俄罗斯粉末冶金高温合金
FGH4097基沉淀强化型粉末冶金高温合金

元 C
素CrNi源自CoW Mo AlTi
Fe Nb Hf
质
量
分 0.02-0 8.00-1
余
数 .06
0.00
/
%
15.0016.50
≤ 4.80- 3.50- 4.85- 1.60-
0. 5.90 4.20 5.25 2.00
50
2.40- 0.1002.80 0.400
元
Zr
B
素
Ce
Mg
Mn Si
S
P
ON
-
质
量
≤
≤≤
≤
分 0.010- 0.006- 0.005- 0.002- ≤ ≤
0.
0.00 0.01
0.00 -
数 0.015 0.015 0.010 0.050 0.15 0.20
00
9
5
5
/
7
%
FGH4097 物理及力学性能
密度
熔点
8.26g/cm³
1290℃-1350℃
FGH4097 热处理制度 制度Ⅰ:1200℃±10℃*8h/FC→(1150-1170)℃/AC+(800-900)℃*(25-40)h/AC; 制度Ⅱ:1200℃±10℃*4h/AC+(950-650)℃*(3-20)h/AC(三级时效)。
俄罗斯铸造高温合金谱系

俄罗斯铸造高温合金谱系
俄罗斯在高温合金领域具有深厚的研发和生产实力,其铸造高温合金谱系也相当丰富。
以下是一些俄罗斯铸造高温合金的主要类型和特点:
1.GH4033高温合金:这是一种以镍-铬为基体,添加铝、钛形成γ'相弥散强化的
合金。
它在500-700℃具有足够的高温强度,并在900℃以下具有良好的抗氧化性。
GH4033合金的冷、热加工性能良好,主要供应热轧棒材及盘坯料,广泛应用于发动机转子零件。
2.新型铝合金:俄罗斯国立研究型技术大学研制出一种低成本、可承受400℃高
温的铝合金。
这种新材料具有热稳定结构,而所有已知的铝合金在250℃至300℃就会出现明显软化。
新合金中含有铜、锰和锆,这使其导电性、强度和耐热性得到了近乎完美的结合。
此外,新合金中约10%是含有锆和锰的特殊纳米颗粒,它们均匀地分布在铝基体中。
这种新型铝合金将大大减少铁路运输、航空和其他设备的重量和碳足迹。
以上只是俄罗斯铸造高温合金谱系中的一部分,实际上,随着科技的不断进步,俄罗斯在这个领域的研究和生产也在不断发展和完善。
这些高温合金在航空、航天、能源、化工等领域有着广泛的应用前景。
俄罗斯粉末冶金高温合金

粉末冶金高温合金主要用于制造航空发动机的 涡轮盘、压 气 机 盘 和 鼓 筒 轴 等 高 温 承 力 转 动 部 件。 美国和俄罗斯在粉 末 冶 金 高 温 合 金 的 研 发、生 产 及 应用 方 面 处 于 领 先 地 位。 俄 罗 斯 于 1965 年 开 始 研 发粉末冶 金 高 温 合 金,1973 年 全 俄 轻 合 金 研 究 院 (ВИЛС)建立了 粉 末 高 温 合 金 研 发 实 验 室,开 始 研 制粉末冶金高温 合 金 盘 件。ВИЛС 从 1981 年 开 始 工业 批 生 产 和 提 供 军 用 飞 机 用 ЭП741НП 涡 轮 盘 和轴,从1984年开始批生产民用飞机用 ЭП741НП 涡轮盘 。 [1,2] 其 生 产 工 艺 不 同 于 美 国 等 西 方 国 家, 为等离子旋转电 极 工 艺(PREP)制 粉 + 直 接 热 等 静 压 (As-HIP)成 形 。
备注Hale Waihona Puke 5000技术条件保证的
73148
实 测 (平 均 值 )
2002~2006 年 期 间,ВИЛС 出 厂 检 验 和 乌 克 兰《Прогресс》发动机 设 计 局 入 厂 复 验 的 ЭП741НП 合金盘坯的室温力学性能和 650℃ 下 的 持 久 性 能 数
据见表3[5]。《Прогресс》发 动 机 设 计 局 入 厂 复 验 的 ЭП741НП 合金盘坯650℃ 下 的 低 周 疲 劳 性 能 数 据 见表 4[5]。
表3 ЭП741НП 合金盘坯室温性能和持久性能[5]
第 5 期 张 义 文 等 :俄 罗 斯 粉 末 冶 金 高 温 合 金 研 制 新 进 展
· 39 ·
个 ЭП741НП 合 金 盘 件,包 括 高 压 涡 轮 盘、低 压 涡 合金盘件,包括高 压 涡 轮 盘、低 压 涡 轮 盘、导 流 盘 和 轮盘和篦齿盘。1台 Д27发 动 机 用 4 个 ЭП741НП 改型压气机的离心环 。 [5]
粉末高温合金的成分及生产工艺

粉末高温合金的成分及生产工艺各国研制成功的粉末高温合金有10余种,其中作用较广的有IN100,Rene’95,MERL76,Rene’88DT,зΠ741HΠ等。
它们都属于沉淀强化型镍基高温合金,化学成分见表15所示。
表15 几种国外粉末高温合金的化学成分FGH95是我国研制的第一个粉末高温合金,其成分相当于美国GE公司的R ene’95合金(表16),是一种高合金化的r′相沉淀强化型镍基高温合金,其r′体积含量为50%~55%,r′形成元素含量(原子)为28%。
它是当前650℃使用条件下强度水平最高的涡轮盘材料。
除用于高、低压涡轮盘外,也可用于压气机盘、涡轮轴、涡轮挡环、高温密封件等高温零件。
表16 FGH95粉末高温合金化学成分根据不同使用要求,对粉末高温合金可以采用HIP(热等静压)直接成形、HIP+模锻、HIP+等温锻和挤压+等温锻等不同工艺路线。
在我国没有大型挤压机和大型等温锻造机的条件下,曾选用HIP+包套模锻的成形工艺路线,模锻出φ420mm和φ630mm的全尺寸涡轮盘,盘件的性能基本达到了美国同类合金Rene’95技术条件的要求。
存在的问题是粉末中的陶瓷夹杂含量较高,致使材料性能不太稳定。
采用等离子旋转电极制粉设备制得粉末,其粉末质量大幅度提高。
φ420mmFGH95粉末高温合金涡轮盘的制造工艺流程如图24所示。
图24 粉末盘制造工艺流程(1)母合金熔炼用200kg真空感应炉冶炼,熔炼温度1550℃,真空度1.3×10-1Pa,浇注成φ80×1000mm的圆棒,处理后准备重熔喷粉。
(2)雾化制粉用65kg真空感应炉—氩气雾化装置将母合金重熔,熔液经漏嘴流下,用高压氩气将其雾化成粉末。
浇注温度为1520℃,氩气喷吹压力为1.6~1.8MPa。
(3)粉末处理粉末高温合金对粉末质量要求十分严格。
FGH95合金粉末在氩气保护下筛分,粒度为-150目。
粉末经静电分离法去除陶瓷夹杂。
【研究】3J1成分、性能、参数...

