金刚石滚轮修整
金刚石滚轮修整机安全操作及保养规程

金刚石滚轮修整机安全操作及保养规程一、前言金刚石滚轮修整机是一种用于切割、磨削金属表面的高精度设备。
正确的使用和保养对于确保设备的性能和寿命至关重要。
本文将介绍金刚石滚轮修整机的安全操作和保养规程。
二、安全操作规程1. 设备安装在设备安装之前,应清理现场,确保地面平整,无障碍物。
安装设备时,应根据设备安装图纸的要求进行安装,并调整设备的水平和垂直度。
安装完成后,应用水平仪检查设备的水平度和垂直度是否满足要求。
2. 设备启动在启动设备前,要保证设备接通电源,并检查各个部件的连接是否牢固。
启动前应测量卡盘内径是否符合要求,并选择正确规格的金刚石滚轮。
启动设备后,应在旁边观察设备的运行情况,如发现异常,应立即停止设备,排查故障原因。
3. 操作操作使用设备前,操作人员应先阅读设备说明书,了解设备结构、性能参数以及安全操作规程。
使用设备时,应保持专注,不要分心或离开设备。
操作人员必须严格按照设备操作规程操作,并且在设备运行期间,不得随意拆卸设备或添加附件。
4. 设备关闭在使用完成后,应关闭设备,并将所有控制开关置于停止位置。
关闭设备前,应检查设备周围是否有残留物,如有必须及时清理干净。
设备需要长时间停用时,应拆卸金刚石滚轮,并存放在相应的金刚石滚轮箱中。
5. 安全警示1.使用设备前必须戴好防护用品,如手套、护目镜等防护措施。
2.禁止在设备旁吸烟或携带易燃易爆物品。
3.禁止用手或身体接触旋转中的金刚石滚轮。
4.靠近设备时,要保持警惕和平衡,避免失足跌倒。
5.操作设备时,应紧握设备手柄,不得随意转动手柄方向。
6.停止设备时,应先将滚轮停止后,再关闭电源。
7.发现设备异常时,应立即停止设备,排查故障原因。
三、保养规程1. 日常维护日常维护工作包括设备的清洁、润滑和检修。
在设备运行期间,应经常检查设备的运行状态,并及时清理设备的杂质和残留物。
设备的润滑油要定期更换,避免润滑油过期或使用不当导致设备故障。
2. 金刚石滚轮维护金刚石滚轮是设备的核心部件,需要定期进行检修和维护。
客户金刚石修整滚轮安全操作及保养规程

客户金刚石修整滚轮安全操作及保养规程1. 引言客户金刚石修整滚轮是一种用于修整金刚石工具的重要设备。
为了确保操作人员的安全以及滚轮的正常运行和寿命,本文档旨在提供客户金刚石修整滚轮的安全操作和保养规程。
2. 安全操作规程在操作客户金刚石修整滚轮时,请遵循以下安全操作规程:2.1 穿戴个人防护装备在进行任何操作之前,操作人员必须穿戴个人防护装备,包括护目镜、防护手套和防护服。
这些装备可以有效预防眼睛、手部和身体受到金刚石碎片的伤害。
2.2 阅读并理解操作手册在使用客户金刚石修整滚轮之前,操作人员应仔细阅读并理解操作手册。
操作手册提供了关于滚轮的详细说明和操作指导,包括正确的安装方法、使用方法和维护方式。
2.3 确保稳定的工作环境在操作客户金刚石修整滚轮时,必须确保工作环境稳定和整洁。
工作区域应有足够的空间供操作人员移动和操作设备,没有杂物和障碍物。
此外,工作区域应有足够的照明,以确保操作人员能够清晰地看到滚轮和工作区域。
2.4 使用合适的工具和设备在操作客户金刚石修整滚轮时,操作人员应使用合适的工具和设备。
使用不合适的工具可能会导致滚轮的损坏或操作人员的安全风险。
操作人员应确保工具和设备的质量和适用性,并按照操作手册中的指示正确使用。
2.5 小心操作滚轮在操作滚轮时,操作人员应保持警觉,并小心操作。
避免突然、过度的力量施加到滚轮上,以免造成滚轮损坏或操作人员受伤。
同时,操作人员应避免将手指或其他物体放置在滚轮附近,以防止夹伤。
2.6 遵循操作手册中的操作步骤在进行每一次操作之前,操作人员应仔细阅读并遵循操作手册中的操作步骤。
操作手册中提供了详细的操作指导,包括滚轮的安装、调整和维护等。
严格按照操作手册中的步骤进行操作,以确保安全和滚轮的正常运行。
3. 保养规程客户金刚石修整滚轮的保养至关重要,它可以延长滚轮的使用寿命,并保持其性能和效果。
