自动装箱气动控制系统设计
生产线自动装箱装置控制系统设计

攀枝花学院本科毕业设计(论文)生产线自动装箱装置控制系统设计学生姓名:学生学号:院(系):年级专业:指导教师:助理指导教师:二〇一三年五月攀枝花学院本科毕业设计(论文)摘要摘要在现代化工业生产中时常需要对生产产品进行包装和计数,如果这么多繁杂的工作都完全由人工去完成的话不仅效率低下,而且劳动强度非常大,不能够满足现代化的生产需要。
本文主要对生产线自动装箱的PLC控制系统进行了细密的科学研究。
此系统拥有有两个传送带,即生产产品传送带和包装箱传送带。
产品传送带将生产产品从生产车间流水线传送到包装箱,当某一刻生产产品被送到传送带的末端时,就会自动地进入包装箱中,并由另一个传感器将其转换成计数脉冲。
包装箱传送带则用来传第产品包装箱,其作用就是把已经装满了的包装箱运走,并用另外一只空箱来代替。
为了使传送过来的空箱刚好对准产品传送带的末端,使产品准确落入空箱中,因此在包装箱的传送带中间装有一个光电传感器,用来检测空箱是否按照正确的方式传送到位。
此控制系统具有成本低、精度高、故障率低、抗干扰能力强、操作维护简单等特点,具有优良的实际应用价值。
关键词:系统,生产,自动,设计攀枝花学院本科毕业设计(论文)ABSTRACTABSTRACTOften need to carry out counting and package on the product in the commercial run being modernized, not only the inefficient, moreover intensity of labour working from the words that the manpower accomplishes if these are complicated and overloaded is big , the childbirth being unfit to be modernized needs.Detailed research the main body of a book has been carried out on the PLC navar enchasing owing to production line automation mainly. Be system's turn to have two conveyer belts , be package box conveyer belt and product conveyer belt. The package box conveyer belt is used to deliver the product package box , whose function is that the package box luck already filling to full is leaked , is uses one to replace to come empty space box and. End being to make the empty space box aim at the product conveyer belt fitly, just the drop-in package box is hit by the messenger product, before