SMT 无铅工艺对无铅锡膏的几个要求
SMT模板开孔规范(锡膏、红胶)

0805
S<38时S=38
38<S<44,S 1:1
S>44时,S=44
宽度1:1开孔,长度外加4mil,裸铜宽度加3-4mil.
1206及以上
当S>70时,内距1:1,当小于70时内距加大6mil.内距小于50时,加大8-12mil.
宽度1:1开孔,长度外加5-6mil,裸铜板宽度加4mil.
SMT钢网通用开口规范
1,无铅锡膏开口规范:
CHIP元件
元件名称
开孔形状
内距
开孔PAD
0402
S<16时,S=16
16<S<18时,1:1
18<S时,S=18
W1:1,L<20时,L外括2mil,大于22时1:1,最大为24*28
0603
S<28时S=28
28<S<34,S 1:1
S>34时,S=34
二极管
0805),当S<40时,内中扩大8-12mil.大于40时,加大4-8mil.
宽度1:1,长加4-6mil
1206):内距大于78时,1:1,内距小于78时,内切至78。最大内切不超过10mil.
宽度1:1,长加6-8mil
三极管
当S<40时,PAD两边外移至40mil.
焊盘一般1:1开孔,裸铜板外加2-3mil.
高电容
内距各内切4mil
宽度1:1开,长度外加6-8mil.
电晶体
固定脚内切三分之一,如果大于120mil时,需要用0.3线宽做架桥处理.
引脚可外括4-6mil.
单排连接器
无铅SMT锡膏作业指导书
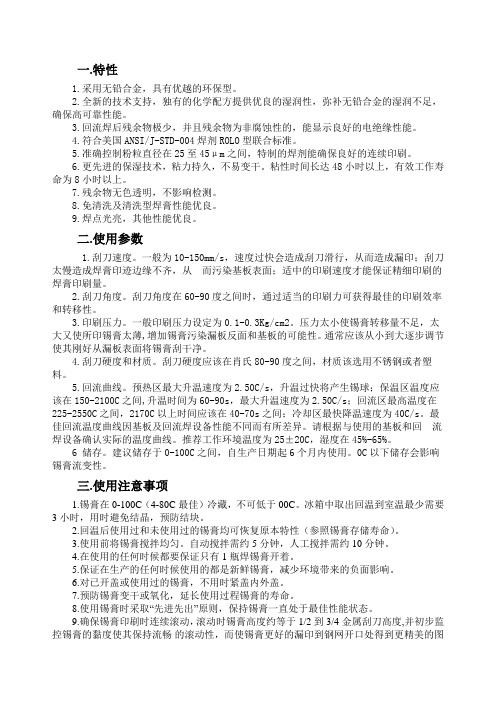
一.特性1.采用无铅合金,具有优越的环保型。
2.全新的技术支持,独有的化学配方提供优良的湿润性,弥补无铅合金的湿润不足,确保高可靠性能。
3.回流焊后残余物极少,并且残余物为非腐蚀性的,能显示良好的电绝缘性能。
4.符合美国ANSI/J-STD-004焊剂ROLO型联合标准。
5.准确控制粉粒直径在25至45μm之间,特制的焊剂能确保良好的连续印刷。
6.更先进的保湿技术,粘力持久,不易变干。
粘性时间长达48小时以上,有效工作寿命为8小时以上。
7.残余物无色透明,不影响检测。
8.免清洗及清洗型焊膏性能优良。
9.焊点光亮,其他性能优良。
二.使用参数1.刮刀速度。
一般为10-150mm/s,速度过快会造成刮刀滑行,从而造成漏印;刮刀太慢造成焊膏印迹边缘不齐,从而污染基板表面;适中的印刷速度才能保证精细印刷的焊膏印刷量。
2.刮刀角度。
刮刀角度在60-90度之间时,通过适当的印刷力可获得最佳的印刷效率和转移性。
3.印刷压力。
一般印刷压力设定为0.1-0.3Kg/cm2。
压力太小使锡膏转移量不足,太大又使所印锡膏太薄,增加锡膏污染漏板反面和基板的可能性。
通常应该从小到大逐步调节使其刚好从漏板表面将锡膏刮干净。
4.刮刀硬度和材质。
刮刀硬度应该在肖氏80-90度之间,材质该选用不锈钢或者塑料。
5.回流曲线。
预热区最大升温速度为2.50C/s,升温过快将产生锡球;保温区温度应该在150-2100C之间,升温时间为60-90s,最大升温速度为2.50C/s;回流区最高温度在225-2550C之间,2170C以上时间应该在40-70s之间;冷却区最快降温速度为40C/s。
最佳回流温度曲线因基板及回流焊设备性能不同而有所差异。
请根据与使用的基板和回流焊设备确认实际的温度曲线。
推荐工作环境温度为25±20C,湿度在45%-65%。
6 储存。
建议储存于0-100C之间,自生产日期起6个月内使用。
0C以下储存会影响锡膏流变性。
SMT无铅制程工艺要求及问题解决方案

一、锡膏丝印工艺要求1、解冻、搅拌首先从冷藏库中取出锡膏解冻至少4小时,然后进行搅拌,搅拌时间为机械2分钟,人手3分钟,搅拌是为了使存放于库中的锡膏产生物理分离或因使用回收造成金属含量偏高使之还原,目前无铅锡膏Sn/Ag3.0/Cu0.5代替合金,比重为7.3,Sn63/Pb37合金比重为8.5因此无铅锡膏搅拌分离时间可以比含铅锡膏短。
2、模板不锈钢激光开口,厚度80-150目(0.1-0.25mm)、铜及电铸Ni模析均可使用。
3、刮刀硬质橡胶(聚胺甲酸酯刮刀)及不锈钢金属刮刀。
4、刮刀速度\角度每秒2cm-12cm。
(视PCB元器件大小和密度确定);角度:35-65℃。
5、刮刀压力(图一)1.0-2Kg/cm2 。
6、回流方式适用于压缩空气、红外线以及气相回流等各种回流设备。
7、工艺要求锡膏丝印工艺包括4个主要工序,分别为对位、充填、整平和释放。
要把整个工作做好,在基板上有一定的要求。
基板需够平,焊盘间尺寸准确和稳定,焊盘的设计应该配合丝印钢网,并有良好的基准点设计来协助自动定位对中,此外基板上的标签油印不能影响丝印部分,基板的设计必需方便丝印机的自动上下板,外型和厚度不能影响丝印时所需要的平整度等。
8、回流焊接工艺回流焊接工艺是目前最常用的焊接技术,回流焊接工艺的关键在于调较设置温度曲线。
温度曲线必需配合所采用的不同厂家的锡膏产品要求。
