砂轮种类与用途演示文稿
砂轮的种类与性能

一、砂轮的种类与性能(一)、概况砂轮是磨削加工中最主要的一类磨具。
砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。
砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。
(二)、砂轮的分类砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。
(三)、砂轮的属性砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。
砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。
1、磨料及其选择磨料是制造砂轮的主要原料,它担负着切削工作。
因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。
常用磨料的名称、代号、特性和用途见表1 。
表1 常用磨料2、粒度及其选择粒度指磨料颗粒的大小。
粒度分磨粒与微粉两组。
磨粒用筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表示。
例如 60 # 粒度的的磨粒,说明能通过每英寸长有 60 个孔眼的筛网,而不能通过每英寸 70 个孔眼的筛网。
120# 粒度说明能通过每英寸长有120 个孔眼的筛网。
对于颗粒尺寸小于40μm(微米,1毫米=1000微米)的磨料,称为微粉。
微粉用显微测量法分类,它的粒度号以磨料的实际尺寸来表示( W )。
各种粒度号的磨粒尺寸见表2 。
磨料粒度的选择,主要与加工表面粗糙度和生产率有关。
粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用较粗的磨粒。
因为磨粒粗、气孔大,磨削深度较大,砂轮不易堵塞和发热。
精磨时,余量较小,要求粗糙度值较低,可选取较细磨粒。
一般来说,磨粒越细,磨削表面粗糙度越好。
不同粒度砂轮的应用见表3 。
《砂轮种类与用途》课件

欢迎来到《砂轮种类与用途》的PPT课件。本课程将介绍砂轮的常见材料、 形状分类,以及如何选择和使用砂轮。让我们一起探索砂轮的奥秘吧!
常பைடு நூலகம்的砂轮材料
氧化铝砂轮
耐磨性强,适用于金属材 料的修整和打磨。
碳化硅砂轮
热传导性好,适用于陶瓷、 玻璃等硬质材料的加工。
氮化硼砂轮
耐高温,适用于金属加工 及热处理过程中的磨削。
保养和储存
注意砂轮的保养和储存,延 长使用寿命。
注意事项和安全知识
1 穿戴个人防护装备
包括护目镜、手套和安 全靴等。
2 确保工作区域安全
清理杂物,确保无碍事 物。
3 掌握正确操作技巧
遵守砂轮使用要求,避 免意外。
总结和提高建议
通过学习砂轮的种类和用途,我们可以更好地选择和使用砂轮,在加工工作中提高效率和质量。让我们 努力成为砂轮的专家吧!
不同材料的砂轮特点
氧化铝砂轮
耐高温,耐磨性强,适用于 普通金属加工。
碳化硅砂轮
优异的热传导性,适用于陶 瓷、玻璃等硬质材料的加工。
氮化硼砂轮
优秀的耐磨性和耐高温性, 适用于金属磨削及热处理。
砂轮的形状分类
平砂轮
用于平面的修整和磨削工作。
圆柱砂轮
适用于圆柱表面和孔的加工。
杯砂轮
用于工件边沿和小面积的修磨。
碗砂轮
适用于工件曲面的修整和磨削。
不同形状的砂轮用途
1 平砂轮
用于大面积的修整和磨削。
3 杯砂轮
用于工件边沿和小面积的修磨。
2 圆柱砂轮
适用于圆柱表面和孔的修整和磨削。
4 碗砂轮
适用于工件曲面的修整和磨削。
砂轮的选择与使用
砂轮片按所用磨料的种类之欧阳歌谷创编
砂轮磨料品种、代号及其应用范围欧阳歌谷(2021.02.01)砂轮片的分类砂轮片按所用磨料可分为普通磨料(刚玉和碳化硅等)砂轮和天然磨料超硬磨料和(金刚石和立方砂轮氮化硼等)砂轮;金刚石砂轮以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成的中央有通孔的圆形固结磨具称作金刚石砂轮(合金砂轮)。
金刚石砂轮结构一般由工作层、基体、过渡层三部分组成。
工作层又称金刚石层,由磨料、结合剂和填料组成,是砂轮的工作部分。
过渡层又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分。
不锈钢砂轮片不锈钢砂轮片是一款专业切割不锈钢的砂轮片,想必大家都知道,不锈钢是一种比较硬的材质,想要把它切断,那种厚的砂轮片难度非常大。
砂轮的特性参数主要有磨料、粘度、硬度、结合剂、形状、尺寸等。
砂轮片型号砂轮片上面有写明规格,印刷上面都可以看到比如A30Q4BF这样的字样,这个说明很多东西。
首先A代表了磨料棕刚玉,磨料还有其他的WA白刚玉 BA黑刚玉等。
