最全刀具钢材知识
刀具钢材知识和各种钢材对比

440C:
也是目前用在高档批量刀具市场上的优质不锈钢,其强度及锋利性甚于ATS。
D2:
最近KA-BAR厂采用了D2型钢材,这是一种优质工具钢,硬度59-60HRC,深度冷处理至-120度,两次退火,其优点是坚韧和较长时间的刀刃保持性。
刀具钢材
------------------------------------------------------------
在刀具业中,1095是被用得最广泛的10-系列钢材。按从1095-1050排序,总地来说,含碳量从高到低,可达到的打磨度也从高到低,但坚韧性却从低到高到最高。
同样的,按从1060-1050排序通常适应于制剑业。而对刀来说,1095是一种很“标准”的碳钢材料,性能良好而且成本不贵,具有适当的坚韧度和打磨度。这是一种较单纯的钢材,容易生锈,仅含有两种合金成分:0.95的碳和0.4的锰。KABAR系列通常使用1095,再加上黑色涂层。
GIN-1:
以前也叫G2,是一种低成本的钢材,稍软于AUS-8。
CPM-T440V:
近来被认为是超级制刀钢材,比目前市场上的所有不锈钢都经久耐用,长时间无需磨刀。
SANMAIIII(三层钢):
一种昂贵的日本薄片层压钢材。高碳含量的坚硬里层作为刀刃的中心层,两边经过回火处理的坚韧弹性钢,最终的刀刃集中了良种钢材的特点,品质极佳。其比AUS-8的坚韧性高25。
在AISI钢材命名系统中,10xx是碳钢,其他的则是合金钢,例如,50xx系列是铬钢。在SAE命名系统中,带有字符标示的(例如,W-2,A-2)是工具钢。另外还有ASM命名系统,但它在刀具界中很少被提及,所以在这里我们可以忽略它。通常在钢材名称中的最后一个数字即为该种钢材的含碳量,如1095约含0.95的碳,52100约含1.0的碳,而5160则约含0.60的碳。
最全刀具钢材知识--新刀友科普

最全刀具钢材知识--新刀友科普在选择优质的刀具的时候,应该格外注意刀刃所选用的钢材。
钢材真的是刀刃的精髓所在,一把刀的表现优劣主要取决于钢材。
钢的本质是一种含碳的铁合金,一般还富含其他元素,以此来提高某些性能,适应不同用户需求。
在制刀工业中,不同种类的钢材里面的添加元素有所不同,制做刀刃的辗扎和热处理方式也是不同的。
关于这些元素的详情可以查阅我们的制刀钢材成分图表。
最终,这些制刀时运用的各种钢材主要以以下这五种关键属性划分等级。
一、硬度硬度是指当遭受到外界压迫力时的抗变形能力。
刀具的硬度通常是指强度,一般要用HRC(洛氏硬度)来测评。
二、韧性韧性是指当被用于重型应用时能够抵抗折断破裂这种伤害的能力。
也可以说是钢材能够弯曲而不折断的能力。
破裂是一把刀的最大伤害而且很难修复。
要注意,一把刀硬度越大,韧性就越小。
当然韧性的测评也没有硬度那样标准化。
三、耐磨性耐磨性是钢材承受磨蚀和黏着磨损的能力。
磨蚀是由于较软的表面和较粗糙的表面接触而形成的。
黏着磨损是当碎片从一个表面上转移,附着在另一表面上时形成的。
耐磨性一般是与钢材的硬度有关联的,但是很大程度上也受到钢材中具体化学物质的影响。
在同等硬度的钢材中,碳化物含量越大的钢材格外耐磨。
四、耐腐蚀性耐腐蚀性是指抗腐蚀的能力,像由潮湿、水分、盐渍等因素引起的锈蚀。
请注意,高度的耐腐蚀能力确实要以降低刀锋的锋利程度为代价。
五、锋利保持度锋利保持度代表当一把刀经过一段时间使用刀片能够保持多久的锋利。
这是现在人们都很在意的一个方面,但是遗憾的是,对于锋利保持度的测评缺乏一系列明确标准,而且大部分数据是主观的。
在我看来,锋利保持度是耐磨性和刀锋抗变形能力的结合。
遗憾的是,最好的制刀钢材不仅仅是使以上每种特性最大化那么简单的事…那只是一个方面。
最好就是达成强度硬度和韧性的平衡。
有一些刀片会制作的格外坚硬,但是如果用它刺到很坚硬的表面时,它会折断或是破碎。
相反,一把刀韧性非常好,能够弯曲但是它的边缘不够硬。
最适合做刀的材料

最适合做刀的材料首先,我们需要了解刀具所需具备的基本性能。
刀具在使用过程中需要具备较高的硬度、耐磨性和韧性。
硬度是指材料抵抗外力的能力,耐磨性是指材料在摩擦和磨损作用下的抗性,而韧性则是指材料在受力作用下不易断裂的性能。
因此,最适合做刀的材料应该具备较高的硬度、耐磨性和韧性。
目前,常见的刀具材料主要有碳素钢、不锈钢、合金钢、陶瓷等。
碳素钢是指含有较高碳含量的钢铁,具有较高的硬度和耐磨性,但韧性较差,容易断裂。
不锈钢是一种抗腐蚀性能较好的钢铁,硬度和耐磨性相对较弱。
合金钢是指通过添加合金元素来提高钢铁的性能,既具备较高的硬度和耐磨性,又具有一定的韧性。
而陶瓷则是一种硬度极高的材料,但韧性较差。
综合考虑以上几种材料的性能,我们可以得出结论,合金钢是最适合做刀的材料。
合金钢通过添加合金元素,既能够提高硬度和耐磨性,又能够保持一定的韧性,因此在刀具制造领域得到了广泛应用。
合金钢刀具不仅具有较高的切削性能,而且在使用过程中不易断裂,使用寿命较长,因此深受消费者的青睐。
当然,针对不同的使用场景和需求,还可以选择其他材料来制作刀具。
比如在一些特殊的环境下需要抗腐蚀性能较好的刀具,可以选择不锈钢材料;在一些对刀具硬度要求较高的场合,可以选择碳素钢或陶瓷材料。
因此,在选择刀具材料时,需要根据实际需求来综合考虑材料的硬度、耐磨性和韧性等性能。
综上所述,合金钢是最适合做刀的材料,它具备较高的硬度、耐磨性和韧性,能够满足刀具在使用过程中的各项要求。
当然,在实际选择刀具时,还需要根据具体的使用场景和需求来进行综合考虑,以选择最适合的刀具材料。
希望本文能够帮助大家更好地了解刀具材料的选择,为大家的生产生活提供一些参考。
常用刀具材料分类
常用刀具材料分类、特点及应用学校:学院:班级:姓名:学号:目录摘要 (3)一、刀具材料的基本要求 (4)二、常用刀具材料 (6)1.高速钢 (6)2.硬质合金 (9)三、涂层刀具 (12)1.硬质合金 (12)2.CVD Chemical Vapor Deposition (化学气相沉积) (12)3.PVD Physical Vapor Deposition(物理气相沉积) (13)四、金属陶瓷 (15)五、陶瓷 (17)六、立方氮化硼 (19)七、聚晶金刚石 (21)八、牌号 (22)1.车削牌号 (22)2.切断、切槽和螺纹加工牌号 (22)3.铣削牌号 (23)4.钻削牌号 (23)九、参考文献 (24)摘要要使金属切削工序获得满意的效果,切削刀具材料和牌号的选择是重要的考虑因素。
