无铅低温锡膏HC55-4258使用说明书
锡膏使用手册

目录第一章锡膏的定义 (3)第二章锡膏的组成 (3)第三章锡膏的合金种类 (3)第四章锡膏中助焊剂 (3)第五章锡膏的分类 (4)5.1普通松香清洗型 (4)5.2免清洗型焊锡膏 (4)5.3水溶性锡膏 (4)第六章锡膏的品质 (4)6.1粘度 (4)6.2触变指数与塌落度 (4)6.3细分成分及焊剂组成 (4)6.4焊粉颗粒尺寸、形状、分离 (4)6.5合金粉末形状 (4)第七章锡膏的选择 (5)7.1合金成分 (5)7.2锡膏粘度 (6)7.3目数 (6)7.4助焊剂 (6)7.5颗粒度选择 (6)7.6所需特性 (8)第八章锡膏的存储及使用环境 (9)锡膏是由焊料合金粉末与助焊剂载体系统按照一定比例均匀混合而成的浆状固体;锡膏的粘度具有流变特性,即在剪切力作用下粘度减小以利于印刷,而印刷之后粘度恢复,从而在再流焊之前起到固定电子元器件的作用。
在再流焊过程中焊料合金粉末熔化,在助焊剂去除氧化膜的辅助作用下润饰电子元器件外引线段和印刷电路板焊盘金属表面并发生反应,最终形成二者之间的机械连接和电连接。
第二章锡膏的组成由合金粉末与助焊剂组成。
助焊剂又由活化剂,粘结剂,润湿剂,溶剂,触变剂与其他添加剂等组成。
第三章锡膏的合金种类金属成份:含银锡膏(Sn62/Pb36/Ag2),不含银锡膏(Sn63/ Pb37),含铋锡膏(Bi14/Sn43/Pb43)和无铅锡膏(Sn-Ag、Sn-Zn、Sn-Bi系列)。
第四章锡膏中助焊剂1.焊剂分为三大类:松香型焊剂、合成树脂型焊剂以及水溶性焊剂。
2.根据活性度的不同,松香型焊剂可以分为三种类型:R 型(松香焊剂)、RMA 型(弱活性焊剂)和 RA 型(活性焊剂)。
三种焊剂特点如下:焊剂类型特点R 型/ROL 型(非活性松香/松香活性低)非活性焊剂,无腐蚀性。
RMA 型/ROM 型(中度活性松香/松香活性中等)弱活性焊剂,无腐蚀性,比 R 型具有更佳的焊接性。
RA 型/ROH 型(活性松香/松香活性高)強活性焊剂,比 R 和 RMA 型具有更佳的焊接性,但是腐蚀性较强。
锡膏的储存和使用操作指导书.doc

锡膏的储存和使用操作指导书1目的整合SMT锡膏印刷规范,为SMT提供直接明了的指导,达到妥•善储存,正确使用锡膏。
避免在储存和使用过程屮,由于操作不当破坏锡膏原有特性,对SMT生产带来不良影响。
2范围本规范适合普联技术有限公司用于SMT回流焊接工艺使用的所有锡膏。
3定义由粉末状焊粉合金、焊剂和一些起粘性作用及其他作用的添加剂混合制成具有一定粘度和良好触变性的焊料膏,称为锡膏。
4.储存和使用4.1锡膏的品牌和型号必须选用经过认证的。
4. 2锡膏购进锡膏购进吋,耍贴上购进日期的标签以区分不同批次,保证“先进先出”的实施。
贴购进13期由SMT车间安排专人负责。
4. 3开封锡膏未开封的锡膏长时间不使用时,应置于冷藏室储存,冷藏室温度应在锡膏生产商推荐的温度值之间。
科利泰公司生产的锡膏储存温度:5°C〜10°Co昊业兴公司生产的锡膏储存温度:TC〜10°C。
同一冷藏室储存上述两种锡膏时,温度值应在5°C〜10°CZ间。
锡膏保存温度必须每个工作FI由白班操作员确认记录一次,数据记在其专用的表格(编号:)内,月底交SMT主管确认后保存,保存期3个月,保存部门SMT车间。
4.4未开封、已回温的锡膏未开封、已回温的锡膏在室温条件卜•放置,在未來24小时内都不打算使用时,应重新放回冷藏室储存。
同一瓶锡膏的回温次数不要超过两次,超过两次反馈给工程师处理。
4.5已开封锡膏开封后未用完的锡膏,应盖上内盖。
内盖一直推到紧贴锡膏表面,挤出里面的空气,再拧紧外盖。
经上述处理的锡膏可在生产现场的环境下存放,开封后的锡膏原则上在24小吋内用完,超过24小时讣工程师判定是否可继续使用。
4.6锡膏使用吋,车间环境温度应控制在20°C〜2VC,环境相对湿度应控制在40%〜80%,超出此范围反馈工程师处理。
4.7锡膏使用前,必须先从冰箱屮取出放在室温下回温4小时以上,才可打开使用,取用时间记录在其专用表格(编号:)内,每张表用完交SMT当班氏确认后保存,保存期1个月,保存部门SMT车间。
锡膏使用作业指导书

添加量(根据锡膏瓶的容积填写)
添加人员
确认人员
时分
时分
时分
时分
时分
XX公司()部()组锡膏添加记录表
年月日
锡膏仓库领取使用记录
锡膏规格
制造日期
有效期限
领取时间(出冰箱)
开封时间
回温时间
开封后使用有效期限(24h)