A后面的30是代表粒度,细的粒度磨的光滑一些,表面粗糙程度较低,但是磨的速度慢;粗的粒度呢表面粗糙程度较大,但是磨的快。
Q代表硬度。
4代表组织号。
最厚的BF代表树脂结合剂砂轮片规格砂轮片有不同的的形状和尺寸,适用于不同的磨削加工。
砂轮片由此旋转时受到很大的离心力的作用,如果没有足够的强度,砂轮片就会爆裂而引起严重事故。
离心力的大小与砂轮片圆周速度的平方成正比,所以当砂轮片圆周速度增人到—定数值别,离心力就会超过砂轮强度所允许的范围,使砂轮片爆裂,故各种砂轮片都规定了安全工作速度,具速度要远低个砂轮片爆裂的速度。
砂轮片的安全工作速度在砂轮片上以最高工作速度标识,其安全系数为1.51. 磨料及其选择原则磨料是砂轮的基本材料,在磨削时主要起切削的作用。
磨料硬度是指磨料这种物质本身所具有的硬度。
磨料分为天然磨料和人造磨料两大类。
天然磨料包括:石英、石榴石、天然刚玉及天然金刚石等。
磨床砂轮的种类
磨床砂轮的种类
磨床砂轮是一种用于磨削金属和非金属材料的工具。
磨床砂轮的种类繁多,下面我们将介绍几种常见的砂轮。
1. 碳化硅砂轮
碳化硅砂轮是一种使用碳化硅颗粒制成的砂轮。
它具有高硬度、高强度、高耐热性和高耐磨性等特点,广泛应用于磨削钢、灰铸铁、铸钢、硬质合金等材料。
2. 氧化铝砂轮
氧化铝砂轮是一种使用氧化铝颗粒制成的砂轮。
它具有高硬度、高强度、高耐热性和高耐磨性等特点,广泛应用于磨削钢、铸铁、铝合金等材料。
3. 普通砂轮
普通砂轮是一种使用氧化铁、氧化铝等颗粒制成的砂轮。
它具有较低的硬度和强度,适用于磨削一些较软的材料,如铸铁、黄铜、铜等。
4. 超硬砂轮
超硬砂轮是一种使用金刚石和立方氮化硼等超硬材料制成的砂轮。
它具有极高的硬度和强度,广泛应用于磨削硬质合金、陶瓷、玻璃等材料。
5. 磨削切削砂轮
磨削切削砂轮是一种用于磨削和切削的多功能砂轮。
它既可以进行表面磨削,又可以进行切削和开槽等操作,广泛应用于汽车零部件、航空零部件、机械零部件等制造领域。
6. 异形砂轮
异形砂轮是一种根据不同需求和加工要求而设计的砂轮。
它可以根据加工对象的形状和尺寸进行定制,广泛应用于汽车轮毂、发动机缸盖、曲轴等复杂零部件的加工中。
7. 内圆砂轮
内圆砂轮是一种用于磨削内圆表面的砂轮。
它可以磨削出各种复杂的内圆形状,广泛应用于轴承、齿轮、轴等零部件的加工中。
不同种类的磨床砂轮具有不同的特点和应用范围。
在选择磨床砂轮时,需要根据加工对象的材料和形状来选择合适的砂轮,以获得最佳的加工效果。
砂轮种类与用途

2021年7月12日
41
【砂輪的規格】
粒度:
表示磨料顆粒大小,以每1英吋長度上 有多少篩孔數目之近似值。
結合度:
是指保持磨料的能力,又稱為硬度。 指能抵抗磨料顆粒從砂輪上撕裂的壓 縮力、剪斷力、衝擊力的強弱程度。
2021年7月12日
25
【刀刃離隙面表面粗糙度實驗】
砂輪粒度對離隙面表面粗糙度影響:
當砂輪粒度愈高時,所得到之表面粗糙度相對較佳。 相同砂輪粒度,進給率變小時,所得到之表面粗糙度 相對較佳。
2021年7月12日
26
【刀刃離隙面表面粗糙度實驗】
磨削速度對離隙面表面粗糙度影響:
磨削速度固定時,進給速率愈快,離隙面表面粗糙度愈差。 砂輪粒度愈高時,磨削速度對於表面粗糙度影響相對減少。
目地
可以製成緊密或鬆散的不同密度砂輪, 以適合不同的研磨狀況。 使砂輪的磨料顆粒磨鈍後能迅速崩碎, 而使新刃露出繼續研磨。
35
【組織與氣孔】
組織密則氣孔少,組織鬆則氣孔多。 氣孔多雖然結合度弱,但有較大的切屑空間, 可提高切削效果。 氣孔大、孔數少稱為粗砂輪;氣孔小、孔數多 稱為密砂輪。
2021年7月12日
必須具有化學的不活性。
2021年7月12日
8
【磨料特性】
結晶構造之比較
2021年7月12日
9
【磨料特性】
硬度
2021年7月12日
10
【磨料特性】
熱傳導率
2021年7月12日
11
【磨料特性】
熱安定性
2021年7月12日
磨床砂轮规格和型号和用途
磨床砂轮规格和型号和用途磨床砂轮是一种用于磨削金属和其他材料的工具,它通过旋转和摩擦来去除工件上的材料并达到所需的加工精度和表面质量。
磨床砂轮的规格和型号决定了其适用于不同种类工件和加工要求的能力。
在下面的回答中,我将详细介绍磨床砂轮的规格和型号,以及它们的主要用途。
一、磨床砂轮规格磨床砂轮的规格通常由直径、厚度和孔径来标识。
例如,一个规格为400mm×40mm×203mm的砂轮,表示直径为400mm,厚度为40mm,孔径为203mm。
以下是一些常见的砂轮规格:1. 直径:砂轮的直径决定了其能够加工的最大工件尺寸。
通常直径可从20mm 到1500mm不等,常见的规格包括100mm、150mm、200mm、250mm等。
2. 厚度:砂轮的厚度决定了其能够达到的加工深度和加工效率。