一、概述3J1合金是铁-镍-铬系奥氏体沉淀强化型高弹性合金。
固溶处理后具有良好的塑性,硬度低,易加工成型。
经固溶或冷应变后时效处理,获得高的力学性能和弹性性能。
该类合金具有较高的强度、高的弹性模量,较小的弹性后效和滞后、弱磁性、良好的耐蚀性和热稳定性等特点,能在较高的温度、较大的应力或腐蚀性介质条件下工作。
3J1可在250℃以下工作。
该类合金也能在低温(如近-200℃)下使用。
1.1 3J1材料牌号 3J1(Ni36CrTiAl)。
1.2 3J1相近牌号ЭИ702,36HXTЮ(俄罗斯)。
1.3 3J1材料的技术标准 3J1合金的技术标准YB/T 5256—1993《弹性元件用合金3J1和3J53技术条件》。
1.4 3J1化学成分见表1-2。
1.5 3J1热处理制度见表1-3。
1.6 3J1品种规格与供应状态见表1-4。
1.7 3J1熔炼与铸造工艺合金采用真空感应炉熔炼或真空感应炉熔炼加真空自耗炉重熔。
1.8 3J1应用概况与特殊要求该类合金是20世纪60年代的老牌号,国内生产与应用多年。
主要用于制造各种航空用弹性敏感元件及耐硝酸或其他腐蚀介质的零件,如膜盒、膜片、波纹管、传送杆、挡板和其他弹性结构件等。
二、3J1物理及化学性能2.1 3J1热性能2.1.1 3J1线膨胀系数该组合金在固溶加时效状态下,其平均线膨胀系数(20~100℃)=(12.0~14.0)×10-6℃-1[1,3,4]。
2.2 3J1密度冷应变加时效状态合金的密度ρ=8.0g/cm3[1,4]。
2.3 3J1电性能在冷变形+时效状态下ρ=1.02μΩ·m[3]。
2.4 3J1磁性能固溶加时效状态的3J1合金,其磁化率χm=(12.5~205)×10-11[4,5]。
2.5 3J1化学性能该合金对硝酸、磷酸、氢氧化钠、含硫石油、燃料油和润滑油等腐蚀介质,以及在海洋和热带气候条件下,具有较好的耐腐蚀性[4,5]。
粉末冶金高温合金的组织和性能研究
图2 FGH4096合金显微组织形貌.
Fig.2
Mierostriactttim of superalloy FGH4096 d—金相;b—ⅡM
图3 FGH4097合金显微组织形貌 Fig.3 Mierootructure of superal|oy FGH4097
n一金相;6一sEM
3.3台金性能
台盒
Table 2
裹2 3种台金中的相组成 Comoosltton of the phas8 in FCIt4095,FGIt4096 and 17CIt4097 superalloys
FC}14095
FGH4096
FGH40卯
合盒中相组成
T,Y’,MC,鸭B2(痘)
1,一.Mc,M∞(26(痕),M,B2(痕)
3.3.1室温拉伸性能 FGH4095的室温拉伸强度分别比FGH4096和 FGH4097高11%和21%,FGH4097的拉伸塑性最好。 FGH4096介于二者之间(图4)。从屈强比(%:/吼) 看,FGH4097为0.68,FGH4096为0.72.FGH4095为
0.75。
3.3.2室温硬度和室温冲击韧性 从表3可见,FGH4095室温硬度分别比FGH4096 和FGH4097合金高10%和21%,FGH4095室温冲击韧 性最差,FGH4096与FGH4097比FGH4095高约60%。
Study Oil Mierostructure and Properties of Different Powder Metallurgy Superalloys
Zhang Yiwen@Tao Yu Zhang Ying Liu Jiantao Zhang Guoxing Zhang Na (Hi曲Temperature Materials Research Institute,CISRI,Beijing 100081,China)
高温合金成型方法
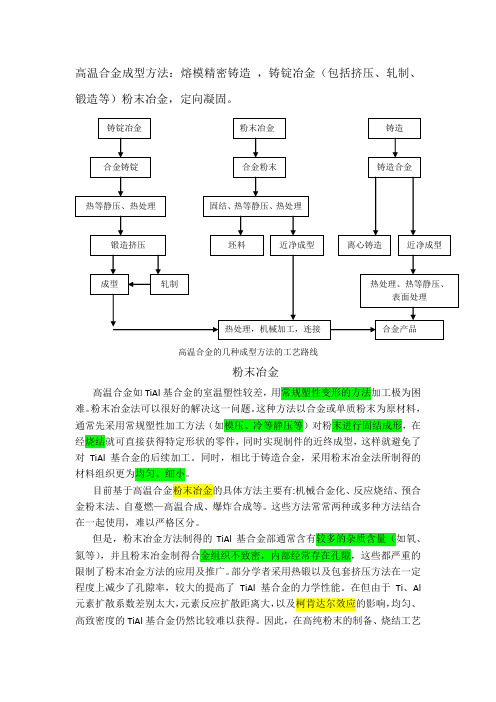
高温合金成型方法:熔模精密铸造,铸锭冶金(包括挤压、轧制、锻造等)粉末冶金,定向凝固。
高温合金的几种成型方法的工艺路线粉末冶金高温合金如TiAl基合金的室温塑性较差,用常规塑性变形的方法加工极为困难。
粉末冶金法可以很好的解决这一问题。
这种方法以合金或单质粉末为原材料,通常先采用常规塑性加工方法(如模压、冷等静压等)对粉末进行固结成形,在经烧结就可直接获得特定形状的零件,同时实现制件的近终成型,这样就避免了对TiAl基合金的后续加工。
同时,相比于铸造合金,采用粉末冶金法所制得的材料组织更为均匀、细小。
目前基于高温合金粉末冶金的具体方法主要有:机械合金化、反应烧结、预合金粉末法、自蔓燃—高温合成、爆炸合成等。
这些方法常常两种或多种方法结合在一起使用,难以严格区分。
但是,粉末冶金方法制得的TiAl基合金部通常含有较多的杂质含量(如氧、氮等),并且粉末冶金制得合金组织不致密,内部经常存在孔隙,这些都严重的限制了粉末冶金方法的应用及推广。