报废时间
记录
5在添加锡膏前,要以固定方向搅动至锡膏挑起时能自然地分段落下
6锡膏添加采用“少量多次”的方法
7首次添加锡膏量为锡膏瓶容量的1/3,涂抹长度为印刷有效区域的长度
8超过一个小时不印刷,需将锡膏回收
9暂不使用的锡膏要用新的空瓶装起,密封放置于室温下,再次使用时与新鲜的锡膏以1:1比例混合即可
10过期的锡膏必须让工艺人员判定是否可继续使用
注意事项
1不同品牌的锡膏不可混用
2使用时尽量减少锡膏光线照射时间避,免有风直接对着锡膏吹
3使用锡膏供应商建议的清洗剂
4切勿误食锡膏
5防止锡膏接触皮肤﹑眼睛,使用应完立即用肥皂洗手
序号
修订内容
修订日期
修订后版本号
修订人员
审核人员
编开始时间:
开封时间:
使用有效期限:
时间
锡膏使用作业指导书
文件编号
版本号
制订日期
页数
T01
HTT001
2010.12。7
1/1
作业内容
1锡膏的领取必须遵守“先进先出"的原则
2锡膏领取时必须确认锡膏的有效期限、型号,并在瓶盖上记录领取的日期、时间
3锡膏开封前要确认已回温2个小时以上
4锡膏开封时要填写好开盖时间和使用有效时间,生产时要填写锡膏添加相关的记录表
锡膏的储存和使用操作规范

锡膏储存与使用规范(V1.0)1、目的本规范规定了焊膏的妥善存储及正确使用方法。
避免在存储及使用过程中,由于操作不当破坏焊膏的原有特性,给生产带来不良影响。
2、范围本规范适用于四川****数码科技有限责任公司回流焊接工艺使用的所有焊膏。
3、术语和定义焊膏:由粉末状焊粉合金、助焊剂和一些起粘性作用及其他作用的添加剂混合制成具有一定粘度和良好触变性的膏状焊料。
4、储存和使用4.1 锡膏的品牌和型号除非生产和工艺的特殊需求,生产线上使用的焊膏的品牌和型号必须经过工艺、品质部门的认证并纳入合格分供方名录,我司为无铅环保制程,所以所有锡膏均符合RoHS、REACH和无卤,使用的是上海华庆公司生产的高温、中温和低温焊膏。
4.2锡膏购进锡膏购进时,要贴上关键辅料管控的标签以区分不同批次并进行管控,保证“先进先出”的实施。
贴关键辅料管控的标签由仓储管理员负责实施,在检验合格入库时进行,仓储主管负责监督标签填写情况。
4.3锡膏储存未开封的焊膏长时间不使用时,应置于冰箱存储,冷藏温度应在焊膏生产商推荐的温度值之间(华庆公司生产的焊膏存储温度:3摄氏度到8摄氏度之间)。
锡膏保存温度必须每个工作日由仓储保管员确认记录一次,数据记在其专用的表格《关键辅料储存温度记录表》内,工艺部负责人确认后交回库房存档管理,保存期至少1-3个月。
4.4 未开封、已回温的锡膏未开封、已回温的锡膏在室温条件下放置,在未来24小时内都不打算使用时,应重新放回冷藏室储存。
同一瓶锡膏的回温次数不要超过两次,超过两次反馈给工艺技术员处理。
4.5 已开封锡膏开封后未用完的锡膏,应盖上内盖。
内盖一直推到紧贴锡膏表面,挤出里面的空气,再拧紧外盖。
经上述处理的锡膏可在生产现场的环境下存放,开封后的锡膏原则上在24小时内用完,超过24小时让工艺技术员判定是否可继续使用。
4.6分瓶存贮未印刷过的焊膏和已印刷过的焊膏不能混装,应分瓶存贮,同时在管控标签上备注清楚。
低温锡膏使用手册
使用手册1、选取本公司系列锡膏客户可根据自身产品及工艺的要求选择相应的合金成份、锡粉大小及金属含量(查看下一页的合金含量表),对于一般锡铅系焊接体系我们建议选择Sn63/Pb37或Sn62/Pb36/Ag2(焊接含银电极)合金成份。
2、使用前的准备(1)“回温”锡膏通常要用冰箱冷,冷藏温度为5-10℃为佳。
故从冷箱中取出锡膏时,需先经“回温”才能打开瓶盖使用。
回温方式:不开启瓶盖的前提下,放置于室温中自然解冻;回温时间:4小时左右注意:①末经充足的“回温”,千万不要打开瓶盖;②不要用加热的方式缩短“回温”时间。
(2)搅拌锡膏在“回温”后,于使用前要充分搅拌。
搅拌方式:手工搅拌或机器搅拌均可;搅拌时间:手工:4分钟左右机器:1-3分钟;(适当的搅拌时间因搅拌方式、装置及环境温度等因素而不同,应在事前多做试验来确定)3、印刷(1)印刷方式人工印刷或使用半自动和自动印刷机均可.(2)钢网印刷作业条件ES系列锡膏为非亲水性产品,对温度不敏感,可以在较高的温温度为80%)条件下仍能使用。
以下是我们认为比较理想的印刷作业条件。
针对某些特殊的工艺要求作相4、刷后的停留时间锡膏印刷后,应尽快完成元器件的贴装,并过炉完成焊接,以免因搁置太久导致锡膏表面变干,影响元件贴装及焊接效果,一般建议时间不超过12小时。