二、回流焊温度曲线本文推荐的无铅回流焊优化工艺曲线说明(如图二):推荐的工艺曲线上的四个重要点:1、预热区升温速度尽量慢一些(选择数值2-3℃/s),以便控制由锡膏的塌边而造成的焊点桥接、焊球等。
2、活性区要求必须在(45-90sec、120-160℃)范围内,以便控制PCB基板的温差及焊剂性能变化等因数而发生回流焊时的不良。
3、焊接的最高温度在230℃以上保持20-30sec,以保证焊接的湿润性。
4、冷却速度选择在-4℃/s。
回流温度曲线如下:(图二)图二中红色曲线推荐对焊点亮度要求的客户回流曲线湿度变化说明:1、焊锡膏的焊剂在湿度升至100℃时开始熔化(开始进入活性时期),焊锡膏在活化区的主要作用是将被焊物表面的氧化层去掉,如果活性区的时间过长,焊剂会蒸发挥过快,也会造成焊点表面不光滑,有颗粒状。
无铅焊锡及其标准

确认焊锡的种类。(根据焊接的地方,使用不同的焊锡线)
5
6
含助焊剂的焊锡线的构成
注意 Sn-Pb系 PbFree系
焊锡合金
助焊剂
7
助焊剂的作用
氧化膜
FLUX
焊锡
去除氧化膜 防止再氧化 降低表面張力
形及焊锡的 表面
去除金属表面
的氧化膜使焊 锡延展开
盖住除去氧化 膜的地方进行 加热防止再氧 化
降低焊锡表面張 力,让焊锡延展
的烙铁头
烙铁头
1/2~1/3以下的寿命 (两者用机器人实验,机器测的温度都
为420度)
36
PbFree 注意事項
烙铁头的劣化
烙铁头有孔。
锡侵蚀烙铁头前端
烙铁头变黑,焊锡焊不上。
烙铁头被氧化变黑
37
完成作业时
①使用完后烙铁头被污染
烙铁头的收起方式
④将焊锡镀层部分用焊锡包住
②用海绵清洁
③新的焊锡重新供给烙铁 头
Good
NG
20cm以上
危险的姿势
无铅锡膏成分配比一览表
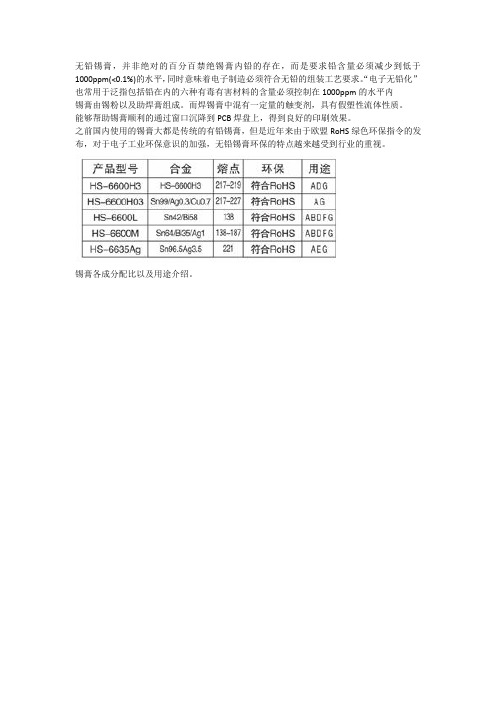
无铅锡膏,并非绝对的百分百禁绝锡膏内铅的存在,而是要求铅含量必须减少到低于1000ppm(<0.1%)的水平,同时意味着电子制造必须符合无铅的组装工艺要求。
“电子无铅化”也常用于泛指包括铅在内的六种有毒有害材料的含量必须控制在1000ppm的水平内
锡膏由锡粉以及助焊膏组成。
而焊锡膏中混有一定量的触变剂,具有假塑性流体性质。
能够帮助锡膏顺利的通过窗口沉降到PCB焊盘上,得到良好的印刷效果。
之前国内使用的锡膏大都是传统的有铅锡膏,但是近年来由于欧盟RoHS绿色环保指令的发布,对于电子工业环保意识的加强,无铅锡膏环保的特点越来越受到行业的重视。
锡膏各成分配比以及用途介绍。
线路板装配中的无铅工艺应用规则
线路板装配中的无铅工艺应用规则无铅工艺是一种环保型的电子零件焊接技术,逐渐在线路板装配中得到广泛应用。
下面将介绍在无铅工艺中的一些应用规则。
首先,无铅工艺需要使用无铅焊膏。
无铅焊膏一般由锡、银和铜等金属合金组成,可以代替传统的含铅焊膏。
在选择无铅焊膏时,需要注意其熔点和流动性,以确保焊接质量。
其次,无铅工艺对线路板的贴片元件有一定要求。
贴片元件应采用无铅焊接引脚的型号,并且引脚焊接垂直于线路板表面。
此外,在无铅工艺中,首选的焊接方式是表面贴装技术(SMT),因为SMT可以更好地适应无铅焊膏的特性。
然而,对于一些无法采用SMT的特殊元件,可以考虑采用Through-hole技术,但需要注意保证焊接质量。
继续,无铅工艺中需要采取一些特殊措施以确保焊接质量。
例如,焊接温度和焊接时间要根据元件和线路板的要求进行调整,以避免焊接温度过高或焊接时间过长导致焊接不良。
此外,还需要注意焊接前对线路板和元件进行适当的清洗处理,以去除表面的污染物,确保焊接的可靠性。
最后,无铅工艺中需要对焊接后的线路板进行质量检测。
这包括进行外观检查,检查焊接是否均匀、焊点是否完整等;进行电性能测试,检测焊点的电阻、电容等参数;进行环境可靠性测试,以确保焊接的稳定性和耐久性。
总结起来,无铅工艺在线路板装配中的应用需要考虑选用无铅焊膏、合适的贴片元件、适当的焊接方式、调整焊接参数、进行清洗处理以及进行质量检测。
这些应用规则能够帮助我们实现环保电子装配,同时确保焊接的质量和稳定性。
随着环保意识的提高和全球环境保护政策的推动,无铅工艺在电子制造领域的应用逐渐成为主流。
无铅工艺相对于传统的含铅焊接工艺具有许多优势,比如环境友好、减少污染、提高焊接质量等。
因此,在线路板装配中,应用无铅工艺已经成为电子企业追求环保和高质量的重要举措。
首先,无铅工艺中的焊接材料是重要的考虑因素。
传统的含铅焊接工艺使用的是含有铅的焊锡合金,而无铅工艺需要使用无铅焊膏。
无铅作业规范
无铅作业规范一.目的使本公司顺利导入并实施无铅工艺,确保无铅产品的加工符合标准;二.适用范围适用于许继电子公司无铅产品加工;三.参考文件《RoHS培训教材》四.职责工程部制订无铅作业规范;负责无铅工艺的导入、培训及实施;生产部依据无铅作业规范,进行规范性操作;品质部依据《无铅作业规范》对产品制程进行督查;五.管理细则零部件采购:1、无铅化电子组装所涉及的零部件、焊料、助焊剂、清洁剂、胶带、标记等不得含有汞、镉、铅、六价铬、聚溴联苯(PBB)、聚溴二苯醚(PBDE)六种禁用物质,简称为无铅材料。