部分学者采用热锻以及包套挤压方法在一定程度上减少了孔隙率,较大的提高了TiAl基合金的力学性能。
在但由于Ti、Al 元素扩散系数差别太大,元素反应扩散距离大,以及柯肯达尔效应的影响,均匀、高致密度的TiAl基合金仍然比较难以获得。
因此,在高纯粉末的制备、烧结工艺的优化、杂质的控制、提高合金的致密度等方面,粉末冶金还有较长的路要走。
铸锭冶金铸锭冶金是合金熔炼、铸造、锻造和轧制等技术的综合,是目前TiAl 基合金的典型加工工艺。
一般由铸造出来的铸锭,组织都比较粗大,成分由于偏析的存在而不均匀,并且内部也或多或少的存在缩松、缩孔等缺陷。
铸锭在进行塑性加工之前,一般要对其进行热等静压,实现对铸锭的均匀化处理。
这样可以一定程度上除合金成分的偏析,同时合金铸锭中的微观缩孔或孔洞也能被压实、焊合,这就可以防止铸锭在后续热加工过程中由于微观缩孔与孔洞引起的应力集中或合金的不均匀流变造成的铸锭的变形开裂。
粉末高温合金研究进展

粉末高温合金研究进展一、本文概述粉末高温合金,作为一种重要的金属材料,以其出色的高温性能、优异的力学性能和良好的抗腐蚀能力,在航空航天、能源、化工等领域具有广泛的应用前景。
随着科技的不断进步,对粉末高温合金的性能要求也越来越高,因此,对粉末高温合金的研究显得尤为重要。
本文旨在全面综述粉末高温合金的研究进展,包括其制备工艺、组织结构、性能优化以及应用领域等方面。
我们将简要介绍粉末高温合金的基本概念、特点以及应用领域,然后重点分析当前粉末高温合金的制备方法及其优缺点,包括粉末冶金法、机械合金化法、自蔓延高温合成法等。
接着,我们将探讨粉末高温合金的组织结构对其性能的影响,以及如何通过调控组织结构来优化其性能。
我们还将对粉末高温合金在高温、强腐蚀等极端环境下的性能表现进行深入研究。
我们将展望粉末高温合金的未来发展趋势,包括新材料的开发、新技术的应用以及新工艺的研发等方面,以期为推动粉末高温合金的研究和应用提供有益的参考和借鉴。
二、粉末高温合金的制备技术粉末高温合金的制备技术近年来取得了显著的进步,为高温环境下的应用提供了强有力的材料支持。
粉末高温合金的制备主要包括粉末制备、粉末冶金、热处理及精密加工等关键步骤。
粉末制备是粉末高温合金制造的基础。
目前,常用的粉末制备方法有气相沉积法、液态金属雾化法、机械合金化法等。
其中,液态金属雾化法因其生产效率高、粉末质量稳定而被广泛应用。
这种方法通过高速气流将液态金属破碎成细小的液滴,并迅速冷却凝固成粉末。
粉末冶金是将粉末进行压制和烧结,以获得所需形状和性能的合金材料。
压制过程中,通过模具和压力使粉末颗粒紧密结合,形成具有一定形状和密度的坯料。
烧结则是在一定温度和气氛下,使粉末颗粒间发生原子扩散和结合,形成连续的合金基体。
热处理是粉末高温合金制备过程中的重要环节,用以调整材料的组织结构、提高性能。
通过控制加热温度、时间和冷却速度等参数,可以优化合金的相组成、晶粒大小和分布,进一步提高高温强度、抗蠕变性能和热稳定性。
高温合金生产新工艺新技术

高温合金生产新工艺新技术高温合金是指在高温下(通常超过600°C)具有良好的抗氧化性、抗腐蚀性和机械性能的合金材料。
它们广泛应用于航空发动机、燃气轮机、工业炉等高温环境下的关键部件。
随着技术的进步,高温合金的生产工艺和技术也在不断发展,以提高合金的性能和降低成本。
以下是一些高温合金生产中的新工艺和技术。
1.粉末冶金技术:粉末冶金技术是一种生产高温合金的先进方法,它使用金属粉末作为原料,通过粉末压制和烧结工艺制成合金部件。
这种方法可以实现复杂形状的制造,减少材料浪费,并且可以在较低的温度下生产出具有优异性能的高温合金。
2.电子束熔炼(EBM):电子束熔炼是一种在真空或惰性气体环境中使用电子束加热和熔化金属的方法。
这种方法可以生产出纯净度高、成分均匀的高温合金,并且可以减少氧化和污染。
3.真空感应熔炼(VIM):真空感应熔炼是利用电磁感应原理在真空中熔炼金属的技术。
它可以生产出高质量的熔炼高温合金,并且有助于减少气体和杂质的含量。
4.真空电弧熔炼(VAR):真空电弧熔炼是使用电弧加热在真空中熔炼金属的技术。
这种方法可以生产出高纯净度和高均匀性的高温合金。
5.挤压和锻造技术:通过挤压和锻造技术可以生产出形状复杂、尺寸精度高的高温合金部件。
这些技术可以改善合金的微观结构和性能。
6.热处理和热加工技术:热处理和热加工技术的发展可以提高高温合金的性能。
通过精确控制加热、保温和冷却过程,可以获得所需的微观结构和性能。
7.表面处理技术:表面处理技术,如电镀、阳极氧化和涂层,可以提供额外的保护层,增强高温合金的抗氧化性和抗腐蚀性。
8.计算机模拟和优化:计算机模拟和优化技术可以帮助设计人员在合金设计和生产过程中做出更准确的决策。
通过模拟合金的微观结构和性能,可以优化合金的成分和生产工艺。
这些新工艺和技术的应用不仅提高了高温合金的性能,还提高了生产效率,降低了成本,并有助于实现更可持续的生产方式。