因此必须基本了解每种切削刀具材料及其性能,以便为每一切削应用做出正确选择。
本文旨在对目前常用刀具的材料进行分类,刀具材料的特点及应用进行总结,并根据每种切削刀具材料的性能给出应用建议。
关键词刀具材料分类刀具材料特点刀具材料性能刀具材料应用一、刀具材料的基本要求1.高硬度刀具是从工件上去除材料,所以刀具材料的硬度必须高于工件材料的硬度;刀具材料最低硬度应在60HRC以上;对于碳素工具钢材料,在室温条件下硬度应在62HRC以上;高速钢硬度为63HRC~70HRC;硬质合金刀具硬度为89HRC~93HRC2.高强度与强韧性刀具材料在切削时受到很大的切削力与冲击力;如车削45钢,在背吃刀量ap=4㎜,进给量f =0.5㎜/r的条件下,刀片所承受的切削力达到4000N,可见,刀具材料必须具有较高的强度和较强的韧性;一般刀具材料的韧性用冲击韧度a K表示,反映刀具材料抗脆性和崩刃能力3.较强的耐磨性和耐热性刀具耐磨性是刀具抵抗磨损能力。
一般刀具硬度越高,耐磨性越好。
刀具金相组织中硬质点(如碳化物、氮化物等)越多,颗粒越小,分布越均匀,则刀具耐磨性越好;刀具材料耐热性是衡量刀具切削性能的主要标志,通常用高温下保持高硬度的性能来衡量,也称热硬性。
刀的常用钢材的特点及化学成分

刀具钢材知识在户外旅游是选择一把好的工具刀是一件非常关键的事情,但很多的旅游都不知道怎么看出一把刀的质量。
评价一把刀是不是一把好刀,首先要看着把刀的品牌,一个优秀的品牌往往都是质量的保证。
再看一下刀的设计,刀的使用功能很大程度上在刀的设计的时候就已经确定了,看一下他的设计选择一把适合自己的工具刀。
还要看一把刀的使用钢材和锻造工艺,这也是最难看出来的,也是我下面介绍的重点。
现在中高端刀具市场上使用的钢材有很多种。
比较常见的有440C高速钢,AUS-8高碳低铬不锈钢,154-CM不锈钢,VG-10日本“武生特制钢”,S30V粉末钢,大马士革钢(DAMASCUS),N690马氏体铬不锈钢,ATS-34高碳钢,等不同性能的钢材。
近20年来人们开始使用图层技术对刀具进行处理,来提高刀具的使用性能。
现在我们来详细了解一下各种常见刀具钢材。
440C是一家美国公司研制高端钢材,在高端刀具制造中经常被使用。
和他同系列的还有440A、440B被人们广为熟知,他们的硬度和碳含量是按照A-B-C 依次增加的。
其中440C以良好的制刀性能,具有较高的的硬度,防腐性能和韧性都非常的强。
制造出来的刀具非常的锋利。
是最早被刀匠接受的不锈钢制刀材料。
440C钢材的化学成份(%):C :1.10 Mn :1.00 P :0.03 S :0.010 Cr :17.50 Mo :0.60 Ni :0.60 Cu :0.50 Si :1.00AUS-8高碳低铬不锈钢是日本“爱知制钢” 所开发之优质不锈钢材,多被运用在日本制造的高档刀具中。
AUS分为10A其中AUS-6、AUS-8、AUS10在市场上比较的常见,含碳量和硬度也是依次增加的。
和440C相比AUS8A 含有镍、钒等化学成分,韧性和刀锋容易磨利等方面有明显提高。
著名的刀具品牌冷钢Cold Steel经常使用这种钢材。
AUS-8钢材的化学成分AUS-8,0.75%含碳量,12%-27%Cr,0.49的镍,0.10-0.26的钒,更多的钼元素。
钢材分类及用途基本知识

钢材分类及用途基本知识钢材是一种常用的金属材料,广泛应用于建筑、桥梁、汽车、船舶、机械制造等行业。
钢材的分类和用途多种多样,主要有碳素钢、合金钢、不锈钢等。
下面是钢材分类及用途的基本知识。
一、碳素钢碳素钢是以铁和碳为主要合金元素的钢材。
根据碳含量的不同,碳素钢分为低碳钢、中碳钢和高碳钢。
1.低碳钢:碳含量少于0.25%的钢材。
低碳钢具有良好的可塑性和焊接性,常用于制造冷轧板、冷拔丝等产品。
低碳钢在汽车制造、建筑结构、液压设备等领域广泛应用。
2.中碳钢:碳含量介于0.25%和0.60%之间的钢材。
中碳钢具有较高的强度和韧性,适用于制造齿轮、轴承、机械零件等。
中碳钢也常用于制造汽车底盘、桥梁结构等。
3.高碳钢:碳含量大于0.60%的钢材。
高碳钢硬度较高,耐磨性好,适用于制造刀具、弹簧、轴承球等产品。
高碳钢也常用于制造剪刀、针等工具。
二、合金钢合金钢是在碳素钢中加入其他合金元素的钢材,如铬、镍、钼等。
合金钢可以进一步分为低合金钢和高合金钢。
1.低合金钢:合金元素含量少于5%的钢材。
低合金钢具有较高的强度和韧性,耐磨性和耐腐蚀性也比碳素钢好。
低合金钢广泛应用于汽车制造、机械制造等领域。
2.高合金钢:合金元素含量大于等于5%的钢材。
高合金钢具有优异的物理性能和化学性能,如高耐热性、高耐腐蚀性等。
高合金钢主要用于航空航天、核工程、化工等领域。
三、不锈钢不锈钢是一种具有抗腐蚀性的钢材,由铁、铬、镍等元素合金化而成。
根据不锈钢中含有的铬元素百分比,不锈钢可以分为不锈铁、不锈钢和超级不锈钢。
1.不锈铁:铬含量低于12%的不锈钢。
不锈铁具有一定的抗腐蚀性,但在潮湿、氯化物等腐蚀介质中容易发生锈蚀。
2.不锈钢:铬含量在12%~30%之间的不锈钢。
不锈钢具有良好的抗腐蚀性能,广泛应用于厨具、化工容器、建筑装饰等领域。
3.超级不锈钢:铬含量在30%以上的不锈钢。
超级不锈钢具有极强的抗腐蚀性能,耐高温和高压,常用于化工、海洋工程等领域,如制造化工容器、海洋石油开发设备等。
1.常用刀具材料介绍修改后

第一章常用刀具材料介绍一.刀具材料的基本性能在切削过程中,刀具切削部分是在很大的切削力、较高的切削温度及剧烈摩擦等条件下工作的,同时,由于切削余量和工件材质不均匀或切削时形不成带状切屑,还伴随冲击和振动,因此刀具切削部分的材料应具备以下几方面的性能:1.高的硬度刀具材料的硬度必须高于工件材料的硬度,以便切入工件。
