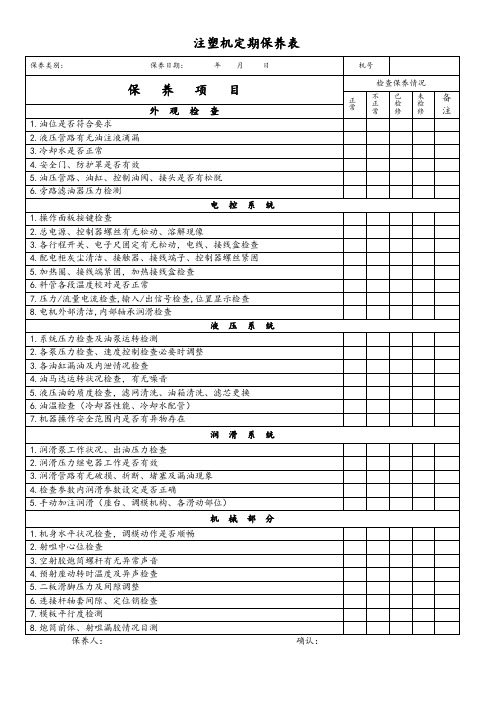
new molding注塑机综合保养点检表
注塑机月度保养检查表

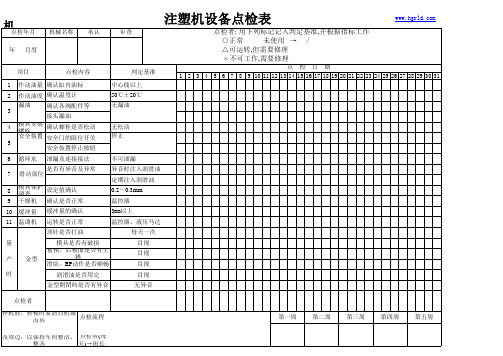
注塑机月度保养/检查表设备名称设备编号检查人保养日期序号项目是否1 马达运转中,将“紧急停止”押入,马达是否立即停止2 打开安全门,关模是否会立即停止3 在半自动、全自动操作时,关模途中分别打开前后安全门,模是否会立即停止,并且开模4 正常工作下,注塑机系统压力不能超过10Mpa,是否达标5 检查液压油油位,油位是否在油位计最低线上方6 检查液压油温,最佳操作油温30度~40度之间,是否达标7 检查冷却水的温度是否在25℃以下8 润滑油箱内润滑是否足够清洁(无水、无杂质、无变质)9 检查润滑油油位,润滑动作是否正常10 机台运转空间是否有杂物,整机工作台上是否清洁11 机台动作是否正常12 安全门挡板是否正常工作(注意每次换模具的时候需要调整)13 检查是否有漏料等情况14 行程开关是否因松动而导致位置变动15 接近开关是否因松动而导致位置变动16 液压油管是否有渗油、漏油现象发生17 全连接部分螺丝是否有动、脱落现象18 电拉箱内是否清洁19 电线接头、电器元件的接线头是否牢固20 电源电压、三相电线380V交流电和220V交流电是否在偏差10V范围内21 机台接地是否良好22 注射座转动是否平衡、平稳23 射胶精度、成品率是否精确24 料筒、喷嘴与模板中心是否平衡25 料筒与喷嘴是否紧密26 模板平行度是否达到标准0.05-0.10mm27 十字架是否平稳28 双曲臂、销子是否配合良好29 各哥林柱(拉杆)、注射导杆是否清洁完好30 电箱通风是否良好(常温25-35℃)31 对锁模机构部分的污垢,要及时清理,察看润滑管是否有破损或污漏检查结果备注:温州捷诚塑机有限公司。
63.注塑机日常点检表

电器箱、柜与线路符合要求,控制台各参数显示完好、功能指标清楚,按键动作灵敏可靠
4
液压管路连接可靠,油箱及管路无漏油,控制系统开关齐全,动作可靠
5
模具各紧固螺栓齐全,无松动、变形、裂纹
6
自动取料装置标识清楚、动作灵敏,所控制的工作部件动作准确,机械手的活动区域应有护栏
异常情况记录
1
8
15
2
9
16
3
10
注塑机
点检月份:年月编号:SZHD-39
设备名称
注塑机
规格型号
设备编号
操作者A
操作者B
操作者C
使用部门
检查日期
点检内容 点检记录
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
防护罩、盖、栏的安装应牢固,无明显的锈蚀或变形,且与电气联锁
2
操作平台结构合理,不得有严重脱焊、变形、腐蚀和断开、裂纹等缺陷
17
4
11
18
5
12
19
6
13
20
7
14
21
备注
查方法:看、听、试
2.检查周期:每天。(由车间负责人负责)
重大安全隐患记录
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