随着技术的不断进步,未来高温合金的生产将更加高效和环境友好。
粉末冶金高温合金FGH96的热加工图及热压缩变形过程的开裂行为
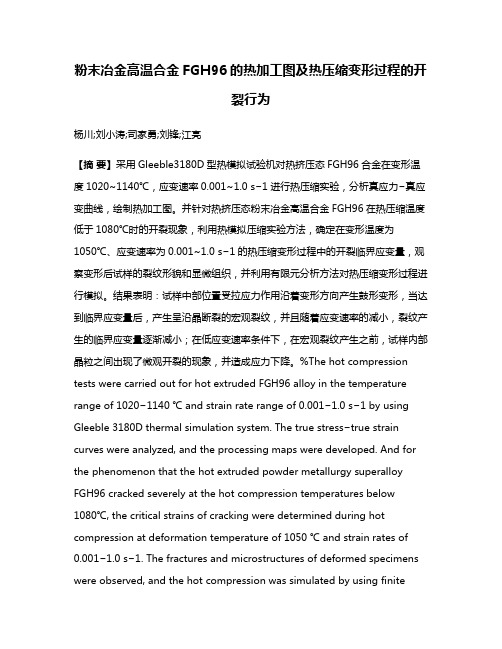
粉末冶金高温合金FGH96的热加工图及热压缩变形过程的开裂行为杨川;刘小涛;司家勇;刘锋;江亮【摘要】采用Gleeble3180D型热模拟试验机对热挤压态FGH96合金在变形温度1020~1140℃,应变速率0.001~1.0 s−1进行热压缩实验,分析真应力−真应变曲线,绘制热加工图。
并针对热挤压态粉末冶金高温合金FGH96在热压缩温度低于1080℃时的开裂现象,利用热模拟压缩实验方法,确定在变形温度为1050℃、应变速率为0.001~1.0 s−1的热压缩变形过程中的开裂临界应变量,观察变形后试样的裂纹形貌和显微组织,并利用有限元分析方法对热压缩变形过程进行模拟。
结果表明:试样中部位置受拉应力作用沿着变形方向产生鼓形变形,当达到临界应变量后,产生呈沿晶断裂的宏观裂纹,并且随着应变速率的减小,裂纹产生的临界应变量逐渐减小;在低应变速率条件下,在宏观裂纹产生之前,试样内部晶粒之间出现了微观开裂的现象,并造成应力下降。
%The hot compression tests were carried out for hot extruded FGH96 alloy in the temperature range of 1020−1140 ℃ and strain rate range of 0.001−1.0 s−1 by using Gleeble 3180D thermal simulation system. The true stress−true strain curves were analyzed, and the processing maps were developed. And for the phenomenon that the hot extruded powder metallurgy superalloy FGH96 cracked severely at the hot compression temperatures below 1080℃, the critical strains of cracking were determined during hot compression at deformation temperature of 1050 ℃ and strain rates of 0.001−1.0 s−1. The fractures and microstructures of deformed specimens were observed, and the hot compression was simulated by using finiteelemental method. The results show that the specimens occur barrel deformation that is affected by tensile stresses in the middle of specimens, beyond the critical strains of cracking, fractures form with intergranular cracks, and the critical strains increase with increasing the strain rate. At low strain rate, the micro-cracks form between inner grains before formation of macro-fractures, and the flow stress decreases.【期刊名称】《中国有色金属学报》【年(卷),期】2015(000)010【总页数】13页(P2707-2719)【关键词】粉末冶金高温合金;FGH96合金;热加工图;热挤压工艺;热压缩实验;鼓形变形;宏观裂纹【作者】杨川;刘小涛;司家勇;刘锋;江亮【作者单位】中南大学航空航天学院,长沙 410083; 中南大学粉末冶金国家重点实验室,长沙 410083;中南大学粉末冶金国家重点实验室,长沙 410083;中南大学粉末冶金国家重点实验室,长沙 410083; 中南林业科技大学机电工程学院,长沙 410004;中南大学粉末冶金国家重点实验室,长沙 410083;中南大学粉末冶金国家重点实验室,长沙 410083【正文语种】中文【中图分类】V256粉末冶金高温合金具有晶粒细小、均匀、无宏观偏析的组织的特点,广泛用于航空发动机涡轮盘件,是航空发动机热端部件的关键材料[1-4]。
【研究】GH33(GH4033)成分、性能、标准...

