无铅免洗焊锡膏使用说明书 范本
Sn64Bi35Ag1无铅锡膏技术规格书
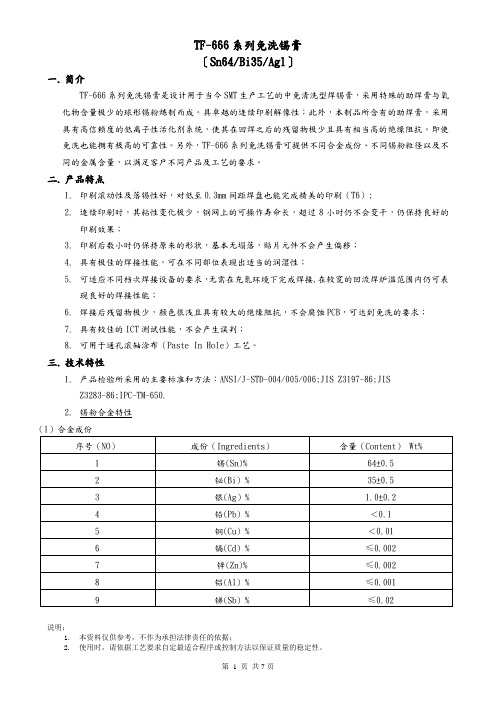
TF-666系列免洗锡膏〔Sn64/Bi35/Ag1〕一.简介TF-666系列免洗锡膏是设计用于当今SMT生产工艺的中免清洗型焊锡膏,采用特殊的助焊膏与氧化物含量极少的球形锡粉炼制而成。
具卓越的连续印刷解像性;此外,本制品所含有的助焊膏,采用具有高信赖度的低离子性活化剂系统,使其在回焊之后的残留物极少且具有相当高的绝缘阻抗。
即使免洗也能拥有极高的可靠性。
另外,TF-666系列免洗锡膏可提供不同合金成份、不同锡粉粒径以及不同的金属含量,以满足客户不同产品及工艺的要求。
二.产品特点1.印刷滚动性及落锡性好,对低至0.3mm间距焊盘也能完成精美的印刷(T6);2.连续印刷时,其粘性变化极少,钢网上的可操作寿命长,超过8小时仍不会变干,仍保持良好的印刷效果;3.印刷后数小时仍保持原来的形状,基本无塌落,贴片元件不会产生偏移;4.具有极佳的焊接性能,可在不同部位表现出适当的润湿性;5.可适应不同档次焊接设备的要求,无需在充氮环境下完成焊接,在较宽的回流焊炉温范围内仍可表现良好的焊接性能;6.焊接后残留物极少,颜色很浅且具有较大的绝缘阻抗,不会腐蚀PCB,可达到免洗的要求;7.具有较佳的ICT测试性能,不会产生误判;8.可用于通孔滚轴涂布(Paste In Hole)工艺。
三.技术特性1.产品检验所采用的主要标准和方法:ANSI/J-STD-004/005/006;JIS Z3197-86;JISZ3283-86;IPC-TM-650.2.锡粉合金特性说明:1.本资料仅供参考,不作为承担法律责任的依据;(4)锡粉形状:球形说明:1.本资料仅供参考,不作为承担法律责任的依据;四.应用1.如何选用本系列锡膏客户可根据自身产品及工艺的要求选择相应的合金成份、锡粉大小及金属含量(查看本资料相关内容)。
2.使用前的准备1)“回温”锡膏通常要用冰箱冷藏,冷藏温度为0-10ºC为佳。
故从冷箱中取出锡膏时,其温度较室温低很多,若未经“回温”,而开启瓶盖,则容易将空气中的水汽凝结,并沾附于锡浆上。
JFAg0.3锡膏说明书

客户 → 业务代表 → 业务经理 → 工程部 → 客户了解情况 → 改进(工程部) →质检部 → 反映给业务经理 → 客户
Client → Market Representative → Market Manager → Engineering Department → Find out
0 小时
96 小时
IPC TM-650
12
> 1x10 ohm
11
> 1x10 ohm
6. 操作说明APPLICATION NOTES
用途
JF800905系列适用于Sn99-Ag0.3-Cu0.7无铅焊料合金。推荐采用3号合金粉,但根据不同的用途如标 准印刷和超细间距需选用不同的IPC合金粉末类型。
① 未经充足的“回温”,请不要打开瓶盖。 ② 不要用加热的方式缩短“回温”时间。 3:搅拌方式: ①锡膏在“回温”后,于使用前要充分搅拌。 ②搅拌方式:手工搅拌或者机器搅拌均可。 ③搅拌时间:手工:3—5 分钟左右。机器:3 分钟左右。 4:印刷 ①刮刀角度:40-60 度为标准。 ②硬度:小于 0.3mm 间距时,刮刀角度为 45 度,可使用 80-100 度肖氏硬度。 ③印刷压力:设定值是根据刮刀的长度及速度,应该以刮刀刮过钢板后不留残留锡膏为标准,通常 使用压力约 3Kg。 ④印刷速度:根据电路板的结构,钢板的厚度及印刷机的印刷能力。 ⑤摸板材料:不锈钢,黄铜或者镀镍板。 5:包装: 单位:PCS(500 克/瓶) 封装:500 克/瓶
附:测试报告 ……………………………………………………………………………………9 五、物料安全资料表 ………………………………………………………………………………Байду номын сангаас…10
中温无铅锡膏产品说明书
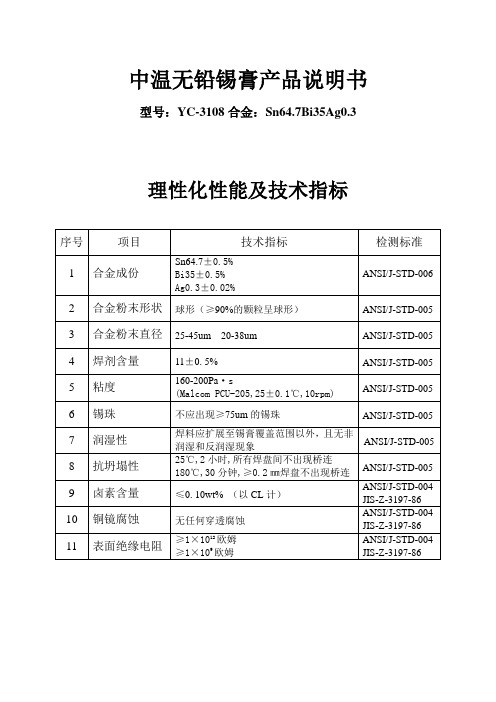
中温无铅锡膏产品说明书型号:YC-3108合金:Sn64.7Bi35Ag0.3理性化性能及技术指标回流曲线图及工艺参数温度℃工艺参数及要求:1、推荐使用线性回流曲线,不建议使用非线性回流曲线。
2、预热段:从室温30℃升温至140℃,升温速率控制在0.8-1.2℃/秒之间,尤其是从30℃至100℃,升温速率最好控制在0.8-1.0℃/秒之间。
3、恒温段:从140℃至172℃(熔点),时间要控制在50-90秒之间,尤其不要超过100秒,否则会影响可焊性,可能会导致出现焊接不良(如虚焊等)增多,或者可能会出现焊剂过多的堆积在焊点表面而造成焊点暗淡。
