皮带跑偏的调整方法皮带跑偏调整口诀
皮带机跑偏的原因及处理方法
皮带机跑偏的原因及处理方法皮带机是一种常见的输送设备,广泛应用于各种工业领域。
然而,在使用过程中,皮带机跑偏是一个常见的问题,它会导致设备的运行不稳定,甚至会造成设备的损坏。
本文将介绍皮带机跑偏的原因及处理方法。
一、皮带机跑偏的原因1.皮带张力不均匀:皮带张力不均匀是导致皮带机跑偏的主要原因之一。
当皮带张力不均匀时,会导致皮带在运行过程中产生偏移,从而导致皮带机跑偏。
2.皮带机安装不平整:皮带机的安装不平整也是导致皮带机跑偏的原因之一。
如果皮带机的安装不平整,会导致皮带在运行过程中产生偏移,从而导致皮带机跑偏。
3.皮带机负载不均衡:皮带机负载不均衡也是导致皮带机跑偏的原因之一。
当皮带机负载不均衡时,会导致皮带在运行过程中产生偏移,从而导致皮带机跑偏。
4.皮带机轴承损坏:皮带机轴承损坏也是导致皮带机跑偏的原因之一。
当皮带机轴承损坏时,会导致皮带在运行过程中产生偏移,从而导致皮带机跑偏。
二、皮带机跑偏的处理方法1.调整皮带张力:调整皮带张力是解决皮带机跑偏的有效方法之一。
在调整皮带张力时,应确保皮带张力均匀,以避免皮带在运行过程中产生偏移。
2.调整皮带机安装:调整皮带机安装也是解决皮带机跑偏的有效方法之一。
在调整皮带机安装时,应确保皮带机安装平整,以避免皮带在运行过程中产生偏移。
3.调整皮带机负载:调整皮带机负载也是解决皮带机跑偏的有效方法之一。
在调整皮带机负载时,应确保皮带机负载均衡,以避免皮带在运行过程中产生偏移。
4.更换皮带机轴承:更换皮带机轴承也是解决皮带机跑偏的有效方法之一。
在更换皮带机轴承时,应选择质量可靠的轴承,并确保轴承安装正确,以避免皮带在运行过程中产生偏移。
皮带机跑偏是一个常见的问题,但是通过调整皮带张力、调整皮带机安装、调整皮带机负载和更换皮带机轴承等方法,可以有效地解决皮带机跑偏问题,保证设备的正常运行。
调整皮带机中胶带跑偏的方法
调整皮带机中胶带跑偏的方法
当皮带输送机的胶带发生跑偏时,可以采用多种控制方法进行调整,这些方法的使用率较高,包括:
1. 调整托辊组、滚筒的位置:在运行过程中发生胶带跑偏时,可以通过对托辊组的位置进行调整来阻止跑偏的情况。
具体方法是将皮带跑偏侧的托辊组朝着皮带运行方向向前推移,或者将另一侧托辊组朝着皮带运行方向向后推移。
2. 安装调心托辊组:这种方法让托辊在阻挡力的作用下产生横向推力,让皮带自动向中心线的方向转动,从而阻挡皮带向水平方向转动,以此来达到阻止皮带跑偏的目的。
通常适用于皮带输送机胶带总长度相对较短时。
3. 调整落料在转载点处的位置:根据物料落料情况调整可以有效地防止胶带跑偏。
4. 调整两侧皮带的张力:保持两侧皮带张力平衡可以有效减少胶带跑偏的可能性。
5. 安装挡边纠偏托辊、防偏挡轮:这些设备可以帮助纠正胶带的跑偏,并防止其再次发生。
另外,还有一种常见的调整方法是采用调偏托辊法进行自动调整。
利用胶带“跑后不跑前”的规律,当胶带跑偏时,碰到槽型调偏托辊上的挡辊,因挡辊与胶带边缘的磨擦作用而沿胶带运行方向向前移动,另一侧则相对向后移动。
不过要注意的是,这些方法的选择和使用需要根据实际的场地条件和作业需求来确定。
皮带输送机皮带跑偏的调整方法
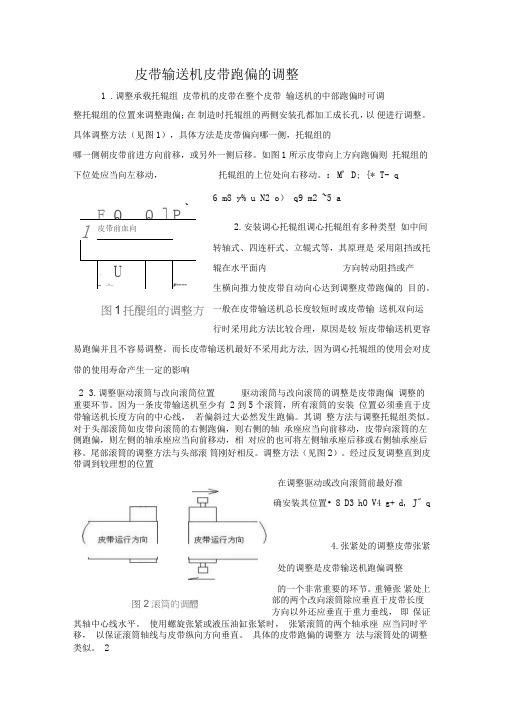
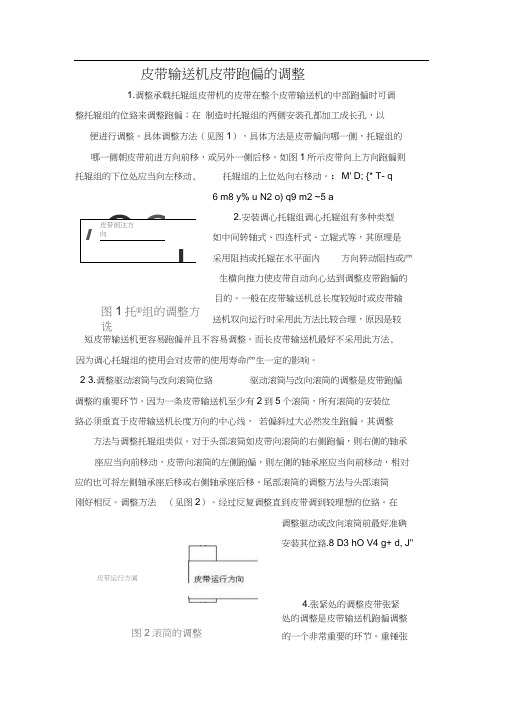
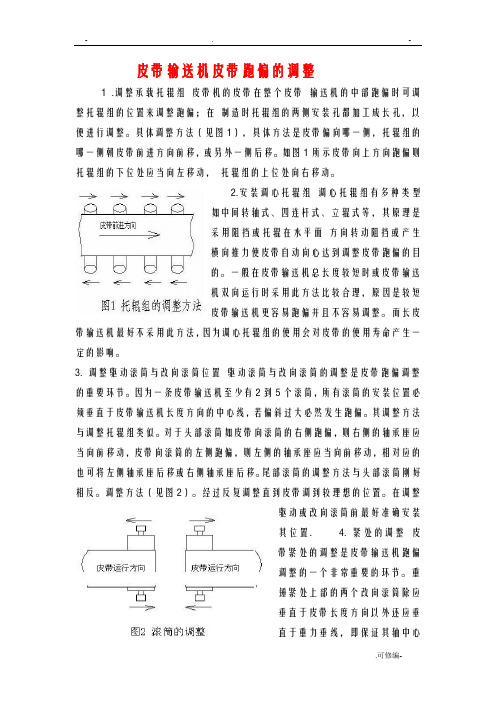