2、供应厂商的认定:应鉴别、选择、发展和确定具有能力制造提供无铅材料的供应厂商,作为无铅化电子组装所使用的材料的来源;3、无铅化电子组装所使用的材料要求通知、交付到供应厂商;4、要求厂商提供证明其符合无铅要求的相关资料文件,并在包装及零件上作无铅的标识;5、材料的采购定单必须明确指明无铅要求。
IQC:1、进料检验中对于厂商提交无铅材料的出货检验报告和测试报告等文件,必须进行确认,并作为品质记录保存;2、对于无铅材料和有铅材料必须予以严格区分,不可以混杂放置;3、检验完成后,必须对合格材料贴上合格标签或无铅标签。
员工规定:1、参与无铅生产人员必须经过相关培训,否则不能参与无铅生产;2、参与无铅生产人员所戴的防静电手套必须保持洁净;3、无铅生产人员与有铅生产人员不得交叉作业。
无铅相关文件规定:1、无铅产品所使用的图纸(使用绿色封面)、作业指导书、流程图必须有无铅标识。
辅料存放及使用规定:1、无铅焊膏应单独存放并作明显的无铅标识;2、无铅物料应单独存放并作明显的无铅标识;3、生产无铅产品使用的网板应单独存放(使用无铅网板专用存放柜);4、清洗网板或无铅线路板使用的脱脂棉、无纺布、无纺纸不能与有铅清洗混用。
本公司的标签如下:无铅清洗规定:1、无铅PCB清洗区应与有铅PCB清洗区分离并作明显的无铅标识;2、无铅PCB清洗使用的毛刷与有铅PCB清洗使用的毛刷分离并作明显的无铅标识;3、无铅PCB清洗后应单独放置不能与有铅PCB混放;4、无铅印刷区应独立并作明显的无铅标识。
SMT车间RoHS制程规定(精华版)
SMT车间RoHS制程规定一、目的:鉴于世界上大部分的国家,出于环境保护的目的,出台的一系列限制在电子电气设备中使用有害物质的法规,将于2006年7月1日起执行以及客户的要求。
公司决定引入无铅制程,为规范无铅制程的管理,严格控制生产流程,防止在生产过程中的铅污染,本车间特出台此规定。
二、范围:本规定适用于SMT车间无铅生产流程。
三、生产过程切换确认:;在切换工作完成后,当班管理人、IPQC必须跟据《SMT无铅制程检查表》的内容对各岗位进行检查、确认,待确认合格后方可开始生产;2、在生产过程中,禁止使用没有RoHS标示的工具、物料等一切物品,特殊情况下必须经当班管理人确认后才能使用。
四、无铅制程中各岗位要求:。
为防止在生产过程中由于人员的原因造成铅污染,所有人员在做生产无铅产品的准备工作前,都应用清水清洗双手;准备工作完成后,用酒精擦拭双手,戴上无铅专用手套,方可进行生产。
生产过程中,所有人员都应随时保持双手的清洁,而且只负责在无铅生产中各自的岗位,不得随意接触标示不明确的PCB板和工具、物品、物料等,反之负责有铅生产的操作员,必须用清水清洗双手,并用酒精擦拭双手,戴上无铅专用手套,经管理人员许可后,方可接触无铅物料、专用工具或上岗,否则不得接近无铅线体。
连班时除了由班长指定暂替的人员外,其它人员不得替班,替班人员应做好双手的清洁工作,如未指定替代人员,经管理人员同意后,可停线连班。
1、物料:物料员在将配料单送往仓库时,应讲明所需元件数量,同时应特别提醒仓管员所有元件,都必须标有无铅标示。
如“RoHS、PB-FREE、LEAD FREE、Pb”等。
接料时,需核对物料是否有无铅标示;无误后,方可将物料放于无铅物料区,并进行标示,标示除需写明该物料的规格、型号等外,还须在物料架贴上无铅标示,并写明责任人,且备料时应用专用的箱子装并标明。
无铅锡膏来料时,应确认该批次是否为无铅锡膏,无误后,方可将锡膏存放于无铅专用的冰箱中。
无铅焊接的助焊剂和焊锡膏注意事项

无铅焊接的助焊剂和焊锡膏注意事项无铅焊接的助焊剂和焊锡膏注意事项使无铅焊接成为现实焊锡膏、波焊液体焊剂、焊剂凝胶和焊锡线中使用的无铅焊剂今天已经成为现实。
这些焊剂配系可以强化焊接工艺,其配方可提供出色的熔湿性能,并使无铅装配所需的化学热稳定性提高。
与锡铅合金一同使用的传统助焊剂对于防止无铅合金熔湿速度缓慢以及通常与无铅焊料伴随而来的较高温度则未必适用。
专门用于无铅焊接的焊剂配系需要采用新的活化剂套件以及具有热稳定性的凝胶和熔湿制剂,以免出现焊料缺陷。
由于许多无铅合金熔湿速度较慢并具有较高的表面张力,选择适合无铅焊接的正确焊剂可以防止焊料缺陷的增加,并能对保持生产产出起到很大的帮助。
下面将对因转而采用无铅装配时可能增多的一般缺陷进行详细说明。
通过选择正确的焊剂和工艺控制,这些缺陷都可以消除。