4、回流段:≥172℃以上的焊接时间控制60-90秒,最好不应少于60秒,其中≥200℃的时间应不少于40-60秒,而且峰值温度应不低于200-220℃,否则会因熔融时间过短或温度过低而导致焊接不良或上锡不饱满。
物质安全资料表MATERIAL SAFETY DATA SHEET 制造商资料制造厂商名称:深圳市永昌源科技有限公司电话:制造厂商地址:181号传真:化学制品名称:无铅焊锡膏化学制品型号:YC-3108 助焊剂类型:RMA闪火点(℃)自然点(℃)爆炸上限(UEL)爆炸下限(UEL)灭火材料干粉、泡沫、不可用水、特殊灭火程式1.皮肤接触时,可用清水加肥皂清洗2.不慎触及眼睛,可用清水冲洗15分钟并送医院处理3.吞食时,可喝1-2杯清水或稀牛奶,并诱发呕吐和送医。
6、化学反应特性安定性安定应避免之状况避免阳光直射或高热,避免接触水汽、酸碱。
有害之聚合物无。
分解燃烧超过140℃有毒性。
不相容物避免与水汔、酸碱或氧化性东西接触。
焊锡膏使用说明
品名P-037-C 1 1/6《使用说明书》ECOSOLDER PASTE苏州沃斯麦机电科技有限公司 SuZhou WSM Electrical and Mechanical Technology Co.,Ltd. 办公室地址:江苏省苏州市吴中区木渎镇中山东路70号 Tel:(0512)66592567 Fax:(0512)66313317-8008 品名P-037-C 1 2/61.ECO SOLDER PASTE本产品是由焊锡粉和助焊剂形成的膏状焊接材料。
在使用时、请参照本产品的产品规格书(技术资料)/产品安全数据表(MSDS)。
(本产品符合中国版RoHS《电子信息产品污染控制管理方法》的要求)2.使用时的注意事项1) 本产品为无铅焊料。
请注意不要混入其他成分的焊膏中。
2) 请不要用手直接接触焊膏。
若衣服或身体上附有焊膏时,请及时用乙醇酒精擦去。
3) 请避免吸入回流时喷出的蒸汽。
4) 在焊料工作场所需要安装局部排气装置或全面排气装置。
5) 焊接工作结束后或用膳前务必要洗手和漱口。
6) 请把焊膏保存在冷藏库内(0℃~10℃)。
7) 从冷藏库内取出焊膏后,放置1~2小时恢复到室温后再进行开封。
8) 恢复到室温后,打开容器的盖子,用刮刀搅拌20~30回。
利用自动混炼机搅拌时,请注意搅拌时间。
搅拌时间过长会由于锡粉之间的摩擦导致发热,造成焊膏的恶化。
0.5~1分钟之间作为标准。
9) 从容器中取出适量的焊膏后、及时盖上容器的盖子。
10) 休息时间等在30分钟以上、印刷被一时中断的场合,印刷模板需要进行清洗并在试印1~2块后进行生产。
0.4mm间隔的QFP图形等开口部狭小的地方、模板开口部旁边附有的焊膏会逐渐变干、印刷模板的脱落性可能会随之变差。
11) 焊膏印刷后、请尽快进行回流。
(印刷后,4小时以内)12) 焊料工作场所的环境应适合温度在23~25℃、湿度60%以下。
13) 使用过一次的焊膏,请尽量废弃。
Indium8.9E 无铅焊锡膏 初步的产品说明书

编号 98465 (SC A4) R1接反面—>特点•在小孔(面积比≤ 0.66)上的脱模性能优良 •消除小焊点的锡膏不能完全凝聚的问题 (graping)•BGA/CSP 焊点的空洞少 简介Indium8.9E 是一种在空气中进行再流焊的免洗焊锡膏。
这种材料适应锡银铜和锡银及其他合金(在电子业中用这些无铅合金代替普通的含铅焊料)所需要的较高工艺温度。
Indium8.9E 在模板印刷时的脱模性能是前所未有的,可以广泛用于印刷工艺。
此外,由于Indium8.9E 的的抗氧化能力很强,消除了小焊点的锡膏不能完全凝聚的问题。
合金铟泰公司用各种无铅合金制造氧化物含量低的球状锡粉,有各种熔点的产品。
4号和3号锡粉是SAC305 和SAC387合金使用的标准锡粉。
金属含量是焊锡膏中锡粉占的重量百分数,它与锡粉的类型和用途有关。
标准产品的详细资料列在下面的表中。
BELLCORE 和J-STD 试验及测试结果 测试 结果J-STD-004A (IPC-TM-650)• 助焊剂类型(按照J-STD-004A 标准) ROL1• 助焊剂造成的腐蚀性 (铜镜试验) 低• 卤化物含量 铬化银试验 合格 氟化物试验合格 离子色谱法试验 <0.05% Cl- 等效值.• 表面绝缘电阻 合格Indium8.9E 无铅焊锡膏测试 结果J-STD-005 (IPC-TM-650)• 焊锡膏粘度的典型值 4号锡粉 1900 泊* 3号锡粉 1750 泊* Malcom 粘度计 (10rpm)• 塌落试验 合格• 锡球试验 合格• 典型粘附力 35g*• 润湿性试验 合格BELLCORE GR-78试验• 表面绝缘电阻 合格• 电迁移 合格*等候统计核实所有信息仅供参考。
不用作产品的规范。