package box conveyer belt centre install one photoelectricity sensor, in order to check if package box arrive at a place. And the product conveyer belt transmits a product from producing a workshop to package box , pawn some one products deliver to the conveyer belt end , the meeting automation drop-in package box inner, change from another sensor becoming counting pulse.Navar has accuracy height , the low , anti-interference ability of cost is strong , the malfunction leads a characteristic low , operation upkeep waits for simplely, have fine application value.Key words: System, Produce, V oluntarily, Design目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1 绪论 (1)1.1 本课题研究的意义 (2)1.2 生产线自动化的发展概况 (3)1.2.1 国内生产线自动化发展概况 (3)1.2.2 国外生产线自动化发展概况 (4)1.3 生产线自动化的发展趋势 (5)1.4 本文主要研究内容 (7)1.4.1 设计任务书 (7)1.4.2 主要解决的问题 (8)1.4.3 自动化生产线的应用 (9)2 控制系统的设计 (11)2.1 方案论证 (11)2.1.1 采用传统继电—接触器电气控制系统 (11)2.1.2 采用PLC可编程序控制器控制系统 (11)2.1.3 方案比较与选择 (11)2.2 PLC的硬件结构及工作原理 (12)2.2.1 PLC控制系统组成 (12)2.2.2 PLC的工作过程 (13)2.2.3 控制系统构成图 (15)2.2.4 控制系统工作流程图 (16)3 可编程控制器(PLC) (17)3.1 PLC简介 (17)3.1.1 PLC的定义 (17)3.1.2 PLC的特点 (17)3.1.3 PLC的应用领域 (18)3.2 PLC的系统组成 (19)3.3 PLC的工作原理 (20)4 硬件系统设计 (22)4.1 系统控制要求 (22)4.2 输入输出端确定 (22)4.3 CPU模块型号选择 (23)4.3.1 主机模块简介 (23)4.3.2 CPU模块选择 (24)4.4 主电路设计 (27)4.5 PLC接线图 (28)5 电气元件的选型 (29)5.1 熔断器选择 (29)5.1.1 熔断器的分类 (29)5.1.2 熔断器的型号选用 (29)5.2 接触器选择 (31)5.2.1 接触器的结构及工作原理 (31)5.2.2 接触器的型号选用 (31)5.3 热继电器选择 (32)5.4 时间电器选择 (33)5.5 控制按钮选择 (34)5.6 行程开关选择 (34)5.6.1 行程开关分类 (34)5.6.2 行程开关的选用及安装 (36)5.7 光电开关选择 (36)5.7.1 光电开关的分类 (36)5.7.2 光电开关使用原则 (37)5.8 电源开关选择 (38)5.9 驱动设备选择 (39)5.9.1 电机设备简介 (39)5.9.2 电动机选择 (39)6 软件系统设计 (41)6.1 设计原理 (41)6.2 梯形图 (41)6.3 指令表 (43)7 程序调试与仿真 (45)7.1 仿真软件简介 (45)7.2 程序调试与仿真过程 (46)总结与体会 (49)参考文献 (50)致谢 (51)1 绪论在现代化工业生产中时常需要对生产产品进行包装和计数,如果这么多繁杂的工作都完全由人工去完成的话不仅效率低下,而且劳动强度非常大,不能够满足现代化的生产需要。
气动控制系统设计说明书课程设计
任务5:儿童游乐机控制系统设计
1任务分析
根据项目描述双作用气缸A和B均处于缩回状态,记做A0、B0;A缸伸出记做A1;气缸B伸出,记做B1;设备4个控制按钮分别记做a、b、c、d,当按下控制按钮a时,A缸伸出,B 缸缩回;当按下控制按钮b时,B缸伸出,A缸缩回;当按下控制按钮c时,AB缸均伸出;当按下控制按钮d时,AB缸均缩回;当按钮都不按时,AB缸为缩回状态。
2回路设计
2.1绘制卡诺图
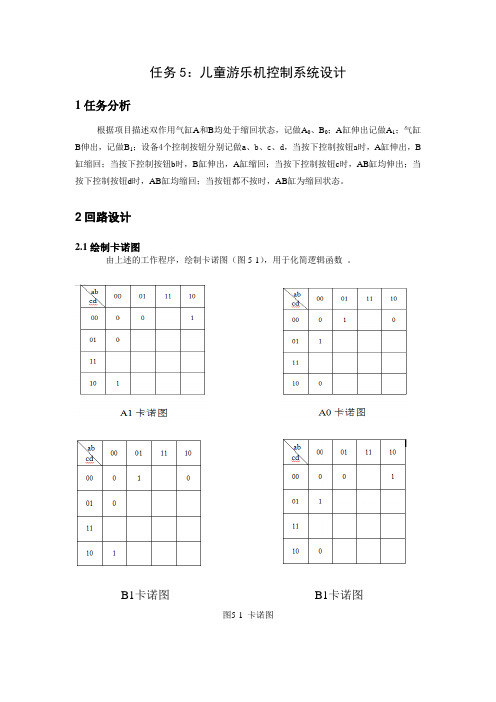
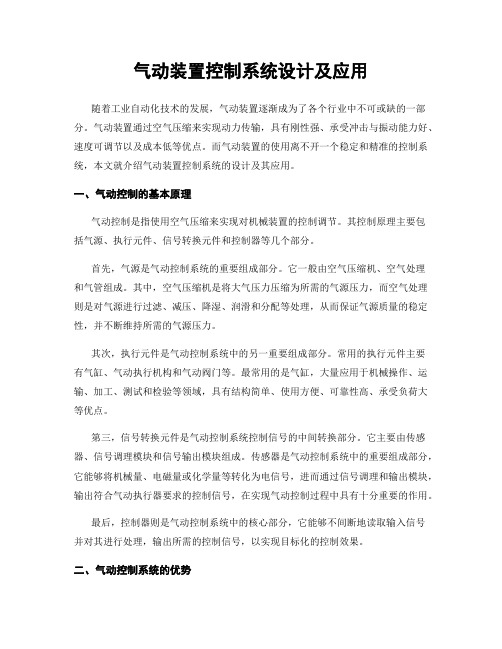
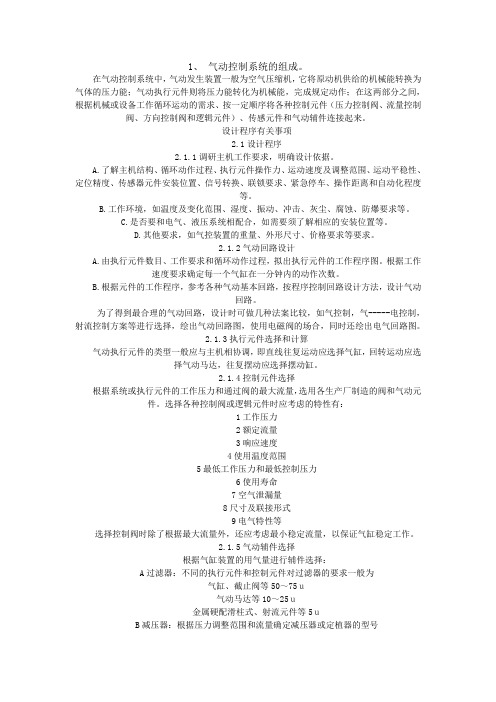
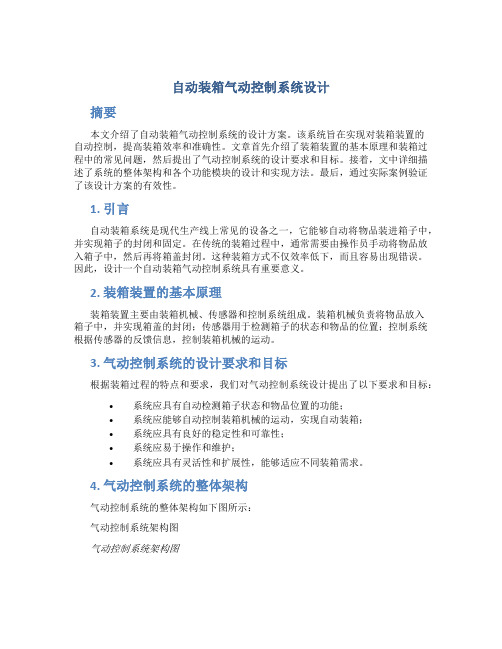
由上述的工作程序,绘制卡诺图(图5-1),用于化简逻辑函数。
B1卡诺图B1卡诺图
图5-1 卡诺图
由卡诺图得出逻辑函数表达式为:
A1=c+ab
A0=d+ab
B1=c+ab
B0=d+ab
2.2绘制逻辑原理图
系统的逻辑原理(图5-2)
图5-2 逻辑原理图2.3绘制气动回路原理图
根据逻辑原理图绘制气动原理图(图5-3)
图5-3气动回路原理图
3动作仿真
按下a键,A缸伸出B缸缩回(图5-4)
图5-4 按下b键,B缸伸出A缸缩回(图5-5)
图5-5 按下C键,A、B缸同时伸出(图5-6)
图(5-6)
按下d键,A、B缸同时缩回(图5-7)
图5-7
4搭建回路
根据气动回路原理图,在气动实训台上搭建回路,满足项目工作要求。
(图5-8)
图5-8。
气动装置控制系统设计及应用
气动装置控制系统设计及应用随着工业自动化技术的发展,气动装置逐渐成为了各个行业中不可或缺的一部分。
气动装置通过空气压缩来实现动力传输,具有刚性强、承受冲击与振动能力好、速度可调节以及成本低等优点。
而气动装置的使用离不开一个稳定和精准的控制系统,本文就介绍气动装置控制系统的设计及其应用。
一、气动控制的基本原理气动控制是指使用空气压缩来实现对机械装置的控制调节。
其控制原理主要包括气源、执行元件、信号转换元件和控制器等几个部分。
首先,气源是气动控制系统的重要组成部分。
它一般由空气压缩机、空气处理和气管组成。
其中,空气压缩机是将大气压力压缩为所需的气源压力,而空气处理则是对气源进行过滤、减压、降湿、润滑和分配等处理,从而保证气源质量的稳定性,并不断维持所需的气源压力。