一般常温时硬度在60HRC以上,对某些难切除材料,刀具的硬度要求在HRC65以上。
2.高的耐磨性刀具在切削加工中经受剧烈摩擦,要求其磨损要小,通常刀具材料的硬度越高,耐磨性越好。
3.高的耐热性耐热性(又称红硬性)是指刀具在高温下能够保持其硬度的性能。
它是衡量刀具材料切削性能的主要指标。
4.足够的强度和韧性在切削过程中,刀具要经得起所承受的各种应力和冲击,才能防止刀具的崩刃或脆性断裂。
5.良好的工艺性刀具材料应具备良好的可加工性和垫处理性。
此外,还应考虑到刀具材料的经济性。
经济性差的刀具材料难以推广使用。
二.刀具材料的种类及选用常用的刀具材料有碳素工具钢、合金工具钢、高速钢、硬质合金及陶瓷材料等,其中应用最多的是高速钢和硬质合金。
1.碳素工具钢碳素工具钢是指含碳量为0.65%-1.35%的优质高碳钢,淬火硬度可达HRC60~65。
刀具刃磨时容易达到锋利,价格低廉。
这类钢由于耐热性很差(200-250℃),允许的切削速度很低(V≤10m/min),只适宜做一些低速手动工具,如板牙、手工锯条、锉刀等。
常用的牌号是T7A、T8A……T13A等。
2.合金工具钢合金工具钢是指含铬、钨、硅、锰等合金元素的低碳合金钢。
其碳的质量分数为0.85%-1.5%,合金元素的总质量分数在5%以下。
合金工具钢有较高的耐热性(300-400℃),可以允许有较高的切削速度下工作;此外这类钢淬透性较好,热处理变形小,耐磨性较好,因此可以用于截面积较大要求热处理变形较小,对耐磨性及韧度有一定要求的低速切削刀具,如板牙、丝锥、铰刀、拉刀等。
刀具钢材知识

刀具钢材知识.txt人生在世,难敌宿命,沉沦其中。
我不爱风尘,似被前缘误!!我只为我最爱的人流泪“我会学着放弃你,是因为我太爱你”赢了你,我可以放弃整个世界VG10 :日本“武生特制钢”之「V金10号」不钢材,乃「V金」,系钢材之最优级别,含碳量约1%,含钼1.2%及钴1.5%,经热处理后可达HRc60-62之硬度。
VG-10加工性优,韧性及耐蚀性皆强,多被应用於日制之优质刀具。
中国还没有能和它媲美的钢材。
附上刀具用钢小知识。
美国最刀常用不锈钢性能差不多是 BG42(克瑞斯用得最多)约等于 VG10> 154CM(蝴蝶,微技术,MOG用得最多)> ATS34(STREED淬火水平最好)> 440C=AUS10 >440B=AUS8 >440A=AUS6(哥伦比亚河用得最多) >420(BUCK淬火的420比有些公司的440还好)排列是凭记忆,非不锈钢没排过。
ZDP-189 67(淬火后硬度): 日本 "日立金属工业" 於1996年开发之粉末系新钢材, 其研发目标与 "大同特殊钢(株) 之Cowry X钢材一脉相承, 优良加工性之超硬合金钢, ZDP-189含碳量达3%, 含铬量亦高达20%, 经热处理后可得HRc67之高硬度, 加工性极优, 金属组织微粒比ATS-34及440-C 更均一细密, 耐蚀性及朡性皆 , 故 "日立" 对外宣称ZDP-189乃「跨向21世纪之次世代刃物钢」。
Cowry(RT6) 67日本大同特殊纲 (株) 於1993年开发之超级粉末系合金钢材, 为近代日本冶金技术的新突破, 现已被日本刀匠们应用於大型砍伐刀具, 钢材含碳量高达3%, 经热处理后可得HRc67之高硬度。
Cowry(CP-4) 63日本大同特殊钢 (株) 於1993年开发之优质粉末系合金钢材, 含碳量达1.2%, 更罕有地混入金属元素 "钶" 达0.2%, 经热处理后可达HRc63之高硬度, 却仍保有极佳之延展性能。
钢材知识基础
低碳钢
强度(MPa) 表观密度 F G T (g/cm3)
7850 420
比强度
0.054
普通混凝土(抗压)
松木(顺纹、抗拉) 玻璃钢 烧结普通砖(抗压)
2400
500 2000 1700
40
100 450 10
0.017
0.200 0.225 0.006
观察与讨论 (1)两种钢材的选用
炼钢的过程
(1)融化过程。铁水及废钢中含有C、Mn、Si、P、S等杂质,在低温融 化过程中,C、Si、P、S被氧化,即使单质态的杂质变为化合态的杂质, 以利于后期进一步去除杂质。氧来源于炉料中的铁锈(成分为Fe2O3· 2H2O)、 氧化铁皮、加入的铁矿石以及空气中的氧和吹氧。各种杂质的氧化过程是 在炉渣与钢液的界面之间进行的。 (2)氧化过程。氧化过程是在高温下进行的脱炭、去磷、去气、去杂质反 应。 (3)脱氧、脱硫与出钢。氧化末期,钢中含有大量过剩的氧,通过向钢液 中加入块状或粉状铁合金或多元素合金来去除钢液中过剩的氧,产生的有 害气体CO随炉气排出,产生的炉渣可进一步脱硫,即在最后的出钢过程中, 渣、钢强烈混合冲洗,增加脱硫反应。 (4)炉外精炼。从炼钢炉中冶炼出来的钢水含有少量的气体及杂质,一般 是将钢水注入精炼包中,进行吹氩、脱气、钢包精炼等工序,得到较纯净 的钢质。 (5)浇铸。从炼钢炉或精炼炉中出来的纯净的钢水,当其温度合适、化学 成分调整合适以后,即可出钢。钢水经过钢水包脱入钢锭模或连续铸钢机 内,即得到钢锭或连铸坯。
•
钢材的冲击韧性用标准试件在做冲击试验时, 每平方厘米所吸收的冲击断裂功(J/cm2)表示, 其符号为αk。试验时将试件放置在固定支座上, 然后以摆锤冲击试件刻槽的背面,使试件承受冲 击弯曲而断裂。显然,αk值越大,钢材的冲击韧 性越好。 • 影响钢材冲击韧性的因素很多,当钢材内硫、 磷的含量高,存在化学偏析,含有非金属夹杂物 及焊接形成的微裂缝时,钢材的冲击韧性都会显 著降低。 • 环境温度对钢材的冲击功影响很大。试验证 明,冲击韧性随温度的降低而下降,开始时下降 缓和,当达到一定温度范围时,突然下降很多而 呈脆性,这种性质称为钢材
适合做刀具的钢材型号
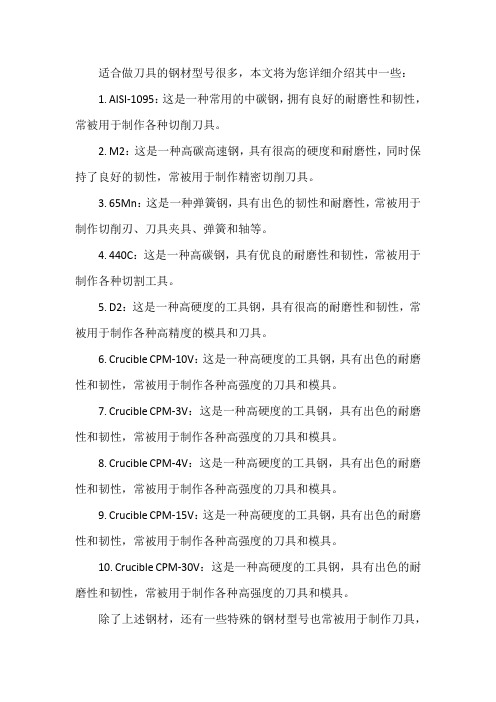
适合做刀具的钢材型号很多,本文将为您详细介绍其中一些:1. AISI-1095:这是一种常用的中碳钢,拥有良好的耐磨性和韧性,常被用于制作各种切削刀具。
2. M2:这是一种高碳高速钢,具有很高的硬度和耐磨性,同时保持了良好的韧性,常被用于制作精密切削刀具。