潜在的缺陷增长- 无铅表面安装装配桥接- 焊锡膏热塌陷性能差焊锡球- 焊锡膏塌陷特性差墓碑效应- 线路板上存在的热差不熔湿- 过度预热或助焊剂活性不足熔湿性能差- 焊剂活性差或过度预热焊锡孔隙- 热特性曲线过低,或焊剂化学属性不够焊锡结珠- 焊锡膏热塌陷性能差或过度预热潜在的缺陷增长- 无铅波焊桥接- 预热或焊锡接触时焊剂钝化冷凝垂柱- 焊剂活性过低或预热温度过高焊锡球- 预热不够或焊剂- 焊料掩模不相容孔隙填充不完全- 焊剂活性过低,固态物含量过低,或是预热温度过高或与熔融焊料接触时间过短对无铅焊剂的要求:低活化温度足够的保质期高活性等级高可靠性残留物呈良性,或如果焊锡膏是可水洗型,可以易于清除无铅焊剂的其他注意事项:焊锡膏是用于点胶还是用于印刷?请注意制造商对于不同的合金使用不同类型的活化剂应仔细选择焊剂,在活化温度和热特性曲线间做出平衡焊剂与选用的合金的相容性是怎样的?可靠性属性(SIR、电迁移、腐蚀)?无铅焊锡膏的注意事项选择时应考虑的重要属性:焊锡球形成测试活动熔湿测试,特定终饰和焊锡气体(空气或氮气)孔隙形成的可能程度,无铅合金更易于形成焊锡孔隙粘着寿命随时间的变化模板寿命和废弃时间冷塌陷热塌陷测试温度可达较高的180-185 C。
无铅锡膏的要求

合金類型熔點(度)主要問題Tin Rich209—227熔點稍有升高Tin Zinc (Bi)190容易氧化,保質困難Tin Bi 137強度很差關鍵字: SMT無鉛工藝 Sn/Ag/Cu合金 低溫回流 空洞水準眾所周知鉛是有毒金屬,如不加以控制,將會對人體和周圍環境造成巨大而深遠的影響。
歐洲議會2003年底已經通過立法,要求從2006年7月開始,在歐洲銷售的電氣和電子設備不得含有鉛和其他有害物質。
中國等國家的相關法律也正在醞釀之中。
由此可見,SMT的無鉛工藝已經成為我們必然的選擇。
本文以無鉛錫膏的研發為基礎,針對無鉛工藝帶來的幾個問題,如合金選擇、印刷性、低溫回流、空洞水準等展開討論,同時,向大家介紹了最新一代無鉛錫膏產品Multicore(96SC LF320 AGS88相應特性。
SMT無鉛工藝對無鉛錫膏的幾個要求摘要:SMT無鉛工藝的步伐越來越近,無鉛錫膏作為無鉛工藝的重要一環,它的性能表現也越來越多引起人們的關注。
本文結合漢高樂泰公司的最新無鉛錫膏產品Multicore(96SC LF320 AGS88分析無鉛錫膏如何滿足無鉛工藝的幾個要求。
表1 三種無鉛合金的比較結果人們最終把目標鎖定在富含Tin的合金上,在富含Tin的合金中,Sn/Ag/Cu 系列又成為選擇的目標。
而Sn,Ag,Cu三種合金成份比例的確定也經歷了一段探索的過程,這主要是考慮到焊點的機電性能,如抗拉強度、屈服強度、疲勞強度、塑性、導電率等等。
最終兩種具有相同熔點(217°C)且性能相似的合金成分:SnAg3Cu0.5(96.5%Sn,3%Ag,0.5%Cu)和SnAg3.8Cu0.7(95.5%Sn,3.8%Ag,0.7%Cu)成為無鉛合金的主要選擇。
其中,SnAg3Cu0.5被日本、韓國廠商廣泛採用,歐美企業更多選擇 SnAg3.8Cu0.7合金。
以上兩種合金Multicore(均可以提供,代號分別為97SC和96SC。
SMT无铅锡膏制程工艺设计规范

有限公司支持性程序文件页 码:1/5标题:SMT无铅锡膏制程工艺设计规范版 本:A01 目的为落实预防失误,不断改进的质量方针,规范公司无铅锡膏制程产品的设计工艺,规范公司无铅锡膏制程产品的制造工艺。
2范围适用于有限公司(以下简称:)无铅锡膏制程(以下简称:无铅制程)产品的设计控制与制造工艺设置。
3 职责工程部:依照研发部提供文件和设计样机,完成生产工艺的设计、选定相关使用耗材。
完成炉温曲线的设计,钢板的开设及钢板开设文件的受控。
对产品治具的评估,完成产品贴装程式的制作和校正。
完成工程样机的制作,生产过程的作业指导书,并完成SMT新机种试产报告。
完成产品贴装程式。
质量部:对样机的零件和耗材进行RoHS测试,完成测试报告。
对无铅耗材及零件管控进行稽核,完成QC工程图。
对产品无铅制程的流程符合RoHS进行稽核,完成产品的检验规范并根据EBOM进行及时更新。
制造部:按照工程部提供之产品无铅制程作业指导书进行作业,维护生产车间日常5S。
研发部:提供产品的输出文件和样机。
样机的产品规格书和零件规格承认书,并对不符合无铅锡膏制程技术要求的零件是否可用给出结论。
零件耐温清单,可推荐使用之耗材。
规定该产品的IPC610D接受等级。
按照此设计规范进行样机设计,并按照工程部给出的评审结果进行进行必要修改,修改后的样机须在进行评审。
4 规范4.1研发部无铅制程设计规范4.1.1 根据研发部设计开发计划,在设计样机完成定型时,由研发部项目组向工程部和质量部提交样机,产品规格书(包括客户规格书与规格书),主要零件规格承认书(包括PCB、IC、BGA、QFP及其他对热冲击敏感之零件),EBOM(EXCEL格式)、PCB(PROTEL的PCB格式)、零件耐温清单(EXCEL格式)、制程种类确定对推荐耗材资料(耗材详细资料,应包括所含成分,推荐炉温曲线等参数资料)等电子档文件和工程交接注意事项。
4.1.2研发部选用无铅制程产品的所有零件需符合RoHS。
无铅锡膏焊接温度要求
无铅锡膏焊接温度要求无铅焊接技术是一种用无铅锡膏代替传统的含铅锡膏进行焊接的方法。