5、回焊温度曲线(以Sn63/Pb37为例)以下是我们建议的热风回流焊工艺采用的温度曲线,可经用作回焊炉温度设定的参考。
该温度曲线可有效减少锡膏的垂流性必以及锡球的发生,对绝大多数的产品和工艺条件均适用。
温度(0℃)250200150100500 30 60 90 120 150 180 210 240 270 300 330 360A、预热区要求:升温速率为1.0-3.0℃/秒;B、浸濡区(加热通道的)要求:温度时间:升温速度:C、回焊区要求:最高温度:时间:D、冷却区要求:降温速率小于4,冷却终止温度最好不高于75备注:1、对于Sn62/Pb36/Ag2合金锡膏的温度,曲线与上述相似;2、上述温度曲线是指焊点处的实际温度,而非回焊炉的设定加热温度(不同)3、上述回焊温度曲线仅供参考,可作为使用者寻找在不同制程应用之最优曲线的基础。
无铅锡膏汇总说明书

无铅锡膏说明书TEL: 版本号: FAX: 生效日期:地址: 编写单位:无铅锡膏一、简介无铅锡膏,由特殊制成的助焊膏与低氧化度的球形焊料粉末均匀混合而成,体系中添加高性能触变剂,具有优越的流变特性,印刷容易且不易坍塌,适用于细间距器件(QFP、uBGA等)的贴装。
二、性能:1、本产品为免清洗型,回流焊后残留物极少,无需清洗即可达到优越的ICT探针测试性能,并且有极高之表面绝缘阻抗。
2、连续印刷稳定,在长时间印刷后仍能与初期之印刷效果一致,不会产生微小锡球。
3、印刷时具有优异的脱模性,可适用于细间距器件(0.5mm/20mil)或更细间距(0.4mm/16mil)的贴装,如QFP、uBGA等。
4、溶剂无刺激性气味,挥发慢,可长时间印刷而不会影响锡膏的印刷粘度。
5、粘度适中,触变性好,印刷中和印刷后不易坍塌,显著减少焊接架之发生。
6、流焊时产生的锡球极少,有效的改善短路之发生。
7、焊后焊点光泽良好,强度高,导电性能优异。
8、助焊膏含量低,干燥性良好。
9、适用的回流焊方式:红外线、气相式、对流式、传导式、热风式、雷射式。
二、规格:1、锡粉项 目 备 注焊锡合金成份 Sn64Bi35Ag1锡Sn 64.0±0.5J-STD-006铋Bi 35.0±0.5银Ag 1.0±0.2焊锡合金粉末粒径(μm) 25-45小于25μm不大于10%,大于45μm不大于1% 焊锡粉末形状 球形 97%颗粒呈球形熔点(℃) 138-1872、锡膏锡膏型号 K-636助焊剂含量 11.0%粘度(25℃,Malcon sensor, 10rpm)190pa.s表面绝缘电阻(初始值) >108Ω表面绝缘电阻(40℃ 90%,168H) >108Ω扩展率 >75%铜镜腐蚀试验 无任何穿透腐蚀试验(经4D,40℃,90%) 与标准板比较无明显腐蚀迹象三、锡膏使用注意事项1、生产批号之识别:生产批号为年、部门、月、日、批次,流水号例: 9- 4106 A 01↑↑↑↑ ↑ ↑年部门 月日 批次流水号2、锡膏型号说明:U/K 6 3 6↑ ↑ ↑ ↑助焊剂类型 合金种类 合金粒度 用途助焊剂类型:合金组成: 1:Sn96.5Ag3.0Cu0.5 2:Sn42Bi583:Sn99.3Cu0.7 4: Sn99.0Ag0.3Cu0.75:Sn96.5Ag3.5 6:Sn64 Bi35Ag17:Sn62Pb36Ag28:Sn63Pb379:Sn43Pb43 Bi14C:Sn69.5Bi30 Cu0.5D:Sn59.9Bi40 Cu0.1E: Sn82.5Bi17Cu0.5 F:Sn62.8Pb36.8Ag0.4合金粒度; 2:75-45μm 3:45-25μm4:38-20μm 5:30-15μm用途: 3:通孔6:模组8:SMT(印刷) 9:点涂3、锡膏之储存:z储存温度及保质期 2-10℃:生产日起6个月内(密封保存)z新锡膏的贮存购买后应放入冷藏库中保存,以先进先出之观念使用。
无铅锡材使用规范
一﹑目的﹕规范锡材之作业安全和要求﹐使公司锡材作业有所依循。
二﹑范围﹕所使用之无铅锡丝﹑锡棒﹑錫膏。
三﹑权责﹕1. “廠內” 與 “外包”2. 廠內相关生产单位执行﹐IPQC 监督﹑查核执行情况﹔生產送品保檢驗。
3. 外包廠商﹐SQE 監督按以下作業落實﹐仓库配合收﹑發料作业﹐SQE 送品保检驗。
四﹑作业规范内容﹕1. 储存﹕锡材的保存期限和环境﹕室温下保存二年﹐需在阴凉处保存﹐避免火源﹑高温﹑阳光直射﹐需防水﹑防污染(包括无铅)。
2.使用﹕2.1.锡材使用的最高温度不得高于500℃。