3. 65Mn:这是一种弹簧钢,具有出色的韧性和耐磨性,常被用于制作切削刃、刀具夹具、弹簧和轴等。
4. 440C:这是一种高碳钢,具有优良的耐磨性和韧性,常被用于制作各种切割工具。
5. D2:这是一种高硬度的工具钢,具有很高的耐磨性和韧性,常被用于制作各种高精度的模具和刀具。
6. Crucible CPM-10V:这是一种高硬度的工具钢,具有出色的耐磨性和韧性,常被用于制作各种高强度的刀具和模具。
7. Crucible CPM-3V:这是一种高硬度的工具钢,具有出色的耐磨性和韧性,常被用于制作各种高强度的刀具和模具。
8. Crucible CPM-4V:这是一种高硬度的工具钢,具有出色的耐磨性和韧性,常被用于制作各种高强度的刀具和模具。
9. Crucible CPM-15V:这是一种高硬度的工具钢,具有出色的耐磨性和韧性,常被用于制作各种高强度的刀具和模具。
10. Crucible CPM-30V:这是一种高硬度的工具钢,具有出色的耐磨性和韧性,常被用于制作各种高强度的刀具和模具。
除了上述钢材,还有一些特殊的钢材型号也常被用于制作刀具,比如不锈钢和大马士革钢等。
其中,不锈钢是用碳钢添加铬以抵抗腐蚀,常用的有400、154CM、AUS、VG、CTS、MoV、Sandvik和CrucibleSxxV 系列等;大马士革钢则是一种极其耐用和美观的钢材,常被用于制作高级刀具。
在选择制作刀具的钢材型号时,我们需要根据具体的应用需求来确定最适合的材料类型。
例如,如果需要制作耐磨性和韧性都很高的刀具,可以选择高硬度的高速钢;如果需要制作具有高硬度和优良边缘保持性的刀具,可以选择工具钢等。
齿轮滚刀知识总汇

36
1°05′
0.75
34
1°10′
0.8
32
1°10′
0.85
30
1°15′
0.9
28
1°20′
0.95
27
1°25′
0.977
26
1°25′
1.0
25
1°30′
1.05
24
1°35′
1.1
23
1°40′
1.15
22
1°45′
1.2
21
1°50′
1.25
20
1°55′
1.388
18.3
2°07′
1.4
8000-10000 0.15-0.20
多晶体金刚石
7
TiAlN 氮铝化钛
3300
0.30-0.35
8
TiCN+TiN
碳氮化钛+氮化钛
9
TiAlN+ WC/C
氮铝化钛+碳化钨/碳
10 DLC(a-C:H)
3000 3000 2500
0.4 0.15-0.20 0.1-0.2
TiAlN
11
氮铝化钛
12
9. 适当的润滑 z 实施充分的润滑。 z 粘度高的润滑油噪音较低。
10. 低速运转及低负荷 z 齿轮的转速尽量压低,负荷尽量减轻可减少噪音。
第6页
40mm
32mm
24mm
进刀角度 进刀角度 进刀角度
0.1
250
8′
0.15
120
13′
0.2
125
17′
0.25
100
20′
0.27
史上最全钢材基本知识汇总
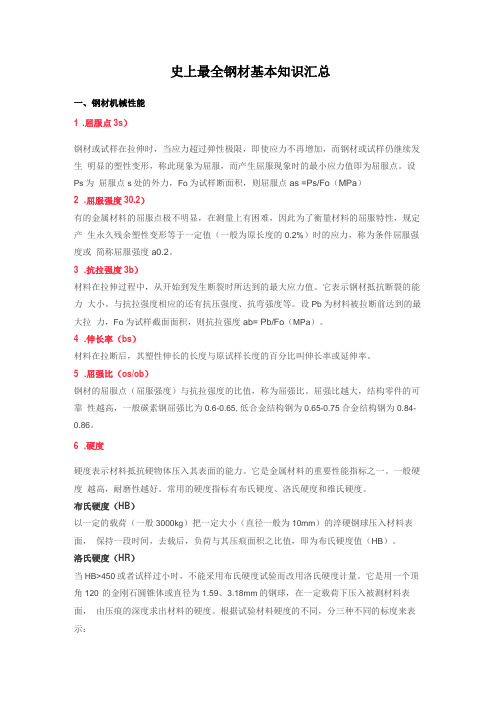
史上最全钢材基本知识汇总一、钢材机械性能1 .屈服点3s)钢材或试样在拉伸时,当应力超过弹性极限,即使应力不再增加,而钢材或试样仍继续发生明显的塑性变形,称此现象为屈服,而产生屈服现象时的最小应力值即为屈服点。
设Ps为屈服点s处的外力,Fo为试样断面积,则屈服点as =Ps/Fo(MPa)2 .屈服强度30.2)有的金属材料的屈服点极不明显,在测量上有困难,因此为了衡量材料的屈服特性,规定产生永久残余塑性变形等于一定值(一般为原长度的0.2%)时的应力,称为条件屈服强度或简称屈服强度a0.2。
3 .抗拉强度3b)材料在拉伸过程中,从开始到发生断裂时所达到的最大应力值。
它表示钢材抵抗断裂的能力大小。
与抗拉强度相应的还有抗压强度、抗弯强度等。
设Pb为材料被拉断前达到的最大拉力,Fo为试样截面面积,则抗拉强度ab= Pb/Fo(MPa)。
4 .伸长率(bs)材料在拉断后,其塑性伸长的长度与原试样长度的百分比叫伸长率或延伸率。
5 .屈强比(os/ob)钢材的屈服点(屈服强度)与抗拉强度的比值,称为屈强比。
屈强比越大,结构零件的可靠性越高,一般碳素钢屈强比为0.6-0.65,低合金结构钢为0.65-0.75合金结构钢为0.84-0.86。
6 .硬度硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB)。
洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
车刀基本知识
一、车刀材料在切削过程中,刀具的切削部分要承受很大的压力、摩擦、冲击和很高的温度。
因此,刀具材料必须具备高硬度、高耐磨性、足够的强度和韧性,还需具有高的耐热性(红硬性),即在高温下仍能保持足够硬度的性能。
常用车刀材料主要有高速钢和硬质合金。
1.高速钢高速钢又称锋钢、是以钨、铬、钒、钼为主要合金元素的高合金工具钢。
高速钢淬火后的硬度为HRC63~67,其红硬温度550℃~600℃,允许的切削速度为25~30m/min。
高速钢有较高的抗弯强度和冲击韧性,可以进行铸造、锻造、焊接、热处理和切削加工,有良好的磨削性能,刃磨质量较高,故多用来制造形状复杂的刀具,如钻头、铰刀、铣刀等,亦常用作低速精加工车刀和成形车刀。
常用的高速钢牌号为W18Cr4V和W6Mo5Cr4V2两种。
2.硬质合金硬质合金是用高耐磨性和高耐热性的WC(碳化钨)、TiC(碳化钛)和Co(钴)的粉末经高压成形后再进行高温烧结而制成的,其中Co起粘结作用,硬质合金的硬度为HRA89~94(约相当于HRC74~82),有很高的红硬温度。
在800~1000℃的高温下仍能保持切削所需的硬度,硬质合金刀具切削一般钢件的切削速度可达100~300m/min,可用这种刀具进行高速切削,其缺点是韧性较差,较脆,不耐冲击,硬质合金一般制成各种形状的刀片,焊接或夹固在刀体上使用。
常用的硬质合金有钨钴和钨钛钴两大类:(1)钨钴类(YG)由碳化钨和钴组成,适用于加工铸铁、青铜等脆性材料。
常用牌号有YG3、YG6、YG8等,后面的数字表示含钴量的百分比,含钴量愈高,其承受冲击的性能就愈好。