注塑机设备点检表
措 施 履 历
CHP-PO-P01-11(A)
A4(210mm*297mm)
担当
检讨
承认
(
设备名 品牌
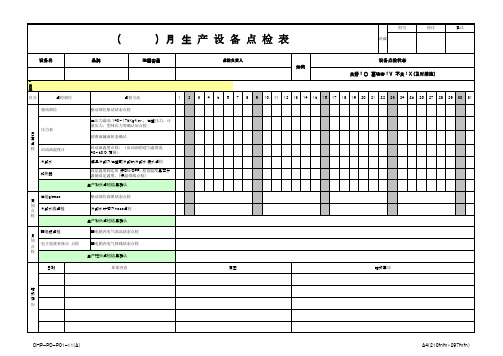
) 月 生 产 设 备 点 检 表
注塑容量
点 检负责人
决裁
设备点检状态 范例 良好 : ○ 要注意 : V 不良 : X 时措施 (及 )
* 日常点检上午 10点进行 / 周 间点检星期一进行 / 月 间点检:每个月第 1周星期一 进行 区分 点检部位 驱动部位 点检方法 驱动部位驱动状态点检 主压力最高 140~175Kgf/㎠ ,注塑 压力,计量 压力,型体压力等确认后点检 压力表 日 常 点 检 润滑油漏油状态确认 启动油温度计 冷却水 加热器 启动油温度点检:(启动油的适当温度是 40~50℃ 范 围) 模具冷却及注塑部冷却的冷却水漏水点检 设定温度到达时 按ON/OFF, 检查温度是否升 温倒设定温度,(保温排线点检) 生产科长点检结果确认 供给gleese 周 间 点 检 冷却水线点检 驱动部位润滑状态点检 冷却水排管及hose点检 生产科长点检结果确认 配电板点检 月 间 点 检 电子盖废弃接点 点检 配电箱内电气部品状态点检 配电箱内电气排线状态点检 生产班长点检结果确认 日期 异常内容 原因 措施事项 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
注塑机设备点检表
作动油量 确认缸内油标 作动油度 确认温度计 漏油 确认各阀配件等 接头漏油
模具安装螺栓
确认螺栓是否松动 安全装置停止按钮
干燥机 缓冲量 温调机
滑块,EP动作是否顺畅 润滑油是否用完 金型開閉時是否有异音
点检者停机前,转模ຫໍສະໝຸດ 要清扫机器内外 点检流程第一周
第二周
第三周
第四周
第五周
及周边,以保持车间整洁、整齐 点检者(每天)→班长确认(周末)→主任审查(月末)→部门长承认
机器设备点检表 注塑机设备点检表
点检年月 年 月度 项目 1 2 3 4 5 6 7 8 9 10 11 量 产 时 金型 点检内容 判定基准 中心线以上 50℃±20℃ 无漏油 机械名称 承认 审查
点检者: 用下列标记记入判定基准,并根据指标工作 ○正常 未使用 → / △可运转,但需要修理 × 不可工作,需要修理
安全装置 安全门的限位开关 循环水 滑动部位
模具保护调查
无松动 停止
泄漏及连接接法 是否有异音及异常 设定值确认 确认是否正常 缓冲量的确认 运转是否正常 顶针是否打油 模具是否有破损
前模、后模面是否有生锈
不可泄漏 异音时注入润滑油 定期注入润滑油 0.2~0.3mm 温控器 3mm以上 温控器、液压马达 每天一次 目视 目视 目视 目视 无异音
注塑机点检表格 (最新)
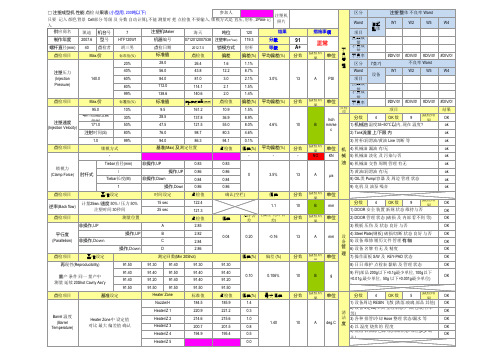
注塑机 照片 结果 措施事项