以下是客户金刚石修整滚轮的保养规程:3.1 定期清洁滚轮定期清洁滚轮是保持其性能和效果的关键。
砂轮寿命、表面形貌、磨损及修整
2021/4/21
3
⑴磨耗磨损型
当磨粒发生严重磨耗磨损,在磨粒顶面出现明显的
磨损平面后,砂轮表面平坦光滑。此时切刃的磨损总面
积增大,摩擦砂加轮剧,寿切命刃难终以切结入的工件形表式面。但砂轮硬
度偏高,致使磨粒不能及时产生破碎和脱落。若继续使 用,会使磨削力、磨削热显著增大,并出现明显的振动 和噪声,不能有效地切除材料,此时就必须对砂轮进行
除砂轮偏心及表面波动对触
针读数的影响。
2021/4/21
22
圆锥形触针可获得砂轮某
一剖面内磨削前后的实际
轮廓。记录的部分廓形可
能是由磨粒侧面描划出来
的实虽磨有粒凸切峰 刃形 ,貌 故但 获并 得非的触真单 针法
位长度上的切刃数大于实
际切刃数。刀口形触针可
获得刀口宽度范围内的综 合廓形。刀口形触针与高
轮的磨损逐渐增大;对砂轮的磨损
与金属材料磨除体积之间的关系, 以以往大量研究表明规律如图
2021/4/21
15
初期磨损阶段:砂轮磨损主要是磨粒的破损和整体脱落。 砂轮刚刚修整过,砂轮工作表明上的磨粒受修整工具的 冲击而产生裂纹,甚至整个磨粒都已松动。在磨削力作
用下,产生裂纹的磨粒砂整会体轮出脱现磨落大。损块碎裂,松动的磨粒会
主要由车削法、滚压法、 磨削法三种。
车削法㈠是将普修通整工磨具料视 砂轮的修整
为车刀,被修砂轮视为工件, 对砂轮表面进行修整;滚压 法是将滚轮以一定压力与砂 轮接触,砂轮以其接触面间 的摩擦力带动滚轮旋转而进 行修整;磨削法修整是采用 磨料圆盘或金刚石滚轮仿效
磨削过程来修整砂轮。
2021/4/21
33
缺陷的地方则失掉了切刃,造成
金刚石滚轮修整工艺
组合式
整体式
影响磨削性能的重要因素
修整参数的影响
1) 2)
修整参数的影响 金刚石粒度的影响
修整参数的影响
速比 光修转速(或光修时间) 进给率 修整电机功率
金刚石粒度的影响
设计金刚石滚轮及砂轮修整器时,除了考虑修整参数 对砂轮的磨削性能有较大的影响外,金刚石的粒度对 磨削质量和磨削效率同时产生明显的影响。例如,我 们采用粒度为60号的金刚石制造的内镀法滚轮修整双 圆弧砂轮,磨削1m滚珠丝杠常常出现烧伤,几乎无法 磨出成品。后来,仅增大了金刚石颗粒的尺寸,改用 20号粒度的金刚石滚轮,修出的砂轮的磨削性能显著 提高了,不再发生磨削烧伤。
数控砂轮修整器的基本原理
精密的两轴联动平台通过数控系统对伺服 电机的控制,编程实现所需的运动轨迹,精密 高速电主轴驱动金刚石滚轮对砂轮按运行轨迹 修整。
数控砂轮修整器成形优点
可以采用国产小颗粒人造金刚石滚轮代替进口的大颗 粒天然金刚石工具。 使用一个滚轮可成形出多种加工形面。 编程轨迹位移速度设定,避免了成形滚轮修整砂轮时 粗糙度不一致的问题。 各修整形面过度弧面更加光滑。 提高了砂轮修整效率。 修整线速度、滚轮转速、成形线速度等参数可调。 系统在运行时,通过补偿可降低对滚轮的精度要求。
速比
速比qd=Vr/Vs表示。其中Vr为滚轮的周速,Vs为 砂轮周速。当qd>0时,为顺向修整,滚轮与砂轮在接 触处速度方向相同(图a);当qd<0时,为逆向修整,在 接触处速度方向相反(图b)。
速比
四种不同进给率对圆柱形砂轮修整所获得的速比、进给率和光修 转速与砂轮工作表面粗糙度的关系。
切入进给率
随着砂轮每转进给量的增加,一般说来,粗糙度也会 增大,而且这种增大,在顺修时要比逆修时剧烈得多。 但随着光修转数的增多,进给量对粗糙度的影响逐渐 消失。
金刚石滚轮成形砂轮修整器的结构设计
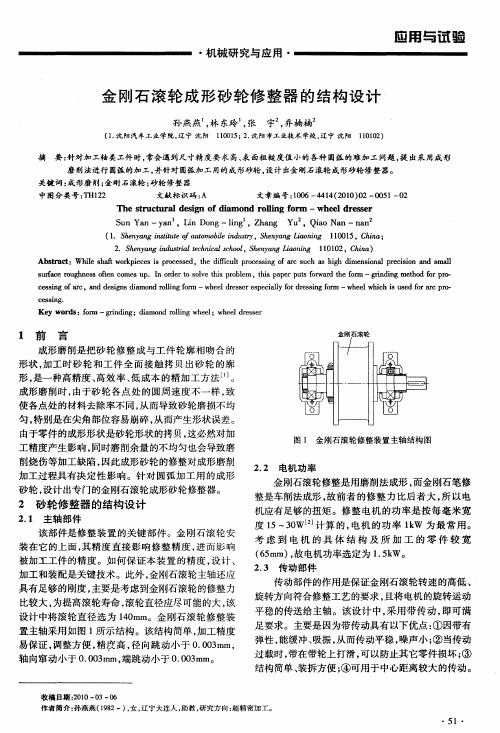
平稳 的传送给主轴。该设计 中, 采用带传动 , 即可满
足要求。主要是因为带传动具有 以下优点 : ①因带有 弹性 , 能缓 冲、 吸振 , 而传 动平稳 , 从 噪声小 ; 当传 动 ② 过载时 , 带在带轮上打滑, 可以防止其它零件损坏 ; ③ 结构简单 、 装拆方便 ; ④可用于中心距离较大的传动。