2.2.在开锡炉后或每次填锡时待全部熔化后应搅拌锡﹐使其各成分均匀。
2.3.锡炉每镀一次锡后应刮净表面之氧化物﹐其刮出的氧化物应收集摆放于锡材报废区报废处理(其刮锡面使用之刮刀必需保持清洁)。
2.4.使用锡丝时所产生的废锡需收集摆放锡材报废区报废处理。
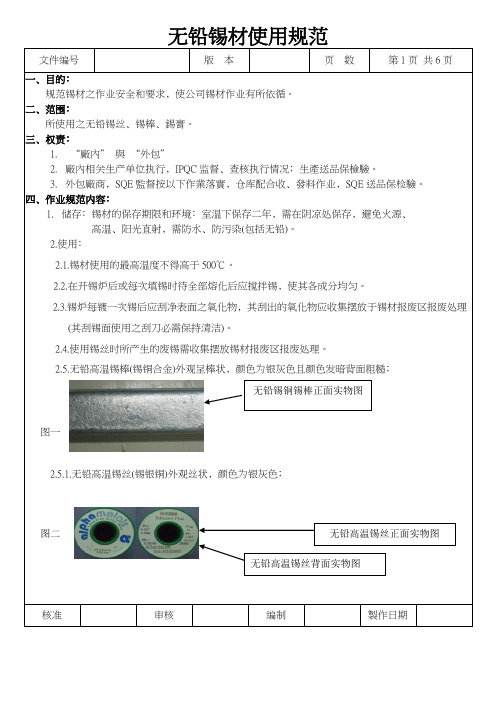
2.5.无铅高温锡棒(锡铜合金)外观呈棒状﹐颜色为银灰色且颜色发暗背面粗糙﹔ 图一2.5.1.无铅高温锡丝(锡银铜)外观丝状﹐颜色为银灰色﹔核准 审核 编制 製作日期无铅锡铜锡棒正面实物图无铅高温锡丝正面实物图无铅高温锡丝背面实物图图二2.5.2.无铅低温锡棒(Sn100%)外观呈棒状﹐颜色为银白色且表面光亮(图四为力创厂商)﹔图三2.5.3. 无铅低温锡丝(Sn100%)外观丝状﹐颜色为银白色﹔图四2.5.4核准 审核 编制 製作日期阿尔发无铅纯锡锡棒正面实物阿尔发无铅纯锡锡棒背面实物无铅纯锡锡丝正面实物图无铅纯锡锡丝背面实物图 外观状况力创无铅纯锡锡棒实物图圖五正面反面从液相识别2.5.5.无铅低温锡棒(100%BAR)熔点为232℃2.5.6.无铅高温锡棒(锡铜合金)熔点为227℃~340℃﹔ 2.5.7.无铅低温锡丝熔点为221℃ 2.5.8.无铅锡膏熔点为217℃ 2.6.仓库负责对有铅高温﹑低温锡丝锡棒和无铅高温﹑低温锡丝锡棒之库存标识与区隔﹑存放。
无铅锡条应用说明书 仅做参考

《无铅焊锡条使用操作说明》产品简介:千岛金属锡品有限公司生产的无铅焊锡条是我司集多年焊锡条的研究和实践经验,结合现代电子行业的绿色发展方向和高可靠性产品的要求,采用符合RoHS规定的高纯度的金属纯锡、纯银、纯铜、经特殊的工艺制成的。
它主要适用于各种波峰焊和用手工浸焊。
其优点有:1杂质少,纯度极高;锡条的物质含量均匀;2本产品具有优良机械性能和良好的润湿性,它适用于高档的电子、电气产品;3锡条熔化后流动性好,焊点光亮,可靠牢固,抗疲劳性能强;4锡液面光亮,抗氧化效果好,氧化渣少;5锡条质量稳定,焊接效果稳定。
使用注意事项:千岛无铅焊锡适用于电子组装厂波峰焊接和表面贴装的无铅焊接工艺应用。
它适用于单面和混装工艺。
推荐焊料槽温度为260-275℃,接触时间2.3-3.5秒。
相关的波峰焊接辅料助焊剂搭配,请参考我们的选择指南。
可提供无铅焊料回收服务,包括专门的无铅容器,请咨询当地的分公司。
推荐工艺设置波峰设置工艺参数推荐工艺设置单波峰锡槽温度260-275Celsius传送带速度 1.0-1.5m/min(3.3-5ft/min)接触时间 2.3-2.8秒波峰高度1/2-2/3板厚锡渣清除每运转8小时清除一次铜含量检查每8000片板子,直到40000片板子双波峰锡槽温度260-275Celsius(501-519F)传送带速度 1.0-1.5m/min(3.3-5ft/min)接触时间 3.0-3.5秒波峰高度1/2-2/3板厚锡渣清除每运转8小时清除一次铜含量检查每8000片板子,直到40000片板子焊料槽中铜含量控制:焊槽中铜含量应该控制在0.6%-0.9%。
控制波峰焊料槽中的铜含量对保证焊接工艺中的低缺陷的焊接十分重要。
由于板子和元器件上铜的溶解的影响,无铅焊料中的铜含量有增加的趋势,这在使用OSP裸铜板时表现的尤为明显。
研究表明典型的溶解率为每1000块板子增加0.01%Cu,每种工艺都有其特性,这里仅仅表示溶解率(基于实际数据)。
无铅锡膏的使用方法

25 20 15 10 5 0 0 30 60 90 TIME @(hr) 120 150 180 23 Û Ç 27 Û Ç
Page 3
Ta-Fong Electro Fra bibliotekhemical
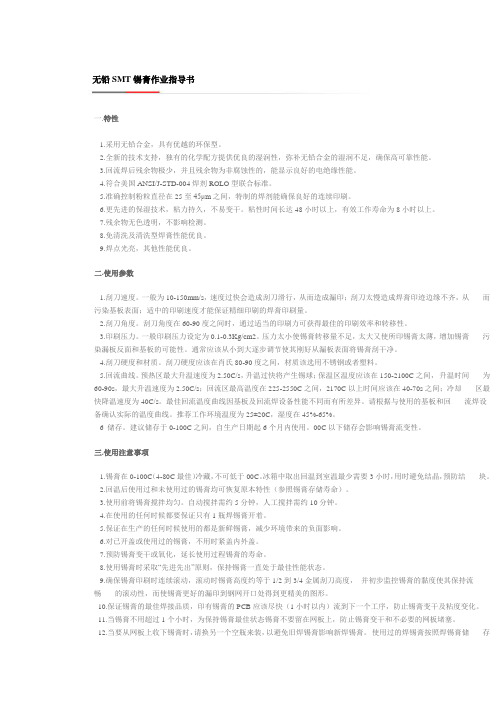
使用以前 錫膏攪拌
• 回温後手攪拌 1分鐘以内(防空気泡進入錫膏) 慢慢攪拌 ⇒錫膏會流動性就OK • 回温後自動攪拌機 1-5分左右(不要過30°C:注意點温度太高) (因為各攪拌機回転速度不一様) • 未回温直接用自動攪拌機 20±5分鐘 ⇒注意錫膏温度 不要過30°C
回温的條件与目的
• 回温 密封、室温放置1.5-2小時以上 若錫膏温度低時候開封的話 錫膏會結露(吸湿) 後面問題比較多
Solderpaste @· Æ · º ñ Ô 30
@(degree) TEMP
Trouble
Solder-Ball! Printing-time is short!