因此,YG8常用于粗加工,YG6和YG3常用于半精加工和精加工。
(2)钨钛钴类(YT)由碳化钨、碳化钛和钴组成,加入碳化钛可以增加合金的耐磨性,可以提高合金与塑性材料的粘结温度,减少刀具磨损,也可以提高硬度;但韧性差,更脆、承受冲击的性能也较差,一般用来加工塑性材料,如各种钢材。
钢材的基本知识

一、钢材的基本知识钢是碳的质量分数小于 2.11%的铁碳合金。
因其资源丰富,可以进行大规模工业化生产,并且性能优异,可以通过各种加工处理来改变其形状、尺寸和性能,故而能更好地满足国民经济发展和人们的多种需求。
目前,钢材的生产量和消费量都非常大,已成为最重要的一种工业建筑材料。
(一)钢材的分类钢的分类方法很多,目前最常见和最常用的分类方法主要有以下四种:1.按冶炼方法分类按照冶炼方法和设备的不同,工业用钢可分为平炉钢、转炉钢和电炉钢三大类,每一大类还可按其炉衬材料的不同,又可分为酸性和碱性两类。
(1)平炉钢一般属碱性钢,只有在特殊情况下,才在酸性平炉里炼制。
(2)转炉钢除可分为酸性和碱性转炉钢外,还可分为底吹、侧吹、顶吹转炉钢。
而这两种分类方法,又经常混用。
(3)电炉钢分为电弧炉钢、感应电炉钢、真空感应电炉钢和钢电渣电炉钢等。
工业上大量生产的主要是碱性电弧炉钢。
按脱氧程度和浇注制度的不同,还可分为沸腾钢、镇静钢、半镇静钢三类。
2.按化学成分分类按照化学成分的不同,还可以把钢分为碳素钢和合金钢两大类:(1)碳素钢根据含碳量不同,大致又可分为:低碳钢——碳的质量分数小于0.25%的钢。
中碳钢——碳的质量分数在0.25%~0.60%之间的钢。
高碳钢——碳的质量分数大于0.60%的钢。
此外,含碳量小于0.04%的钢又称工业纯铁。
(2)根据钢中合金元素总含量的不同,大致又可分为以下三种合金钢:低合金钢——合金元素总的质量分数小于5%的钢。
中合金钢——合金元素总的质量分数在5%~10%之间的钢。
高合金钢——合金元素总的质量分数大于10%的钢。
根据钢中所含合金元素的种类的多少,又可分为二元合金钢、三元合金钢以及多元合金钢等钢种,如锰钢、铬钢、硅锰钢、铬锰钢、铬钼钢、钒钢等。
3.按品质分类根据钢中所含有害杂质的多少,工业用钢通常分为普通钢、优质钢和高级优质钢三大类:(1)普通钢一般含硫量不超过0.050%,但对酸性转炉钢的含硫量允许适当放宽,属于这类的如普通碳素钢。
数控刀片的基础知识

数控刀片的基础知识第一部分:硬质合金1概念;用粉末冶金法生产的由难熔金属化合物(硬质相)和粘结金属(粘结相)所构成的复合材料。
常用的碳化物包括:WC TiC TaC(碳化钽)NbC(碳化铌)等常用的粘结剂:Co Ni Fe硬质合金的强度主要取决于钴的含量。
硬质合金的两个因素主要包括强度和硬度,这两个因素是相互矛盾的。
随着强度的增大硬度可能会降低,硬质合金型号区分就是这两个参数不同节点的区分。
2硬质合金的特点1)高硬度、高耐磨性2)高弹性模量3)高抗压强度4)化学稳定性好(耐酸、碱、高温氧化)5)冲击韧性较低6)膨胀系数低,导热、导电与铁及其合金相近但硬质合金脆性大,不能进行切削加工;与工具钢相比硬质合金的有下列优点:a 提高刀具的使用寿命;b 提高切削效率和劳动效率;c 提高工件光洁度和精度;d可以加工高速钢难以加工的耐热合金、效合金、特硬铸铁等难加工材料。
3 概念;连续切削:在切削过程中,切削刃始终与工件接触的切削。
断续切削:在切削过程中,切削刃间断地与工件接触的切削。
高速切削:比常规切削要高出数倍的速度对零件进行切削加工的一项先进技术。
4 数控刀片的精度等级常见刀具材料有高速钢、硬质合金、涂层硬质合金、陶瓷、立方氮化硼和金刚石等。
加工工件材料的类型主要有:钢P、不锈钢M、铸铁K、有色金属N、优质合金S、淬硬材料H。
数控刀片的精度等级:例如型号CNMG120408,第三个字母M表示刀片的制造精度。
第二部分:硬质合金的成份、结构及性能1 硬质合金主要包括以下几部分Wc—耐磨相Co—韧性相Tic Tac Nbc—硬质相Crc Vc(碳化钒)—抑制相结构:两相组织和三相组织,而三项组织决定了硬质合金的品质。
硬质合金基体(骨架)+刀片的结构和形状(血肉)+涂层(皮肤)2 硬质合金的分类1)钨钴类(WC+Co)硬质合金(YG)相当于K类2)钨钛钴类(WC+TiC+Co)硬质合金(YT)型相当于P类3) 钨钽钴类(WC+TaC+Co)硬质合金(YA)相当于G类4)钨钛钽钴类(WC+TiC+TaC+Co))硬质合金(YW) 相当于M类P类钢材加工M类不锈钢难加工材料K类铸铁及有色金属G类矿山地质工具* 性能指标:密度,硬度,抗弯强度,矫顽磁力,钴磁等.3 硬质合金的生产工艺流程传统的工艺流程数控刀片的工艺流程配料→球磨→喷雾干燥→压制→烧结→毛检→研磨→半检→钝化→清洗→涂层→成检混合料的制备:成份是什么?又通过那几个环节制备(配料-湿磨-干燥-过筛)配料组分布均匀决定了压制性能以及整个产品的质量4 合金的生产湿磨的介质?酒精乙烷丙酮压制的概念:在模孔中填入混合料,然后压力机加压将粉沫状的混合料挤压成具有一定形状和尺寸的产品压制通常分为三个阶段?1)压块密度随压力增加而迅速增大;孔隙急剧减少。
最全刀具钢材知识

最全的刀具钢材知识帖——拿走不最近在某国外看到了这篇关于刀具钢材介绍的文章,作者将众多钢材做了详细的介绍,将钢材的性能种类分析的很透彻。
小风看过之后怀着好奇的心理去查询了一下作者资料,可真是不查不知道一查吓一跳,作者居然是一个大有来头的人。
马特·戴维森一个狂热的户外迷和刀迷,是美国一个刀具类的创建人,此提供全方位的刀具解读、分析,注册粉丝达到300多万。
同时,戴维森也是多家知名刀具公司的名誉顾问,参与设计改良了多款知名刀具,今天小风给大家翻译的这篇就是其中点击量很高的一篇文章。
在选择优质的折刀的时候,应该格外注意刀片所选用的钢材。
钢材真的是刀片的精髓所在,一把刀的表现优劣主要取决于钢材。
钢的本质是一种含碳的铁合金,一般还富含其他元素,以此来提高某些性能,适应不同用户需求。
在制刀工业中,不同种类的钢材里面的添加元素有所不同,制做刀片的辗扎和热处理方式也是不同的。