区分 Worst 项目 良品数量 不 不良数量 良 不良率 管 7호기 区分 理 Worst 设备 项目 良品数量 不良数量 注塑 整体
注塑 整体 不良率 Worst W1 W2 W3 W4
注塑机Maker 机器编号 点检日期 标准值 28.0 56.0 84.0 112.0 138.6 标准值 9.5 28.5 47.5 76.0 94.0
标准值(%)
不良率 Worst
13
A
PSI
平均偏差(%)
分数
点检结果 单位
点检项
不良率 分数 4
#DIV/0! 项目 OK 数
#DIV/0! 9
#DIV/0!
#DIV/0! 结果 OK ok ok ok ok ok ok ok ok ok
10% 30% 50% 80% 99%
161.2 137.8 121.5 98.7 86.3
海天
2012.7.5
吨位
120 119.3 肘杆 偏差(%) 1.1% 8.7% 2.1% 1.5% 1.4% 偏差(%) 1.5% 8.9% 8.0% 4.6% 0.1% 偏差(%) 4.6% 3.0% 分数 等级
0712012007538 注塑率(cm3/sec) 锁模方式 偏差 1.6 12.2 3.0 2.1 2.0 点检值 10.9 36.9 55.0 80.3 94.1 点检值 0.83 0.86 0.84 0.86
Heater Zone Nozzle/H Heater/Z 1
偏差(%) 1.4 0.3 1.0 0.8 0.5 0.0
最大偏差
分数
点检结果 单位
分数
4
OK 数
注塑机保养检查表
1 机台运转空间是否有杂物,整机工作台上是否清洁
2 机台垫脚是否受力平衡
3 机架有无变形异常
4 电机油泵动力源是否正常
机
5 机台是否震动异常
械
6 连接部分螺丝、螺母是否有松动、脱落现象
部
7 对锁模机构部分的污垢,要及时清理,察看润滑管是否有破损或污漏 8 双曲臂、销子是否配合良好
分
9 各哥林柱(拉杆)、注射导杆是否清洁完好
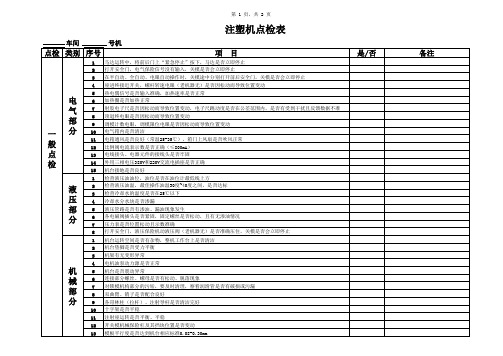
第 1 页,共 2 页
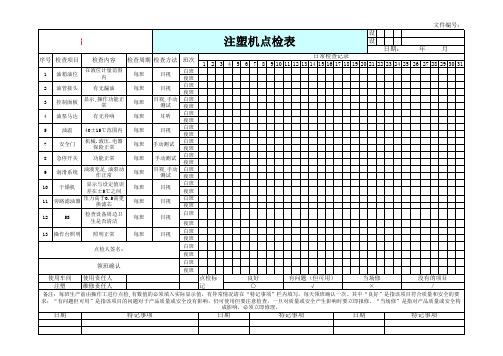
注塑机点检表
车间
号机
点检 类别 序号
项目
电 气 部 一分 般 点 检
1 马达运转中,将前后门上“紧急停止”按下,马达是否立即停止 2 打开安全门,电气保险信号没有输入,关模是否会立即停止 3 在半自动、全自动、电眼自动操作时,关模途中分别打开前后安全门,关模是否会立即停止 4 座进终接近开关,螺杆转速电眼(老机器无)是否因松动而导致位置变动 5 热电偶信号是否输入准确,加热速率是否正常 6 加热圈是否加热正常 7 射胶电子尺是否因松动而导致位置变动,电子尺跳动度是否在公差范围内,是否有受到干扰且反馈数据不准 8 顶退终电眼是否因松动而导致位置变动 9 调模计数电眼,调模限位电眼是否因松动而导致位置变动 10 电气箱内是否清洁 11 电箱通风是否良好(常温25-35℃),箱门上风扇是否吹风正常 12 比例阀电流表示数是否正确(≤800mA) 13 电线接头、电器元件的接线头是否牢固 14 外用三相电压380V和220V交流电插座是否正确 15 机台接地是否良好