Ta-Fong Electro Chemical
無鉛錫膏的使用方法
錫膏使用方式興注意事項
2003年9月
Page 1
Ta-Fong Electro Chemical
錫膏保管条件
• 温度範囲 10°C以下保管 参考:一般管理温度範囲是0-8°C
• 期間 3-6個月 按照各錫膏規格
Page 2
Ta-Fong Electro Chemical
Solder-Ball, Printing is no-good, Printing-time is short, stick on squeegee, etc
錫膏不好用?
Page 6
Page 4
Ta-Fong Electro Chemical
锡膏的使用.

c 回温完成后,打开锡膏,由制造登记“开封”时间及开 封后使 用“期限”。并使用刮刀搅动30秒钟,添加时应分 多次少量(可视不同机种参见SOP),添加完毕后,立即加盖 密封,避免长期曝露在空气中。
建议作业环境:温度25±2℃;相对湿度 60±15%。 印刷后
2小时内过Air- reflow,超时刮除清洗重印
1.是一种化学产品,混合了多种化学成份,应切记避免多次 数近距离嗅闻其味更不可食用。
2.接过程中,锡膏中的助焊剂产生的部分烟雾会对人体的呼 吸系统产生刺激,长时间或一再暴露在其废气中可能产生不 适,因此应确保作业现场通风良好,焊接设备必须安装充足 的排气装置,将废气排走。
--预防锡膏变干和氧化,延长在使用过程中锡膏的自身寿 命
6.在使用锡膏时,实行“先进先出”的工作程序。 --使用锡膏一直处于最佳性能状态
7.确保锡膏在印刷时是“热狗”式滚动,“热狗”的厚度直 径约等于1.5-3.0cm高度。
--监测锡膏粘度的指导方法 --正确的滚动可以确保焊膏漂亮的印刷到钢网的开口处 8.印有锡膏的PCB,为保证锡膏的最佳焊接品质,在1个小 时内流到下一个工序。
当锡膏搅拌一分钟后就可以上线,同样当搅拌不到一分 钟,会提示你搅拌需要一分钟才能上线,锡膏上线时操作是: 输入锡膏编号,点击按钮,弹出如下图所示的介面,选者使 用线别,以及领用人后点击确定,即可上线。
2.3.5 锡膏的使用说明
锡膏使用说明:
a 锡膏使用应遵循“先进先出”之原则,依照厂商制造日 期之先后顺序,逐批使用。
无铅锡膏的温度设定

2锡膏管制标签的填写:
1.保存期限:参考锡膏标签上的“used by”.
2.开始回温时间:锡膏从冰箱拿出来开始回温的时间。
3.结束回温时间:从开始回温时间起,经4-6小时回温的时间。
4.开封时间:锡膏使用前打开罐子的时间。
5.报废时间:暴露空气中超过12小时报废。
(2)红胶回温流程
1. 红胶管制标签的式样:
时间过长或梯度过高则容易影响松香在到达合金熔点之前的效果。
焊接温区:最高温度为240℃±10℃之间要视乎回流焊机类型、特性和实际情况。217℃以上的时间则为60-90秒,若时间过长,焊接面则容易失去光泽,时间过短,松香则不能发挥其湿润效果造成焊接不牢的现象。
冷却区:降温最快为4℃/秒,若速度太快表面容易有裂痕,相反太慢则表面容易变暗淡。
SMT锡膏/红胶回温作业指导
文件编号:
SK-071029
文件版本:
文件类型:
受控文件
作成日期:
一.目的
确保锡膏/红胶的正确使用,保证产品质量;
二.适用范围
SMT锡膏/红胶回温区;
三.作业步骤:
(1).锡膏回温流程
1 .锡膏管制标签的式样:
锡膏管制标签
保存期限
开始回温时间
结束回温时间
开封时间
开封报废时间
扳手、六角匙、螺丝刀、液体润滑油、黄油、白布等;
五.保养周期
1.日保养:每天由操作员按照《设备日保养记录表》如实填写机器保养项目,交由技术人员审核;
2.周保养:每周星期六由操作员在技术员的配合下,按照《设备周保养记录表》如实完成各个保养环节,并记录在案,由技术人员审查;
3月保养:每月最后一天由技术人员按照《设备月保养记录表》完成各个环节的保养项目,并记录在案,交由PE审核。
无铅锡膏使用说明书
无铅SMT锡膏作业指导书一.特性1.采用无铅合金,具有优越的环保型。