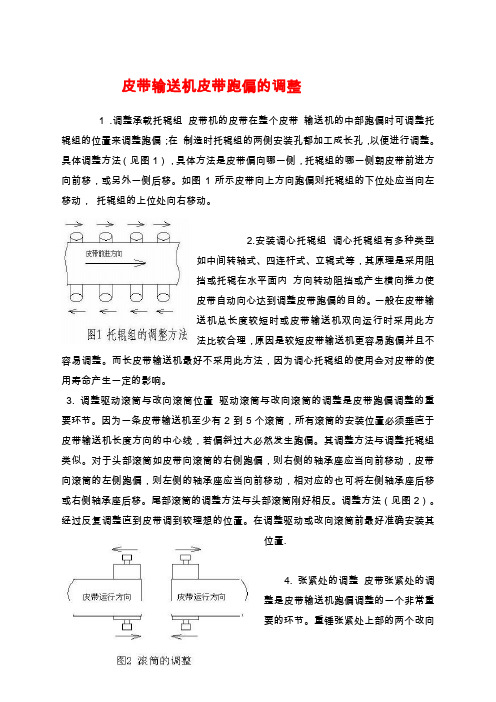
图1托醍组的调整方谑图2滚筒的调醴皮带输送机皮带跑偏的调整1 .调整承载托辊组 皮带机的皮带在整个皮带 输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在 制造时托辊组的两侧安装孔都加工成长孔,以 便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则 托辊组的下位处应当向左移动,托辊组的上位处向右移动。
:M' D; {* T- q6 m8 y% u N2 o ) q9 m2 ~5 a 2.安装调心托辊组调心托辊组有多种类型 如中间转轴式、四连杆式、立辊式等,其原理是 采用阻挡或托辊在水平面内 方向转动阻挡或产 生横向推力使皮带自动向心达到调整皮带跑偏的 目的。
一般在皮带输送机总长度较短时或皮带输 送机双向运行时采用此方法比较合理,原因是较 短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法, 因为调心托辊组的使用会对皮带的使用寿命产生一定的影响2 3.调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏 调整的重要环节。
因为一条皮带输送机至少有 2到5个滚筒,所有滚筒的安装 位置必须垂直于皮带输送机长度方向的中心线, 若偏斜过大必然发生跑偏。
其调 整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴 承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相 对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚 筒刚好相反。
调整方法(见图2)。
经过反复调整直到皮带调到较理想的位置在调整驱动或改向滚筒前最好准确安装其位置• 8 D3 hO V4 g+ d, J" q 4.张紧处的调整皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
重锤张 紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线, 即 保证其轴中心线水平。
皮带输送机胶带跑偏的15种原因及调整方法,全在这了,赶紧收藏!
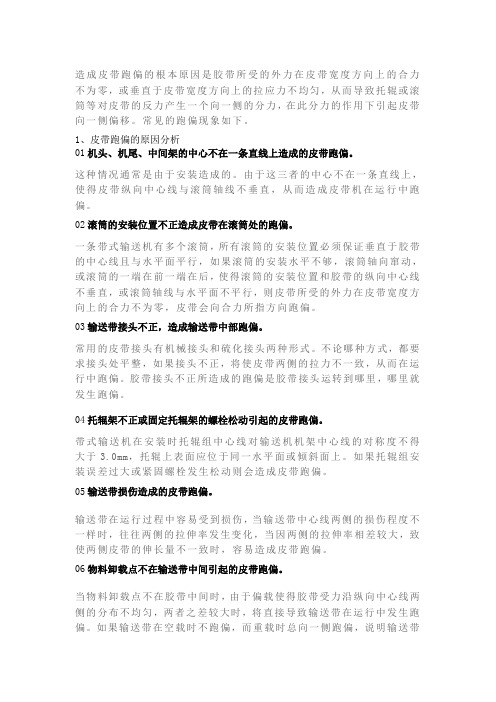
造成皮带跑偏的根本原因是胶带所受的外力在皮带宽度方向上的合力不为零,或垂直于皮带宽度方向上的拉应力不均匀,从而导致托辊或滚筒等对皮带的反力产生一个向一侧的分力,在此分力的作用下引起皮带向一侧偏移。
常见的跑偏现象如下。
1、皮带跑偏的原因分析01机头、机尾、中间架的中心不在一条直线上造成的皮带跑偏。
这种情况通常是由于安装造成的。
由于这三者的中心不在一条直线上,使得皮带纵向中心线与滚筒轴线不垂直,从而造成皮带机在运行中跑偏。
02滚筒的安装位置不正造成皮带在滚筒处的跑偏。
一条带式输送机有多个滚筒,所有滚筒的安装位置必须保证垂直于胶带的中心线且与水平面平行,如果滚筒的安装水平不够,滚筒轴向窜动,或滚筒的一端在前一端在后,使得滚筒的安装位置和胶带的纵向中心线不垂直,或滚筒轴线与水平面不平行,则皮带所受的外力在皮带宽度方向上的合力不为零,皮带会向合力所指方向跑偏。