上海钢研-张工:158–O185-9914GH33是以镍-铬为基体,添加铝、钛形成γ,相弥散强化合金,在700~750℃具有足够的高温强度,在900℃一下具有良好的抗氧化性。
该合金、加热工性能良好,主要供应热轧棒及盘坯料,应用于发动机转子零件。
基本概述1.1、材料牌号GH33(GH4033)1.2、GH33(GH4033) 相近牌号ЭЙ437Б,ХН77ТЮР(俄罗斯)1.3、GH33(GH4033) 材料技术标准GJB 1953-1994 《航空发动机转动件用高温合金热轧棒材规范》GJB 2611-1996 《航空用高温合金冷拉棒材规范》化学性能编辑2.1 GH33(GH4033) 热性能2.1.1 GH33(GH4033) 热导率表2-1组织结构该合金在固溶状态为单相奥氏体组织,有微量的TiC、TIN[Ti(C、N)。
性能要求1、该合金热加工性能良好,锻造加热温度1140℃,终锻950℃。
2、该合金的晶粒度平均尺寸与锻件的变形程度、终锻温度密切相关。
3、合金在固溶状态可以进行氩弧焊,焊后应及时处理以消除焊接应力。
4、表面处理工艺:机械加工后的零件需进行电解抛光,若采用机械抛光则最后的抛光磨痕应与叶片长度方向一致。
5、零件固溶处理加热升温速度不宜过快,可采用阶梯式加热曲线。
高温合金分为三类材料:760℃高温材料、1200℃高温材料和1500℃高温材料,抗拉强度800MPa。
或者说是指在760--1500℃以上及一定应力条件下长期工作的高温金属材料,具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,已成为军民用燃气涡轮发动机热端部件不可替代的关键材料。
按照现有的理论,760℃高温材料按基体元素主要可分为铁基高温合金、镍基高温合金和钴基高温合金。
按制备工艺可分为变形高温合金、铸造高温合金和粉末冶金高温合金。
按强化方式有固溶强化型、沉淀强化型、氧化物弥散强化型和纤维强化型等。
粉末冶金在燃气轮机涡轮盘中的应用

高性能粉末高温合金在涡轮轮盘中的应用涡轮盘是发动机重要的热端部件之一, 它在极为苛刻的条件下工作,船舶运行时承受着启动-停车循环中的机械应力和温差引起的热应力的叠加作用, 因而要求材料具有足够的力学性能和理化性能, 特别是在使用温度范围内要有尽可能高的低周循环疲劳和热疲劳性能, 这是确定涡轮盘工作寿命的关键因素。
粉末(镍基)高温合金由于具有无宏观偏析、晶粒细小、组织均匀和热加工性能好等优点,很快成为高推重比船舶发动机涡轮盘等关键热端部件的首选材料。
一.国内外发展情况俄罗斯粉末高温合金的研究始于60年代末,1978 年, 粉末高温合金涡轮盘正式在军用发动机上使用, 至今已有20多年。
而美国则在1971年由普·惠公司将铸造合金IN100制成合金粉末, 经挤压塑性等温锻工艺制成涡轮盘、压气机转子。
GE 公司还发展了高蠕变性能的AF115粉末合金, 与高拉伸强度的粉末相配合, 为制造双性能盘提供了有利条件。
在制造工艺方面,欧美国家采用的则是氢气雾化的制粉工艺, 以挤压和等温锻为主的成形工艺。
而俄罗斯在近几年也已建立了大气和真空条件下的等温锻装置, 开展了粉末高温合金等温锻和超塑性锻造的研究。
我国粉末盘的研制从80年代初开始, 重点仿制了高拉伸强度粉末合金, 进行了母合金熔炼, 氢气雾化制粉, 粉末处理, 等静压成形,等温锻, 热处理, 超声检验及表面强化等研究。
90 年代初从俄罗斯引进大型的用于工业化生产的等离子旋转电极制粉设备及盘件生产线, 进行了包套模锻盘的试验研制, 发现了存在的一些问题。
因此, 目前我国倾向于采用HIP等温锻或热模锻工艺路线。
80 年代以前, 粉末盘材料的研究主要追求高强度。
近年来, 随着设计结构完整性大纲的贯彻, 出现了适应损伤容限设计的第二代粉末盘材料。
这类材料的特点是裂纹扩展速率比传统粉末盘合金明显降低, 缺口扩展速率对环境的变化不敏感。
这样, 盘件的检修周期可以大大延长, 明显降低了运行费用。
粉末高温合金讲解

本国在涡轮盘材料和结构设计上与国外的差距依然很大。
为了满足国内发动机的迫切需求,应当在参照国外先进制 备工艺的基础上,加大对大型先进设备的引进与投入,争
取实现跨越式发展,早日实现本国高性能粉末盘的工程化
应用。
•
参考文献
[1] 邹金文, 汪武祥. 粉末高温合金研究进展与应用[J]. 航空 材料学报, 2007, 26(3): 244-250. [2] 国为民, 冯涤, 吴剑涛等. 镍基粉末高温合金冶金工艺的
下图是新型第三代粉末高温合金的热处理工艺曲线图。
图2 合金的热处理工艺曲线
粉末高温合金的发展前景
粉末高温合金的发展已经进行了近50年,在生产工艺 逐渐趋予成熟的条件下,今后一系列性能更为优异的合金
也将被相继开发出来,今后具体发展方向可分为以下几个
方面[5]: (1)粉末制备
粉末的制备包括制粉和粉末处理。目前,主要制粉工艺
除此之外,粉末高温合金的固结成形工艺还有真空烧结、
压力烧结、金属注射成形(MIM)以及喷射成形(Osprey) 工 艺。
热加工及热处理工艺 粉末高温合金的锻造成型主要是与热等静压和热挤压相 结合使用的,锻造变形主要可以消除PPB(原始颗粒边界)和
枝晶,还可以对夹杂起到破碎作用,由于在形变过程中晶粒
众所周知,高温合金的化学成分是非常复杂的。除杂
质元素外,一般都含有十几种合金元素。可根据它在合金中 的基本作用归纳为六个主要方面: (1)形成面心立方元素:镍、铁、钴和锰构成高温合金 的奥氏体基体γ。
(2)表面稳定元素:铬、铝、钛、钽。铬和铝主要提高
合金抗氧化能力,钛和钽有利于抗热腐蚀。
(3)固溶强化元素:钨、钼、铬、铌、钽和铝,溶解于 γ基体强化固溶体。 (4)金属间化合物强化元素:铝、钛、铌、钽、鉿和钨 形成金属间化合物Ni3Al、Ni3Nb、Ni3Ti等强化合金。