2.全新的技术支持,独有的化学配方提供优良的湿润性,弥补无铅合金的湿润不足,确保高可靠性能。
3.回流焊后残余物极少,并且残余物为非腐蚀性的,能显示良好的电绝缘性能。
4.符合美国ANSI/J-STD-004焊剂ROLO型联合标准。
5.准确控制粉粒直径在25至45μm之间,特制的焊剂能确保良好的连续印刷。
6.更先进的保湿技术,粘力持久,不易变干。
粘性时间长达48小时以上,有效工作寿命为8小时以上。
7.残余物无色透明,不影响检测。
8.免清洗及清洗型焊膏性能优良。
9.焊点光亮,其他性能优良。
二.使用参数1.刮刀速度。
一般为10-150mm/s,速度过快会造成刮刀滑行,从而造成漏印;刮刀太慢造成焊膏印迹边缘不齐,从而污染基板表面;适中的印刷速度才能保证精细印刷的焊膏印刷量。
2.刮刀角度。
刮刀角度在60-90度之间时,通过适当的印刷力可获得最佳的印刷效率和转移性。
3.印刷压力。
一般印刷压力设定为0.1-0.3Kg/cm2。
压力太小使锡膏转移量不足,太大又使所印锡膏太薄,增加锡膏污染漏板反面和基板的可能性。
通常应该从小到大逐步调节使其刚好从漏板表面将锡膏刮干净。
4.刮刀硬度和材质。
刮刀硬度应该在肖氏80-90度之间,材质该选用不锈钢或者塑料。
5.回流曲线。
预热区最大升温速度为2.50C/s,升温过快将产生锡球;保温区温度应该在150-2100C之间,升温时间为60-90s,最大升温速度为2.50C/s;回流区最高温度在225-2550C之间,2170C以上时间应该在40-70s之间;冷却区最快降温速度为40C/s。
最佳回流温度曲线因基板及回流焊设备性能不同而有所差异。
请根据与使用的基板和回流焊设备确认实际的温度曲线。
推荐工作环境温度为25±20C,湿度在45%-65%。
6 储存。
建议储存于0-100C之间,自生产日期起6个月内使用。
无铅锡膏的使用与保存方法—双智利

深圳市双智利科技有限公司
无铅锡膏的使用及保存方法—双智利
无铅锡膏的使用:
首先开封前须将锡膏温度回升到使用环境温度(25±3℃),回温时间约为3~4小时,并禁止使用其他加热器使其温度瞬间上升的方法;
然后回温后须充分搅拌,使用搅拌机的搅拌时间约为1~3分钟,视搅拌机机种而定。
以上步骤完成后接下来使用方法:
(1)将锡膏约2/3的量添加于钢板上,尽量保持以不超过1罐的锡膏量于钢板上;
(2)视生产速度,以少量多次的添加方式补足钢板上的锡膏量以维持锡膏的品质;
(3)当天未使用完的锡膏,不可与尚未使用的锡膏共同放置,建议锡膏开封后于24小时内使用完毕;
(4)锡膏印刷在基板后,建议于4-6小时内贴装元件并进入回流焊完成焊接;(5)换线超过一小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封装;(6)为达到最好的焊接效果,室内温度请控制于22-28℃,湿度RH40~60%;(7)欲擦拭印刷错误的基板,建议使用乙醇、IPA清洁。
无铅锡膏保存方法:
锡膏通常是在冰箱中贮藏,温度一般在2~10℃左右,锡膏的使用期限为六个月(未开封);不可放置于阳光照射处。
锡膏使用说明

拟制:
确认:
核准:
TM
深圳市毅宁亮光电科技有限公司
E T N T E C H N O L O G Y L IM IT E D
锡膏使用说明
文件编号 版0 A 共1页 2011-4-22 2011-4-23
文件名称
全部产品主要使用2种无铅锡膏,即: ①中温锡膏:7TF0C3 ②高温锡膏:9YC89CN
1.锡膏的存储环境: 锡膏必须存储在冰箱中,温度范围为:2℃--10℃
2.锡膏的使用条件: ①锡膏使用前须从冰箱中取出来后放置在常温中解冻4小时,才可使用。 ②锡膏解冻后须在8小时内用完,未用完须放回冰箱中再次储存。
各系列产品使用锡膏分类如下表: 序号 1 2 3 4 5 产品类型 3528软光条系列 5050软光条系列 硬光条系列 含有IC产品系列 模组系列 使用锡膏类别 高温锡膏 高温锡膏 中温锡膏 中温锡膏 中温锡膏 编号 9YC89CN 9YC89CN 7TF0C3 7TF0C3 7TF0C3 备注
锡膏的使用说明技巧.