其次,执行元件是气动控制系统中的另一重要组成部分。
常用的执行元件主要有气缸、气动执行机构和气动阀门等。
最常用的是气缸,大量应用于机械操作、运输、加工、测试和检验等领域,具有结构简单、使用方便、可靠性高、承受负荷大等优点。
第三,信号转换元件是气动控制系统控制信号的中间转换部分。
它主要由传感器、信号调理模块和信号输出模块组成。
传感器是气动控制系统中的重要组成部分,它能够将机械量、电磁量或化学量等转化为电信号,进而通过信号调理和输出模块,输出符合气动执行器要求的控制信号,在实现气动控制过程中具有十分重要的作用。
最后,控制器则是气动控制系统中的核心部分,它能够不间断地读取输入信号并对其进行处理,输出所需的控制信号,以实现目标化的控制效果。
二、气动控制系统的优势相对于传统的机电控制系统,气动控制系统具有以下优势:1. 性价比高。
气动控制系统成本相对较低,同时操作简单,易于维护和保养。
其使用寿命较长,更容易实现长时间的自动化操作。
2. 安全性高。
气动控制系统在操作时,会产生诸如压缩空气、氧气、惰性气体等,从而避免了因电器产生的蓄电荷、电磁波等影响,可靠性更高。
气动控制系统设计
1、气动控制系统的组成。
在气动控制系统中,气动发生装置一般为空气压缩机,它将原动机供给的机械能转换为气体的压力能;气动执行元件则将压力能转化为机械能,完成规定动作;在这两部分之间,根据机械或设备工作循环运动的需求、按一定顺序将各种控制元件(压力控制阀、流量控制阀、方向控制阀和逻辑元件)、传感元件和气动辅件连接起来。
设计程序有关事项2.1设计程序2.1.1调研主机工作要求,明确设计依据。
A.了解主机结构、循环动作过程、执行元件操作力、运动速度及调整范围、运动平稳性、定位精度、传感器元件安装位置、信号转换、联锁要求、紧急停车、操作距离和自动化程度等。
B.工作环境,如温度及变化范围、湿度、振动、冲击、灰尘、腐蚀、防爆要求等。
C.是否要和电气、液压系统相配合,如需要须了解相应的安装位置等。
D.其他要求,如气控装置的重量、外形尺寸、价格要求等要求。
2.1.2气动回路设计A.由执行元件数目、工作要求和循环动作过程,拟出执行元件的工作程序图。
根据工作速度要求确定每一个气缸在一分钟内的动作次数。
B.根据元件的工作程序,参考各种气动基本回路,按程序控制回路设计方法,设计气动回路。
为了得到最合理的气动回路,设计时可做几种法案比较,如气控制,气-----电控制,射流控制方案等进行选择,绘出气动回路图,使用电磁阀的场合,同时还绘出电气回路图。
2.1.3执行元件选择和计算气动执行元件的类型一般应与主机相协调,即直线往复运动应选择气缸,回转运动应选择气动马达,往复摆动应选择摆动缸。
2.1.4控制元件选择根据系统或执行元件的工作压力和通过阀的最大流量,选用各生产厂制造的阀和气动元件。
选择各种控制阀或逻辑元件时应考虑的特性有:1工作压力2额定流量3响应速度4使用温度范围5最低工作压力和最低控制压力6使用寿命7空气泄漏量8尺寸及联接形式9电气特性等选择控制阀时除了根据最大流量外,还应考虑最小稳定流量,以保证气缸稳定工作。
2.1.5气动辅件选择根据气缸装置的用气量进行辅件选择:A过滤器:不同的执行元件和控制元件对过滤器的要求一般为气缸、截止阀等50~75u气动马达等10~25u金属硬配滑柱式、射流元件等5uB减压器:根据压力调整范围和流量确定减压器或定植器的型号C油雾气:根据流量和油雾颗粒大小要求。