10 十字架是否平稳
11 注射座运转是否平衡、平稳
12 开关模机械保险杠及其挡块位置是否变动
13 模板平行度是否达到机台相应标准0.08-0.30mm
是/否
注塑机点检表
注塑机点检表
序号 检查项目
1 2 3 4 5 7 8 9 10 11 12 13 油箱油位 油管接头 控制面板 油泵马达 油温 安全门 急停开关 润滑系统 干燥机
设备编号: 设备型号: 日期:
年
月
检查内容
在液位计量范围 内 有无漏油 显示,操作功能正 常 有无异响 40±15℃范围内 机械.液压.电器 保险正常 功能正常 油液充足,油泵动 作正常
日常检查记录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
显示与设定值误 差在±5℃之间 压力高于0.5需更 旁路滤油器 换滤芯 5S 操作台照明 检查设备周边卫 生是否清洁 照明正常 点检人签名:
领班确认 使用车间 注塑 使用责任人 维修责任人
点检标记
良好 ○
有问题(但可用) √
当场修 ×
没有的项目 /
备注:每班生产前由操作工进行点检,有数值的必须填入实际显示值,有异常情况请在“特记事项”栏内填写,每天领班确认一次。其中“良好”是指该项目符合质量和安全的要 求;“有问题但可用”是指该项目的问题对于产品质量或安全没有影响,仍可使用但要注意检查,一旦对质量或安全产生影响时要立即报修。“当场修”是指对产品质量或安全构 成影响,必须立即修理。检查周期 检查方法 班次
每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 目视 目视 目视,手动 测试 耳听 目视 手动测试 手动测试 目视,手动 测试 目视 目视 目视 目视 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
设备点检表:注塑机

设备名称:注塑机
等保养项目
级
机台清洁及工具保管
前后安门是否正常
紧急停止开关是否正常
日
保
模具安装是否牢固
养
模具各部分润滑是否良好
模具型腔面,滑块是否保持
清洁
螺杆转动是否正常
周高压开,关模是否声音正常
保
液压油位是否正常
养
各油阀,液压油管是否漏油月润滑系统是否正常工作
保
各部件螺丝是否紧固
养
电源接接触是否良好
保养责任人
督导者
机器设备保养点检表
保养时段:年 10 月
规格型号:设备编号:
1. 2. 3. 4. 5. 6.7.8.9.10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31.
备注:设备工作正常打“√”,工作异常打“╳”。
注塑机定期维护保养记录表

5.检查润滑移动部位有无破损或缺油。
.
/
6.检查电器触头线头是否松动,保持电箱干燥。
@
7.检查电器、机械、液压安全装置是否正常、灵敏
¥
!