03输送带接头不正,造成输送带中部跑偏。
常用的皮带接头有机械接头和硫化接头两种形式。
不论哪种方式,都要求接头处平整,如果接头不正,将使皮带两侧的拉力不一致,从而在运行中跑偏。
胶带接头不正所造成的跑偏是胶带接头运转到哪里,哪里就发生跑偏。
04托辊架不正或固定托辊架的螺栓松动引起的皮带跑偏。
带式输送机在安装时托辊组中心线对输送机机架中心线的对称度不得大于3.0mm,托辊上表面应位于同一水平面或倾斜面上。
如果托辊组安装误差过大或紧固螺栓发生松动则会造成皮带跑偏。
05输送带损伤造成的皮带跑偏。
输送带在运行过程中容易受到损伤,当输送带中心线两侧的损伤程度不一样时,往往两侧的拉伸率发生变化,当因两侧的拉伸率相差较大,致使两侧皮带的伸长量不一致时,容易造成皮带跑偏。
06物料卸载点不在输送带中间引起的皮带跑偏。
当物料卸载点不在胶带中间时,由于偏载使得胶带受力沿纵向中心线两侧的分布不均匀,两者之差较大时,将直接导致输送带在运行中发生跑偏。
如果输送带在空载时不跑偏,而重载时总向一侧跑偏,说明输送带已出现偏载。
皮带输送机皮带跑偏的调整方法
处的调整是皮带输送机跑偏调整皮带输送机皮带跑偏的调整 1.调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调 整托辊组的位臵来调整跑偏;在 制造时托辊组的两侧安装孔都加工成长孔,以 便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则 托辊组的下位处应当向左移动, 托辊组的上位处向右移动。
:M' D; {* T- qQ Q n / 皮带前注方向J6 m8 y% u N2 o) q9 m2 ~5 a2.安装调心托辊组调心托辊组有多种类型 如中间转轴式、四连杆式、立辊式等,其原理是 采用阻挡或托辊在水平面内 方向转动阻挡或产 生横向推力使皮带自动向心达到调整皮带跑偏的 目的。
一般在皮带输送机总长度较短时或皮带输图1托®组的调整方诜 送机双向运行时采用此方法比较合理,原因是较 短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法, 因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
2 3.调整驱动滚筒与改向滚筒位臵驱动滚筒与改向滚筒的调整是皮带跑偏 调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位 臵必须垂直于皮带输送机长度方向的中心线, 若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承 座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对 应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒 刚好相反。
调整方法 (见图2)。
经过反复调整直到皮带调到较理想的位臵。
在 调整驱动或改向滚筒前最好准确 皮带运行方阖 安装其位臵.8 D3 hO V4 g+ d, J" 4.张紧处的调整皮带张紧图2滚简的调整的一个非常重要的环节。
重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
皮带跑偏原因及调整办法