形状 , 加工 时砂 轮 和 工 件 全 面 接 触 拷 贝 出 砂 轮 的廓 形 , 一种 高精 度 、 效 率 、 成 本 的精 加 工 方 法 … 。 是 高 低 成形 磨 削时 , 由于砂 轮 各点 处 的 圆周 速 度 不一 样 , 致
使各 点处 的材 料 去除率 不 同 , 而导致 砂 轮磨损 不均 从 匀 , 别是 在 尖角 部位 容易 崩碎 , 而产生 形状误 差 。 特 从 由于 零件 的成 形形 状是 砂 轮形状 的拷 贝 , 必然 对加 这 工精 度产 生影 响 , 同时磨 削余量 的不 均匀也 会 导致磨 削烧 伤 等加工 缺 陷 , 因此成 形砂 轮 的修整对 成形 磨削
S nY n—yn , i D n l g , h n Y Q a a u a a Ln o g— i Z a g u , i N n—nn n o a
( .Seyn stto u m bei ut , hnagLann 10 1 ,C i 1 hnagi tue fat oi d sy S eyn i i ni o l n r o g 10 5 hn a; 2 hna gi uta cn a sho, hnagLa n g 10 0 , hn ) .S ey n s r leh i lcol S ey n i i 1 12 C ia d n i t c on
c s i g. e sn
金刚石刀具用途
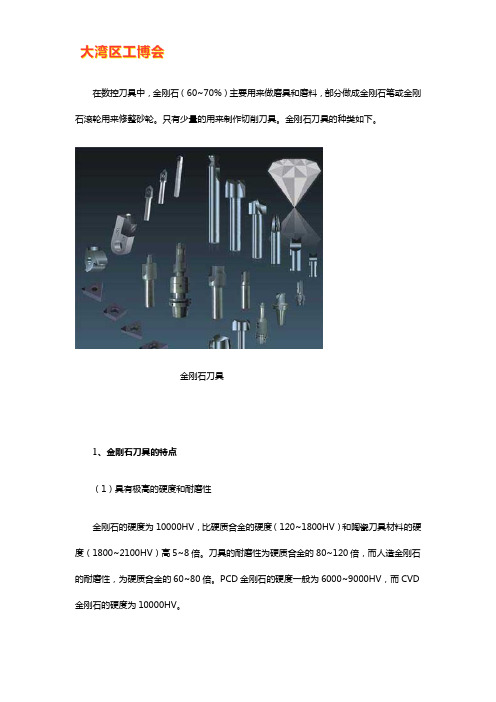
在数控刀具中,金刚石(60~70%)主要用来做磨具和磨料,部分做成金刚石笔或金刚石滚轮用来修整砂轮。
只有少量的用来制作切削刀具。
金刚石刀具的种类如下。
金刚石刀具1、金刚石刀具的特点(1)具有极高的硬度和耐磨性金刚石的硬度为10000HV,比硬质合金的硬度(120~1800HV)和陶瓷刀具材料的硬度(1800~2100HV)高5~8倍。
刀具的耐磨性为硬质合金的80~120倍,而人造金刚石的耐磨性,为硬质合金的60~80倍。
PCD金刚石的硬度一般为6000~9000HV,而CVD 金刚石的硬度为10000HV。
(2)有较低的摩擦系数普通硬质合金对金属的摩擦系数为0.3~0.3,金刚石对有色金属的摩擦系数为0.1~0.3.低的摩擦系数在铣削加工中能降低切削力和切削热,减少刀具的磨损。
(3)切削刃十分锋利因为金刚石刀具硬度极高,又经过精心的刃磨与研磨,不仅让刀具的表面粗糙度值很低,刀刃的钝面半径可达0.1~0.5μm。
甚至达到0.008~0.005μm,为一般刀具的钝圆半径(5~50μm)的1/1000~1/6000。
因此切削刃特别锋利,可以从工件上切下极薄的一层金属,可用来进行精密切削。
(4)很高的导热率金刚石的导热率K为2000W/(m·K),为硬质合金导热率(20.93~83.74)的24~95倍。
导热率高,更容易把切削热带走,降低切削区温度,同时允许较高的切削速度铣削。
(5)较低的热膨胀系数金刚石的热膨胀系分别为高速钢的1/9~1/12,为硬质合金的1/5~1/7.因此,不会因切削热引起刀具尺寸发生变化,非常适用与对有色金属进行高速精密切削。
2、金刚石刀具材料的性能金刚石刀具的种类(1)天然单晶金刚石天然单晶金刚石是一种各向异性的单晶体。
硬度达HV9000-10000,是自然界中最硬的物质。
这种材料耐磨性极好,制成刀具在切削中可长时间保持尺寸的稳定,故而有很长的刀具寿命。
天然金刚石刀具刃口可以加工到极其锋利。
金刚石滚轮修整及CNC砂轮修整器设计应用(下)

金刚石滚轮修整及CNC砂轮修整器设计应用(下)刘红英【摘要】2.修整电动机功率确定rn成形磨削砂轮多是硬而脆的磨料和陶瓷结合剂组成。
因而在修整砂轮时,由于修整进给量小和进给速度低,所以切削力较小。
当金刚石滚轮与砂轮旋转方向异向(顺修)时,会出现负的修整功率现象,这是由于砂轮高速旋转时产生的惯性力带动金刚石滚轮旋转,从而使功率降低。