航空叶片材料——高温合金

高温合金高温合金又叫热强合金、超级合金。
按基体组织材料可分为三类:铁基、镍基和铬基。
按生产方式可分为变形高温合金与铸造高温合金。
按强化机理可分为碳化物强化、固溶强化、时效强化和弥散强化。
一般用于航空发动机耐高温材料的制造,特别是喷气发动机最后两级压气机和最初两级涡轮叶片、燃烧室、加力燃烧室、涡轮盘、涡轮叶片及紧固件的制造。
是重要战略物资,各航空大国都在极其保密的条件下研制。
随着科技事业的发展,高温合金逐渐形成六个较为完整的部分。
一、变形高温合金变形高温合金是指可以进行热、冷变形加工,工作温度范围-253~1320℃,具有良好的力学性能和综合的强、韧性指标,具有较高的抗氧化、抗腐蚀性能的一类合金。
按其热处理工艺可分为固溶强化型合金和时效强化型合金。
1、固溶强化型合金使用温度范围为900~1300℃,最高抗氧化温度达1320℃。
例如GH128合金,室温拉伸强度为850MPa、屈服强度为350MPa;1000℃拉伸强度为140MPa、延伸率为85%,1000℃、30MPa 应力的持久寿命为200小时、延伸率40%。
固溶合金一般用于制作航空、航天发动机燃烧室、机匣等部件。
2、时效强化型合金使用温度为-253~950℃,一般用于制作航空、航天发动机的涡轮盘与叶片等结构件。
制作涡轮盘的合金工作温度为-253~700℃,要求具有良好的高低温强度和抗疲劳性能。
例如:GH4169合金,在650℃的最高屈服强度达1000MPa;制作叶片的合金温度可达950℃,例如:GH220合金,950℃的拉伸强度为490MPa,940℃、200MPa的持久寿命大于40小时。
变形高温合金主要为航天、航空、核能、石油民用工业提供结构锻件、饼材、环件、棒材、板材、管材、带材和丝材。
二、铸造高温合金铸造高温合金是指可以或只能用铸造方法成型零件的一类高温合金。
其主要特点是:1. 具有更宽的成分范围由于可不必兼顾其变形加工性能,合金的设计可以集中考虑优化其使用性能。
粉末高温合金的研究与发展

前先进的航空发动机普遍采用了 IN100 、René95 、 L C Ast roloy 、M ERL76 、AP1 、U720 、ЭП741 НП、 RR1000 、René88D T 、N18 等粉末涡轮盘和压气 机 盘 。英 、法 、德等国也将粉末盘用于先进的飞机发动 机上 。美国于 1997 年将双性能粉末盘用于第四代 高性能发动机 。此外 ,粉末盘还用于航天火箭发动 机以及地面燃气 、燃气涡轮动力装置 。
第 6 期 张义文 : 粉末高温合金的研究与发展
·31 ·
合金 。 美国 P &WA 公司首先于 1972 年 ,采用氩气雾
化 (AA) 制粉 + 热挤压 ( HEX) + 等温锻造 ( ITF) 工 艺 (称为 Gaterezing 工艺) 研制成功了 IN100 粉末高 温合金 ,用作 F100 发动机的压气机盘和涡轮盘等 11 个部件 ,装在 F15 和 F16 飞机上 。该公司又于 1976 年采用直接热等静压 (As2HIP) 工艺研制出了 L C Ast roloy (低碳 Ast roloy) 粉末涡轮盘 ,以取代原 来的 Waspaloy 合 金 变 形 涡 轮 盘 , 1977 年 用 于 J T8D217R 和 TF230 发动机上 。1979 年该公司又研 制成功了 M ERL76 粉末涡轮盘 ,用于 J T9D 、J T10D ( PW2073) 等发动机 ,其中 J T9D217R 发动机于 1983 年装配在 B7472300 飞机 上 。美 国 GEA E 公 司 于 1972 年采用 AA 制粉 + As2HIP 工艺研制成功了 René95 粉末涡轮盘 ,于 1973 年首先用于军用直升 机的 T2700 发动机上 ,采用 As2HIP 工艺于 1978 年 又完成了 F404 发动机的压气机盘 、涡轮盘和鼓筒 轴 的 研 制 , 装 配 在 TF/ A218 飞 机 上 , 之 后 As2 HIPRené95 粉 末 盘 应 用 于 CF6280C2 、CFM56 和 F101 发动机上 。1980 年一架装有 F404 发动机的 TF/ A218 飞 机 由 于 低 压 涡 轮 盘 破 裂 失 事 后 , 对 René95 粉末盘的制造工艺进行了调整 ,采用 HIP + ITF 或 HEX + ITF 工艺 ,调整后的 René95 粉末盘 用于 F404 、F101 和 F110 发动机上 。T2700 发动机 上的 René95 合金零件至今仍全部采用 As2HIP 工 艺生产 ,使用中未出现任何问题 。美国 Special Met2 als 公司研制的 U720 粉末盘也已在发动机上使用 。
【研究】GH4099(GH99)航空材料

上海钢研-张工:158–O185-9914GH4099(GH99)是一种高合金化的镍基时效板材合金,用钴、钨、和铝、钛等元素综合强化,使合金具有较高的热强行,900℃以下可以长期使用,最高工作温度可达1000℃。
该合金组织稳定,并具有满意的冷热加工成型和焊接工艺性能,适合于制造航空发动机燃烧室和加力燃烧室等高温板材承力焊接结构件,用该合金制造的大型板材结构件,可在固溶处理后不经时效处理直接使用。
主要产品有板材和丝材,也可以生产板材和锻件。
GH4099(GH99)概述GH4099(GH99) 热处理制度板材经1140~1160℃,空冷处理;焊丝经1100~1140℃,空冷处理。
GH4099(GH99) 品种规格与状态供应的冷轧薄板δ0.8~4.0mm的冷轧薄板和d0.3~10mm的冷拉丝材,均固溶处理和碱酸洗后供应。
GH4099(GH99) 熔炼与铸造工艺合金采用真空感应炉加电渣重熔工艺生产。