合金 金属含量 IPN 95.5Sn/3.8Ag/0.7Cu (SAC387)88.50% (4号锡粉) 800446 95.5Sn/3.8Ag/0.7Cu (SAC387)88.75% (3号锡粉) 800445 96.5Sn/3.0Ag/0.5Cu (SAC305)88.50% (4号锡粉) 800515 96.5Sn/3.0Ag/0.5Cu (SAC305) 88.50% (3号锡粉) 800514 包装目前Indium8.9E 有500克瓶装或者600克筒装产品。
无铅锡膏汇总说明书

无铅锡膏说明书TEL: 版本号: FAX: 生效日期:地址: 编写单位:无铅锡膏一、简介无铅锡膏,由特殊制成的助焊膏与低氧化度的球形焊料粉末均匀混合而成,体系中添加高性能触变剂,具有优越的流变特性,印刷容易且不易坍塌,适用于细间距器件(QFP、uBGA等)的贴装。
二、性能:1、本产品为免清洗型,回流焊后残留物极少,无需清洗即可达到优越的ICT探针测试性能,并且有极高之表面绝缘阻抗。
2、连续印刷稳定,在长时间印刷后仍能与初期之印刷效果一致,不会产生微小锡球。
3、印刷时具有优异的脱模性,可适用于细间距器件(0.5mm/20mil)或更细间距(0.4mm/16mil)的贴装,如QFP、uBGA等。
4、溶剂无刺激性气味,挥发慢,可长时间印刷而不会影响锡膏的印刷粘度。
5、粘度适中,触变性好,印刷中和印刷后不易坍塌,显著减少焊接架之发生。
6、流焊时产生的锡球极少,有效的改善短路之发生。
7、焊后焊点光泽良好,强度高,导电性能优异。
8、助焊膏含量低,干燥性良好。
9、适用的回流焊方式:红外线、气相式、对流式、传导式、热风式、雷射式。
二、规格:1、锡粉项 目 备 注焊锡合金成份 Sn64Bi35Ag1锡Sn 64.0±0.5J-STD-006铋Bi 35.0±0.5银Ag 1.0±0.2焊锡合金粉末粒径(μm) 25-45小于25μm不大于10%,大于45μm不大于1% 焊锡粉末形状 球形 97%颗粒呈球形熔点(℃) 138-1872、锡膏锡膏型号 K-636助焊剂含量 11.0%粘度(25℃,Malcon sensor, 10rpm)190pa.s表面绝缘电阻(初始值) >108Ω表面绝缘电阻(40℃ 90%,168H) >108Ω扩展率 >75%铜镜腐蚀试验 无任何穿透腐蚀试验(经4D,40℃,90%) 与标准板比较无明显腐蚀迹象三、锡膏使用注意事项1、生产批号之识别:生产批号为年、部门、月、日、批次,流水号例: 9- 4106 A 01↑↑↑↑ ↑ ↑年部门 月日 批次流水号2、锡膏型号说明:U/K 6 3 6↑ ↑ ↑ ↑助焊剂类型 合金种类 合金粒度 用途助焊剂类型:合金组成: 1:Sn96.5Ag3.0Cu0.5 2:Sn42Bi583:Sn99.3Cu0.7 4: Sn99.0Ag0.3Cu0.75:Sn96.5Ag3.5 6:Sn64 Bi35Ag17:Sn62Pb36Ag28:Sn63Pb379:Sn43Pb43 Bi14C:Sn69.5Bi30 Cu0.5D:Sn59.9Bi40 Cu0.1E: Sn82.5Bi17Cu0.5 F:Sn62.8Pb36.8Ag0.4合金粒度; 2:75-45μm 3:45-25μm4:38-20μm 5:30-15μm用途: 3:通孔6:模组8:SMT(印刷) 9:点涂3、锡膏之储存:z储存温度及保质期 2-10℃:生产日起6个月内(密封保存)z新锡膏的贮存购买后应放入冷藏库中保存,以先进先出之观念使用。
无铅锡膏(高温)说明书—双智利

5.(火灾时的处置) 发生火灾时,用湿的厚布盖住火苗进行灭火.
6.(处理及保管上的注意事项) 在较暗的场所进行保管,尤其在冰箱内保管更好.空气中的水分会在焊锡表面上 结成水珠,在溶解焊锡时不要将有水珠的焊锡投入使用.
5页共5页
7.(防止暴露处置) 有关焊锡溶解状态: 容许浓度:有关焊锡一般容许浓度,没有相应的规定. 设备对策:在通风条件良好的场所进行焊接操作. 保护用具:焊锡作业的场合应戴手套,配戴眼镜和口罩等, 作业完成后例行洗脸 和洗手.
8.(物理/化学的物性) 比重:约 3.9(20℃)g/cm3 ; 熔点:液相线温度约 217℃固相线温度约 219℃ ; 溶解性:不溶于水; 9.(危险性情况) A. 直接接触焊锡膏的场合,防止焊锡膏附着在皮肤或进入体内,如果发生则取 用
搅拌时间
建议在 3~5 分钟左右
最小包装
500g/瓶
2页共5页
深圳市双智利科技有限公司
无铅锡膏(高温)温度曲线图
温度℃
240
260±5℃
217
150 预热区
保温区/活性区
焊接区
25
90~120s
45~60s
0
60
120
升温速率:1-2℃/s
180 210
270 300 s
降温速率:4℃/s
1.预 热 区:25℃-150℃ 60-90 秒. 2.保温/活性区:150℃-217℃ 90-120 秒. 3.焊 接 区:>225℃时间 45-60 秒.