关于这些元素的详情可以查阅我们的制刀钢材成分图表。
最终,这些制刀时运用的各种钢材主要以以下这五种关键属性划分等级。
一、硬度硬度是指当遭受到外界压迫力时的抗变形能力。
刀具的硬度通常是指强度,一般要用HRC(洛氏硬度)来测评。
二、韧性韧性是指当被用于重型应用时能够抵抗折断破裂这种伤害的能力。
也可以说是钢材能够弯曲而不折断的能力。
破裂是一把刀的最大伤害而且很难修复。
要注意,一把刀硬度越大,韧性就越小。
当然韧性的测评也没有硬度那样标准化。
三、耐磨性耐磨性是钢材承受磨蚀和黏着磨损的能力。
磨蚀是由于较软的表面和较粗糙的表面接触而形成的。
黏着磨损是当碎片从一个表面上转移,附着在另一表面上时形成的。
耐磨性一般是与钢材的硬度有关联的,但是很大程度上也受到钢材中具体化学物质的影响。
在同等硬度的钢材中,碳化物含量越大的钢材格外耐磨。
四、耐腐蚀性耐腐蚀性是指抗腐蚀的能力,像由潮湿、水分、盐渍等因素引起的锈蚀。
请注意,高度的耐腐蚀能力确实要以降低刀锋的锋利程度为代价。
刀具材料相关知识最全整理
刀具材料相关知识最全整理一、刀具材料应具备基本性能刀具材料的选择对刀具寿命、加工效率、加工质量和加工成本等的影响很大。
刀具切削时要承受高压、高温、摩擦、冲击和振动等作用。
因此,刀具材料应具备如下一些基本性能: (1) 硬度和耐磨性。
刀具材料的硬度必须高于工件材料的硬度,一般要求在60HRC以上。
刀具材料的硬度越高,耐磨性就越好。
(2) 强度和韧性。
刀具材料应具备较高的强度和韧性,以便承受切削力、冲击和振动,防止刀具脆性断裂和崩刃。
(3) 耐热性。
刀具材料的耐热性要好,能承受高的切削温度,具备良好的抗氧化能力。
(4) 工艺性能和经济性。
刀具材料应具备好的锻造性能、热处理性能、焊接性能;磨削加工性能等,而且要追求高的性能价格比。
二、刀具材料的种类、性能、特点、应用1.金刚石刀具材料金刚石是碳的同素异构体,它是自然界已经发现的最硬的一种材料。
金刚石刀具具有高硬度、高耐磨性和高导热性能,加小编微信Yuki7557获取10G数控教程,在有色金属和非金属材料加工中得到广泛的应用。
尤其在铝和硅铝合金高速切削加工中,金刚石刀具是难以替代的主要切削刀具品种。
可实现高效率、高稳定性、长寿命加工的金刚石刀具是现代数控加工中不可缺少的重要工具。
⑴ 金刚石刀具的种类① 天然金刚石刀具:天然金刚石作为切削刀具已有上百年的历史了,天然单晶金刚石刀具经过精细研磨,刃口能磨得极其锋利,刃口半径可达0.002μm,能实现超薄切削,可以加工出极高的工件精度和极低的表面粗糙度,是公认的、理想的和不能代替的超精密加工刀具。
② PCD金刚石刀具:天然金刚石价格昂贵,金刚石广泛应用于切削加工的还是聚晶金刚石(PCD),自20世纪70年代初,采用高温高压合成技术制备的聚晶金刚石(Polycrystauine diamond,简称PCD刀片研制成功以后,在很多场合下天然金刚石刀具已经被人造聚晶金刚石所代替。
PCD原料来源丰富,其价格只有天然金刚石的几十分之一至十几分之一。
钢材基本认识知识点总结
钢材基本认识知识点总结一、钢材的定义钢是一种由铁和碳组成的合金材料,含碳量小于2%。
通常情况下,含碳量小于0.25%的铁合金称为低碳钢;含碳量在0.25%~0.6%之间的铁合金称为中碳钢;含碳量在0.6%~2.1%之间的铁合金称为高碳钢。
二、钢材的分类根据用途和组织结构,钢材可以分为结构钢、工具钢和特殊钢三大类。
1. 结构钢结构钢是用于制造建筑结构、桥梁、管道、机械设备等的钢材,根据强度的不同可以分为普通碳素结构钢、高强度结构钢、耐候结构钢等。
2. 工具钢工具钢是用于制造刀具、模具、冲压件等的钢材,根据用途的不同可以分为冷作工具钢、热作工具钢、高速钢等。
3. 特殊钢特殊钢是用于特殊工程和特殊要求的钢材,根据成分的不同可以分为合金钢、耐磨耐热钢、不锈钢等。
三、钢材的性能1. 机械性能钢材的机械性能包括强度、硬度、塑性、韧性和冲击性能等。
强度是钢材抵抗外部力的能力,硬度是钢材抵抗表面压迫的能力,塑性是钢材在受力下的变形能力,韧性是钢材在受力下的抗断裂能力,冲击性能是钢材在受到冲击载荷时的能量吸收能力。
2. 物理性能钢材的物理性能包括密度、导热性、导电性、磁性等。
密度是钢材的质量和体积的比值,导热性是钢材导热的能力,导电性是钢材导电的能力,磁性是钢材受外磁场作用而产生磁化的性质。
3. 化学性能钢材的化学性能包括成分、脆性、氧化性等。
成分是钢材的化学组成,脆性是钢材在低温或高温条件下的易断裂性,氧化性是钢材在高温条件下与氧气的化学反应性。
四、钢材的生产工艺钢材的生产工艺主要包括炼铁、炼钢和轧制三个过程。
1. 炼铁炼铁是将铁矿石经过熔炼或还原得到生铁的过程,主要包括装料、还原、熔融和出铁四个阶段。
2. 炼钢炼钢是将生铁中的杂质去除并控制成分和温度得到钢的过程,主要包括炼铁渣的吹炼、精炼和钢水调温三个阶段。
3. 轧制轧制是将炼钢得到的钢坯通过轧机轧制成不同形状和尺寸的成品的过程,主要包括粗轧、精轧、整形、酸洗和表面处理五个阶段。
刀具的基本知识
常用刀具材料的性能及应用一、概述刀具材料是指刀具上参与切削部分的材料。
刀具的切削部分不但要求具有一定的几何形状,还要求有相应的刀具材料。
目前广泛应用的刀具材料有高速钢和硬质合金。
二、刀具材料应具备的性能(一)高的硬度和良好的耐磨性(二)高的强度和韧性(三)高的耐热性(四)良好的工艺性总之,刀具应具备的性能主要就这四个方面,当然还有经济性、切削性能的可预测性等要求。
三、常用刀具材料目前在切削加工中常用的刀具材料有:碳素工具钢、合金工具钢、高速钢、硬质合金及陶瓷等。
一)碳素工具钢碳素工具钢是一种含C量较高的优质钢(含C一般为0.65~1.35%)。
1、常用牌号有T7A、T8A……T13A等2、主要性能淬火后硬度较高,可达HRC61~65;红硬性为200℃~250℃,价格低廉,不耐高温,切削速度因此而不能提高,允许切削速度VC≤10m/min,只能制作低速手用刀具,如板牙、锯条、锉等。
二)合金工具钢在碳素工具钢中加入一定量的铬(Cr)、钨(W)、锰(Mn)等合金元素,能够提高材料的耐热性、耐磨性和韧性,同时还可以减少热处理时的变形。