厚度一般从4mm到150mm不等,常见规格有20mm、25mm、30mm等。
3. 孔径:砂轮的孔径决定了其安装于磨床主轴上的尺寸。
孔径的常见规格包括20mm、25mm、32mm、50mm等。
二、磨床砂轮型号磨床砂轮的型号通常用字母和数字来表示,不同的型号代表了不同的磨削特性和适用范围。
以下是一些常见的砂轮型号:1. A型砂轮:高温热处理后具有较好的切削性能,适用于对精度要求不高的一般加工。
2. B型砂轮:由于含有较多粘结剂,因此具有较高的强度和硬度,适用于较硬材料的淬火磨削。
3. C型砂轮:切削性能比A型和B型砂轮更好,适用于对精度要求较高的细加工。
4. D型砂轮:具有较好的切削性能和耐热性能,适用于高速磨削和加工温度较高的工件。
5. E型砂轮:具有较好的自锋磨削性能,适用于高硬度材料和超精密磨削。
6. F型砂轮:具有较好的自锋磨削性能和切削性能,适用于对精度要求较高的超精密磨削。
三、磨床砂轮用途磨床砂轮适用于各种金属和非金属材料的磨削加工,广泛应用于机械制造、模具制造、航空航天、汽车制造等行业。
以下是一些常见的应用领域:1. 粗磨和半粗磨:对工件进行初次磨削,去除材料表面的粗糙度和氧化层。
机械加工常用磨床使用砂轮的选择与应用
机械加工常用磨床使用砂轮的选择与应用磨床是一种机械加工设备,广泛应用于各个行业的零件加工中。
而砂轮则是磨床上使用的磨削工具,其选择与应用直接影响着加工效果和加工质量。
本文将从砂轮的材质、结构、粒度等方面进行详细讲解。
1.砂轮的材质砂轮的材质通常有氧化铝砂轮、碳化硅砂轮和金刚石砂轮三种。
氧化铝砂轮适用于磨削普通钢、铸铁等材料,碳化硅砂轮适用于磨削硬化钢、高速钢等材料,金刚石砂轮适用于磨削硬质合金、陶瓷等材料。
2.砂轮的结构砂轮的结构包括砂轮结合剂和砂轮孔型。
砂轮结合剂有陶瓷结合剂、树脂结合剂和橡胶结合剂等。
不同的结合剂适用于不同的磨削工件和磨削过程。
砂轮孔型有平面砂轮、弯曲砂轮和碗状砂轮等。
不同的砂轮孔型适用于不同的磨削形状和工件。
3.砂轮的粒度砂轮的粒度是指砂轮中磨料的粗细程度。
粒度越细,表面质量越高;粒度越粗,磨削效率越高。
根据加工要求,选择合适的砂轮粒度可以提高加工效率和加工质量。
(1)对于精加工要求高的工件,选择粒度较细、结合剂硬度较高的砂轮,可提高磨削精度和表面质量。
(2)对于加工硬质材料的工件,选择碳化硅砂轮和金刚石砂轮,可提高耐磨性和磨削效率。
(3)对于加工高温合金材料的工件,选择能承受高温的砂轮,可提高磨削寿命和稳定性。
(4)对于薄壁工件和形状复杂的工件,选择柔软的砂轮结合剂和碗状砂轮,可避免加工过程中的振动和变形。
(5)在磨削过程中,要合理选择磨削参数和润滑方式,避免过高的磨削温度和过大的砂轮磨损。
总之,砂轮的选择与应用是机械加工过程中必不可少的一环。
通过合理选择砂轮的材质、结构和粒度,结合实际加工要求,可以提高加工效率和加工质量,降低加工成本,达到更好的加工效果。
因此,在使用砂轮进行机械加工时,必须对砂轮的选择与应用有一定的了解和认识。
砂轮种类与性能介绍

其他特殊砂轮
树脂结合剂砂轮
适用于干磨和易产生热量 的磨削加工,具有自锐性 好、不易堵塞等优点。
金属结合剂砂轮
适用于重载和冲击负荷下 的磨削加工,具有较高的 强度和韧性。
橡胶结合剂砂轮
适用于抛光和研磨加工, 具有弹性好、不易烧伤工 件表面等优点。
PART 03
砂轮性能参数
硬度
砂轮的硬度是指砂轮表面上的磨粒在磨削力作用下脱落的难易程度。
砂轮的硬度对磨削性能有很大影响,太硬可能导致磨粒不易脱落而形成堵塞,太软 则可能使磨粒脱落过快而不能充分发挥切削作用。
砂轮硬度的选择需根据被磨材料的硬度、磨削用量和工艺要求等因素综合考虑。
粒度
粒度是指磨粒的大小,以磨粒 能通过每英寸长度上多少个孔 眼的数字来表示。
粒度对砂轮的磨削性能有很大 影响,粒度越细,磨削表面粗 糙度越低,但磨削效率也越低。
加工
对固化后的砂轮进行精加工,包括修整、平 衡和检测等,以确保其精度和性能。
关键设备介绍
混料机
用于将磨料、结合剂和填料按照一定 比例进行混合的设备,确保原料的均 匀性和一致性。
成型机
用于将混合好的原料放入模具中进行 压制或注射成型的设备,得到砂轮的 初步形状。
固化炉
用于对成型后的砂轮进行加热或化学 处理的设备,使其固化成型,提高强 度和硬度。
金刚石砂轮
适用于硬质合金、陶瓷、玻璃等超硬 材料的磨削,硬度极高,耐磨性极好 。
立方氮化硼砂轮
适用于高速钢、轴承钢等难加工材料 的磨削,硬度高,热稳定性好。
高速砂轮
高速钢砂轮
适用于高速切削加工,具有较高的切削速度和切削效率。
陶瓷结合剂高速砂轮
适用于高速、高效、高精度的磨削加工,具有优异的耐磨性和热稳定性。
砂轮种类与性能介绍

© 2010, Belton Technology Group. All rights reserved.