季度(每季度最后一个月30日执行)
1
2
3
4
1.电器装置的检查。
《
2.液压油的检查。
$
3.润滑油的供给系统情况是否良好。
—
4.机床防震脚螺母、螺栓的检查。
】
5.锁模光学尺清洗。
注塑机定期维修保养检查表
设备名称:机器编号:
年月 内容
月份(每月28日执行)
状况记录
维修/保养员
主管
1
2
;
3
4
5
6
8
9
10
11
12
1.检查液压油是否在油位计下限以上。
《
2.检查冷却水是否畅通,水管接头是否渗漏。
$
@
3.检查马达启动是否稳定,有无异音。
%
&
4.检查液压油是否正常,油喉及油封是否漏油。
3.将异常状况记录在《机器设备履历表》内。
4.本单由设备课管制归档。
6.回料光学尺清洗。
)
年度(年终最后一个月放假执行)
)
1.控制面板的检查和电气检查与清洁。
2.液压油冷却器的检查和清理。
[
3.油泵马达加以清扫保持清洁。
4.液压油质检查(是否更换)。
5.做到无环境污染,因碎布清理现场。
HK-JS-4-01-014
说明:1.正常已保养打“√”符号。
2.异常已维修保养打“×”符号。
注塑自动化设备日常保养点检记录表[空白模板]
![注塑自动化设备日常保养点检记录表[空白模板]](https://img.taocdn.com/s3/m/949732c2ed630b1c58eeb56e.png)
文件编码:
维护人:
版本:V02
审 核 :
保 存
批 准 :
注塑自动化设备日常保养点检记录表
部门: 项目
设
年
备
/
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注
1.零部件运行是否正常
2.零部件润滑确认
3.轨道滑动是否顺畅
4.运作有无异常声音
5.感应器、仪表是否正常
6.开关是否正常
7.导电线路是否安全
8.5S检查是否OK
9.冲切位置及装箱位置是否OK
日常点检人签名:
每周保养确认
备注说明:1.设备正常使用画√;,发现异常时及时改善处理或上报自动课负责人推进改善处理; 3.周保养确认由当课室工程师或以上级员确认。
注塑机定期维护保养记录表

2。液压油冷却器的检查和清理.
3.油泵马达加以清扫保持清洁.
4.液压油质检查(是否更换)。
5.做到无环境污染,因碎布清理现场。
HK—JS-4—01-014
说明:1。正常已保养打“√”符号。
2。异常已维修保养打“×”符号。
3。将异常状况记录在《机器设备履历表》内。
4.本单由设备课管制归档。
6。检查电器触头线头是否松动,保持电箱干燥。
7.检查电器、机械、液压安全装置是否正常、灵敏
季度(每季度最后一个月30日执行)
1
2
3
4
1。电器装置的检查。
2.液压油的检查。
3.润滑油的供给系统情况是否良好。
4。机床防震脚螺母、螺栓的检查。
5。锁模光学尺清洗。
6.回料光学尺清洗.
年度(年终最后一个月放假执行)
注塑机定期维修保养检查表
设备名称:机器编号:
年月内容
月份(每月28日执行)
状况记录
维修/保养员
主管
1
2
3
4
5
6
7
8
9
1011121来自检查液压油是否在油位计下限以上。
2.检查冷却水是否畅通,水管接头是否渗漏。
3.检查马达启动是否稳定,有无异音。
4.检查液压油是否正常,油喉及油封是否漏油。
5.检查润滑移动部位有无破损或缺油.