1、主要牌号有9SiCr CrWMn2、主要性能淬火后的硬度可达HRC61~65,红硬性为300℃~400℃,允许切削速度Vc=10~15m/min,制作低速、形状比较复杂、要求淬火后变形小的刀具。
如板牙、拉刀、手用铰刀(孔的精加工)等。
三)高速钢高速钢是一种高合金工具钢,钢中含有W、Mo、Cr、V等合金元素。
(一) 高速钢的性能:具有较高的强度和韧性;良好的耐磨性;红硬性为600℃;允许切削速度V C=25~30m/min;良好的制造工艺性;可获得锋利的刀刃(锋钢之称);加工范围较大(铸铁、有色金属、钢)。
(二)高速钢的分类钨系高速钢:W18C r4V (最常用,刃磨性好)普通高速钢钼系高速钢:W6M O5C r4V2高速钢高碳高速钢:95W18C r4V (含C量为0.95%)高钒高速钢:W6M O5C r4V3 (提高耐磨性)高性能高速钢钴高速钢:W6M O5C r4V2C O8铝高速钢:W6M O5C r4V2A l四)硬质合金硬质合金= 硬质相(TiC或WC)+粘结相(Co、Ni、Mo等,其中Co比较常用)上图为各种硬质合金刀头(一)主要性能1)常温硬度HRC74~81.5,红硬性800℃~1000℃,耐磨性优良;2)允许切削速度V C=100m/min以上,最高不能超过200m/min;硬质合金3)脆性较大,怕冲击和振动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
最全的刀具钢材知识帖——拿走不谢最近在某国外网站看到了这篇关于刀具钢材介绍的文章,作者将众多钢材做了详细的介绍,将钢材的性能种类分析的很透彻。
小风看过之后怀着好奇的心理去查询了一下作者资料,可真是不查不知道一查吓一跳,作者居然是一个大有来头的人。
马特·戴维森一个狂热的户外迷和刀迷,是美国一个刀具类网站的创建人,此网站提供全方位的刀具解读、分析,注册粉丝达到300多万。
同时,戴维森也是多家知名刀具公司的名誉顾问,参与设计改良了多款知名刀具,今天小风给大家翻译的这篇就是其中点击量很高的一篇文章。
在选择优质的折刀的时候,应该格外注意刀片所选用的钢材。
钢材真的是刀片的精髓所在,一把刀的表现优劣主要取决于钢材。
钢的本质是一种含碳的铁合金,一般还富含其他元素,以此来提高某些性能,适应不同用户需求。
在制刀工业中,不同种类的钢材里面的添加元素有所不同,制做刀片的辗扎和热处理方式也是不同的。
关于这些元素的详情可以查阅我们的制刀钢材成分图表。
最终,这些制刀时运用的各种钢材主要以以下这五种关键属性划分等级。
一、硬度硬度是指当遭受到外界压迫力时的抗变形能力。
刀具的硬度通常是指强度,一般要用HRC(洛氏硬度)来测评。
二、韧性韧性是指当被用于重型应用时能够抵抗折断破裂这种伤害的能力。
也可以说是钢材能够弯曲而不折断的能力。
破裂是一把刀的最大伤害而且很难修复。
要注意,一把刀硬度越大,韧性就越小。
当然韧性的测评也没有硬度那样标准化。
三、耐磨性耐磨性是钢材承受磨蚀和黏着磨损的能力。
磨蚀是由于较软的表面和较粗糙的表面接触而形成的。
黏着磨损是当碎片从一个表面上转移,附着在另一表面上时形成的。
耐磨性一般是与钢材的硬度有关联的,但是很大程度上也受到钢材中具体化学物质的影响。
在同等硬度的钢材中,碳化物含量越大的钢材格外耐磨。
四、耐腐蚀性耐腐蚀性是指抗腐蚀的能力,像由潮湿、水分、盐渍等因素引起的锈蚀。
请注意,高度的耐腐蚀能力确实要以降低刀锋的锋利程度为代价。
五、锋利保持度锋利保持度代表当一把刀经过一段时间使用刀片能够保持多久的锋利。
这是现在人们都很在意的一个方面,但是遗憾的是,对于锋利保持度的测评缺乏一系列明确标准,而且大部分数据是主观的。
在我看来,锋利保持度是耐磨性和刀锋抗变形能力的结合。
遗憾的是,最好的制刀钢材不仅仅是使以上每种特性最大化那么简单的事…那只是一个方面。
最好就是达成强度硬度和韧性的平衡。
有一些刀片会制作的格外坚硬,但是如果用它刺到很坚硬的表面时,它会折断或是破碎。
相反,一把刀韧性非常好,能够弯曲但是它的边缘不够硬。
还要注意,人们经常受到“不锈钢”这个名称的误导,其实各种类型的钢在空气中暴露足够长的时间都会有点褪色。
你计划怎样使用刀具,根据你的处境需求决定选择何种钢材的刀具最好普通刀具钢材类型最普通的钢材类型包括以下类型:1.工具钢材—在切割工具中首选硬钢。
这一组中流行的钢材主要包括D2,O1和CPM系列,外加像M4这种更先进的超切钢。
2.碳钢---一般来说制做粗糙,用于特别需要韧性和耐久性的地方。
常用在救生刀和大砍刀中。
它边缘锋利,相对而言容易打磨。
代价是,铬含量低,容易腐蚀。
最受欢迎的碳钢是10953.不锈钢---基本的碳钢添加铬元素使其抗腐蚀,加入其它元素提高其性能,但是要以降低韧性为代价。
当今最受欢迎的类型包括400,154CN,AUS,VG,MoV,Sandvik 和Crucible SxxV系列。
注意,真正的不锈钢中铬含量至少13%。
现在最受欢迎的制刀钢材下面是当今使用最普遍的制刀钢材,是的,从技术上说,有更好的钢材(CPM-125V,CPM-10V,K294等)但这些在市面上非常稀有。
不要沉迷于划分等级,这不是一门精密的科学,这只是我简单地基于某种因素将钢材按性能进行分门别类的方法。
一、超高级1、CPM S90VCrucible的CPM S90V钢材拥有最大的耐磨性和锋利保持度。
也许你会认为它的碳含量非常高,但是这里的秘密却是大量的钒,含量大约是Elmax 或S30V里面的三倍。
是的,它贵得荒唐,而且需要大量的耐性去打磨,但是确实没有其他的什么钢材耐磨蚀能力能超过CPM S90V。
CPM S90V刀片目前最火的一款是Benchmade(蝴蝶刀)940-1,性能优越。
还有一种新崛起的竞争力即将席卷市场,那就是S110V…2、M390M390是一种市面上正在出售的超级钢材,是由Bohler-Uddeholm公司生产的。
(是澳地利的Bohler公司和瑞典的Uddeholm公司合并而成).它运用第三代粉末金属技术,制刀需要优越的抗腐蚀性和非常高的硬度来保证耐磨性。