深圳市双智利科技有限公司
无铅锡膏的使用方法

25 20 15 10 5 0 0 30 60 90 TIME @(hr) 120 150 180 23 Û Ç 27 Û Ç
Page 3
Ta-Fong Electro Fra bibliotekhemical
使用以前 錫膏攪拌
• 回温後手攪拌 1分鐘以内(防空気泡進入錫膏) 慢慢攪拌 ⇒錫膏會流動性就OK • 回温後自動攪拌機 1-5分左右(不要過30°C:注意點温度太高) (因為各攪拌機回転速度不一様) • 未回温直接用自動攪拌機 20±5分鐘 ⇒注意錫膏温度 不要過30°C
回温的條件与目的
• 回温 密封、室温放置1.5-2小時以上 若錫膏温度低時候開封的話 錫膏會結露(吸湿) 後面問題比較多
Solderpaste @· Æ · º ñ Ô 30
@(degree) TEMP
Trouble
Solder-Ball! Printing-time is short!
Ta-Fong Electro Chemical
無鉛錫膏的使用方法
錫膏使用方式興注意事項
2003年9月
Page 1
Ta-Fong Electro Chemical
錫膏保管条件
• 温度範囲 10°C以下保管 参考:一般管理温度範囲是0-8°C
• 期間 3-6個月 按照各錫膏規格
Page 2
Ta-Fong Electro Chemical
Solder-Ball, Printing is no-good, Printing-time is short, stick on squeegee, etc
錫膏不好用?
Page 6
Page 4
Ta-Fong Electro Chemical
无铅锡膏SAC0307利用说明书

利用说明书无铅无卤素免洗焊锡膏(SMT)Lead-Free, Halide-Free No-Clean Solder PasteMXD-RMA-307 无铅无卤素免洗焊锡膏利用说明书1.特性✧无卤素具有优良的环保性。
✧优良的润湿性,弥补无铅合金焊料润湿性不足的缺点。
✧利用无铅锡银铜合金,符合ROHS指令。
✧适合于细间距(20密耳)和超细间距(16密耳)的印刷。
✧粘性持久,可维持48小时以上。
✧耐干性强,工作寿命超过8小时。
✧回流焊工艺窗口宽松,为高难焊接组装提供了超卓的可焊性。
✧焊后残留物少,无色透明,无侵蚀性,表面绝缘阻抗高。
✧焊点光亮。
2.焊料合金成份及熔解温度3.性能指标铜板腐蚀测试通过附录四表面绝缘阻抗测试,Ω400C/ 90%RH >1×1011附录三850C/ 85%RH >1×108润湿性2级附录十锡珠测试2级附录十一坍塌测试通过附录七、八4.印刷参数刮刀:肖式硬度80~90度的橡胶或不锈钢印刷压力;~mm刃长印刷速度:50~150mm/s温度及湿度:20~30℃,小于60%RH5.推荐回流焊接曲线即即是同一种锡膏,在不同的组装件(如印刷板厚度、组装密度等)及焊接设备条件下,再流焊工艺的温度-时间曲线也会有不同。
本说明书仅提供一般性建议,本公司有专业工程师就具体产品的具体应用为您提供技术支持。
说明:a. 初始升温斜率控制在~℃/sec.b. 升温到150℃时,注意控制浸润时间,150℃~190℃控制在60~90sec.c. 190℃~227℃的升温速度为℃/sec以下.d. 最高温度控制在250±5℃,227℃以上控制在60±20sec,冷却速度控制在2℃/sec以上6.锡膏之保留用户方收到本公司的锡膏产品后请当即放入冰箱,在5-10℃下进行冷藏保留。
请注意不可以对锡膏进行冷冻保留。
另一方面,锡膏开封利用以后未用完的锡膏仍要密封保留,如时间短,常温即可,不可以放入冰箱内保留,以避免结雾。
锡膏作业指导书
锡膏作业指导书文件编号:版本:V1.0作业区域:SMT生产线文件负责人:工艺工程师文件发放部门:文控中心产品SMT工程THT工程SMT产线THT产线PQA 备件库IQC 维修仓库行政部拟制:审核:质量:批准:1.0 前言本指导书的目的在于指导仓库、SMT生产线正确的储存/使用各类锡膏。
本指导书暂只对千住无铅S101、适普无铅SP601有效。
2.0 储存和回温2.1 储存2.1.1每批锡膏到仓库后必须立即放入冰箱中,有铅与无铅需分开使用两个冰箱存放,每批次都需在盖子上写入编号,并贴上锡膏管制标签写上入厂时间与使用期限。
使用时按先进先出原则。
2.1.2 仓库人员应该按时填写冰箱温度记录表。
记录要求:每4 小时一次。
2.1.3 所有锡膏储存温度为0-10摄氏度,该条件下储存有效期为半年。
超过使用期限的按报废处理。
2.1.4 有铅锡膏和无铅锡膏必须区分放置在不同的冰柜内,禁止混淆摆放。
2.2 回温2.2.1 从冰箱中取出的锡膏必须先回温,(500克瓶装锡膏)放置在室温环境下(温度18~28摄氏度,湿度30%~70%)至少4小时,并由仓管员在锡膏管制标签上填写开始回温的时间。
2.2.2 第一次从冰箱里拿出来回温完成后的锡膏未开盖使用,超过24个小时的应该放回冰箱,下次回温后可继续使用;若同一瓶锡膏第二次从冰箱拿出来回温超过24H未使用,作报废处理。
3.0 领用、使用3.1 SMT产线操作员在领用锡膏时,需要称归还锡膏的重量和领用的锡膏的重量,并在《锡膏领用\交接记录表》上登记。
包含8210芯片的印刷面,有特殊的领用方案。
3.2锡膏开封后要填写开盖日期和时间(24小时制)。
3.3回温完毕的新锡膏在发放前由仓管员使用搅拌机搅拌3分钟,产线操作员领出后再手工搅拌10-20圈(手工搅拌时铲刀必须沿一个方向,防止锡膏颗粒受损并保证锡膏的成分均匀)。
3.4锡膏在钢网上停留30分钟未印刷,应该将锡膏收起重新搅拌。
印刷过程中刮刀两边的锡膏应及时收集到锡膏瓶内,需重新搅拌后才能使用。
焊锡膏使用说明书

1.商标
2.商品型号
6.使用期限 7.包装规格
3.合金成分 8.注意事项
4.焊料粒径 9.厂商名称
5.生产批号
商品及生产批号识别:
例: DFA——商品型号
SnAg3.0Cu0.5——合金成分
