxue, Huang Chuanqing (H ot Str ip Rolling P lan t, Baostee l Bran ch, Shanghai 200941, Ch ina)