皮带跑偏原因及调整办法文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)皮带跑偏原因及调整方法一:皮带跑偏原因:(1)、皮带接头不规范,不对中。
(2)、滚筒的磨损。
(3)、物料下载不均偏载。
(4)、支架松动。
(5)、配重偏侧。
(6)、滚筒中心线不对中。
二、皮带跑偏调整:皮带输送机运行时皮带跑偏是最常见的故障。
为解决这类故障重点要注意安装的尺寸精度与日常的维护保养。
跑偏的原因有多种,需根据不同的原因区别处理。
1.调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2.安装调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3.调整驱动滚筒与改向滚筒位置:驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确安装其位置.4.张紧处的调整:皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
皮带机跑偏的调整方法
皮带机跑偏的调整方法 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】皮带机跑偏的处理方法一、皮带跑偏的原因及处理1、皮带机跑偏的原因影响皮带机跑偏的因素较多,但其根本原因是由于胶带受力不均造成的。
(1)皮带的结构及制造质量是决定因素。
例如皮带的带芯在制造中若受力不均,则在运转中就可能发生跑偏现象。
(2)皮带的接头不正,即接口与胶带中心线不垂直,造成胶带受力不均,使胶带发生跑偏现象。
(3)托辊、滚筒的安装质量及调整对皮带机跑偏也有很大影响。
安装皮带机要求平直,必须保证各托辊轴线、各滚筒轴线同皮带机的中心线相互垂直。
否则,将使胶带在运转中受到横向推力而发生跑偏现象。
如图1,胶带向前运行时给托辊一个向前的牵引力Fq,这个牵引力分解为使托辊转动的分力FZ和一个横向分力Fc,这个横向分力使托辊轴向窜动,由于托辊支架的固定托辊是无法轴向窜动的,它必然就会对胶带产生一个反作用力Fy,它使胶带向另一侧移动,从而导致了跑偏。
另,清扫及装载工作对皮带机跑偏也有一定的影响。
如果清扫效果不好,造成煤粉粘结在滚筒上,使滚筒的半径不等,造成胶带受力不均。
转载时货载偏向一侧,或从侧向冲击胶带造成胶带受力不均。
这些都会造成胶带跑偏。
因此,必须注意检查清扫器是否完好、有效,装载是否保证货载对称于胶带中心线。
2、皮带机跑偏的规律(1)“跑紧不跑松”:胶带机运输过程中,如果前后滚筒中心线不平行,造成胶带两侧的松紧程度不一样,则胶带向紧的一侧移动;(2)“跑高不跑低”:支承托辊不在与胶带运行方向平行的同一个水平位置上而是一头高一头低,则胶带就会向高的一端移动;(3)“跑后不跑前”:托辊不在与胶带运行方向垂直的截面上,而是一端前,一端后(按胶带运行方向而定),则胶带就会向后的一端移动。
3、皮带机的调偏方法皮带机跑偏的调整工作,应在空载运转时进行。
一般从机头卸载滚筒开始,沿着胶带运行方向,先调整回空段,后调整承载段。
皮带机跑偏的调整方法
皮带机跑偏的处理方法一、皮带跑偏的原因及处理1、皮带机跑偏的原因影响皮带机跑偏的因素较多,但其根本原因是由于胶带受力不均造成的。
(1)皮带的结构及制造质量是决定因素。
例如皮带的带芯在制造中若受力不均,则在运转中就可能发生跑偏现象。