20-38µm——焊料粒径
X411215CR9 ——批号
05.01.21——使用期限
500g——包装规格即 500 克/瓶
安全信息请参照相应的 MSDS。
12 包装/标示
z 包装 采用绿色塑料瓶,每个塑料瓶内锡膏净重 500±5g 。20 个塑料瓶装在一个保利龙泡沫箱内(净重 10KG)。
夏天需在保利龙泡沫箱内存放已包装好的冰块以防止 35℃以上高温。 z 标示
每一容器需有以下包装指示:
DFA 焊锡膏采用绿色标签,表明锡膏中不含铅,但含银。
z 高浸润曲线(Hi soak Profile):高密度板组装需加强预热时使用(推荐)
- 以 0.8-1.7℃/S 上升至 135-160℃。 - 以 60-90 秒缓慢升温至 180-190℃。 - 以 1-2℃/S 上升至峰值温度 235-250℃,217℃以上时间 35-90 秒。 - 以 1.5-2℃/S 降温。
DFA 焊锡膏推荐的回流曲线见上图,这一回流曲线仅是一个向导。产品的回流曲线应该按照客户的 工艺和应用来选择,因此您的最佳回流曲线可能与所推荐的曲线有所区别,由于 DFA 是一款高活性焊 锡膏,因此它能在比较宽的曲线范围内起到有效的焊接效果。如果您需要额外的曲线图建议,请与及 时雨公司联系。
9 储存
度越大,刮刀压力越大。较宽的回流曲线使得本产品具有较高的焊接性能、优良的外观和更少的不良
现象。
2/4
0.3银无铅锡膏HC55-0307使用说明书

华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -2-
三、0.3 银无铅锡膏标准参数
有铅锡膏型号
HC55-0307
HC55-0307
溶点(℃)
222℃
锡粉合金成份
锡 99%,银 0.3%,铜 0.7% In house
搅 拌:锡膏在“回温”后,于使用前要充分搅拌。 目 的:使助焊剂与锡粉之间均匀分布,充分发挥各种特性; 搅拌方式:手工搅拌或机器搅拌均可; 搅拌时间:手工:4 分钟左右;机器:1~3 分钟左右。 搅拌效果判定:用刮刀刮起部分锡膏,刮刀倾斜时,若锡膏能顺滑地滑落,即可达到要求。
3、印刷: ☆ 钢网要求:与大多数锡膏相似,若使用高品质的钢网和印刷设备,华创锡膏将列能表现出
20℃密度:4.5g/cm3 左右
在水中的溶解度和掺杂度:不能或很难与水相溶或掺杂。
四、燃烧与爆炸数据
闪点:助剂>140℃
金属:无燃烧无爆炸
含量% 99 0.3 0.7
3.0-5.0 3.0-5.0
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -5-
金属含量
87~90wt%(±0.5)
重量法(可选调)
合金密度(g/cm3)
7.318g/cm3
密度计
锡膏外观
淡灰色,圆滑膏状
In house
颗粒体积(um)
25-45um(-325/+500 目) IPC-TM-650
焊剂含量(wt%)
9.5~10wt%(±0.5)
重量法(可选调)
粘度(25℃时 pa.s)
及时雨焊膏

增加锡膏污染漏板反面和基板的可能性。通常应从小到大逐步调节,使其刚好从漏板表面将锡
膏刮干净。
4) 刮刀硬度和材质
3
厦门市及时雨焊料有限公司
文件名: B52/F16 焊锡膏使用说明书
发布日期: 2006-12-10
硬度 肖氏硬度 80-90 度 材质 不锈钢或橡胶 回流曲线
B52(Sn63Pb37)/F16(Sn62Pb36Ag2)回流温度曲线
Pre-heat Zone (2.0-4.0m in.m ax)
30
60
90 120 150 180 210 240 270 300
Time(sec.)
推荐环境参数 温度:25±2℃ 湿度:45%-65%
8. 储存
建议储存 0-10℃之间,自生产日期起 6 个月内使用。 不要把锡膏储存在 0℃以下,这样会影响锡膏的流变性能。
Temperrature(oC)
240 220 200 180 160 140 120 100
80 60 40 20
0 0
Preheat
Soak
R e flo w
Cool Down Peak tem p.
215-235oC
Soak Zone
Reflow Zone (45-90sec.m ax) 60 sec.typical
500g——包装规格即 500 克/瓶
5
9. 使用
1) 锡膏 0-10℃冷藏,不可低于 0℃,从冰箱中取出回温到室温最少需要 3 小时。 避免结晶 预防结块 回温后,使用过和未使用过的锡膏均可恢复原本特性(参照锡膏存储寿命)
2) 在使用之前将锡膏搅拌均匀。 自动搅拌机约需 5 分钟 手工约需 10 分钟
SP601T4无铅锡膏-适普

钢网模板设计
电铸和激光切割、电解抛光钢网具有最佳的印刷特性。丝印钢网 的开口设计是优化印刷工艺的关键,我们一般建议进行如下的设 计: · 分立元件:钢网开口面积减少10%到20%,这样可以很大程度
上降低或消除元件边锡珠的出现,可采用常见的“屋顶形状"的 开口设计来达到减少落锡面积。 · 密间距元件:对于20mil(0.5mm)或更密间距的元件, 建议减 少开口面积,这样有助于减少导致短路的锡珠和桥接现象。开 口面积的减少量由具体的生产工艺来确定(一般5%到15%)。 · 建议采用最低1.5的宽深比,以便有足够的锡膏量从钢网的开口 中释放出来。宽深比是指钢网开口的宽度与钢网厚度之比。
液态阶段
推荐峰值温度在230~250℃之间,回流时间在30~90秒之间; 超过推荐的峰值温度和回流时间会导致过多的 IMC(金属间化 合物)形成,导致焊点的可靠性降低。
冷却阶段
推荐冷却速度小于4℃/s(2.0-4.0°C/s是理想的),让板子快速冷 却,凝固焊点以使金属间化合物层最小,冷却速度快也有助于产 生细小紧凑的颗粒结构。由较慢冷却速度导致的大的颗粒结构的 焊点,可靠性相对来说会差。
铬酸银
Pass
· 标准粘附性
氟斑测试 离子色谱测试
Pass <0.5% Cl- eq.