注塑机维护保养点检表(每日、每周、每月)
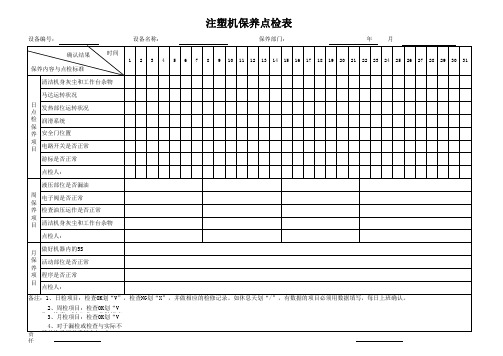
检 润滑系统 保
养 安全门位置
项 目 电路开关是否正常
游标是否正常
点检人:
液压部位是否漏油
周 电子阀是否正常 保 养 检查油压运作是否正常 项 目 清洁机身灰尘和工作台杂物
点检人:
月 做好机器内的5S 保 活动部位是否正常 养 项 程序是否正常 目
点检人:
备注:1、日检项目:检查OK划“V”,检查NG划“X”,并做相应的检修记录。如休息天划“/”,有数据的项目必须用数据填写,每日上班确认。
注塑机保养点检表
设备编号:
设备名称:
保养部门:
年月
确认结果 保养内容与点检标准
时间 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
清洁机身灰尘和工作台杂物
马达运转状况
日 点
发热部位运转状况
注塑机日常点检表
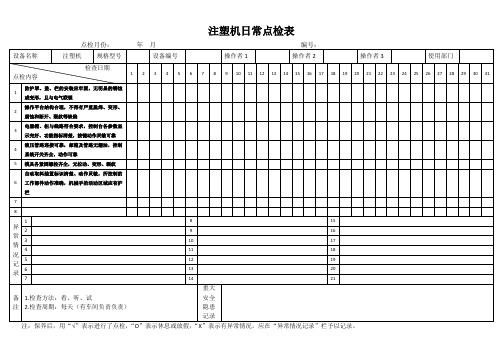
点检月份:年月编号:
设备名称
注塑机
规格型号
设备编号
操作者1操作者2操作者3来自使用部门检查日期
点检内容
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
防护罩、盖、栏的安装应牢固,无明显的锈蚀或变形,且与电气联锁
2
操作平台结构合理,不得有严重脱焊、变形、腐蚀和断开、裂纹等缺陷
3
电器箱、柜与线路符合要求,控制台各参数显示完好、功能指标清楚,按键动作灵敏可靠
4
液压管路连接可靠,邮箱及管路无漏油,控制系统开关齐全,动作可靠
5
模具各紧固螺栓齐全,无松动、变形、裂纹
6
自动取料装置标识清楚、动作灵敏,所控制的工作部件动作准确,机械手的活动区域应有护栏
7
8
异常情况记录
1
8
15
2
9
16
3
10
17
4
11
18
5
12
19
6
13
20
7
14
21
备注
1.检查方法:看、听、试
2.检查周期:每天(有车间负责负责)
重大
安全
隐患
记录
注:保养后,用“√”表示进行了点检,“O”表示休息或放假,“X”表示有异常情况,应在“异常情况记录”栏予以记录。
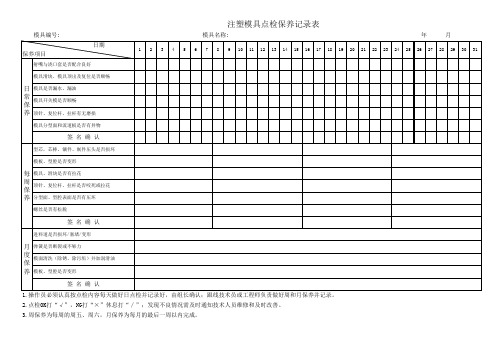
注塑模具点检保养记录表
日期
射嘴与浇口套是否配合良好
注塑模具点检保养记录表
模具名称:
年
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
模具滑块、模具顶出及复位是否顺畅
日 模具是否漏水、漏油 常 保 模具开关模是否顺畅 养 顶针、复位杆、拉杆有无磨损
模具分型面和流道板是否有异物
签名确认
型芯,芯棒、镶件、嵌件压头是否损坏
模板、型腔是否变形
每 模具、滑块是否有拉花 周 保 顶针、复位杆、拉杆是否咬死或拉花 养 分型面、型腔表面是否有压坏
螺丝是否有松脱
签名确认
进度 模面清洗(除锈、除污垢)并加润滑油 保 养 模板、型腔是否变形
签名确认 1.操作员必须认真按点检内容每天做好日点检并记录好,由组长确认;跟线技术员或工程师负责做好周和月保养并记录。 2.点检OK打“√”,NG打“×”休息打“∕”;发现不良情况需及时通知技术人员维修和及时改善。 3.周保养为每周的周五、周六,月保养为每月的最后一周以内完成。
注塑机定期保养表模板
3.润滑管路有无破损、折断、堵塞及漏油现象
4.检查参数内润滑参数设定是否正确