反之,逆修时,电动机功率就得随之增加。
【期刊名称】《金属加工:冷加工》【年(卷),期】2012(000)017【总页数】2页(P56-57)【关键词】砂轮修整器;金刚石滚轮;CNC;电动机功率;应用;设计;旋转方向;陶瓷结合剂【作者】刘红英【作者单位】汉江机床有限公司,陕西汉中723003【正文语种】中文【中图分类】TG7432. 修整电动机功率确定成形磨削砂轮多是硬而脆的磨料和陶瓷结合剂组成。
因而在修整砂轮时,由于修整进给量小和进给速度低,所以切削力较小。
当金刚石滚轮与砂轮旋转方向异向(顺修)时,会出现负的修整功率现象,这是由于砂轮高速旋转时产生的惯性力带动金刚石滚轮旋转,从而使功率降低。
反之,逆修时,电动机功率就得随之增加。
金刚石滚轮驱动电动机功率一般按照每100mm长度(滚轮与砂轮的接触长度)为100W,本修整器滚轮直径为125mm。
考虑到电动机的具体结构和所加工工件的实际情况,本修整器为顺修,电动机功率选定为1.2kW、3 000r/min。
3. 主轴结构及精度安装金刚石滚轮的主轴装置必需具有高回转精度及足够的刚性。
主轴与金刚石滚轮内孔的配合间隙要小,一般为2~4μm,才能使金刚石滚轮以最小的误差传递到被修整的砂轮型面上,回转主轴径向与轴向跳动均应小于0.003mm,本修整主轴制造精度如下:径向圆跳动0.002mm,轴向圆跳动0.001mm,安装轴颈采用直孔联接。
为了提高滚轮的寿命,滚轮直径应尽可能的大,但精度会相应降低。
本装置综合考虑两方面因素,滚轮直径选定为125mm。
轴承滚道磨削中金刚石滚轮修整技术的应用
DOI:10.19533/j.issn1000-3762.2019.03.004轴承滚道磨削中金刚石滚轮修整技术的应用杨摩西,崔仲鸣,赫青山,王星,高东恩(河南工业大学机电工程学院,郑州450001)摘要:轴承滚道的加工精度直接影响轴承的制造精度,针对滚道磨削加工过程中精密成形修整问题,介绍了磨削用金刚石滚轮的制造方法、安装过程、修整应用工艺参数及其影响规律,同时对该方法在典型滚道中的应用实例进行了试验研究。
使用新研制金刚石滚轮修整的砂轮加工出的套圈,经检测其滚道半径精度为ʃ5μm,圆度误差为5μm,滚道位置精度为ʃ0.01mm。
结果表明:金刚石滚轮修整法可以用于复杂结构轴承滚道磨削中,尤其适用于多滚道磨削加工的砂轮修整,滚道之间的位置精度和修整效率均有明显提高。
关键词:滚动轴承;滚道;金刚石滚轮;砂轮修整;磨削中图分类号:TH133.33;TG74+9文献标志码:B文章编号:1000-3762(2019)03-0015-05Application of DiamondRoller Dressing Technology in Grinding ofBearingRacewayYANG Moxi,CUI Zhongming,HE Qingshan,WANG Xing,GAO Dong'en (School of Mechanical&Electrical Engineering,Henan University of Technology,Zhengzhou450001,China)Abstract:The processing accuracy of bearing raceway affects manufacturing accuracy of bearings directly.Aimed at accuracy forming dressing problems during grinding of raceway,the manufacturing method and installation process of di-amond roller,process parameters for diamond roller dressing and its influence rules are introduced.At the same time,the experimental study is carried