16
平衡问题 砂轮的不平衡主要是由砂轮的制造和安装不准确,使砂轮重心与回转轴不重合而引起的。 不平衡造成的危害主要表现在两个方面,一方面在砂轮高速旋转时,引起振动,易造成工件表面产生 多角形振痕;另一方面,不平衡加速了主轴的振动和轴承的磨损,严重时会造成砂轮的破裂,甚至造 成事故。因此,要求直很大大于或等于200mm的砂办公楼装上卡盘后应先进行静平衡,砂轮在经过整 形修整后或在工作中发现不平衡时,应重复进行静平衡。 匹配问题 匹配问题主要是指卡盘与砂轮的安装配套问题。按标准要求,砂轮卡盘直径不得小于被 安装砂办公楼直径的1/3,且相应规定砂轮磨损到直径比卡盘直径大10mm时应更换新砂轮。这样就 存在一个卡盘和砂轮的匹配问题,否则会出现这样的情况,“大马拉小车”造成设备和材料的浪费; “小马拉大车”又不符合安全要求,易造成人身事故。因此,卡盘与砂轮的合理匹配,一方面可以节 约设备,切约材料;另一方面又符合安全操作要求。此外,在砂轮与卡盘之间还应加装直径大于卡盘 直径2mm,厚度为1mm~2mm的软垫。 防护问题 防护罩是砂轮机最主要的防护装置,其作用是:当砂轮在工作中因故破坏时,能够有效地 罩住砂轮碎片,保证人员的安全。砂轮防护罩的形状有圆形和方形两种,其最大开口角度不允许超过 90°;防护罩的材料为抗拉强度不低于415N/mm2的钢。更换新砂轮时,防护罩的安装要牢固可靠,并 且防护罩不得随意拆卸或丢弃不用。 挡悄屏板是砂轮机的主要防护附件之一,防护罩在主轴水平 面以上开口大于等于30(时必须设此装置。它的主要功能是用来遮挡磨削过程中的飞悄,以免伤及操作 人员。它安装于防护罩开口正端,宽度应大于砂轮防护罩宽度,并且应牢固地固定在防护罩上。此外, 要求砂轮圆周表面与档板的间隙应小于6mm。 托架问题 托架是砂轮机常用的附件之一,按规定砂轮直径在150mm以上的砂轮机必须设置可调托 架。砂轮与托架之间的距离应小于被磨工件最小外形尽寸的1/2,但最大不应超过3mm。 接地问题 砂轮机使用动力线,因此设备的外壳必须有良好的接地保护装置。这也是易造成事故的重 要因素之一。
砂轮种类与用途PPT优质课件

砂轮的磨削性能
——硬度
•硬度
–表示砂轮的保持磨料的能力或称砂轮的结合强度。 也指砂轮在研磨时能够抵抗磨粒从砂轮上撕裂的压 缩力、剪断李、冲击力等磨削力的强弱程度。
•自生做用
–当砂轮颗粒磨钝时,因不断崩裂而产生新刃乃至失 去作用而脱落,从而又露出新磨料。
砂轮的磨削性能
——硬度
硬度的表示
所适谓于磨 磨削不一是锈般高钢速、用旋高转速英中钢文用等磨韧字料性轮大母来硬A磨度表除高金的示属材最的料加软工。,顺序至Z表示最硬。
砂轮的磨削性能
——硬度
软砂轮与硬砂轮对比
应用广泛,适用于 v<35m/s的各种成形磨削、磨齿轮、磨螺纹等 适用于各种抗拉强度高的金属材料 适于磨不锈钢、高速钢等韧性大硬度高的材料 2、砂轮接触面积大时因选择粗一些,以减少发热量,例如端面磨削砂轮粒度要比其他粗一些。 将磨粒结合起来并使得砂轮在一定的速度下能安全回转。 必须具有耐热性,磨粒在磨削过程所产生的高温中不熔化、变质。 适用于高速和超高速磨削,轴承钢、高速钢、耐热钢等 多结晶黑褐色氧化铝(44A)
磨料的种类
氧化铝
•黑色氧化铝(A) •白色氧化铝(WA) •淡红色氧化铝(PA) •单结晶灰白色氧化铝(HA) •多结晶黑褐色氧化铝(44A)
–碳化矽系列
•黑色碳化矽(C) •绿色碳化矽(GC)
–超级磨料
•立方晶氮化硼(CBN)
•钻石(SDC)
砂轮的磨削性能
– 决定砂轮磨削性能的五大因素 –磨料性能 –粒度大小 –硬度高低 –组织 –结合剂性能
韧性和成形性好、强度大、但自锐性差 粗类(W)10、11、12、13、14 在加工受力时具有不易变形和不易磨损的特质。 单结晶灰白色氧化铝(HA) 磨削砂轮的作用就相当于一把多刃口的刀具,由坚硬锋利的磨粒来代替刀齿,将大量磨粒粘结在一起就组成了一个有无数个切削刃的 切削刀具,经过高速转动的机械动作,加上砂轮不断自生的微细而坚硬锋利的颗粒与磨屑空隙,每一个磨粒均能发挥切削的作用。 将熔炼的结晶块打碎、辊压和处理,再筛选分出不同大小的颗粒的微粉,其中颗粒大小以数字表示,称之为粒度 适于磨不锈钢、高速钢等韧性大硬度高的材料 多结晶黑褐色氧化铝(44A) 在加工受力时具有不易变形和不易磨损的特质。 硬度和韧性都比白刚玉高,自脱性好
砂轮的规格与选择(砂轮的选择方法)(可编辑修改word版)

砂轮的种类与性能一、砂轮的种类与性能(一)、概况砂轮是磨削加工中最主要的一类磨具。
砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。
砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。
(二)、砂轮的分类砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。