GH4099(GH99) 应用概况与特殊要求用该合金板材制成的航空发动机加力可调喷口壳体,已经过长期使用考核,并投入批量生产,可减轻发动机重量和延长寿命。
1.1、材料牌号GH4099(GH99)1.2、GH4099(GH99)相近牌号ЭП693,ХН68МВКТЮР(俄罗斯)工艺性能与要求编辑3.1、成形性能3.1.1、合金锻造装炉温度≤700℃,加热温度1120~1160℃,开锻温度不低于1050℃,终锻温度不低于980℃。
板坯热轧加热温度1110~1150℃,终轧温度不低于850℃。
板材荒轧加热温度1130~1150℃,精轧加热温度为1110~1130。
3.1.2、合金的极限深冲系数为2.08,极限翻遍系数为1.64,最小问去半径小于0.77δ,极限旋薄率为 71.7%3.1.3、当冷变形两位30%时,板材的开始再结晶温度为900℃,完全再结晶温度为1080℃。
3.2 、焊接性能合金具有满意的焊接工艺性能,十字塔接焊接裂纹倾向性小于15%,可以用手工氩弧焊、自动钨级氩弧焊、缝焊和点焊等方法进行联合焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 ЭП741НП 合金新应用
俄 罗 斯 在 РД-33 和 АЛ-31Ф 高 性 能 航 空
图2 ПС90А2发动机用 ЭП741НП 合金盘坯
几年前已开 始 在 АИ222 和 Д27 发 动 机 上 试 验 ЭП741НП 合 金 盘 件。1 台 АИ222 发 动 机 用 3
本文对 ЭП741НП 高 温 合 金 的 最 新 应 用 以 及 ЭП962НП 和 ВВП 系列 高 温 合 金 的 研 制 进 展 作 一 介绍。
图 1 俄 罗 斯 粉 末 高 温 合 金 盘 和 轴 的 产 量[4]
发 动 机 上 大 量 使 用 了 ЭП741НП 合 金 盘 件 。 这 里 主要 介 绍 近 几 年 ЭП741НП 合 金 盘 件 在 ПС90А2、 АИ222 以 及 Д27 发 动 机 上 的 试 验 及 使 用 情 况 。
20世 纪 80 年 代 研 制 出 ЭП962П 和 ЭП975П 粉末高温合金,90年代初研制出 ЭП962НП 粉末高 温合金[3],进入21世 纪 又 研 制 出 ВВП 系 列 粉 末 高 温合金。俄罗斯粉末高温合金的发展经历了三个阶 段:截 至 1992 年 为 第 一 阶 段,此 阶 段 为 快 速 增 长 时 期 ,其 中 1989 年 产 量 最 高 ,为 2183 件 ;从 1993 年 至 2000 年 为 第 二 阶 段 ,此 阶 段 为 “停 滞 ”时 期 。1991 年 前苏联解体后,用于 МиГ-29战斗机的 РД-33发 动机的产量急剧下 降,因 此 粉 末 盘 的 产 量 也 随 之 大 幅度下 滑,从 1993 年 到 2000 年 粉 末 盘 的 生 产 几 乎 处于 停 滞 状 态,但 从 2001 年 粉 末 盘 的 生 产 开 始 回 升;从 2001 年 至 今 为 第 三 阶 段,此 阶 段 为 恢 复 发 展 时期(图1)[4]。 俄 罗 斯 粉 末 高 温 合 金 已 在 РД-33 系列和 АЛ-31Ф 系列等多种型号的 军 用 和 民 用 航 空 发 动 机 上 得 到 应 用,其 中 使 用 最 多 的 是 ЭП741НП 合金。30 多 年 间 粉 末 盘 没 有 发 生 任 何 事故。
ЭП741НП,but toughness is inferior to that of ЭП741НП.The discs of ВВ752П and ВВ753Пsuperalloys are presently in trial manufacturing stage,while the discs ofВВ751П andВВ750Пsuperalloys for turbines and compressors have been in commercial batch produc- tion stage. Key words:PM superalloy;Russia;aircrft engine;turbine disc;ЭП741НП superalloy; ЭП962НПsuperalloy;ВВПseries superalloys
备注
5000
技术条件保证的
7148
实 测 (平 均 值 )
2002~2006 年 期 间,ВИЛС 出 厂 检 验 和 乌 克 兰《Прогресс》发动机 设 计 局 入 厂 复 验 的 ЭП741НП 合金盘坯的室温力学性能和 650℃ 下 的 持 久 性 能 数
据见表3[5]。《Прогресс》发 动 机 设 计 局 入 厂 复 验 的 ЭП741НП 合金盘坯650℃ 下 的 低 周 疲 劳 性 能 数 据 见表 4[5]。