5.手动加注润滑(座台、调模机构、各滑动部位)
机 械 部 分
1.机身水平状况检查,调模动作是否顺畅
2.射咀中心位检查
3.空射胶炮筒螺杆有无异常声音
4.预射座动转时温度及异声检查
5.二板滑脚压力及间隙调整
1.系统压力检查及油泵运转检测
2.各泵压力检查、速度控制检查必要时调整
3.各油缸漏油及内泄情况检查
4.油马达运转状况检查,有无噪音
5.液压油的质度检查,滤网清洗、油箱清洗、滤芯更换
6.油温检查(冷却器性能、冷却水配管)
7.机器操作安全范围内是否有异物存在
润 滑 系 统
1.润滑泵工作状况、出油压力检查
2.总电源、控制器螺丝有无松动、溶解现像
3.各行程开关、电子尺固定有无松动,电线、接线盒检查
4.配电柜灰尘清洁、接触器、接线端子、控制器螺丝紧固
5.加热圈、接线端紧固,加热接线盒检查
6.料管各段温度校对是否正常
7.压力/流量电流检查,输入/出信号检查,位置显示检查
8.电机外部清洁,内部轴承润滑检查
液 压 系 统
注塑机定期保养表
保养类别: 保养日期: 年 月 日
机号
保 养 项 目
检查保养情况
正常
不正常
已检修
未检修
备注
外 观 检 查
1.油位是否符合要求
2.液压管路有无油注液滴漏
3.冷却水是否正常
4.安全门、防护罩是否有效
5.油压管路、油缸、控制油阀、接头是否有松脱
6.旁路滤油器压力检测
电 控 系 统
注塑机设备点检保养记录表

设备名称:注塑机
序点 号检
检查内容
设备点检保养记录表设备编号:Fra bibliotek月份:
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
态正常;
(1)检查液压系统压力,注塑保压时间确认正常;保持设备配
冷 合滑动表面的清洁和润滑;随时查看液压循环油温
却 (50°)。若过热须查清原因;工作停止时,应将模具的上、下
2
润 模合拢,并保持2㎜间隙 滑
系
统 (2)缸内油标中心线以上,滑动部位无异音及异常现象,异音
时注入润滑油,定期注入润滑油
时
3
间 (1)上节、中节、料嘴温度控制正常,保压控制、注塑压力正 温 常,保压时间、冷却时间、注塑时间与所调操纵值相符。
度
4
6S
(1)对设备、设备工位器具及随机附件进行清理、整理、整齐 摆放、并检查安全部件及限位部件齐全、紧固灵活可靠
5
其 (1)设备实际工作时间(小时) 它 (2)故障时间(小时)
操作者签字
说明:正常用“√”表示,异常用“×”表示,已修复用“ ”X 维护保养用“△”表示
(1)按下启动按钮,使油泵空运行5分钟,检查液压系统,确认
电 无渗漏,无异常音响,压力设定正确;打开各加热区温控开关,
器 检查各段温度设定和工作状态,确认正常
1
工
注塑机点检记录表

设备管理员
设备名称:
型号:
设 备
时 间
年月
责任人员
序 号
检查项目
处理内容方法
操作 工
班长
1 2
机台及附属设备清 洁、干净、无杂物
清理
3 4
安全门有效、显示 屏、仪表、指示灯 完好
问题 上报
班前、班后清 洁、清扫
异常时上报机 修工检查
5 6
开机后,有异常声 响
上报
上报机修工检 查
班组
白 班: 晚 班:
18 点检表填写说明
主管确认:(每周六)
1、每项点检后,请在相应的时间栏目打 “√”,并在签名栏签名; 2、点检发现问题,请打 “×”,并报对应的责任人处理; 3、设备科将进行不定期检查,发现不合格项,将按照《设备管理处罚条例》进行相应的处罚。
白班 晚班 白班 晚班 白班 晚班