1、锡膏:(1 焊锡膏的保存要求:a. 密封形态存放在恒温、恒湿的冷柜内b. 保存温度为0℃~10℃.原因说明:温度过高,焊膏中的合金粉未和焊剂起化学反应后,使粘度、活性降低影响其性能;如温度过低,焊剂中的树脂会产生结晶现象,使焊膏形态变坏。
c. 保管过程,注意保持“恒温”,说明:如果在较短的时间内,使锡膏不断地从各种环境下反复出现不同的温度变化,同样会使焊锡膏中焊剂性能产生变化,从而影响焊锡膏的焊接品质。
(2使用前的要求----回温a.时间要求:4~8小时,标准以锡膏温度和室温一致b.回温方式:倒置放置于常温下。
c.开封使用前要求搅拌,时间约3~5分钟,每分钟60~80转,要求沿同一方向进行说明:如果刚从冷柜中取出就开封,存在的温差会使焊膏结露、凝成水份,这样会导致在回流焊时产生焊锡珠;但也不可用加热的方法使焊锡膏回到室温,急速的升温会使焊膏中焊剂的性能变坏,从而影响焊接效果。
回温过程采用倒放方式保证搅拌后金属颗粒的分布更为均匀。
(3使用时的注意事项:a、锡膏在印刷机中的温湿度要求:25±3℃,RH 40~70%b、刮刀压力:保证印出焊点边缘清晰、表面平整、厚度适宜;c、刮刀速度:保证焊膏相对于刮刀子为滚动而非滑动,一般情况下,10-20mm/s为宜;d、印刷方式:以接触式印刷为宜;e、焊膏印刷后应在24小时内贴装完,超过时间应把焊膏清洗后重新印刷f、焊膏开封后,原则上应在当天内一次用完,超过时间使用期的焊膏不能再使用另外,在使用时要对焊膏充分搅拌,再按印刷设定量加到印刷网板上,采用点注工艺的,还须调整好点注量。
在长时间的印刷情况下,因焊膏中溶剂的挥发,会影响到印刷时锡膏的脱模性能,因此对存放焊锡膏的容器不可重复使用(只可一次性使用,印刷后网板上所剩的焊锡膏,应用其它清洁容器装存保管,下次再用时,应先检查所剩锡膏中有无结块或凝固状况,如果过分干燥,应添加供应商提供的锡膏稀释剂调稀后再用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
温度较室温低很多,若未经“回温”,而开启瓶盖,则容易将空气中的水汽凝结, 并沾附于锡浆上,在过回焊炉时(温度超过 200℃),水份因受强热而迅速汽化, 造成“爆锡”现象,产生锡珠,甚至损坏元器件。 回温方式:不开启瓶盖的前提下,旋转于室温中自然解冻; 回温时间:2-4 小时左右; 注 意:未经充足的“回温”,千万不要打开瓶盖,不要用加热的方式缩短“回温”的时间;
四、助焊剂特性
助焊剂等级
氯含量
表面绝缘阻抗 加温潮前 40℃/90%RH
(SIR)
加温潮后 40℃/90%RH
水溶液阻抗值
铜镜腐蚀试验
铬酸银试纸试验
残留物干燥度
PH
卤素含量(wt%)
ROLO <0.2wt% >1×1013Ω >1×1012Ω >1×105Ω 合格(无穿透腐蚀) 合格(无变色) 合格 5.3+0.5 RMA 型
无铅低温锡膏 HC55-4258
使 用 说 明 书
深圳市华创精工科技有限公司
SHENZHEN HUACHUANG HIGH-TECH CO.,LTD.
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -0-
无铅低温锡膏 HC55-4258 使用说明书
搅 拌:锡膏在“回温”后,于使用前要充分搅拌。 目 的:使助焊剂与锡粉之间均匀分布,充分发挥各种特性; 搅拌方式:手工搅拌或机器搅拌均可; 搅拌时间:手工:4 分钟左右;机器:1~3 分钟左右。 搅拌效果判定:用刮刀刮起部分锡膏,刮刀倾斜时,若锡膏能顺滑地滑落,即可达到要求。
3、印刷: ☆ 钢网要求:与大多数锡膏相似,若使用高品质的钢网和印刷设备,华创锡膏将列能表现出
3、操作与储存注意事项:a、定期进行健康检查,工作服要单独清洗,受污染衣物用物质处 理后再废弃。
b、不用时必须封紧瓶盖并储存在无阳光直射之处。 4、个人卫生注意事项:a、不要用手接触; b、作业完毕请即刻洗手。 -----------以上资料由深圳市华创精工科技有限公司提供---------------
相对湿度为 80%)条件下仍能使用。
下是我们认为比较理想的印刷作业条件:
刮刀硬度 刮印角度 印刷压力 印刷速度
环境状况
60~90HS(金属刮刀或聚胺甲酸脂刮刀)
0
0
45 ~60
(2~4) ×105pa
正常标准:20~40mm/sec 印刷细间距时:15~20mm/sec 印刷宽间距时:50~100mm/sec 温度:25+3℃ 相对湿度:40~70% 气流: 印刷作业处应没有强烈的空气流动
In house
金属含量
88~90wt%(±0.5)
重量法(可选调)
合金密度(g/cm3)
8.75g/cm3
密度计
锡膏外观
淡灰色,圆滑膏状
In house
颗粒体积(um)
25-45um(-325/+500 目) IPC-TM-650
焊剂含量(wt%)
9~11wt%(±0.5)
重量法(可选调)
粘度(25℃时 pa.s)
粘着力(vs 暴露时间)
56gF(2 小时) 68gF(4 小时)
IPC-TM-650 ±5%
44gF(8 小时)
钢网印刷持续寿命
>12 小时
In house
保质期
6 个月
5~10℃密封贮存
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -3-
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -5-
易燃限制:无 灭火材料及方式:使用适合金属火情的专门化学粉末,如干沙、白云石、石墨、苏打粉末。
不要将水直接浇于正在燃烧或熔化的金属上。可用水为容器降温。 自燃温度:不会自燃。 五、稳定性和反应性 热分解/应避免的条件:依说明书使用不会引起分解 不可接触的物质:强酸和强氧化剂 危险的反应:未知有危险的反应 有害分解产物:加热时,溶剂挥发,松香可被热分解成自由的脂肪醛、酸和萜烯、一氧化碳