基于PLC的工业自动装箱系统的设计

基于PLC的工业自动装箱系统的设计在现代工业自动化领域中,自动包装系统被广泛应用于不同行业中的生产线,以提高生产效率和降低劳动成本。
本文旨在基于可编程逻辑控制器(PLC)的工业自动装箱系统中,对系统的设计进行详细阐述。
首先,本文从系统结构的角度出发,将系统分为输入模块、输出模块、PLC控制模块、机械控制模块和人机界面模块。
其中输入模块主要负责接入信号,如传感器和扫描仪等;输出模块负责输出信号,如电机和新风机等;PLC控制模块则是系统的核心,负责根据输入信号启动或关闭输出信号以控制机械件的运转;机械控制模块则将PLC输出的信号转换为相应的机械运动;人机界面模块则为操作员提供操作界面以方便接收和控制系统。
其次,本文针对自动装箱系统的主要功能,即箱子的装箱和封箱,分别给出了系统的流程图。
在箱子的装箱过程中,系统首先通过传感器检测传送带上有无箱子,如果有,则进行计数并让机械手将箱子从传送带上获取并放入指定位置;在箱子的封箱过程中,系统通过电波探测器检测箱子的位置,如果检测到箱子,则通过机械臂将箱子顶住隔板,然后通过贴标机为箱子贴上标签,并进行封箱。
最后,本文详细介绍了系统的PLC控制程序设计及其中的算法流程。
其中PLC控制程序分为箱子装箱和封箱两个部分,流程图分别如图1和图2所示。
在装箱过程中,系统通过循环检测传送带的信号来确保是否有新的箱子需要装载;如果检测到有新的箱子,则通过PLC 输出信号来控制机械臂的动作,并将箱子放到指定位置。
而在封箱过程中,系统首先通过电波探测器检测箱子位置,然后通过PLC输出信号来控制机械臂完成封箱和贴标的动作。
总之,本文详细介绍了基于PLC的工业自动装箱系统的设计和实现,系统包括输入模块、输出模块、PLC控制模块、机械控制模块和人机界面模块,流程图分别阐述了装箱和封箱过程;PLC控制程序设计涵盖了算法流程和控制动作。
本文的研究成果将为工业自动化领域中自动包装系统的进一步应用提供重要参考。
气动式自动化控制系统的设计与优化

气动式自动化控制系统的设计与优化随着科技的不断发展,自动化技术已经成为现代工业生产中不可或缺的一部分。
在众多自动化技术中,气动控制技术因其简单可靠、易于维护、成本低廉等特点而备受青睐。
本文将围绕气动式自动化控制系统的设计与优化展开论述。
一、气动控制基础气动控制系统包括气源、气路、控制元件、控制器以及执行器等几个部分。
其中,气源一般采用压缩空气,气路由油雾器、快速接头、气管、杀气器等组成。
控制元件包括电磁阀、气缸、旋塞、换向阀等,而控制器则根据所需要的功能选择PLC控制器、温控器、计数器等不同类型。
执行器一般由气缸或电动执行器组成。
在这个基础上,气动控制系统可以实现多种操作,如开关、调速、振荡等。
二、气动控制系统的设计在气动控制系统的设计中,需要根据实际应用场景制定相应方案。
具体来说,需要从以下几个方面入手。
1.功率要求在设计气动控制系统时,首先需要考虑的是所需要的功率。
这与系统的操作对象和操作环境有关。
例如,在车间内需要装载重物的场合,需要选用较大的气缸,以便提供足够的力量;而在机械加工环境中,由于需要频繁地调整工件位置,因此需要选用速度快、响应灵敏的气缸。
2.气源压力在设计气动控制系统时,气源压力也是一个重要的考虑因素。
一般而言,气源压力越高,能提供的力量也就越大。