先有个感性认识,砂轮示例:白刚玉砂轮棕刚玉砂轮绿碳化硅砂轮(三)、砂轮的属性金刚石砂轮砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。
砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。
1、磨料及其选择磨料是制造砂轮的主要原料,它担负着切削工作。
因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。
常用磨料的名称、代号、特性和用途见表 1。
类别名称代号特性用途氧化物系棕刚玉A(GZ)含91~96%氧化铝。
棕色,硬度高,韧性好,价格便宜磨削碳钢、合金钢、可锻铸铁、硬青铜等白刚玉WA(GB)含97~99%的氧化铝。
白色,比棕刚玉硬度高、韧性低,自锐性好,磨削时发热少精磨淬火钢、高碳钢、高速钢及薄壁零件碳化物系黑色碳化硅C(TH) 含95%以上的碳化硅。
呈黑色或深蓝色,有光泽。
硬度比白刚玉高,性脆而锋利,导热性和导电性良好磨削铸铁。
黄铜、铝、耐火材料及非金属材料2、粒度及其选择粒度指磨料颗粒的大小。
粒度分磨粒与微粉两种类型。
磨粒用筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表示。
例如60#粒度的的磨粒,说明能通过每英寸长有60 个孔眼的筛网,而不能通过每英寸70 个孔眼的筛网。
120#粒度说明能通过每英寸长有 120 个孔眼的筛网。
砂轮种类与用途58页PPT文档
2020/1/7
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
25
【刀刃离隙面表面粗糙度实验】
砂轮粒度对离隙面表面粗糙度影响:
当砂轮粒度愈高时,所得到之表面粗糙度相对较佳。 相同砂轮粒度,进给率变小时,所得到之表面粗糙度 相对较佳。
2020/1/7
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
26
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
5
2020/1/7
【砂轮的研磨性能】
决定砂轮研磨性能五大因素
磨料(Abrasives) 粒度(Grain Size) 结合度(硬度)(Grade) 组织(Structure) 结合剂(Bond)
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
6
2020/1/7
磨料(Abrasive):
直接对工件发生研磨作用的粒刃。
结合剂(Bond):
产生磨料颗粒间的结合力、保持力,并 使砂轮在一定的速度下能安全回转。
气孔(Pore):
磨料与结合剂以外的间隙,可帮助磨屑 的排除,并保持研磨效果。
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
4
【砂轮的构造】
2020/1/7
§砂轮种类与用途§
2020/1/7
国立虎尾科技大学 机械与计算机辅助工程系
钟林树
【课程大纲】
一、前言 二、砂轮的基本认识 三、砂轮的标示方法 四、砂轮各部位名称 五、砂轮之分类及其规格
2020/1/7
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
2
2020/1/7
【前言】
磨削定义
所谓磨削,系高速旋转中之磨料轮来磨 除金属之加工
19
砂轮的种类

砂轮的种类
嘿,朋友们!今天咱就来聊聊砂轮这玩意儿。
砂轮啊,就像是一位默默奉献的工匠,在各种加工领域里大显身手呢!
你看啊,砂轮有好多种类呢。
就说那陶瓷砂轮吧,它就像个坚韧不拔的战士,特别耐磨,能对付各种硬材料,那叫一个厉害!还有树脂砂轮,它就比较灵活啦,就像个小精灵,能适应不同的加工需求呢。
再说说金刚石砂轮,哇哦,这可真是个宝贝呀!它就像是一把锋利无比的宝剑,专门用来攻克那些超硬的材料,什么宝石啦、陶瓷啦,在它面前都得乖乖听话。
这要是没有金刚石砂轮,好多精细的加工活儿可都没法干啦!
还有那碳化硅砂轮呢,它就如同一位经验丰富的老手,处理起各种工件来那是游刃有余。
它能把工件打磨得光滑又漂亮,让它们焕发出新的光彩。
你想想看,要是没有这些各种各样的砂轮,我们的生活得失去多少便利呀!没有它们帮忙打磨、切割、修整,那些漂亮的家具怎么能做得出来?那些精密的机械零件又怎么能生产得出来呢?
砂轮们虽然不会说话,但它们一直在默默地付出呀。
它们在工厂里日夜不停地工作着,为我们创造出一个又一个精美的物品。
它们难道不像是一群勤劳的小蜜蜂吗?
而且哦,不同的砂轮还有不同的脾气呢!有的需要小心伺候,不能让它太劳累;有的则特别皮实,怎么用都没事。
咱可得好好了解它们的脾气,才能让它们更好地为我们服务呀!
咱在选择砂轮的时候可得长点心呀,要根据自己的需求来选。
要是选错了,那可就麻烦啦,就好比让一个大力士去干绣花的活儿,那能行吗?所以啊,一定要选对砂轮,才能让工作事半功倍呢!