out for application examples.The rings are machined by grinding wheel dressed by newly developed diamond roller,the radius accuracy of raceway isʃ5μm,the roundness tolerance is5μm,and the positional accuracy of raceway isʃ0.01mm.The results show that the diamond roller dressing method is able to be used in grinding of bearing raceway with complex structure,especially suitable for grinding wheel dressing during grind-ing of multiple raceways.The positional accuracy among raceways and dressing efficiency are improved obviously.Key words:rolling bearing;raceway;diamond roller;grinding wheel dressing;grinding轴承滚道不仅引导滚子滚动,还需承受径向或轴向载荷,滚道加工质量将直接影响轴承的制造精度和使用寿命。
金刚石滚轮使用方法及特点

金刚石滚轮使用方法及特点
金刚石滚轮是一种高效的成型砂轮修整工具,特别使用于复杂型面或高精度成型面的砂轮修整,现在制作有电铸法和烧结法两种工艺而成。
采用金刚石滚轮修整具有以下优点:
■生产效率高,使用寿命长,单件零件的修整成本低。
■可长期保证零部件精度,粗糙度的稳定性,大幅降低次品率。
■修整装置构造简单,交换频率很低,减少操作人员负担。
广泛用于汽车,机床,工具,轻工,轴承,航天等工业加工领域。
金刚石滚轮制造精度要求
■跳动:0.002mm
■直线度:0.002-0.005mm
■圆度:0.002-0.005mm
■长度、台阶差尺寸公差范围:1.±0.002-0.005mm
■半径尺寸公差范围:R±0.002-0.005ram
■角度公差范围:A±Γ
精度等级代号
安装孔精度及形位公差
形位公差
滚轮的修整方式纵切式
横切式
1.纵切式
滚轮、砂轮、工件各轴的关系
1.横切式
纵向进给,沿滚轮轴向左右移动
制造金刚石滚轮所需的技术资料
■滚轮图纸。
■砂轮的材质、宽度、粒度、线速度等。
■滚轮的线速度或转速、直径。
■被加工零件的图纸、材质及粗糙度。
■滚轮修整砂轮的方式(直切、斜切、同向、相向、CNC等)。
可根据客户所需定做。
砂轮
金刚石滚轮金刚石修整滚轮是成型磨削加工中新一代砂轮修整工具,适用于机械加工行业中的汽车行业、机床行业、轴承行业、工具行业、轻工行业、液压行业等。
多线成型滚轮磨削搓丝板用多线金刚石滚轮,内镀法制造,螺距1.0-3.0mm,宽度20-80mm,直径90-125mm。
全长累计误差为25.4mm上±0.015相邻误差0.05。
曲轴磨和万能磨床用成形滚轮根据各种简单、复杂形面的工件要求制造。
1.内镀法制造;2.手置法烧结后,专用机床精修后达到所需精度.蜗杆砂轮修整用滚轮精修齿侧滚轮:采用高强度人造金刚石烧结或电镀后经专用机床精密修整,保证型面母线直线性误差不大于2μm。
该滚轮形式有单锥和双锥形两种。
具有直线型面并用于20°压力角的常用金刚石滚轮的规格如下:A:外径110mm M0.5-1.75,M1.5-3.5和M3-5B:外径120mm M1.5-3.5,M2-5和M3-7C:外径130mm M3-5金刚石珩磨油石我们的主导产品为立方氮化硼(CBN)珩磨条可与善能,格林,纳格尔和日进等珩磨设备配套,广泛用于加工黑色金属、淬火钢、高速钢、不锈钢、镍铬合金、铬合金和钛合金,提高加工效率,产品加工精度和降低综合成本。