· 润湿性 BELLCORE GR-78
· 助焊剂残留物(ICA Test)
35%
· 表面绝缘电阻
· 表面绝缘电阻
Pass
· 电迁移
以上参数仅供参考,不作为产品规范 SUPER-FLEX SP601T4满足所有 ANSI/J-STD-004/005的规范和BELLCORE GR-78-CORE的标准
产品手册
SP601T4无铅锡膏
锡膏使用手册
使用手册1、选取本公司系列锡膏客户可根据自身产品及工艺的要求选择相应的合金成份、锡粉大小及金属含量(查看下一页的合金含量表),对于一般锡铅系焊接体系我们建议选择Sn63/Pb37或Sn62/Pb36/Ag2(焊接含银电极)合金成份。
2、使用前的准备(1)“回温”锡膏通常要用冰箱冷,冷藏温度为5-10℃为佳。
故从冷箱中取出锡膏时,需先经“回温”才能打开瓶盖使用。
回温方式:不开启瓶盖的前提下,放置于室温中自然解冻;回温时间:4小时左右注意:①末经充足的“回温”,千万不要打开瓶盖;②不要用加热的方式缩短“回温”时间。
(2)搅拌锡膏在“回温”后,于使用前要充分搅拌。
搅拌方式:手工搅拌或机器搅拌均可;搅拌时间:手工:4分钟左右机器:1-3分钟;(适当的搅拌时间因搅拌方式、装置及环境温度等因素而不同,应在事前多做试验来确定)3、印刷(1)印刷方式人工印刷或使用半自动和自动印刷机均可.(2)钢网印刷作业条件ES系列锡膏为非亲水性产品,对温度不敏感,可以在较高的温温度为80%)条件下仍能使用。
以下是我们认为比较理想的印刷作业条件。
针对某些特殊的工艺要求作相4、刷后的停留时间锡膏印刷后,应尽快完成元器件的贴装,并过炉完成焊接,以免因搁置太久导致锡膏表面变干,影响元件贴装及焊接效果,一般建议时间不超过12小时。
5、回焊温度曲线(以Sn63/Pb37为例)以下是我们建议的热风回流焊工艺采用的温度曲线,可经用作回焊炉温度设定的参考。
该温度曲线可有效减少锡膏的垂流性必以及锡球的发生,对绝大多数的产品和工艺条件均适用。
温度(0℃)25050A、预热区要求:升温速率为1.0-3.0℃/秒;B、浸濡区(加热通道的)要求:温度时间:升温速度:C、回焊区要求:最高温度:时间:D、冷却区要求:降温速率小于4,冷却终止温度最好不高于75备注:1、对于Sn62/Pb36/Ag2合金锡膏的温度,曲线与上述相似;2、上述温度曲线是指焊点处的实际温度,而非回焊炉的设定加热温度(不同)3、上述回焊温度曲线仅供参考,可作为使用者寻找在不同制程应用之最优曲线的基础。
无铅锡膏的温度设定

2锡膏管制标签的填写:
1.保存期限:参考锡膏标签上的“used by”.
2.开始回温时间:锡膏从冰箱拿出来开始回温的时间。
3.结束回温时间:从开始回温时间起,经4-6小时回温的时间。
4.开封时间:锡膏使用前打开罐子的时间。
5.报废时间:暴露空气中超过12小时报废。
(2)红胶回温流程
1. 红胶管制标签的式样:
时间过长或梯度过高则容易影响松香在到达合金熔点之前的效果。
焊接温区:最高温度为240℃±10℃之间要视乎回流焊机类型、特性和实际情况。217℃以上的时间则为60-90秒,若时间过长,焊接面则容易失去光泽,时间过短,松香则不能发挥其湿润效果造成焊接不牢的现象。
冷却区:降温最快为4℃/秒,若速度太快表面容易有裂痕,相反太慢则表面容易变暗淡。
SMT锡膏/红胶回温作业指导
文件编号:
SK-071029
文件版本:
文件类型:
受控文件
作成日期:
一.目的
确保锡膏/红胶的正确使用,保证产品质量;
二.适用范围
SMT锡膏/红胶回温区;
三.作业步骤:
(1).锡膏回温流程
1 .锡膏管制标签的式样:
锡膏管制标签
保存期限
开始回温时间
结束回温时间
开封时间
开封报废时间
扳手、六角匙、螺丝刀、液体润滑油、黄油、白布等;
五.保养周期
1.日保养:每天由操作员按照《设备日保养记录表》如实填写机器保养项目,交由技术人员审核;
2.周保养:每周星期六由操作员在技术员的配合下,按照《设备周保养记录表》如实完成各个保养环节,并记录在案,由技术人员审查;
3月保养:每月最后一天由技术人员按照《设备月保养记录表》完成各个环节的保养项目,并记录在案,交由PE审核。
无铅锡膏使用说明书
无铅SMT锡膏作业指导书一.特性1.采用无铅合金,具有优越的环保型。
2.全新的技术支持,独有的化学配方提供优良的湿润性,弥补无铅合金的湿润不足,确保高可靠性能。
3.回流焊后残余物极少,并且残余物为非腐蚀性的,能显示良好的电绝缘性能。
4.符合美国ANSI/J-STD-004焊剂ROLO型联合标准。
5.准确控制粉粒直径在25至45μm之间,特制的焊剂能确保良好的连续印刷。
6.更先进的保湿技术,粘力持久,不易变干。
粘性时间长达48小时以上,有效工作寿命为8小时以上。
7.残余物无色透明,不影响检测。
8.免清洗及清洗型焊膏性能优良。
9.焊点光亮,其他性能优良。
二.使用参数1.刮刀速度。
一般为10-150mm/s,速度过快会造成刮刀滑行,从而造成漏印;刮刀太慢造成焊膏印迹边缘不齐,从而污染基板表面;适中的印刷速度才能保证精细印刷的焊膏印刷量。
2.刮刀角度。
刮刀角度在60-90度之间时,通过适当的印刷力可获得最佳的印刷效率和转移性。
3.印刷压力。
一般印刷压力设定为0.1-0.3Kg/cm2。
压力太小使锡膏转移量不足,太大又使所印锡膏太薄,增加锡膏污染漏板反面和基板的可能性。
通常应该从小到大逐步调节使其刚好从漏板表面将锡膏刮干净。
4.刮刀硬度和材质。