优越的性能。无论是用于蚀刻还是光刻的钢网,均可完美印刷,对于印刷细间 距,建议选用光刻钢网 0.65~0.4mm 间距,一般选用 0.12~0.20mm 厚度的钢网。 钢网的开口设计方式对焊接品质成为重要,客户若需要,本公司可提供这方面 的技术。
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -7-
2.不慎触及眼睛时,可用清水洗涤 15 分钟,并即刻送医治疗 3.吞食时,喝下 1-2 杯稀释的牛奶或水,尔后诱发呕吐或送医
七、防护方法
1、个人防护制备:a、口:应佩戴防护口罩 b、眼:应佩戴防护眼镜 c、手:须戴干净不会渗透的手套
2、通风设备注意事项:必须配备强力抽风制备,便以随时保持作业环境内之空气许可值能高 于本制品允许之最高吸放许可值。
180±10%
IPC-TM-650
硬度
11HB
IPC-TM-650
触变指数
0.62±0.05
In house
热导率
52J/M.S.K
IPC-TM-650
拉伸强度
60.4Mpa
IPC-TM-650
延伸率
46%
IPC-TM-650
导电率
11.0%ofIACS
IPC-TM-650
扩展率(%)
>86%
Copper plate(Sn63,T3,90%metal)
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -6-
焊锡膏技术应用
1、锡膏的储存及有效期 储存条件:当客户收到锡膏后应尽快将其放进冰箱储存,建议储存温度为 5℃~10℃,不可
使用冷冻或急冻储存。温度过高会相应缩短其使用寿命,影响其特性;温度太低 (低于 0℃)则会产生结晶现象,使特性恶化。 有效期限:在正常储存条件下,有效期为 6 个月。
J-STD-004 电位滴定法 25mil 梳形板 40℃ 90%RH 96Hrs 导电桥表 IPC-TM-650 IPC-TM-650 In house In house J-STD-004
-----------以上资料由深圳市华创精工科技有限公司提供---------------
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -4-
4、冷却区:离开回焊区后,基板进入泠却速度也十分重要,焊点强度会随冷却速率增加。 要求:降温速率<4℃,冷却终止温度最好不高于 75℃;若冷却速率太快,则可能会因承受过 大的热应力而造成元器件受损,焊点有裂纹等不良现象若冷却速率太慢,由可能会形成较大 的晶粒结构,使焊点强度变差或元件移位。 注: ☆上述温度曲线是指点处的实际温度,而非回焊炉的设定加热温度(不同)
☆上述回焊温度曲线公供参考,可作为使用者寻找在不同制程应用之最佳的基础。实际 实际设定需结合产品性质、元器件分布状况及特点、设备工艺条件等因素综合考虑,事前不 妨多做试验,以确保曲线的最佳化。
☆本型号系列锡膏除可采用上述“升温-保温”型加热方式外,也可采用“逐步升温”型 加热方式。 要求:①回焊峰值温度为高于熔点 30~50℃;
二、炉温曲线图
以下是我们建议的热风回流焊工艺所采用的温度曲线,可以用作回流焊炉温度设定之参 考。该温度曲线可有效减少锡膏的垂流性以及锡球的发生,对绝大多数的产品和工艺条件均 适用。不同炉型、不同元器件对炉温将会有所改变。
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -1-
和二氧化碳。 六、健康危害 进入人体方法与途径:1、呼吸进入;2、皮肤接触;3、吞食。 感染之微兆与症状:呼吸不适或偶有头眩,接触部分可能红痒 急性健康危害效应:过量吸入会引起头痛、晕眩、恶习心以及心律不整,甚至引起轻微的哮
喘。 慢性健康危害效应:目前尚无形医学报导 紧急处理急救措施:1.皮肤接触时,可用清水与肥皂洗涤。
无铅低温锡膏 HC55-4258 物料安全表 MSDS
一、制造商信息
产品名称:无铅低温焊锡膏 HC55-4258
供 应 商:深圳市华创精工科技有限公司
电 话:86-0755-2744 2563 全国客服:400 0755 315
传 真:86-0755-2744 2339
客服 QQ :1254762664 网址:
化学物比重(20℃)
1.10
IPC-TM-650
水卒取阻抗(Ω·cm)
>1×105
J-STD-004,IPC-TM-650
铬酸银纸测试
合格
J-STD-004,IPC-TM-650
铜板腐蚀测试
合格
J-STD-004,IPC-TM-650
坍塌试验
合格
J-STD-005
锡珠测试
合格
In house
48gF(0 小时)
1、预热区(加热通道的 25~33%):在预热区,焊膏内的部分挥发性熔剂被蒸发,并降低对 元器件之热冲击: 要求:升温速率为 1.0~3.0℃/秒;若升温速度太快,则可能会引起锡膏的流移性及成份恶化, 造成锡球及桥连等现象,同时会使元器件承受过大的热应力而受损。
2、浸濡区(加热通道的 33~50%):在该区助焊开始活跃,化学清洗行动开始,并使 PCB 在到 达回焊区前各部温度均匀: 要求: 温度: 110~130℃ 时间: 90~150 秒 升温速度: <2℃/秒
3、回焊区:锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点表面: 要求:最高温度:170~180℃ 时间:138℃以上 50~80 秒(Important) 高于 170℃时间为 20~50 秒。若峰值温度过高或回焊时间过长,可能会导致焊点变暗、助焊剂残留物碳化变色、 元器件受损等。若温度太低或回焊时间太短,则可能会使焊料的润湿性变差而不能形成高品 质的焊点,具有较大的热容量的元器件的焊点甚至会形成虚焊。