总之呢,砂轮的种类可真是丰富多彩呀!它们在我们的生活和工作中都扮演着非常重要的角色。
让我们好好珍惜这些小小的砂轮,让它们发挥出最大的作用吧!。
砂轮种类与用途综述
【磨料特性】
結晶構造之比較
2019年4月11日
國立虎尾科技大學
機械與電腦輔助工程系 鍾林樹
9
【磨料特性】
硬度
2019年4月11日
國立虎尾科技大學
機械與電腦輔助工程系 鍾林樹
10
【磨料特性】
熱傳導率
2019年4月11日
國立虎尾科技大學
機械與電腦輔助工程系 鍾林樹
11
【磨料特性】
熱安定性
2019年4月11日
【砂輪結合度之選用】
2019年4月11日
國立虎尾科技大學
機械與電腦輔助工程系 鍾林樹
33
【砂輪結合度之使用範圍】
2019年4月11日
國立虎尾科技大學
機械與電腦輔助工程系 鍾林樹
34
【組織】
定義
組織乃係磨料、結合劑和氣孔三者在數 量上比例分佈狀況,狹義而言乃為磨料 粒間之距離。 磨料間距之測定甚為困難,故以砂輪體 積中磨料所佔的百分比,亦即以磨料率 作為組織。
結合劑:
是指結合磨粒與磨粒的材料。
2019年4月11日 國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹 42
【砂輪的表示方式】
2019年4月11日
國立虎尾科技大學
機械與電腦輔助工程系 鍾林樹
43
【砂輪的表示方式】
2019年4月11日
國立虎尾科技大學
機械與電腦輔助工程系 鍾林樹
44
【砂輪之分類及其規格】
§ 砂輪種類與用途 §
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
2019年4月11日
【課程大綱】
一、前言 二、砂輪的基本認識 三、砂輪的標示方法 四、砂輪各部位名稱 五、砂輪之分類及其規格
砂轮培训资料
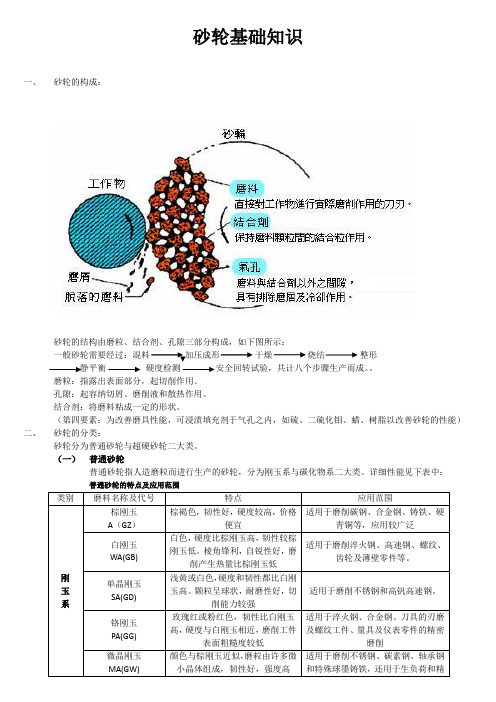
砂轮基础知识一、砂轮的构成:砂轮的结构由磨粒、结合剂、孔隙三部分构成,如下图所示:一般砂轮需要经过:混料加压成形干燥烧结整形静平衡硬度检测安全回转试验,共计八个步骤生产而成。
磨粒:指露出表面部分,起切削作用。
孔隙:起容纳切屑、磨削液和散热作用。
结合剂:将磨料粘成一定的形状。
(第四要素:为改善磨具性能,可浸渍填充剂于气孔之内,如硫、二硫化钼、蜡、树脂以改善砂轮的性能)二、砂轮的分类:砂轮分为普通砂轮与超硬砂轮二大类。
(一)普通砂轮普通砂轮指人造磨粒而进行生产的砂轮,分为刚玉系与碳化物系二大类。
详细性能见下表中:普通砂轮的特点及应用范围从上表可知,磨削抗张强度高的材料,选用韧性较大的刚玉砂轮,磨削抗张强度低的材料时,选用脆性较大而硬度高的碳化物类砂轮。
(二)普通磨料粒度。
磨料的粒度表示磨料颗粒尺寸的大小分为磨粒,微粉两种类型粒度影响加工的质量和生产率一般来说,磨粒越细,Ra值越小粒度表示磨粒颗粒的大小。
粒度有二种表示方法:筛分法、光电沉降仪法(或称沉降管粒度仪法)。
筛分法是以网筛孔尺寸来表示。
微粉是以沉降时间来测定。
粗磨粒按GB/T2481-1998规定分F4~F220共26个号,粒度号越小,磨粒越粗。
微粉规定分F240~F1200共11个号,粒度号越大,磨粒相应也越细。
微粉粒度号粒度的选择:(1)加工精度要求高时,选用较细的粒度。
(2)当磨具和工件接触面积大,或磨削深度较大时,应选用粗粒度磨具。
(3)粗磨时粒度比精磨时粗。
(4)切断和磨沟工序,应选用粗粒度、组织疏松、硬度较高的砂轮。
(5)磨削软金属或韧性金属时,砂轮表面易被切屑堵塞,所以应选用粒度粗的砂轮。
磨硬度高的材料用粗的。
(6)成型磨削时,用细粒度。
(7)高速磨削,粒度比普通磨削时偏细1~2个粒度号。
不同粒度磨具应用范围参考表(三)普通磨具结合剂砂轮的强度,抗冲击性,耐热及抗腐蚀性能主要取决于结合剂的性能结合剂是把磨粒进行粘结在一起,形成砂轮,常用的结合剂见下表。
外圆磨砂轮分类及用途介绍

外圆磨砂轮分类及用途介绍英文回答:Classification and Application of Outer Cylindrical Grinding Wheels.Outer cylindrical grinding wheels are widely used in various industries for grinding and polishing purposes. They come in different types, each designed for specific applications. In this article, I will introduce the classification and application of outer cylindrical grinding wheels.1. Straight Grinding Wheels:Straight grinding wheels are the most common type of outer cylindrical grinding wheels. They have a simple design with a flat surface and are used for general-purpose grinding tasks. These wheels are suitable for grinding materials like steel, iron, and other metals. For example,when I worked in a metal fabrication shop, we used straight grinding wheels to remove excess metal from welded joints and to smooth rough surfaces.2. Cylinder Grinding Wheels:Cylinder grinding wheels are similar