(2)皮带的接头不正,即接口与胶带中心线不垂直,造成胶带受力不均,使胶带发生跑偏现象。
(3)托辊、滚筒的安装质量及调整对皮带机跑偏也有很大影响。
安装皮带机要求平直,必须保证各托辊轴线、各滚筒轴线同皮带机的中心线相互垂直。
否则,将使胶带在运转中受到横向推力而发生跑偏现象。
如图1,胶带向前运行时给托辊一个向前的牵引力Fq,这个牵引力分解为使托辊转动的分力FZ和一个横向分力Fc,这个横向分力使托辊轴向窜动,由于托辊支架的固定托辊是无法轴向窜动的,它必然就会对胶带产生一个反作用力Fy,它使胶带向另一侧移动,从而导致了跑偏。
另,清扫及装载工作对皮带机跑偏也有一定的影响。
如果清扫效果不好,造成煤粉粘结在滚筒上,使滚筒的半径不等,造成胶带受力不均。
转载时货载偏向一侧,或从侧向冲击胶带造成胶带受力不均。
这些都会造成胶带跑偏。
因此,必须注意检查清扫器是否完好、有效,装载是否保证货载对称于胶带中心线。
2、皮带机跑偏的规律(1)“跑紧不跑松”:胶带机运输过程中,如果前后滚筒中心线不平行,造成胶带两侧的松紧程度不一样,则胶带向紧的一侧移动;(2)“跑高不跑低”:支承托辊不在与胶带运行方向平行的同一个水平位置上而是一头高一头低,则胶带就会向高的一端移动;(3)“跑后不跑前”:托辊不在与胶带运行方向垂直的截面上,而是一端前,一端后(按胶带运行方向而定),则胶带就会向后的一端移动。
3、皮带机的调偏方法皮带机跑偏的调整工作,应在空载运转时进行。
一般从机头卸载滚筒开始,沿着胶带运行方向,先调整回空段,后调整承载段。
调整时,应在一侧进行调整,切勿两侧同时调整,并且一次调整的幅度不能过大,要根据胶带运转情况适当调整。
皮带输送机皮带跑偏的调整方法
皮带输送机皮带跑偏的调整1 .调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2.安装调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采用阻挡或托辊在水平面方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3. 调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
调整方法(见图2)。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确安装其位置. 4. 紧处的调整皮带紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
重锤紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
使用螺旋紧或液压油缸紧时,紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
具体的皮带跑偏的调整方法与滚筒处的调整类似。
5. 点处落料位置对皮带跑偏的影响点处物料的落料位置对皮带的跑偏有非常大的影响,尤其在两条皮带机在水平面的投影成垂直时影响更大。
调整皮带机胶带跑偏的方法
调整皮带机胶带跑偏的方法
调整皮带机胶带跑偏的方法有多种,包括调偏托辊法、重力调偏法、立辊调偏法、垫高调偏法、托辊清洁法和窄胶带调偏法。
1. 调偏托辊法:当皮带机跑偏范围不太大时,利用胶带“跑后不跑前”的规律,可用槽型调偏托辊自动调整。
胶带跑偏时,碰到槽型调偏托辊上的挡辊,因挡辊与胶带边缘的磨擦作用而沿胶带运行方向向前移动,另一侧则相对向后移动。