但同时也需要注意,过高的气源压力会导致系统泄气、失控等问题,需要认真考虑。
3.气路设计气路的设计对气动控制系统的稳定性和可靠性有很大影响。
需要根据实际情况选择合适的快速接头、气管、杀气器等,以确保气路畅通无阻、气路压力平稳。
此外,需要根据系统需求选择相应的控制元件,保证系统可以完成所需要的操作。
4. 控制器选型控制器是气动控制系统的核心部分,直接决定系统的性能和稳定性。
在控制器的选型中,需要考虑系统的需求,选择PLC控制器、计数器、温控器等不同类型和精度的控制器。
还需要考虑控制器的工作温度、可靠性、防护等,以保证控制器能够长期稳定地工作。
自动装箱气动控制系统设计
自动装箱气动控制系统设计摘要本文介绍了自动装箱气动控制系统的设计方案。
该系统旨在实现对装箱装置的自动控制,提高装箱效率和准确性。
文章首先介绍了装箱装置的基本原理和装箱过程中的常见问题,然后提出了气动控制系统的设计要求和目标。
接着,文中详细描述了系统的整体架构和各个功能模块的设计和实现方法。
最后,通过实际案例验证了该设计方案的有效性。
1. 引言自动装箱系统是现代生产线上常见的设备之一,它能够自动将物品装进箱子中,并实现箱子的封闭和固定。
在传统的装箱过程中,通常需要由操作员手动将物品放入箱子中,然后再将箱盖封闭。
这种装箱方式不仅效率低下,而且容易出现错误。
因此,设计一个自动装箱气动控制系统具有重要意义。
2. 装箱装置的基本原理装箱装置主要由装箱机械、传感器和控制系统组成。
装箱机械负责将物品放入箱子中,并实现箱盖的封闭;传感器用于检测箱子的状态和物品的位置;控制系统根据传感器的反馈信息,控制装箱机械的运动。
3. 气动控制系统的设计要求和目标根据装箱过程的特点和要求,我们对气动控制系统设计提出了以下要求和目标:•系统应具有自动检测箱子状态和物品位置的功能;•系统应能够自动控制装箱机械的运动,实现自动装箱;•系统应具有良好的稳定性和可靠性;•系统应易于操作和维护;•系统应具有灵活性和扩展性,能够适应不同装箱需求。
4. 气动控制系统的整体架构气动控制系统的整体架构如下图所示:气动控制系统架构图气动控制系统架构图系统由传感器模块、控制模块和执行模块组成。
传感器模块用于检测箱子状态和物品位置,控制模块根据传感器的反馈信息,决定装箱机械的运动方式,执行模块根据控制模块的指令,控制装箱机械的运动。
5. 传感器模块的设计和实现传感器模块主要负责检测箱子状态和物品位置。
我们采用了光电传感器作为箱子状态的检测器,通过检测箱子的开合状态来判断其是否可以装箱。
而物品位置的检测则采用了压力传感器,通过检测物品的重量来判断其位置。
基于plc的自动装箱机控制系统的设计
基于plc的自动装箱机控制系统的设计1 前言1.1 自动装箱机的发展概况在现代自动包装流水线中,装箱机是整个流水线系统运行的重要部分。
装箱机是一种将没有包装的产品或者小包装的产品经过按照一定的方式排列、计数半自动或者自动装入包装容器,目前,国内生产的自动装箱机可以对盒类产品、玻璃瓶、塑料瓶、异形瓶、塑料桶、金装的一种设备。
1.1.1 国内发展现状目前,国内生产的自动装箱机可以对盒类产品、瓶类、枕形袋等产品进行包装。
首先是箱子成型,在操作过程中,拾取未成型的纸箱一侧,拉动这一侧将纸箱成四方形,将纸箱的底部折边并粘贴好,纸箱就成型了,然后将产品按照规定计数排列,并填充到箱内,最后将箱子封口并输送到下一条生产线。