我们产品的规格从11mm-200mm,主要用于轴套、压缩机部件,缝纫配件,汽车部件(连杆,拨叉,摇臂转向器,缸套,缸体)和模具配件等行业.金刚石珩磨条可以加工各种有色金属,包括铝,铜,硬质合金等和各种陶瓷.我们的产品寿命长,加工效率高,精度好,以良好的质量和性价比,获得了广大客户的好评.金刚石珩磨油石条珩磨作为一种以提高内孔圆度、直线度和降低表面粗糙度的精加工方法。
泛采用人造金刚石作为主要磨料,利用金属结合剂包镶而成,广泛用于汽车、摩托车的汽缸、油缸、发动机连杆的精密内圆加工等。
该产品以效率高、寿命长,加工精度高为优势,逐步取代传统的碳化硅珩磨油石,其寿命是传统磨具的500倍左右,效率2倍以上,光泽度可提高23级,是汽缸、油缸、外圆精磨、抛光的理想加工工具。
金刚石滚轮修整及CNC砂轮修整器设计应用(上)

合成 比较 困 难 ,现 在 大 多采 用 的 都是 天然 的 ,不 易
获得 ,工具成本比较高。金刚石滚轮采用小颗粒金 刚石 ,用外 ( 内)镀法 ,或者烧结法将其固定在钢
制 回转 基体 上 。 目前金 刚 石 滚 轮制 造 技 术 已经很 成
熟 ,有专业制造商提供 ,可以很方便地获得 。 修整方式有两种 :一种是整体轮廓成形修整方 式 ,也可称之为切入式成形修整 ;另一种是单线轮
笔 的修 整 相 比 ,在 进 行非 线 性 复 杂 型面 修 整 时 ,不 仅 能 修 整 出 精 度 很 高 的 砂 轮 型 面 ,而 且 修 整 效 率
现粗糙度不一致的问题 。因为是全形线接触修整,
其 修 整 功 率 较 大 ,但 修 整 效 率 高 。这 种 修 整 方 式 的修 整 器 ,只 需 设 计砂 轮 径 向进给 机 构 ,可 不需 要 数 控 系统 支 持 ,通 过 机 械 或者 液压 驱 动 就 可满 足 要
高 ,工具寿命长 、操作简便 ,是成形磨 削较理想的
砂轮 修 整 方 式 。
金 刚 石 笔采 用 的单 晶 大 颗粒 金 刚 石 , 由于人 工
求。适合加 工工件形状单一 、批量大的生产模式 。 ( )单线轮廓成形修整方式 ( 图2 这种 2 见 ) 修 整方式就是金刚石滚轮轮缘与砂轮以单线接触的 方式进行修整 ,金 刚石滚轮和砂轮各 自高速旋转 ,
. . . 对 修 整 精 度 影 4滚 轮 驱动 电动 机 5金 刚石 滚轮 6砂 轮
致 的 问题 ,使 各修 整 型 面过 度 弧面 更 加 光滑 。因
响 。 修 整 器 的 安 装误 差 及 滚轮 的 精 度误 差 在 一定 的范 围 内时 ,可 以通 过 数控 系统 进行 补 偿 。 修 整 器分 为 三大 部 分 :
金刚石砂轮用什么修整【详解】

金刚石砂轮修整方法大全1、磨削修整法1.1磨削修整法的原理修整时是用普通磨料砂轮与金刚石砂轮对磨,金刚石砂轮做旋转运动,而普通磨料砂轮在做旋转运动的同时还做进给运动,金刚石砂轮表面的磨粒在摩擦力的作用下开始慢慢旋转,旋转的同时对金属结合剂产生一定的挤压力,至使粘结剂出现裂纹,随着摩擦力的连续作用,造成结合剂的裂纹进一步扩大,最终粘结剂破碎,使磨钝的金刚石颗粒从砂轮表面脱落,锋利的金刚石颗粒显露出来从而达到修整的目的。
1.2磨削修整法的特点磨削修整法的主要优点是:结构简单、操作方便、修整时间短、磨削速度稳定、磨削成本较低,但修整过程存在冲击力,修整效率低、修整精度差且磨粒脱落较多、整形质量不易控制。
多用于修整陶瓷和树脂粘结剂金刚石砂轮。
2、软弹性修整法2.1软弹性修整法的原理软弹性修整法在修整时砂带套在砂带轮上,修整时金刚石砂轮高速旋转,卷带轮缓慢转动,砂带在带轮上慢慢移动,利用砂带与砂轮的接触力有效地去除金刚石砂轮表面磨粒间的结合剂,从而达到修整的目的。
2.2软弹性修整法的优点与其它修整方法相比,软弹性修整法更适用于修整金属结合剂金刚石微粉砂轮,因为金属结合剂金刚石微粉砂轮既有金属的塑性,又有很高的硬度,所以修整难度相当大,主要表现在:修整工具表面磨粒很快被磨损,其次是修整工的容屑空间容易堵塞使修整无法继续。