刮刀硬度应该在肖氏80-90度之间,材质该选用不锈钢或者塑料。
5.回流曲线。
预热区最大升温速度为2.50C/s,升温过快将产生锡球;保温区温度应该在150-2100C之间,升温时间为60-90s,最大升温速度为2.50C/s;回流区最高温度在225-2550C之间,2170C以上时间应该在40-70s之间;冷却区最快降温速度为40C/s。
最佳回流温度曲线因基板及回流焊设备性能不同而有所差异。
请根据与使用的基板和回流焊设备确认实际的温度曲线。
推荐工作环境温度为25±20C,湿度在45%-65%。
6 储存。
建议储存于0-100C之间,自生产日期起6个月内使用。
锡膏使用作业指导书手册
1.使用锡膏一定要优先使用回收锡膏并且只能用一次,再剩余的做报废处理。 2.锡膏使用原则:先进先用(使用第一次剩余的锡膏时必须与新锡膏混合,新旧锡膏 混合比例至少1:1(新锡膏占比例较大为好,且为同型号同批次)。 6.注意事项: 冰箱必须24小时通电、温度严格控制在0℃~10℃。
将原装锡膏瓶从冰箱取出后在室温2025时放置时间不得少于4小时以充分回温之室温为度并在锡膏瓶上的状态标签纸上写明解冻时间同时填好锡膏进出管制表
x
MICO
名称 一.目的 二.使用范围
本公司SMT车间。
x 电 子 厂 MICO ELECTRIC FACTORY 型 工 页次 艺
拟制 签名 1 日期
审核
批准
编号:DX-SMT-001
掌握焊锡膏的存储及正确使用方法。
三.焊锡膏的存储
1.焊锡膏的有效期:密封保存在0℃~10℃时,有效期为6个月。(注:新进锡膏在放 冰箱之前贴好状态标签、注明日期并填写锡膏进出管制表。 2.焊锡膏启封后,放置时间不得超过24小时。 3.生产结束或因故停止印刷时,钢网板上剩余锡膏放置时间不得超过1小时。 4.停止印刷不再使用时,应将剩余锡膏单独用干净瓶装、密封、冷藏,剩余锡膏只能连 续用一次,再剩余时则作报废处理。
四.焊锡膏使用方法:
1.回温:将原装锡膏瓶从冰箱取出后,在室温20℃~25℃时放置时间不得少于4小时以充 分回温之室温为度,并在锡膏瓶上的状态标签纸上写明解冻时间,同时填好锡膏进出管 制表。 2.搅拌:手工:用扁铲按同一方向搅拌5~10分钟,以合金粉与焊剂搅拌均匀为准。 自动搅拌机:若搅拌机速为1200转/分时,则需搅拌2~3分钟,以搅拌均匀为准 且在使用时仍需用手动按同一方向搅动1分钟。 3.使用环境: 温湿度范围:20℃~25℃ 4.使用投入量: 半自动印刷机,印刷时钢网上锡膏成柱状体滚动,直径为1~1.5cm即可。 5.使用原则: 45%~75%
焊锡膏使用说明书
受力不均。 C. 元件焊頭氧化使上錫性差﹐使兩端親和力不同造成立碑。 D. 預熱區預熱不足或不均﹐溫度高的先熔﹐焊錫形成的拉力大於錫膏對元件的拉
力﹐造成受力不均。 E. 錫膏印刷後放置過久﹐助焊劑揮發過多活性下降。 少錫﹕ 加熱不均勻﹐造成元件腳太熱﹐錫膏被吸上引腳﹐導致焊盤上少錫﹐降低升溫速 率或熱風對流速度﹐能防止該缺陷。
4、 到達最高溫度 235±5℃,235 ℃以上的時間應在 20±10 秒 之間。
5、 到達最高溫度時的總行程時 間 6 分鐘(Max)。
6、 下降時速度為 6℃/秒(Max)
Air Reflow 條件: 1、 183℃以上時,時間應保持在 95~130 秒 2、 最以高上溫時度間為應在23100+ -~50 2℃0,秒2之30間℃ 3、 到達最高溫度時的總行程時 間 7 分鐘(Max)。 4、 下降時速度為 6℃/秒(Max)
63Sn/37Pb 要求 三﹑常見不良分析 錫球﹕
Time(sec)
A. 印前﹐錫膏未充分回溫解凍﹐攪拌均勻。 B. 印後太久未回流﹐溶劑揮發﹐膏體變幹變成粉後掉到 PCB 板的油墨上。 C. 印刷太厚﹐元件壓下後多餘錫溢流﹐應考慮鋼板是否過厚﹐下邊是否墊東西﹐
核准
審核
編制
日期
焊錫膏使用說明書
文件編號
二﹑使用方法
1. 建議作業環境﹕ 23℃~25℃﹐相對濕度 60%以下。
2. 回溫﹕ 錫膏從冷藏庫中取出後﹐不可馬上開封﹐為防止結霧﹐必須回溫 4~6 小時﹐至錫 膏回溫到室溫﹐方可開封使用。
3. 攪拌﹕ 錫膏投入印刷機前﹐須充分攪拌﹐以使錫膏中的助焊劑與錫粉能均勻的混合﹐採 用手工攪拌攪拌時間為 4~5 分鐘﹐且須沿著同一個旋轉方向進行均勻攪拌。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安全信息请参照相应的 MSDS。
12 包装/标示
z 包装 采用绿色塑料瓶,每个塑料瓶内锡膏净重 500±5g 。20 个塑料瓶装在一个保利龙泡沫箱内(净重 10KG)。
夏天需在保利龙泡沫箱内存放已包装好的冰块以防止 35℃以上高温。 z 标示
每一容器需有以下包装指示:
DFA 焊锡膏采用绿色标签,表明锡膏中不含铅,但含银。
卤素含量 铜镜腐蚀 铜板腐蚀 氟点测试
表面绝缘电阻
电迁移
结果 物理性能
均匀膏状,无焊剂分离 11.5±0.5wt%
25-45µm/20-38µm 190±30Pa·S 通过 通过 通过 通过
化学性能
无卤素 低
轻微腐蚀可接受 通过
电性能通Βιβλιοθήκη ,2.4×1010Ω通过,初始值=2.2×1010Ω 最终值=2.6×1010Ω
以上资料系根据本公司认定的正确数据而制作,且无偿提供。就以上资料的正确性,本公司不承担明示或默认的保证责任。兹此声明因 使用以上资料或以上材料所导致的损失或伤害,本公司不承担赔偿责任。
4/4