无铅焊接技术主要是为了减少环境污染以及对人体健康的影响,因为传统的含铅焊接方法会释放出有害的铅蒸汽和气味。
而无铅焊接则更加环保和安全。
要实现无铅焊接,控制焊接温度是非常关键的。
本文将详细介绍无铅锡膏焊接的温度要求。
无铅焊接温度的选择是由多个因素决定的,包括焊接材料的特性,焊接质量要求,以及工艺条件等。
在无铅焊接过程中,最常使用的是Sn-Ag-Cu合金作为无铅锡膏的主要成分,因此我们将以Sn-Ag-Cu合金为例来讨论无铅焊接温度的要求。
首先,无铅焊接温度的选择应基于焊接材料的熔点。
Sn-Ag-Cu合金的熔点通常在220℃到240℃之间,因此焊接温度应在这个范围内。
选取适当的焊接温度可以确保锡膏充分熔化,以便形成均匀的焊点。
然而,温度过高可能导致焊接材料的氧化和蒸发,从而影响焊接质量。
其次,无铅焊接温度还应考虑焊接材料的热传导性。
焊接温度过低可能导致焊接热量不足,无法很好地传导到焊接接头,从而产生不均匀的焊点。
因此,适当提高焊接温度可以促进焊接热量的传导,提高焊接接头的温度并确保焊点的质量。
此外,无铅焊接温度还应考虑焊接时间。
焊接时间是指焊接过程中维持焊接温度的时间。
通常,焊接时间应根据焊接接头的尺寸和结构来确定。
对于小尺寸的焊接接头,焊接时间应适当缩短,以避免过热和损坏。
而对于较大尺寸的焊接接头,焊接时间应适当延长,以确保焊接质量。
最后,无铅焊接温度还应综合考虑焊接环境条件。
例如,焊接环境的温度和湿度可能会对焊接温度产生影响。
高温和高湿度环境下,焊接温度应适当降低,以避免过热和焊接材料的氧化。
综上所述,无铅锡膏焊接温度的选择应基于焊接材料的熔点、热传导性、焊接时间以及环境条件等多个因素。
合理选择焊接温度可以确保无铅焊接的质量和可靠性,并最大限度地减少对环境和人体健康的影响。
因此,在无铅焊接过程中,焊接操作人员应严格按照相关的温度要求进行操作,并根据实际情况进行必要的调整和控制。
SMT-锡膏管理规范

SMT-锡膏管理规范引言概述:SMT(Surface Mount Technology)是表面贴装技术的简称,是现代电子制造中常用的一种工艺。
锡膏是SMT工艺中不可或缺的材料之一,对于保证产品质量和生产效率起着重要作用。
为了确保SMT工艺的稳定性和可靠性,制定一套锡膏管理规范是必要的。
本文将详细介绍SMT-锡膏管理规范的内容和要点。
一、锡膏的选择1.1 锡膏品质要求- 锡膏应符合相关国际标准,如IPC-7525A等。
- 锡膏应具有良好的可焊性和可靠性,确保焊接质量和连接强度。
- 锡膏应具备一定的粘度和流动性,以便于在贴装过程中均匀涂布在PCB(Printed Circuit Board)上。
1.2 锡膏类型选择- 根据产品特性和要求,选择适合的锡膏类型,如无铅锡膏、铅锡膏等。
- 考虑到环保因素,推荐使用无铅锡膏。
1.3 锡膏供应商选择- 选择有良好信誉和口碑的锡膏供应商。
- 供应商应提供相关的质量证明和技术支持。
二、锡膏的储存和保管2.1 储存环境- 锡膏应储存在干燥、阴凉、无尘的环境中,避免阳光直射和高温。
- 储存温度一般应控制在5℃~25℃之间。
2.2 锡膏容器- 锡膏应储存在密封的容器中,以防止潮气和灰尘的侵入。
- 容器应标明锡膏的相关信息,如品牌、型号、生产日期等。
2.3 锡膏的保质期管理- 锡膏应按照生产日期先进先出的原则进行使用,以确保锡膏的新鲜度和质量。
- 锡膏的保质期一般为6个月,超过保质期的锡膏应严格禁止使用。
三、锡膏的使用3.1 锡膏的搅拌- 使用前应对锡膏进行充分搅拌,以保证其中的颗粒均匀分布。
- 搅拌时间一般为5~10分钟,搅拌速度适中,避免产生过多气泡。
3.2 锡膏的上机和拆机- 上机前应对锡膏进行检查,确保锡膏的质量和状态良好。
- 拆机后应及时清理和保养相关设备,避免锡膏残留和设备损坏。
3.3 锡膏的追溯和记录- 对于每一批次使用的锡膏,应进行追溯和记录,包括锡膏的供应商、批次号、使用日期等信息。
无铅低温锡膏使用及注意事项-双智利

无铅低温锡膏使用及注意事项-双智利
锡膏主要用在SMT 加工,分为有铅锡膏和无铅锡膏,都是500
克一罐,有铅是白色胶罐,无铅环保是绿色胶罐。
锡膏的主要成份是锡粉和膏体。
有铅是63%的锡粉和37%的铅。
无铅环保的是分42%、64%、99%等的锡粉、铋、银、铜等成份,不含铅。
无铅低温锡膏SZL-828为SMT 无铅制程用焊锡膏。
其合金成份为SnBi,锡粉颗粒度介于25~45um 之间.
无铅低温锡膏SZL-828采用无铅焊锡膏专用焊剂:①使用进口特制松香,黏附力好,可以有效防止塌落;②采用非亲水性溶剂,耐潮湿环境,可长时间印刷并保持适当粘度;③采用非离解性活化剂,润湿性强,上锡好;④回焊后残余物量少,且透明,不妨碍ICT 测试。
焊锡膏使用及注意事项
无铅低温锡膏图示:
深圳市双智利科技有限公司
项
目内容锡膏回温锡膏通常是在冰箱中贮藏,温度一般在5~10℃左右,使用时必须将锡
膏从冰箱中取出恢复到室温(约4小时)。
停工时未用完的锡膏不应
放回原罐中,而应单独存放.