Abstract:The properties and service conditions of powder metallurgy(PM )superalloy ЭП741НПforПС90А2,АИ222and Д27engines,and recent developments of PM superal- loyЭП962НП and BBП series(ВВ750П,ВВ751П,ВВ752П andВВ753П)designed for the fifth generation and fifth-and-one-half generation of aircraft engine(Russia division)were in- troduced.The PM superalloy discs are produced by directly hot isostatic pressing(AS-HIP) powders atomized by plasma rotating electrode process(PREP).Four components made of ЭП741НП with the powder size of <100μm are obtained,their properties are superior to that ofЭП741НПcomponents applied inАЛ-31Фengine.ThreeЭП741НПcomponents ap- plied in АИ222engines and fourЭП741НП components applied in Д27engines reach the corresponding specification requirements.The training planeЯк-130assembled withАИ222- 15Сengine pass the flight test and put into service.Tensile strength,stress rupture strength at 650℃ and LCF properties of ВВП series PM superalloys are superior to that of
收 稿 日 期 :2012-04-17 作 者 简 介 :张 义 文 (1964- ),男 (汉 ),内 蒙 古 呼 伦 贝 尔 市 人 ,教 授 级 高 工 ,主 要 从 事 粉 末 冶 金 高 温 合 金 的 研 究 。
· 38 ·
粉末冶金工业 第22卷
RECENT DEVELOPMENTS OF POWDER METALLURGY SUPERALLOY IN RUSSIA
ZHANG Yi-wen,CHI Yue (High Temperature Materials Research Institute,CISRI,Beijing 100081,China)
表1 ПС90А2发动机用 ЭП741НП 合金盘坯尺寸[4]
盘坯名称 盘坯代号 盘 坯 尺 寸/mm
高压涡轮盘 ДП591
550.5×101
低压涡轮盘 ДП592
550.5×129
高压盘的导风轮和后封严环 ДП593
534×53
中间盘 ДП594 541×80
σb/MPa 1450 1505
粉末冶金高温合金主要用于制造航空发动机的 涡轮盘、压 气 机 盘 和 鼓 筒 轴 等 高 温 承 力 转 动 部 件。 美国和俄罗斯在粉 末 冶 金 高 温 合 金 的 研 发、生 产 及 应用 方 面 处 于 领 先 地 位。 俄 罗 斯 于 1965 年 开 始 研 发粉末冶 金 高 温 合 金,1973 年 全 俄 轻 合 金 研 究 院 (ВИЛС)建立了 粉 末 高 温 合 金 研 发 实 验 室,开 始 研 制粉末冶金高温 合 金 盘 件。ВИЛС 从 1981 年 开 始 工业 批 生 产 和 提 供 军 用 飞 机 用 ЭП741НП 涡 轮 盘 和轴,从1984年开始批生产民用飞机用 ЭП741НП 涡轮盘 。 [1,2] 其 生 产 工 艺 不 同 于 美 国 等 西 方 国 家, 为等离子旋转电 极 工 艺(PREP)制 粉 + 直 接 热 等 静 压 (As-HIP)成 形 。
σ0.2/MPa 1020 1062
表2 ПС90А2发动机用 ЭП741НП 合金盘坯性能[4]
室温性能 δ/% 16.0 25.6
ψ/% 18.0 26.7
Akcu2/J 32.0 47.2
持久 τ6150020℃MPa/h
100 341
低 周 疲 劳 (f=1Hz) N6150000℃MPa/周 次
张 义 文 ,迟 悦
(钢铁研究总院高温材料研究所,北京 100081)
摘 要:介绍了俄罗斯近几年用 于 ПС90А2、АИ222 和 Д27 航 空 发 动 机 的 ЭП741НП 粉 末 高 温合金盘件的性能及使用情况,以及 ЭП962НП 和为第5 代 以及 第 5 代半(俄 罗 斯 划 分)航 空 发动机设计的 ВВП 系列(ВВ750П、ВВ751П、ВВ752П、ВВ753П)粉 末 高 温 合 金 的 研 制 最 新 进 展。俄罗斯采用等离子旋转电极工艺(PREP)制粉 + 直 接热等静 压(As-HIP)成 形 制 造 粉 末 高温合金盘件。使用粒度为<100μm 的粉末,为 ПС90А2发动机研制的 4 个 ЭП741НП 合 金 盘件,其性能优于 АЛ-31Ф 发动机上使用的 ЭП741НП 合金盘件性能。为 АИ222航 空 发 动 机研制的3个 ЭП741НП 合金盘件以及为 Д27航空发动机研制的4个 ЭП741НП 合金盘件, 其性能达到了技术文件的要 求。 俄 罗 斯 装 配 АИ222-15С 发 动 机 的 Як-130 教 练 机 通 过 了 飞行试验,并已交付使用。ВВП 系列粉末高温合金的抗拉强度、650℃下的持 久强 度 以 及 低周 疲劳性能均优于 ЭП741НП 合金,但韧性比 ЭП741НП 合 金 低。ВВ752П 和 ВВ753П 合 金 盘 件目前处于试制阶段,用于航空发动机涡轮和压 气机的 ВВ751П、ВВ750П 合 金盘件已 开 始 工 业试验批生产。 关键词:粉末冶金高温合金;俄 罗 斯;航 空 发 动 机;涡 轮 盘;ЭП741НП 合 金;ЭП962НП 合 金;ВВП 系列合金 中 图 分 类 号 :TF125.4 文 献 标 识 码 :A 文 章 编 号 :1006-6543(2012)05-0037-09