而用软弹性修整法的修整工具——砂带总是以新的锋利磨粒被修整砂轮接触,能形成良好的修整环境,有效地去除金刚石砂轮表面磨粒间的结合剂,且修整时磨削力较小,磨削表面质量高。
该图片由注册用户"壮志凌云"提供,版权声明反馈3、电火花修整法3.1电火花修整原理该方法在修整金刚石砂轮过程中,砂轮高速旋转,金刚石砂轮接电源的正极,工具电极接电源的负极,在金刚石砂轮和工具电极之间喷入磨削冷却液,电压加在工具电极与砂轮之间,火花放电便在砂轮金属粘结剂与修整电极间产生,瞬时放电的高温使金属粘结剂发生气化,砂轮表面的金属结合剂被有效去除,金刚石磨粒被充分地暴露出来实现对砂轮的修整。
金刚石滚轮阴模“盲区”镀层厚度改进-最新年文档
金刚石滚轮阴模“盲区”镀层厚度改进1.引言金刚石滚轮是现代金刚石工具的重要一种。
它能以一次切入的方式在砂轮上制造出复杂的成型面,提高生产效率。
作为高精度的砂轮修整工具,金刚石滚轮在航空发动机叶片的加工中起着相当关键的作用。
作为工装厂的核心产品之一,我们对金刚石滚轮成本控制及质量改进等方面一直进行着不断的探索与实践。
金刚石滚轮通常是由一个或几个圆柱体、圆锥体、圆弧体组合而成的回转体,其加工方法主要有三种:外镀法、内镀法、粉末冶金烧结法。
我厂采用的是内镀法,也是所有方法中加工精度最高的一种。
本文讨论的是金刚石滚轮载体阴模电镀加工过程中如何改善型腔镀层厚度不均匀的问题。
2.问题提出及问题分析一般来说,金刚石滚轮阴模的加厚镀层所需厚度为3-4mm,电镀的周期一般达到4-6周。
金刚石滚轮齿型轮廓的形状又是复杂多样的,厚度差异也很大,有的厚度达100mm,有的厚度仅为9 mm。
进行电镀必须具备二个条件:一是电镀液必须要有被镀金属离子,二是要有直流电通过。
在阴极不同部位所沉积金属量的多少(即镀层的厚薄)决定于通过各部位电流的大小,对单位面积来说就是电流密度。
通过某部位的电流愈大,镀出的金属就愈多,镀层也就愈厚,反之,通过某部位的电流愈小,镀出的金属就愈少,镀层也就愈薄。
有些特殊型面的金刚石滚轮在实际电镀过程中,因内型腔榫齿、凹槽与直角等处电力线难以到达,在这些地方镀覆的电镀镍层较薄,形成“盲区”,很难达到要求的加工厚度,造成金刚石滚轮在使用过程中镀层薄,金刚石包裹不牢、脱粒,并且耐冲击能力差,易断裂或脱,进而影响到滚轮使用寿命。
从生产实践结果来看,即使在与阴极距离完全相等的类似于平面形阴模上,电力线在镀层上的分布也是不均匀的,在阴模尖角和边缘上的镀层厚度明显大于平均厚度。
形状复杂的阴模表面厚度偏差有时可达到5-7倍,其产生的原因是:1)电镀时由于边缘效应,电力线在阴模的凸齿、边缘上集中,这些部位的电流分布较多,镀层厚度就大,而凹槽与直角部位电力线难以到达,电流分布较小,因而镀层厚度小。
天然金刚石滚轮制造与修整

人造金刚石滚轮的研制成功 , 推动了缓进给磨削 的发展 。 然而 , 就 其 人造 金 刚 石滚 轮 的 应用 范 围 、 使用寿命 、 生 产 效率 而言 , 它有 很 多 不 足之 处 。而天 然 金 刚石 滚 轮 是 成 型修 整 工 具 的发 展 方 向 , 在 许 多 方 面都 优 于 人造 金 刚 石滚 轮 。 为 了发 展 金 刚石 滚 轮 的科 研 成果 和 进一步增加经济效益 , 提 出研制天然金刚石滚轮课题 。现将我们研 制过程及精度修整工艺综述如下。 2天 然 金 刚石 滚 轮 的制 造 原理 目前 国内外采用三种制造方法 , 即外镀法 、 粉末冶金烧结法、 内
一 一