记录时间
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
7 8
发现开模或者合模 时,模板爬行
上报
上报机修工处 理
9 10
主油箱、电动加油 泵油位低于最低油 位线
上报
加油
补加润滑油到 上下线之间
11 注射嘴漏胶
12
上报
处理
除胶、重新紧 固
白班 晚班 白班 晚班 白班 晚班
13 14
设备漏油、漏气、 漏水
上报
处理上报机修工处 理 Nhomakorabea白班 晚班
15 炮台座黄油嘴加油
处理
黄油枪手动加 油
周三白班
注塑设备日常点检表
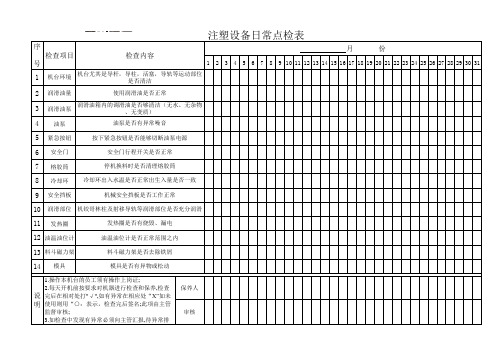
序 检查项目
号
检查内容
月
份
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机台环境
机台尤其是导杆,导柱,活塞,导轨等运动部位 是否清洁
2 润滑油量
使用润滑油是否正常
3
润滑油泵
润滑油箱内的调滑油是否够清洁(无水、无杂物 、无变质)
4 油泵
油泵是否有异常噪音
5 紧急按钮
按下紧急按钮是否能够切断油泵电源
6 安全门
安全门行程开关是否正常
7 榕胶筒
停机换料时是否清理熔胶筒
8 冷却环
冷却环出入水温是否正常出生入量是否一致
9 安全挡板
机械安全挡板是否工作正常
10 润滑部位 机铰哥林柱及射移导轨等润滑部位是否充分润滑
11 发热圈
发热圈是否有烧毁、漏电
12 油温油位计
油温油位计是否正常范围之内
13 料斗磁力架
料斗磁力架是异物或松动
1.操作本机台的员工须有操作上岗证;
2.每天开机前按要求对机器进行检查和保养,检查
说 完后在相对处打"√",如有异常在相应处“X”如未 明 使用则用“○:表示,检查完后签名;此项由主管
监督审核;
3.如检查中发现有异常必须向主管汇报,待异常排
保养人 审核
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目
内
容
注塑机综合保养表
说
明
六月
日期:2010
七月
八月
PF-1148-A 九月
1.电缆是否过度弯曲.松散.摩擦或有切断部位
目视
v
2.加热器(热电偶.电热圈是否松动)各温度的确认
目视.手测.量测温度
v
3.机台各油缸是否漏油
目视.手测Leabharlann v4.各坚固件是否松动
目视.手测
v
1.配电盘螺丝.端子台螺丝及PC板接头是否松动
注:按说明点检正常的打“√”不正常的打“X”并在备注栏记载处理的问题。
PF-1148-A
目视.手测(采油样给供应商化验)
v
1.检查作动油是否更换
每天12H生产每两年更换一次
v
2.机台水平校正
用精密水平仪2台对机台进行校正
v
3.螺杆止逆性能检查是否更换尖头组
操作检测
v
4.射嘴中心位置检查
卡尺量测
v
保养点检人:
何炳华 刘博
备注:1 显示屏显示level 2,无法操作,处理。 2 主电源开关把手脱落,固定。 3 前安全门太松,维修。 4 报警电池电量底,请购中。 5 油盘掉落处理。6 作动油检查,脏
用螺丝刀锁紧,手测
v
2.散热风扇过滤网及配电箱清洁
综 3.各极限开关,电阻尺检查是否灵敏 合 保 4.可动部位螺丝.螺母.滑道的检查 养 1.各润滑部位检查
用气枪破布.拆下冷却风扇及滤网
v
用手操作测试
v
用扳手锁紧
v
添加润滑油或润滑脂
v
2.各电器元件是否老化.各接点是否接好
用万用表量测
v
3.作动油检查