to straight grinding wheels, but they have a slightly curved shape. This design allows them to grind cylindrical surfaces more effectively. Cylinder grinding wheels are commonly used in the automotive industry for grinding engine cylinders and other cylindrical components. When I used to work at an automotive repair shop, we often used cylinder grinding wheels to recondition engine blocks and improve their performance.3. Tapered Grinding Wheels:Tapered grinding wheels have a conical shape with a gradually decreasing diameter. They are used for grinding tasks that require precision and smoothness. Tapered grinding wheels are commonly used in the tool and dieindustry for sharpening drills, reamers, and other cutting tools. In my previous job as a machinist, I regularly used tapered grinding wheels to sharpen drill bits and achieve precise cutting edges.4. Dish Grinding Wheels:Dish grinding wheels have a shallow, dish-like shapewith a thick rim. They are used for grinding tasks that require a large contact area and high material removal rate. Dish grinding wheels are commonly used in the foundry industry for grinding and deburring castings. When I worked at a foundry, we used dish grinding wheels to remove excess material from cast iron components and to smooth out rough surfaces.5. Diamond Grinding Wheels:Diamond grinding wheels are made with synthetic diamonds embedded in the wheel's surface. They are the hardest and most durable type of outer cylindrical grinding wheels. Diamond grinding wheels are used for grinding tasksthat require high precision and excellent surface finish. They are commonly used in the aerospace industry for grinding turbine blades and other critical components. In my friend's job as an aerospace engineer, they often use diamond grinding wheels to achieve precise dimensions and smooth finishes on turbine blades.中文回答:外圆磨砂轮的分类和用途介绍。
砂轮的分类与标注含义

砂轮的标志示例SPA 400×100×127 A 60 L 5 B 35SPA-----形状代号400------外径D100------厚度H127------孔径DA---------磨料60--------粒度L---------硬度5---------组织号B--------结合剂35-------最高工作线速度m/s一磨料代号性能及用途二粒度磨料的粒度表示磨料颗粒尺寸的大小分为磨粒,微粉两种类型粒度影响加工的质量和生产率一般来说,磨粒越细,Ra值越小粒度号:4、5、6、7、8、10、12、14、16、20、22、24、30、36、40、46、54、60、70、80、90、100、120、150、180、220、240W63、W50、W40、W28、W20、W14、W10、W7、W5、W3.5、W2.5、W1.0粒度150# 180# 220#240# W40 W28 W20 W14 W10 W7 W5 W3.5 W2.5 W1.5 W1.0(3)结合剂砂轮的强度,抗冲击性,耐热及抗腐蚀性能主要取决于结合剂的性能结合剂代号,性能及用途(4)硬度。
指砂轮表面的磨粒在外力作用下脱落的难易程度硬度等级:超软(大级、小级)代号:G硬度等级:软1代号:H硬度等级:软2代号:J硬度等级:软3代号:K硬度等级:中软1 代号:L硬度等级:中软2 代号:M硬度等级:中1 代号:N硬度等级:中2 代号:P硬度等级:中硬1 代号:Q硬度等级:中硬2 代号:R硬度等级:中硬3 代号:S硬度等级:硬1代号:T硬度等级:硬2 代号:Y硬度等级:超硬。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