定方 向摆放在 阴模 内型面上 。手置上砂工具是 自设 的, 其工作原理 是利用负压原理将天然金刚石吸附在注射针头上。 将金刚石放置在 阴模 内壁 上 。此 方法 适 用 于较 大 颗粒 的金 刚石 滚 轮 制造 上 。其 优 点 是 :金刚石摆放均匀并可根据改变不 同间距来控制金刚石密度 , 达 到砂 轮 理 想 的表 面 粗糙 度 , 这 一 点 对 于加 工 不 同材 料 、 不 同硬 度 、 不 同精 度 的 零件 是 非 常必 要 的 。 但 是 用此 方 法 制造 的滚 轮 精度 不 如 随 机 埋砂 法 ,其 原 因是 : ① 胶层 厚 度 一般 为 0 . 0 0 5 m m左 右 , 是影 响 滚 轮精 度 的 主 要原 因 。一般 情况下 , 用手置上砂 的滚 轮精度最好时 只能达到± 0 . 0 0 5 m m, 再 高的 精度必须靠修整来保证 。 ②手置法对一些小的圆弧和尖角是无法摆 放金 刚石 的 。所 以这 种 置 砂法 是 有 局 限性 的 。 3 金 刚石 滚 轮 的修 整 以上 所论 述 上砂 方 法 , 如: 外镀法 、 粉 末 冶 金 烧结 法 和 手 置 法所 制造的金 刚石滚轮精度较低 ,如想达到高精度必须对滚轮进行修 整。 而对埋砂法制造的滚轮 , 虽然能达到较高精度 , 但是在整个加工 过程 中 , 影响精度的因素很 多 , 如: 样板刀 的弹性变形 , 车床精度与 刚性不足 , 镀层应力变形等等。 虽然在加工过程 中给予严格控制 , 但
天然金刚石滚轮制造与修整

天然金刚石滚轮制造与修整自从生产金刚石滚轮以来就一直在生产人造金刚石滚轮,为了延长滚轮的使用寿命,满足客户的需求,我们又开始制造天然金刚石滚轮,并首先应用在民品生产上。
同时又对金刚石滚轮的精度修整进行了初步探讨和尝试。
文章详述其制造与修整工艺。
标签:天然金刚石滚轮;制造方法;修整工艺1 引言人造金刚石滚轮的研制成功,推动了缓进给磨削的发展。
然而,就其人造金刚石滚轮的应用范围、使用寿命、生产效率而言,它有很多不足之处。
而天然金刚石滚轮是成型修整工具的发展方向,在许多方面都优于人造金刚石滚轮。
为了发展金刚石滚轮的科研成果和进一步增加经济效益,提出研制天然金刚石滚轮课题。
现将我们研制过程及精度修整工艺综述如下。
2 天然金刚石滚轮的制造原理目前国内外采用三种制造方法,即外镀法、粉末冶金烧结法、内镀法。
2.1 外镀法虽然天然金刚石在使用前经过严格筛选,但是金刚石晶型不一样,在工件表面上随机排列后产生不等高现象,见图1。
所以用此方法生产的金刚石滚轮精度很低,一般适用于无精度要求的简单型面工件加工上。
如工件有精度要求,需对滚轮进行修整后才能使用。
2.3 内镀法内镀法制造金刚石滚轮采用两种工艺方法进行。
2.3.1 随机埋砂法将天然金刚石随机地分布在阴模内型面上,然后进行镀镍,在阴模中间放入钢制芯轴,在芯轴与镍层之间加入填充物,然后加工芯轴并去除阴模。
用此方法制造的金刚石滚轮能获得很高精度,在一般情况下滚轮不需要修整,是目前制造高精度复杂型面滚轮的唯一办法。
2.3.2 手置上砂法手置上砂法与随机埋砂法所不同的就是用人工将金刚石按一定方向摆放在阴模内型面上。
手置上砂工具是自设的,其工作原理是利用负压原理将天然金刚石吸附在注射针头上。
将金刚石放置在阴模内壁上。
此方法适用于较大颗粒的金刚石滚轮制造上。
其优点是:金刚石摆放均匀并可根据改变不同间距来控制金刚石密度,达到砂轮理想的表面粗糙度,这一点对于加工不同材料、不同硬度、不同精度的零件是非常必要的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金刚石滚轮修整法:
采用了工作表面镶嵌(布满)了许多小颗粒金刚石回转工具修整砂轮。
但由于工具本身为回转体,工作时又被独立驱动作高速旋转,因此,它不仅能修成精度很高的砂轮曲面,而且在修整效率、工具寿命以及操作简便等方面,都大大优于大颗粒金刚石刀。
金刚石滚轮修整砂轮的特点:
1.修整效率极高;
2.金刚石滚轮的使用寿命极高(可修次数达几万到几十万次);
3.可通过由高精度模具制造出高精度金刚石滚轮,修整出其它方法无法获得的高精度的砂轮工作形面。
金刚石滚轮修整必要的机械条件:
1.金刚石滚轮与砂轮应有一定的相对速度。
一般在磨床上使用的修整装置有下面三种方式:
(1)双顶尖支承式
(2)组合式
(3)整体式
2.金刚石滚轮主轴应具有足够的刚性和旋转精度。
3.修整时必须使用容量和压力与磨削时相同的冷却液冲洗和冷却。