印刷速度25~50mm/s
刮刀硬度80~90DUROMETER
滚筒气压0.3-0.5mPa
印刷方式不锈钢网板接触式印刷
工作寿命6~8小时
工作环境温度20~25℃,相对湿度低于70%
搅拌时间建议在3~5分钟左右
最小包装
500g/瓶。
SMT无铅工艺对无铅锡膏的几个要求

SMT无铅工艺对无铅锡膏的几个要求SMT无铅工艺的步伐越来越近,无铅锡膏作为无铅工艺的重要一环,它的性能表现也越来越多引起人们的关注。
本文结合汉高乐泰公司的最新无铅锡膏产品Multicore(96SC LF320 AGS88分析无铅锡膏如何满足无铅工艺的几个要求。
众所周知铅是有毒金属,如不加以控制,将会对人体和周围环境造成巨大而深远的影响。
欧洲议会2 003年底已经通过立法,要求从2006年7月开始,在欧洲销售的电气和电子设备不得含有铅和其它有害物质。
中国等国家的相关法律也正在酝酿之中。
由此可见,SMT的无铅工艺已经成为我们必然的选择。
本文以无铅锡膏的研发为基础,针对无铅工艺带来的几个问题,如合金选择、印刷性、低温回流、空洞水平等展开讨论,同时,向大家介绍了最新一代无铅锡膏产品Multicore(96SC LF320 AGS88相应特性。
一、无铅合金的选择为了找到适合的无铅合金来替代传统的Sn-Pb合金,人们曾做过许多的尝试。
这是因为无铅合金的选择需要考虑的因素很多,如熔点、机械强度、保质期、成本等。
表1列举了三种主要无铅合金的比较结果。
表1 三种无铅合金的比较结果人们最终把目标锁定在富含Tin的合金上,在富含Tin的合金中,Sn/Ag/Cu 系列又成为选择的目标。
而Sn,Ag,Cu三种合金成份比例的确定也经历了一段探索的过程,这主要是考虑到焊点的机电性能,如抗拉强度、屈服强度、疲劳强度、塑性、导电率等等。
最终两种具有相同熔点(217°C)且性能相似的合金成分:SnAg3Cu0.5(96.5%Sn,3%Ag,0.5%Cu)和SnAg3.8Cu0.7(95.5%Sn,3.8%A g,0.7%Cu)成为无铅合金的主要选择。
其中,SnAg3Cu0.5被日本、韩国厂商广泛采用,欧美企业更多选择SnAg3.8Cu0.7合金。
以上两种合金Multicore(均可以提供,代号分别为97SC和96SC。
无铅锡膏执行标准

无铅锡膏执行标准《无铅锡膏执行标准:锡膏界的“武林秘籍”》嘿,你知道吗?在电子元件这个神奇的微观世界里,无铅锡膏就像是一位超级英雄,默默地把各个微小的零件连接在一起,让我们的电子设备能够正常运转。
但是呢,就像超级英雄也得遵守一些规则才能更好地拯救世界一样,无铅锡膏也有它的执行标准。
要是不遵守这些标准呀,那电子设备的生产就像是一场没有指挥的交响乐,乱成一团糟,最后出来的产品可能就变成了“问题宝宝”,分分钟在你使用的时候给你来个“大罢工”,这可不得了啊!一、“成分大揭秘:无铅锡膏的神秘配方”“无铅锡膏的成分啊,就像一场神秘的魔法聚会。
”无铅锡膏的主要成分那可都是经过精心挑选的。
首先是锡,锡就像是这个魔法聚会的主角,它是基础且重要的存在。
无铅锡膏中的锡含量是有严格标准的,这就好比一场派对邀请的主角必须是够格的大明星一样。
如果锡的含量不达标,那就像是派对请了个小喽啰冒充大明星,整个派对的档次就下来了。
除了锡,还有助焊剂。
助焊剂就像是这个魔法聚会的助手,它的作用绝绝子!它能够帮助去除焊接表面的氧化物,让焊接过程更加顺畅。
就好比助手能够提前把舞台打扫干净,让主角能够顺利表演。
助焊剂的活性、残留物等都有标准要求。
比如说,如果助焊剂活性太强,就像一个过于热情的助手,可能会把不该清理的东西也给清理了,导致焊接出现问题;要是活性太弱呢,就像个懒助手,氧化物都清理不干净,那焊接效果肯定不好。
二、“粘度之舞:不粘手的秘密”“粘度这事儿,就像锡膏的舞蹈节奏。
”无铅锡膏的粘度得恰到好处,不能像水一样稀里哗啦,也不能像胶水一样黏糊糊。
如果粘度太稀,那在印刷过程中,锡膏就像是个调皮的小鬼,到处乱跑,根本没办法准确地印到需要的位置上,这可就成了印刷环节的“灾难现场”了。
就好比跳舞的时候节奏全乱了,大家都不知道该怎么跳了。
而如果粘度太高呢,就像一个行动迟缓的大胖子,在印刷时很难顺利地通过网板,可能会造成印刷不完全或者形状不规则等低级失误大赏。
SMT制程无铅管制办法

SMT制程无铅管制办法1.0目的。
控制不良品,保障公司的无铅制程的顺利进行。
2.0使用范围本公司所有无铅制程。
3.0 内容3.1 SMT车间3.1.1 锡膏的管制:A锡膏的储存:所有无铅锡膏都必须有特殊的标识有铅锡膏区分,并且单独用冰箱保存,保存的条件:0℃-10℃的温度下密封保存,有效期为6个月。
(注:新进锡膏在放冰箱之前贴好状态标签,注明日期并填写《锡膏、红胶进出冰箱管制表》; 生产结束或因故停止印刷时,钢网板上剩余的锡膏或红胶放置时间不得超过1小时B 锡膏的使用:回温:将原装锡膏瓶或红胶从冰箱取出后,在室温21℃-27℃时放置时间不得少于4小时,使之充分回温之室温为宜注意最长的回温时间不得超过八小时,并在锡膏瓶或红胶瓶的状态标签纸上写明解冻时间,同时填好《锡膏、红胶进出冰箱管制表》;锡膏搅拌手工:用搅拌刀按同一方向搅拌5-10分钟,以合金粉与助焊剂搅拌均匀为准。
自动搅拌机:按照《AV30锡膏搅拌机作业指导书》方法进行。
在使用时仍需用手工按同一方向搅动1分钟使用环境: 温度范围:21℃-27℃湿度范围:30%-65%使用投入量:半自动印刷机,印刷时钢网上锡膏成柱状体滚动,直径为1-1.5mm即可。