对于软包装产品的装箱一般采用箱子成型和物料收集和填充同时进行的方式,这样可以有效提高装箱的速度。
而瓶子、易拉罐等刚性产品经过排列计数,由自动装箱机的抓手按夹紧产品后送入入包装容器内。
装箱完成后,对有特殊要求的产品包装还配备了封箱和捆扎等辅助功能,自动进行封箱和捆扎。
我国自动装箱机制造业起步较晚。
目前,国内生产制造装箱机的企业较少。
最近几年,随着科技的发展和创新,国产自动装箱机在产品结构、装箱效率和技术创新方面取得了较大的发展。
比如,我国江西德赛特包装机械设备有限公司研发成功的多功能全自动装箱机的多项性能指标都达到了国际先进水平。
这项多功能自动装箱机适用于各种规格,多种形状多种类型的瓶类产品的包装。
该装箱机的特点是可以根据装箱的要求,将产品自动分道并按要求排列。
在控制方面,它采用伺服系统,因此定位准确可靠、动作稳定,可以自动完成瓶子的抓取、提升、移动、下降等装箱动作,对于有分区的纸箱,抓瓶器还可以将瓶子自动抓取放进纸箱的分区内。
该设备较传统装箱机的优越性体现在:(1)由PLC控制,采用伺服驱动器和变频器,启动和停止均缓慢平稳;(2)切换到一个不同的瓶型,只需要更换抓瓶器;(3)用变频器对装箱的速度进行无级调速,能有效契合工厂流水线的生产速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编订:__________________
审核:__________________
单位:__________________
自动装箱气动控制系统设
计
Deploy The Objectives, Requirements And Methods To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level.
Word格式 / 完整 / 可编辑
文件编号:KG-AO-9452-51 自动装箱气动控制系统设计
使用备注:本文档可用在日常工作场景,通过对目的、要求、方式、方法、进度等进行具体的部署,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。
下载后就可自由编辑。
目前,实现自动化生产是各个工业部门提高效率、增加产能的重要手段之一。
在自动化生产流水线上,包装环节是不可或缺的一个部分。
实现自动装箱的方法有多种,而其中气动控制系统的应用十分广泛。
气动控制系统具有装置结构简单、轻便,安装维护方便,压力等级低,使用安全,环保无污染,响应速度快,防火、防爆、防潮,且气源制造简单,成本低等优点,适合工业中复杂的工作环境。
此外,针对自动装箱系统需要产品在箱内整齐划一的特点,气动控制系统通过多个行程开关及气缸的组合设计,使得在自动装箱过程中,不但能够提高装箱效率,而且还能够高品质地完成产品的整齐装箱。
自动装箱气动控制系统的组成
装箱系统的全部动作由托箱气缸、托产品气缸、
装箱气缸和推箱气缸完成。
四个气缸都是普通双作用气缸,驱动气缸动作的是四个二位五通的双电控换向阀,气缸动作的位置和距离由多个行程开关来决定。
2.1.产品托放过程
在自动装箱系统工作时,首先运送纸箱的传送带启动,当第一个纸箱到位后,触动行程开关1,纸箱传送带停止运行,同时产品传送带开始运行。
当产品排列在托物板上,每排满规定的个数,就碰到行程开关2,此时产品传送带停止运行,电磁铁3YA通电,托产品气缸B将托物板托起,使产品通过搁物板后搁在搁物板上(搁物板采用的是只能上翻,不能下翻的设计)。