优选砂轮种类与用途
概述
• 什么是磨削 – 所谓磨削:是高速旋转中用磨料轮来磨除金属的加工。
– 磨削砂轮的作用就相当于一把多刃口的刀具,由坚硬锋
利的磨粒来代替刀齿,将大量磨粒粘结在一起就组成了 一个有无数个切削刃的切削刀具,经过高速转动的机械 动作,加上砂轮不断自生的微细而坚硬锋利的颗粒与磨 屑空隙,每一个磨粒均能发挥切削的作用。
白色
浅灰色 淡黄色
性能与棕刚玉相似,由 于磨粒为微小尺寸的整 个晶体组成且颗粒为球
形,抗破碎性能好
适用于精磨各种淬硬 钢及其他易变性工件
硬度和韧性都比白刚玉 高,自脱性好
适于磨不锈钢、高速 钢等韧性大硬度高的
材料
微晶刚玉 MA
棕黑色
强度高,韧性和自锐性 好
适于磨不锈钢、轴承 钢、特种球墨铸铁 也可用于超精磨削
• 粒度一般用号数来表示,即每一英寸(25.4mm)长度的筛 孔。号数越大则磨粒越小。
砂轮粒度大小比较
砂轮的磨削性能
——粒度
砂轮的磨削性能
——硬度
•硬度
–表示砂轮的保持磨料的能力或称砂轮的结合强度。 也指砂轮在研磨时能够抵抗磨粒从砂轮上撕裂的压 缩力、剪断李、冲击力等磨削力的强弱程度。
•自生做用
砂轮的磨削性能
——组织
– 组织的分类
–密类(C):0、1、2、3、4 –中类(M):5、6、7、8、9 –粗类(W):10、11、12、13、14
砂轮的磨削性能
——结合剂
– 结合剂
砂轮中用以粘结磨料的物质称结合剂。砂轮的强度、抗冲击性、耐热性及抗腐蚀能 力主要决定于结合剂的性能。常用的结合剂种类、性能及用途见下表 。
–当砂轮颗粒磨钝时,因不断崩裂而产生新刃乃至失 去作用而脱落,从而又露出新磨料。
砂轮的磨削性能
——硬度
硬度的表示
一般用英文字母A表示最软,顺序至Z表示最硬。
砂轮的磨削性能
——硬度 软砂轮与硬砂轮对比
砂轮的磨削性能
——组织
• 组织 – 磨料、结合剂和气孔三者在数量上比例分布状况,狭义而言乃为磨粒之间的 距离。 – 磨料磨粒间距的测定比较困难,一般都以单位体积的砂轮中所占磨粒的百分 比来表示砂轮的组织。
砂轮的构造
– 组成砂轮的山大要素
–磨料:
• 直接对金属进行切削。
–结合剂:
•将磨粒结合起来并使得砂轮在一定的速度下能安全回转。
–气孔:
• 磨料与结合剂以外的间隙,可以帮助排出铁屑并保持磨削效果。
工件
磨屑 脱落的磨粒
砂轮的构造
磨粒
对工件进行实际切削的刀刃
结合剂
将磨粒结合在一起
气孔
排屑、冷却
磨料的种类
V
内外圆、平面、齿轮、螺纹、刀具刃磨等
B
铸件打毛刺、粗磨平面、薄壁薄片工件、切断 与开槽
R
精磨、超精磨、切断与开槽
化学稳定好
适用于高速和超 高速磨削,轴承 钢、高速钢、耐
热钢等
砂轮的选择
粒度的选择
1、精磨时工件表面质量和精度要求高,应该选择粒度较细的砂轮,反之粗 磨时余量大,表面质量要求不高,磨削效率要求高应选择较粗的砂轮。 2、砂轮接触面积大时因选择粗一些,以减少发热量,例如端面磨削砂轮粒 度要比其他粗一些。 3、硬度低的用粗砂轮,硬度高的用细砂轮
种类 代号
性能
用途
陶瓷 树脂 橡胶 金属
V
耐热性、耐腐蚀性好、气孔率 应用广泛,适用于 v<35m/s的各种成
大、易保持轮廓、弹性差
形磨削、磨齿轮、磨螺纹等
B
强度高、弹性大、耐冲击、坚 适用于 v>50m/s的高速磨削,可制成 固性和耐热性差、气孔率小 薄片砂轮,用于磨槽、切割等
R
强度和弹性更高、气孔率小、 适用于无心磨的砂轮和导轮、开槽和
耐热性差、磨粒易脱落
切割的薄片砂轮、抛光砂轮等
M
韧性和成形性好、强度大、但 自锐性差
可制造各种金刚石磨具
常用磨料的选择
砂轮的选择
类别 名称 代号 颜色
特点
适用范围
棕刚玉
A
棕褐色
(陶瓷结合 剂为蓝色)
硬度高,韧性大,抗弯 强度高,抵抗破碎能力
强
适用于各种抗拉强度 高的金属材料
刚
白刚玉
WA
玉
类 单晶刚玉 SA
粒度
F14----F24 F46----F60 F60----F100 F120----F220
适用范围
钢锭、铸造毛刺 一般平磨、外圆磨、无心磨
精磨和刃磨刀具 精磨、超精磨、螺纹磨
表面粗糙度
6.3 1.6~0.4 0.8~0.2 0.4~0.2
结合剂的选择
砂轮的选择名称Fra bibliotek代号范围
陶瓷结合剂砂轮 树脂结合剂砂轮 橡胶结合剂砂轮
——磨料 • 磨料的切削是处于高速旋转、高温高压的工作环境下,所以
磨料必须具备高的硬度、适当的韧性、及化学稳定性。
• 硬度
- 硬度的大小是指被刺穿时抵抗程度的大小。
• 韧性(破碎指数)
– 磨料承受冲击力而不破裂、粉碎的能力。
砂轮的磨削性能
• 粒度:
——粒度
• 将熔炼的结晶块打碎、辊压和处理,再筛选分出不同大小 的颗粒的微粉,其中颗粒大小以数字表示,称之为粒度
氧化铝
•黑色氧化铝(A) •白色氧化铝(WA) •淡红色氧化铝(PA) •单结晶灰白色氧化铝(HA) •多结晶黑褐色氧化铝(44A)
–碳化矽系列
•黑色碳化矽(C) •绿色碳化矽(GC)
–超级磨料
•立方晶氮化硼(CBN)
•钻石(SDC)
砂轮的磨削性能
– 决定砂轮磨削性能的五大因素 –磨料性能 –粒度大小 –硬度高低 –组织 –结合剂性能
砂轮的磨削性能
——磨料 • 磨料必须具备的特性
– 必须是具有相当硬度的矿物结晶,在加工工件时能抵抗歪理不发生破 碎。
– 在加工受力时具有不易变形和不易磨损的特质。 – 必须具有耐热性,磨粒在磨削过程所产生的高温中不熔化、变质。 – 必须具有化学稳定性,在磨削中不如磨削液产生化学反应。
砂轮的磨削性能
常用磨料的选择
砂轮的选择
类别 名称 代号
黑碳化硅 TH 碳化
物 绿碳化硅 TL
其他
立方氮化 硼
CBN
颜色
黑色 深蓝色
绿
棕黑色
特点
适用范围
硬度高,韧性低而脆
适于磨铸铁、黄 铜及其他非金属
材料
硬度与黑碳化硅相近,而 脆性更大
适于磨硬质合金、 光学玻璃、钛合
金等
硬度略低于金刚石,大大 高于其他磨料,耐热性和