使用原则:新锡膏开瓶后必须八小时内使用完毕,如果未使用完则必须报废3.1.2 无铅产品的生产原则上需要固定生产线生产,如果是试产不能固定生产线则必须要求在生产之前培训该生产线所有作业员工,使之了解无铅产品与有铅产品的异同及其注意事项3.1.3 无铅印刷:印刷无铅产品之前必须将印刷机的刮刀、钢网、搅拌刀清洗干净,上面不能任何残留物,并且注意无铅印刷的工艺参数与有铅工艺参数不尽相同,印刷时须重新设定工艺参数;印刷完毕后须检查印刷质量以保障流入下工序的都是良品;3.1.4 贴片:因为无铅锡膏的表面张力教大,所以贴片要求贴准确,不能有偏位等不良;3.1.5 回流因为无铅锡膏的融点温度高所以温度曲线及设定有所不同,我公司采用的无铅合金为SN 96.5% Ag 3.0% Cu 0.5%融点温度为217度;结合我公司的产品对温度曲线的要求为:A 预热温度:室温——140度的升温速度为 1.5-3度/秒; B 恒温:140——170度的时间为60-150秒 C 170——217度的时间设定为20-50秒 D 峰值温度 230-240度 E 217度以上的时间设定为40-60秒3.1.6 QC检验由于无铅焊接的焊点表面比较粗糙,外观检验的标准必须单独有一套检验标准区别有铅检验标准,由于无铅制程在我公司是首次导入,如果生产时还没有无铅检验标准,则可以按照我司现有的有铅检验标准的下限值检验无铅产品;3.1.7 不良品的维修由于无铅锡膏的融点温度较高,所以在无铅不良品维修时必须更换高温烙铁嘴,烙铁温度也必须调高至380-400度;并且维修时注意使用无铅焊锡丝;3.2 板卡车间3.2.1焊膏与助焊剂的管制所有无铅焊膏与助焊剂都必须有特殊的标识区分以便与有铅锡膏、助焊剂;建议分开保存,保存条件:无铅焊膏必须保存在干燥通风的环境下, 助焊剂必须保存在密封的容器中,环境要求干燥通风.3.2.2 波峰焊由于无铅焊膏的融点温度高及其润湿性差,对助焊剂的要求不一样,所以它相应的对波峰焊参数也不一样,管控要求为:A 预热温度:100+/-10度;B 锡槽的温度为260+/-5度 C 浸锡时间约5秒内 D 松香流量为50 E 最高温降到150度的时间不得超过10S3.2.3 QC检验由于无铅焊接的焊点表面比较粗糙,外观检验的标准必须单独有一套检验标准区别有铅检验标准,由于无铅制程在我公司是首次导入,如果生产时还没有无铅检验标准,则可以按照我司现有的有铅检验标准的下限值检验无铅产品;3.2.4 不良品的维修由于无铅锡膏的融点温度较高,所以在无铅不良品维修时必须更换高温烙铁嘴,烙铁温度也必须调高至380-400度;并且维修时注意使用无铅焊锡丝;3.3 物料及成品的管控3.3.1 由于无铅产品要求是整个产品中铅的含量小于1000PPM,因此要求产品中使用的物料、外包装材料、辅料等都要求是无铅;3.3.2所有无铅物料及产品都必须有其特定的物料编码系统以区别有铅物料及产品,并且物料及产品的外包装上必须有无铅标识;3.3.3 无铅物料及产品的存放都必须单独的仓库存放,它的储存条件跟含铅物料及产品一样,并且必须要一套单独的管理系统或者同一系统中将其单独跟含铅物料及产品区分开;4.0 实施日期:自发布之日起实施!。
SMT手工焊接操作要求说明

一﹑无铅手工焊接由于很多公司开始面对无铅焊接的工艺挑战,手工焊接以及相关技术已经被认为是制造中的关键因素,需要更过的研究与发展。
手工焊接一般发生在生产线的末端,这时的PCB板已经具有很高的内在价值,所以手工焊接的过程控制是否正确对生产率与成本的高低有重要的影响。
由于这一环节通常是各种焊接工艺中变数最大,产生问题最多的环节,因此更加受到人们的重视。
本文讨论涉及手工焊接的过程控制的几个重要因素并讨论如何适应满足完成无铅焊接的需要。
要做好无铅手工焊接,首先要做好以下准备:1.1 选用适合无铅焊接的烙铁、烙铁咀和清洁器因无铅焊锡丝的熔点高,带走热量快,焊接时易产生冷焊,因此应选择功率大,回温快,有足够热补偿的无铅烙铁。
焊点的最高温度受烙铁咀温度的影响比较大,如果你选择了合适的烙铁咀尺寸,并且在焊点处有良好的热传导,会对焊接非常有利。
所以我们通常选用粗大一点的、热容量大的烙铁咀。
另外一个重要的选择是挑选正确的烙铁头几何形状,它的大小应当与被焊接的组件相当,平的烙铁头比圆的烙铁头有更大的接触面积,从而有更好的热传导特性。
烙铁头的形状应当与被焊接物体有类似的形状与尺寸(左:形状合适,中:型状太小, 右:形状太大)由于无铅焊锡丝的高锡含量,使用时容易腐蚀烙铁咀,降低烙铁咀的使用寿命,因此也亦选用耐腐蚀不含重金属的无铅烙铁咀。
烙铁咀保护也很重要,烙铁咀在使用后应经常保持在烙铁嘴上挂上少量锡,以防止烙铁咀表面暴露在空气中氧化,而且使用时还需要注意烙铁咀的各个表面都要挂锡保护,使用中经常换用烙铁咀的不同位置焊接,防止长期使用某一个位置,而其它位置氧化,从而使烙铁咀寿命急剧缩短。
如果烙铁不使用10分钟或以上,请关上电源。
烙铁咀在使用时也面临经常清洁的问题,以往有铅烙铁在清洁时经常使用吸水的海绵,但如无铅的也这样做将会导致烙铁咀的温度迅速下降,再次焊接时容易产生冷焊。
为尽量降低这种情况,可选用无铅清洁专用的铜网球,依靠铜网的吸锡特点将烙铁咀上多余的锡走。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT无铅工艺对无铅锡膏的几个要求
杨庆江张辛郁
(Henkel Loctite (China) Co.,Ltd.)