此时胶带朝后转的挡辊侧移动,直到回到正常位置。
2. 重力调偏法:利用重锤的力量来调整皮带机的跑偏。
在皮带机的尾部设置一个可以旋转的滚轮,滚轮下面悬挂重锤。
当皮带机跑偏时,调整滚轮使重锤随之移动,直到皮带机回到正常位置。
3. 立辊调偏法:如果胶带运行时总向一边跑偏,可在胶带跑偏侧将托辊竖直安装(立辊),这样,一方面由于立辊的作用力使胶带强行复位;另一方面由于立辊与胶带边缘的磨擦作用,降低了胶带跑偏侧的线速度,相对地增加了胶带另一侧的线速度,使胶带向另一侧移动直至复位。
4. 垫高调偏法:若胶带空转一直向同一侧跑偏时,可将相对一侧托辊支架适当加高,前后加高数组以第一个垫起的托辊为基准,适当的减少垫起的高度,胶带跑偏就会不久消失(利用胶带“跑高不跑低”的原则)。
5. 托辊清洁法:若胶带运行跑偏在某一固定点上而且固定不动时,就要检查该固定点的托辊是否发生停滞、粘泥矿渣使滚筒径变大或异径、托辊脱落等故障,以采取必要的相应的措施。
6. 窄胶带调偏法:使用窄胶带来纠正皮带的跑偏。
将窄胶带粘贴在皮带的一侧边缘上,然后运行皮带机,观察胶带的运行方向和皮带跑偏的方向,根据实际情况进行调整。
这些方法可以结合实际情况选择使用,确保皮带机能够正常运行。
皮带输送机皮带跑偏的调整方法
皮带输送机皮带跑偏的调整1 .调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2.安装调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3. 调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
调整方法(见图2)。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确安装其位置.4. 张紧处的调整皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
具体的皮带跑偏的调整方法与滚筒处的调整类似。
5. 转载点处落料位置对皮带跑偏的影响转载点处物料的落料位置对皮带的跑偏有非常大的影响,尤其在两条皮带机在水平面的投影成垂直时影响更大。
皮带机跑偏处理方法
皮带机跑偏处理方法嘿,你问皮带机跑偏的处理方法呀。
我们先从调整皮带机的滚筒说起。
如果皮带往一边跑,那可能是滚筒出了问题。
你可以看看主动滚筒和从动滚筒是不是平行的。
要是不平行,就像火车轨道歪了一样,皮带肯定会跑偏。
这时候就得调整滚筒的位置。
对于那种可以调节的滚筒,我们可以通过调节螺栓来让它回到正确的位置。
就像调整椅子的高度一样,把螺栓拧一拧,让滚筒一点点地移动。
不过拧螺栓的时候要慢一点,不能一下子拧太多,不然可能会矫枉过正。
然后说说皮带本身的问题。
有时候皮带可能一边松一边紧,那它就会往紧的那边跑。
这时候可以调整皮带的张紧装置。
就像调整腰带的松紧一样,让皮带的张力变得均匀。
还有,检查一下皮带机上有没有杂物。
要是有一些小石子或者其他东西卡在皮带和滚筒之间,就会影响皮带的运行,导致跑偏。
这就像鞋子里进了沙子,走路就不舒服了。
把这些杂物清理掉,皮带就能正常运行了。
如果皮带机的托辊有问题,也会导致跑偏。
托辊就像皮带的小枕头,如果有的托辊坏了或者不转了,皮带在上面跑就不顺畅。
要定期检查托辊,发现有问题的就赶紧换掉。
我给你说个事儿哈。
在一个工厂里,有一台皮带机老是跑偏。