这时行程开关2松开,产品传送带继续运送产品,如此反复动作,便可实现多层一定个数的产品的整齐堆放。
2.2.产品装箱过程
当产品堆放到一定高度时,便可触动行程开关4,由此发出的信号使电磁铁1YA通电,托箱气缸A的活塞杆伸出,使托板托住箱底,当托板升起触动行程开
关7时,电磁铁5YA通电,装箱气缸C推动装箱板,将叠放整齐的多层产品推入纸箱内,推动的距离由行程开关6决定,当装箱气缸C活塞杆上的挡板碰到行程开关6时,气缸便退回。
2.3.推箱、封箱过程
纸箱放置在一个平板上,平板由一个气动支撑杆支撑着,当纸箱的重量增加时,支撑杆便被往下压,当纸箱的重量增加到规定的大小时,支撑杆下降到行程开关8的位置,触动行程开关8。
此时,说明装箱已经完成。
当行程开关8被触动,并且装箱气缸已经退回,触动行程开关5时,电磁铁7YA通电,推箱气缸D的活塞杆伸出,在没有触及行程开关9之前,推动推箱板,将装好产品的纸箱推到第三个传送带上,再送到封装机处贴上封箱条。
至此,完成一次循环操作。
2.4.行程开关的设置
整个系统涉及9个行程开关,不同的行程开关有不同的作用。
其中,行程开关2决定每一层的产品个
数,行程开关4决定产品堆放高度,根据不同的产品规格,调节行程开关2、4的位置,由此可以适应各种产品的批量装箱处理。
气动支撑杆的承压力可调,通过调节气动支撑杆的承压力,来适应不同重量产品的装箱需求。
也可通过改变行程开关8的位置来达到同样的目的。
其他的行程开关也都是用于判定是否到达指定位置,从而触发下一个环节的操作的。
自动装箱气动控制系统的特点
3.1.不用增速机构即能获得较高的运动速度,使系统能快速自动地完成各个动作,动作迅速、平稳、可靠。
3.2.动作气缸均采用二位五通电磁阀作为主控阀,各行程信号由行程开关取得,以实现气缸的顺序动作,可任意调整气缸的行程,由此适应不同产品的规格要求。
系统结构简单,调整方便。
3.3.重量轻、刚性好、成本低,空气泄漏对环境无污染,对管路要求低。
3.4.拓展性好,若需要实现多个气动系统的控制,
还可结合PLC控制技术,接线简单,用程序控制,修改方便,具有很大的柔性和通用性,可靠性高。
自动装箱气动系统的设计原则
4.1.根据生产线的规模确定空气压缩机的容量,一般有多个装箱点的工厂,选择单个大风量的空压机比选择多个小风量的空压机在总体能源效率方面更好;根据生产场所、产品对压缩空气品质的要求及经济性来确定气源净化辅助设备,一般食品行业比其他行业对空气品质的要求更高,因此需要净化性能更优的辅助设备。
4.2.供气系统的吸气管路管径应大一些,以降低压力损失,排出管路应能耐高温高压与振动。
根据工作环境选择管道的材料,一般的工作场所压力和温度不高,选择软管不仅拆装方便,密封性能也好,适合于气动元件之间的连接。
在能源紧缺的时代,没有比使用空气更加经济实惠的了。
利用气动控制系统实现自动装箱,既能够节约成本,免除污染环境的后患,而且能够提高效率,
降低人工消耗,还能够结合PLC控制技术实现更大规模的整体控制。
因此,自动装箱气动控制系统一方面将人们从机械化的生产过程中解放了出来,另一方面通过精确的控制,使产品的包装更加整齐美观。
请在这里输入公司或组织的名字
Enter The Name Of The Company Or Organization Here。