摘 要:SMT无铅工艺的步伐越来越近,无铅锡膏作为无铅工艺的重要一环,它的性能表现也越来越多引起人们的关注。
本文结合汉高乐泰公司的最新无铅锡膏产品Multicore®96SC LF320 AGS88分析了无铅锡膏如何满足无铅工艺的几个要求。
关键词:SMT无铅工艺 Sn/Ag/Cu合金 低温回流 空洞水平
众所周知铅是有毒金属,如不加以控制,将会对人体和周围环境造成巨大而深远的影响。
欧洲议会2003年底已经通过立法,要求从2006年7月开始,在欧洲销售的电气和电子设备不得含有铅和其它有害物质。
中国等国家的相关法律也正在酝酿之中。
由此可见,SMT的无铅工艺已经成为我们必然的选择。
本文以无铅锡膏的研发为基础,针对无铅工艺带来的几个问题,如合金的选择、印刷性、低温回流、空洞水平等展开讨论,同时,向大家介绍了最新一代无铅锡膏产品Multicore®96SC LF320 AGS88相应特性。
1.无铅合金的选择
为了找到适合的无铅合金来替代传统的Sn-Pb合金,人们曾做过许多的尝试。
这是因为无铅合金的选择需要考虑的因素很多,如熔点、机械强度、保质期、成本等。
表1列举了三种主要无铅合金的比较结果。
合金类型 熔点(度)主要问题
Tin Rich 209—227 熔点稍有升高
Tin Zinc (Bi) 190 容易氧化,保质困难
Tin Bi 137 强度很差
表1 三种无铅合金的比较结果
人们最终把目标锁定在富含Tin的合金上,在富含Tin的合金中,Sn/Ag/Cu 系列又成为选择的目标。
而Sn,Ag,Cu三种合金成份比例的确定也经历了一段探索的过程,这主要是考虑到焊点的机电性能,如抗拉强度、屈服强度、疲劳强度、塑性、导电率等等。
最终两种具有相同熔点(217°C)且性能相似的合金成分:SnAg3Cu0.5(96.5%Sn,3%Ag,0.5%Cu)和SnAg3.8Cu0.7(95.5%Sn,3.8%Ag,0.7%Cu)成为无铅合金的主要选择。
其中,SnAg3Cu0.5被日本、韩国厂商广泛采用,欧美企业更多选择 SnAg3.8Cu0.7合金。
以上两种合金Multicore®均可以提供,代号分别为97SC和96SC。
2.印刷性
由于Sn/Ag/Cu合金的密度(7.5 g/mm3)比Sn-Pb合金的密度 (8.5g/mm3) 低,使用该种合金的无铅焊锡膏的印刷性比有铅锡膏差一些,如容易粘刮刀等。
尽管如此,由于保证锡膏的良好的印刷性对于提高SMT的生产效率、降低成本十分重要,在合金成分相同的情况下,只有通过助焊剂成分的调
整来提高锡膏的印刷性,如填充网孔能力、湿强度、抗冷/热坍塌及潮湿环境能力等,并最终提高印刷速度、改善印刷效果。
图1为Multicore ®96SC LF320 AGS88的印刷实验结果。
由图1可知该产品的可印刷速度范围为
25 mm/s – 175 mm/s(图中的绿色部分表示印刷效果好)。
事实证明,通过调整助焊剂成分和比例,无铅锡膏可以具有与有铅锡膏同样的高速印刷操作窗口。
图1 Multicore ®96SC LF320 AGS88 印刷结果
3.低温回流的重要性
由于无铅合金的熔点升高(Sn/Ag/Cu 合金的熔点为217°C,Sn-Pb 合金熔点为183°C),无铅工艺面临的首要问题便是回流焊时峰值温度的提高。
在图2中描述了无铅锡膏回流焊接时,在最坏情况假设下(线路板最复杂,系统误差和测量误差为正,以及满足充分浸润的条件),线路板上最热点温度可能达到的温度(265°C)。
图中最冷点235°C 是为保证充分浸润的建议条件。
值得注意的是:一方面,若无铅锡膏所要求的峰值温度较高,线路板最热点便容易达到265°C,而该温度已超过了目前所有元器件的耐温极限;另一方面,若系统误差和测量误差为负,同时锡膏的最低峰值温度较高,便会有冷焊问题的发生。
因此为了保证元器件的安全性、以及焊点的可靠性,无铅锡膏的最低峰值温度应尽量低,即无铅锡膏低温回流特性在无铅焊接工艺中十分重要。
值得一提的是,Multicore ®的领先技术、独特配方成功地解决了这一难题,无铅锡膏96SC LF320 AGS88的最低回流温度仅为229°C,这就意味着应用该款锡膏进行焊接时,可以仅比217°C 的合金熔点高出12°C(保证一定的回流时间)。
这样不但可以很好地解决可靠性、冷焊等问题,更可以减少生
图2 无铅焊接时线路板上最热点温度(最坏情况预估)
产工艺方面的调整,以节约成本。
图3为该款无铅锡膏的回流操作窗口。
由图3可知,96SC LF320 AGS88 拥有很宽的操作窗口:从熔点以上时间60秒/峰值温度229°C,到熔点以上时间80秒/峰值温度245°C 的范围内均可以获得极佳的焊接效果,较宽的回流窗口可以更好地满足生产方面的不同需求。
0100
4.空洞水平
空洞是回流焊接中常见的一种缺陷,尤其在BGA/CSP 等元器件上的表现尤为突出。
由于空洞的大小、位置、所占比例以及测量方面的差异性较大,至今对空洞水平的安全性评估仍未统一起来。
有经验的工程师习惯将空洞比例低于15%-20%,无较大空洞,且不集中于连接处的有铅焊点认为是可接受的。
在无铅焊接中,空洞仍然是一个必需关注的问题。
这是因为在熔融状态下,Sn/Ag/Cu 合金比Sn-Pb 合金的表面张力更大。
如图4所示。
表面张力的增加,势必会使气体在冷却阶段的外溢更加困难,使得空洞比例增加。
这一点在无铅锡膏的研发过程中得到证实,早期无铅锡膏的主要问题之一便是空洞较多。
作为新一代的无铅锡膏产品,Multicore ®96SC LF320 AGS88增加了助焊剂在高温的活性,实现了技术上的长足飞跃,使得无铅焊点的空洞水平可降低到7.5%。
5. 结 论
1)Sn/Ag/Cu 系列合金成为无铅锡膏合金的主要选择;
2)助焊剂介质的合理调整,可使无铅锡膏的印刷性与有铅锡膏几乎相同;
3)无铅锡膏的低温回流特性对SMT 无铅工艺意义重大;
4)新一代的无铅锡膏,使得空洞问题得到明显改善。
图3 Multicore ®96SC LF320 AGS88 回流操作窗口
裸铜板 96SC Sn-Pb 14
0 430 图4 Sn/Ag/Cu 与Sn-Pb 在熔融状态下的润湿角比较
参考文献:
1.无铅法案引起业界关注,各公司准备迎接欧洲新法规;国际电子商情,2003年3月2.低温回流焊接的无铅焊锡膏;中国电子商情,2003年11/12月
3.LF320 Introduction; Steve Dowds, August,2003。