工人师傅们开始检查。
他们发现有一个滚筒有点歪,就开始调整滚筒的位置。
他们小心翼翼地拧动调节螺栓,一点点地把滚筒调正。
但是调整完之后,皮带还是有点跑偏。
然后他们又检查了皮带的张紧情况,发现一边有点松。
他们就调整了张紧装置,让皮带的张力均匀了。
接着他们清理了皮带机上的一些杂物,还检查了托辊,换了几个不转的托辊。
经过这一系列的处理,皮带机终于正常运行了,不再跑偏了。
另外,在安装皮带机的时候,要保证各个部件安装得准确。
就像盖房子一样,基础打不好,后面就容易出问题。
在运行过程中,要经常观察皮带机的运行情况。
不能等跑偏很严重了才去处理,要及时发现问题并解决。
皮带机跑偏的处理需要我们仔细观察,找出问题所在,然后采取相应的措施。
就像给病人看病一样,要找到病因才能对症下药。
机械设计:皮带机皮带跑偏调整口诀

机械设计:皮带机皮带跑偏调整口诀带式输送机作为连续散装物料的运输机械,在搅拌、破碎及筛分设备中得到了广泛地应用,输送机在运输过程中,由于各种原因经常会出现胶带跑偏现象,这不仅会引起漏料、设备的非正常磨损与损坏,降低生产率,而且会影响整套设备的正常工作。
因此,正确判断出胶带跑偏的原因并及时予以排除,是一项非常重要的工作。
造成输送机胶带跑偏的根本原因是:胶带所受的外力在胶带宽度方向上的合力不为零或垂直于胶带宽度方向上的拉应力不均匀而引起的。
由于导致胶带跑偏的因素很多,故应从输送带的设计、制造、安装调试、使用及维护等方面来着手解决胶带的跑偏现象,使得输送机能够顺利地为生产服务。
1)传动滚筒或机尾滚筒两头直径大小不一;2)滚筒或托辊表面有煤泥或其他附着物;3)机头传动滚筒与尾部滚筒不平行;4)传动滚筒、尾部滚筒轴中心线与机身中心线不垂直;5)托辊安装不正;6)给料位置不正;7)滚筒中心不在机身中心线上;8)输送带接头不正或输送带老化变质造成两侧偏斜;9)机身不正。
从受力分析的角度分为三种:第一种,皮带两侧张力不平衡;第二种,滚筒、托辊产生与皮带中心线偏斜的应力(即:侧向力);第三种,滚筒、托辊对皮带两侧摩擦力不平衡。
在实践中,总结出胶带的跑偏规律是:'跑松不跑紧'即:如果胶带两侧的松紧度不一样,则胶带向松的一侧跑偏。
'跑后不跑前'即:如果托辊支架等装置没有安放在胶带运行方向的垂直截面上,而是一端在前,一端在后(沿胶带运行方向),则胶带会向后端跑偏。
'跑大不跑小'即:滚筒与托辊两侧直径大小不一,输送带运行过程中就会向大的一侧跑偏。
'跑高不跑低'即:支承装置造成输送带两侧不在同一个水平面上,输送带运行中便向高的一侧跑偏。
辊面做成腰鼓形,中间直径大约要比两端直径大出2mm,均匀过渡,它有自回中能力,当然,需要输送带有一定的弹性。
调整胶带跑偏的方法可以归纳出以下几种:1.调整张紧机构法:皮带张紧处的调整是皮带运输机跑偏调整的一个非常重要的环节。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
皮带跑偏的调整方法皮带跑偏调整口诀
: TH222 : A :皮带输送机在搅拌、破碎及筛分设备中已经得到了广泛的应用。
但在安装调试及使用过程中,由于各种愿意经常会出现皮带跑偏现象,这不仅会引起漏料及设备的非正常磨损与损坏,降低生产率,而且会影响到整套设备的正常运行,让用户对此现象的解决方法感到无从下手。
我公司在金堆城汝阳公司承接的5000t选厂A标段工程中正好有两条宽度1.2米的输送矿石的皮带机,安装完成后两条皮带均有不同程度的跑偏现象,经过查询资料及现场实际的操作调整实验,总结出以下几种皮带机皮带跑偏的原因及调整方法,下面将对皮带跑偏的的原因及处理方法进行分析,以供广大用户参考。