Zn Al As 0.001 0.001 0.03 0.001 0.001 0.03
4 焊料合金熔点(参考值)
合金 SnAg3.0Cu0.5 SnAg0.3Cu0.7
熔点 217-221℃ 217-225℃
1/4
文件名:
焊锡膏使用说明书
5 性能指标
项目
外观 助焊剂含量
锡粉粒度 黏度
粘附力 坍塌测试 锡球测试 润湿性测试
2 特点及优点
z 环保:符合 RoHS Directive 2002/95/EC。 z 无卤:依据 EN 14582 测试,Cl≤900PPM,Br≤900PPM,Cl+Br≤1500PPM。 z 高可靠性:空洞性能达到 IPC CLASS Ⅲ级水平;不含卤素,IPC 分级 ROL0 级。 z 宽回流工艺窗口:在空气和氮气环境中,对于复杂的高密度 PWB 组件能达到好的焊接效果。 z 降低锡珠量:减少随机锡珠产生,返修减少,提高首次通过率。 z 强可焊性:可以满足一些重要的无铅器件浸润困难的需求,例如:CSP、QFN 等。适用于各种
z 高浸润曲线(Hi soak Profile):高密度板组装需加强预热时使用(推荐)
- 以 0.8-1.7℃/S 上升至 135-160℃。 - 以 60-90 秒缓慢升温至 180-190℃。 - 以 1-2℃/S 上升至峰值温度 235-250℃,217℃以上时间 35-90 秒。 - 以 1.5-2℃/S 降温。
(596 小时@85℃/85%RH)
6 印刷参数
刮刀:
金属(推荐)
印刷速度: 12.5-50mm/s
压力:
0.15-0.40kg/cm
环境温度及湿度:22-28℃和<60%RH(推荐)
7 应用
本焊膏适用于标准间距和超细间距丝网印刷应用,印刷速度为 12.5mm/s-50mm/s 之间,使用厚度
为 0.08mm-0.15mm 的标准丝网,根据印刷速度的不同,刮刀压力也要在推荐压力范围内波动,印刷速
无铅线路板表面镀层,包括:OSP-Cu、浸 Ag、浸 Sn、ENIG 和 LF HASL。 z 无铅回流焊接良率高:对细至 0.16mm 直径的焊点都可以得到完全的合金熔化。 z 低残留:回流后残余物少,色浅,无腐蚀,阻抗高,探针可测试。 z 优秀的印刷性和印刷寿命:超过 8 小时的稳定一致印刷性能。 z 优秀的元器件重新定位能力:即使在苛刻的回流条件下仍可获得优秀的元器件重新定位能力。
DFA 焊锡膏推荐的回流曲线见上图,这一回流曲线仅是一个向导。产品的回流曲线应该按照客户的 工艺和应用来选择,因此您的最佳回流曲线可能与所推荐的曲线有所区别,由于 DFA 是一款高活性焊 锡膏,因此它能在比较宽的曲线范围内起到有效的焊接效果。如果您需要额外的曲线图建议,请与及 时雨公司联系。
9 储存
3 焊料合金化学成分
合金
SnAg3.0Cu0.5 SnAg0.3Cu0.7
成分,wt%
Sn Ag
Cu
Bal 3.0±0.1 0.50±0.05
Bal 0.3±0.1 0.7±0.05
少于.wt%
杂质,wt% ,max
Pb Cd Sb Bi Fe 0.05* 0.002 0.10 0.1 0.02
0.05* 0.002 0.10 0.1 0.02
1.商标
2.商品型号
6.使用期限 7.包装规格
3.合金成分 8.注意事项
4.焊料粒径 9.厂商名称
5.生产批号
商品及生产批号识别:
例: DFA——商品型号
SnAg3.0Cu0.5——合金成分
20-38µm——焊料粒径
X411215CR9 ——批号
05.01.21——使用期限
500g——包装规格即 500 克/瓶
建议储存 0-10℃之间,自生产日期起 6 个月内使用。在开盖使用前要确保回到室温,这样可以防止水 蒸汽在焊锡膏处凝结。
10 清洗
DFA 焊锡膏残留物设计为回流后留在线路板上,无需清洗。如需清洗,清洗剂的选型请与及时雨公司联 系。
3/4
文件名:
焊锡膏使用说明书
发布日期:
11 安全
DFA 焊锡膏所用助焊剂不含有毒成分。一般的回流过程中产生的少量气体应从工作区域完全排出。其它
发布日期:
测试依据
J-STD-005 Malcom PCU205/10rpm/25℃
J-STD-005 J-STD-005 J-STD-005 J-STD-005
J-STD-004 J-STD-004 J-STD-004 J-STD-004
J-STD-004,{≥1×108Ω}
(168 小时@85℃/85%RH) J-STD-004,{最终值>初始值/10}
文件名:
焊锡膏使用说明书
发布日期:
无铅免洗焊锡膏
1 概述
DFA 焊锡膏是一款适应超细工艺印刷和回流的无铅、无卤免清洗焊锡膏。DFA 焊锡膏拥有宽工艺 窗口,为 01005inch 元器件提供表面贴装工艺解决方案。在 8 小时的使用中均可提供卓越的印刷性能。 出色的回流工艺窗口,使得其即使使用高浸润曲线,对 Cu OSP 板仍可得到良好的焊接效果。对各种尺 寸的印刷点均有良好的结合。优秀的抗坍塌性能很好抑制不规则锡珠的产生。焊点外观优秀,易于目 检。空洞性能达到 IPC CLASSⅢ级水平及 IPC 焊剂分类为 ROL0 级,确保产品环保和可靠性。
度越大,刮刀压力越大。较宽的回流曲线使得本产品具有较高的焊接性能、优良的外观和更少的不良
现象。
2/4
文件名:
焊锡膏使用说明书
8 推荐回流曲线
发布日期:
z 线性升温回流曲线(Slow Ramp Profile):对空气中回流最小焊点的熔化特别有帮助。
推荐斜率在 0.8℃/S 到 1.7℃/s,时间为 2-3 分钟,峰值温度 230-250℃。