加入铬,钼,钒,钨以提高锋利度和优越的锋利保持度。
不像ZDP-189,大多数碳化物由钒和钼形成,剩下单独的自由铬元素,用来抗腐蚀。
M390硬度达到60-62HRC。
Bohler称这种钢为“Microclean”而且它可以抛光以达到镜面的效果。
打磨难度中等,但并不会像S90V那样费力。
Benchmade(蝴蝶刀)581 Barrage就是M390的表现最好的一个杰出例子。
3、ZDP-189由日立(Hitachi)公司制造的ZDP-189是另一种新型超级钢材,含有大量的碳和铬,使其具有难以置信的硬度。
ZDP-189硬度大约64HRC,但是一些刀具制造商可以使硬度达到66HRC。
当然,有了这种超强的硬度,就可以达到极好的锋利保持度,但是要以增加打磨难度为代价。
铬含量大约20%,你认为它能够免于腐蚀吗?并不是。
ZDP-189中大量的碳实际上是和铬结成一对来形成碳化物的,那么就无法利用自由的铬元素来对抗腐蚀。
所以,虽然它比S30V硬度更大,更耐磨,但也更容易腐蚀。
Spyderco(蜘蛛牌)的dragonfly 2(小蜻蜓2代)就是个好例子。
4、Elmax欧洲的Uddeholm公司生产了Elmax,一种铬-钒-钼高含量合金粉末状钢材,拥有极强的耐磨性和耐腐蚀性,Elmax是不锈钢,但在某些方面表现的像碳钢。
拥有极好的边缘承受力而且相对容易打磨,同时有良好的防锈能力。
这是最全面的刀具钢材吗?或许吧。
很高兴看到如今Bohler-Uddeholm公司已经对Crucible 公司构成了威胁。
ZT rexford 0801就是一把极好的Elmax刀片的例子。
5、CPM 20CVCPM 20CV就是Bohler受欢迎的M390的一个翻版。
工匠模仿CTS-204P也受到影响。
作为粉末冶金的工具钢材,它结合了优越的耐磨性与锋利保持度,外加它的铬含量高因而耐腐蚀性强。
它在市场上还是相当新鲜的,但是像Benchmade (蝴蝶)这种制造商已经使用CPM-20V制造了新的刀具模型像他们的556-1 Griptilian.实际上,Benchmade (蝴蝶)宣称他们的M390稍微强硬一些,但是20CV 锋利保持度更好。
二、优质型1、CTS-XHP美国的CTS-XHP也是一种相对新型的钢材,同样拥有良好的锋利保持度,硬度大约61HRC。
这是另外一项粉末冶金学的创造,Carpenter的技术员提炼出了极好的粉末状颗粒以达到最佳性能。
锋利保持度比S30V稍好一些,但是在打磨这一工序上需要下的功夫更多一点。
一般认为CTS-XHP比起锋利保持度优越的D2钢更加耐腐蚀。
并且不像D2钢那样,不容易打磨并且容易折断。
Cold Steel (冷钢公司)的绝大部分折刀都已经换上了这种钢材,不得不说冷钢公司是刀具界大规模采用新钢材、新材料的先锋。
2、CPM M4一种性能更高的工具钢,韧性好,可以说比任何其他碳钢都好。
像所有CPM钢材一样,CPM M4运用了Crucible公司的专利技术,Crucible粒子冶金工艺(缩略CPM),与传统工艺相比,该技术生产的产品形态非常均匀,稳定而且可削磨。
CPM M4通过添加大剂量的钼、钒、钨元素理所当然还有大量的碳,极大地平衡了抗磨损能力和韧性。
硬度大约达到62-64HRC,但是要注意,M4是一种碳钢,铬含量相对较低,并非不锈钢。
所以尽管这是运来切割的最好的钢材之一,但它必须小心保养,经过一段时间可能就会生锈,一些制造商借助表面涂层来防锈,但仍不是长久之计。
容易打磨吗?…额,不。
3、CPM S35VN2009年,Crucible公司和Chris Reeve公司曾经生产过一种比他们的优质钢材S30V略优的钢材型号S35VN。
它是通过运用更加精细的颗粒结构,并添加少量的铌元素,使得出色的S3OV更易于切割,并提高了韧性,容易打磨。
然而在实际生活中,你几乎很难发现两者的区别。
很多人认为这就是‘主流’制刀钢材的极限了,你很难以这个价钱买到一种在锋利保持度,韧性和防锈力方面优于它的钢材了。
4、CPM S30V由美国Crucible公司制造,CPM 30V钢拥有非凡的的锋利保持度和抗锈蚀能力。
它是在美国设计而成的,专门应用于制造高端小折刀和价格昂贵的刀叉。
加入了碳化钒大大增加了合金基体的硬度。
一分钱一分货,基本上认为它是最好的制刀钢材之一,其锋利保持度,硬度,韧性达到了最佳平衡。
注意,S30V还有一个出色的兄弟款S35VN,他们形态相似,但由于加入了铌元素,S35VN无疑更易打造。
但是S30V如今还是相当普遍而且仍是我们的最爱之一。
三、高端款1、154CM相对硬度较高,普遍认为它是440C加入钼元素以后的升级版。
相比于440C,拥有优越的锋利保持度,尽管铬含量稍低,但仍保留了出色的抗腐蚀能力。
它有适当的韧性,足以适应大多数用途需求。
只要工具使用得当,就不难打磨。
你会发现像Benchmade(蝴蝶)这样的制造商生产的许多小折刀就是使用了154CM 钢。
CPM154与同样使用Crucible粒子冶金工序生产的其他合金有所不同,CPM 工序优化了碳化物粒子,从而产生了这种略优的锋利保持度优越的钢材…但是是否每个使用者都能说出他们的不同,那就不一定了。
2.ATS-34普遍认为这种产自日本的钢,等价于美国生产的154CM钢。
事实上,它和154CM 性质特征十分相似,大体来说,它作为高质量钢材的代表,非常受刀具制造者的喜爱。
ATS-34拥有优越的锋利保持度,但实际上,它的抗锈蚀能力照比等级较低一些的440C钢略逊一筹。
3.D2D2钢是一种工具钢,常常被当做‘半不锈钢’因为相比铬含量要求达到13%的完全不锈钢来说,它的铬含量不足,尽管如此,他的抗腐蚀能力还是不错的。
另一方面D2钢要比这一组中其他型号钢材硬度大的多,如154CM和ATS-34,边缘也就会保持的更好一些。
那就是说,它不如许多其他钢材有韧性,打磨起来也就要难得的多。
实际上,如果你想拥有一把锋利的D2钢的刀,那就真的要变成优秀的磨刀师傅。
4.VG-10VG-10钢与154CM,ATS-34十分相似,铬含量多一些,提高了抗腐蚀能力,也含有钒元素使得它的柔韧性比这二者要好。