不足之处望大家指正:
在我方安装调试皮带机运转过程中,遇到以下几种跑偏的原因,根据不同的原因对其进行调整。
一、调整承载托辊组
皮带机的皮带在整个皮带运输机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,便于进行调整。
具体调整方法见图1。
具体方法是皮带偏向哪一侧,托
辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
二、垫高托辊支架
皮带空转总向某一侧跑偏时,可将相对的另一侧托辊支架适当垫高,前后垫高数组垫块,根据皮带跑偏程度缓慢调整,最终达到皮带平衡。
三、安装调心托辊组
调心托辊组主要是采用阻挡托辊在水平面内方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带运输机总长度较短时或皮带运输机双向运行时采用此方法比较合理,原因是较短皮带运输机更容易跑偏并且不容易调整。
而长皮带运输机一般不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
四、调整驱动滚筒与改向滚筒位置
驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为
滚筒的安装位置必须垂直于皮带运输机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
调整方法见图2。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确安装滚筒的位置。
五、拉紧装置处的调整
皮带拉紧装置处的调整是皮带运输机跑偏调整的一个非常重要
的环节。
重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
具体的皮带跑偏的调整方法与滚筒处的调整相似。
六、点处落料位置对皮带跑偏的影响
点处物料的落料位置对皮带的跑偏有非常大的影响,尤其在两
条皮带机在水平面的投影成垂直时影响更大。
通常应当考虑点处上下两条皮带机的相对高度。
相对高度越低,物料的水平速度分量越大,对下层皮带的侧向冲击也越大,同时物料也很难居中。
使在皮带横断面上的物料偏斜,最终导致皮带跑偏。
如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。
在设计过程中应尽可能地加大两条皮带机的相对高度。
在受空间限制的移动散料运输机械的上下漏斗、导料槽等件的形式与尺寸更应认真考虑。
一般导料槽的的宽度应为皮带宽度的三分之二左右比较合适。
为减少或避免皮带跑偏可增加挡料板阻挡物料,改变物料的下落方向和位置。
在皮带上的物料不居中见图3。
七、皮带如果运行跑偏在某一个固定点上面,那么就要检查这
个托辊是不是卡住不转了、是不是沾上矿渣了、或者托辊掉了,这些都能对皮带的正常运站产生影响,发现这些问题后只要针对这些问题进行处理,就能使皮带的运行恢复正常。
以上几种皮带跑偏的调整方法基本上涵盖了所有皮带跑偏的原因,只要按照上述调整方法细心认真的调整,均能使皮带达到正常运站的条件,可提高皮带的使用寿命,降低设备的故障率,并可为用户节约维护保养费用。
注:文章内所有公式及图表请用PDF形式查看。
内容仅供参考。