宝钢BMS系列输送管道用耐磨蚀钢介绍
宝钢耐磨钢
宝钢耐磨钢 --B-HARD宝钢股份研究院目录一前言 (1)二宝钢耐磨钢技术特点 (2)2.1 技术背景 (2)2.2 宝钢优势 (4)2.3 宝钢耐磨钢特点 (5)三宝钢耐磨钢供货技术条件 (6)3.1 宝钢B-HARD360耐磨钢厚板供货技术协议 (6)3.2 宝钢B-HARD400耐磨钢厚板供货技术协议 (8)3.3 宝钢B-HARD450耐磨钢厚板供货技术协议 (10)3.4 宝钢B-HARD500耐磨钢厚板供货技术协议 (12)四宝钢耐磨钢焊接性能试验 (14)五宝钢耐磨钢耐磨性能试验 (16)六宝钢耐磨钢实物水平及使用业绩 (18)6.1 宝钢耐磨钢实物水平 (18)6.2 宝钢耐磨钢使用业绩 (22)一前言材料的断裂、腐蚀及磨损是导致设备、材料失效的三大要素。
磨损失效又是经济建设特别是工业生产中很常见的现象,由此而派生出来了一个日益引起人们注意的产业— —耐磨材料产业。
在科学技术和现代工业高速发展的今天,机械设备的运转速度越来越高,许多工件和设备由于磨损而迅速失效,造成的材料浪费和经济损失相当惊人。
据不完全统计,我国仅在冶金、矿山、电力、煤炭和农机部门,由于工件磨损而造成的经济损失每年约400亿元。
磨损不仅引起零件失效,导致工件更换和维修频繁,设备工作效率低,而且消耗了大量的能源和材料。
因此,耐磨材料的发展已成为影响现代生产效率的重要因素。
耐磨钢是指在表面严重磨损的环境中服役的一类高强度钢。
其主要使用于长期工作在与矿石﹑煤炭﹑煤浆﹑泥沙以及水泥浆等物料相接触的车辆或设施上,如矿用电动轮自卸车﹑煤矿刮板运输机﹑水泥搅拌机﹑推土机﹑挖掘机﹑装载机等。
据统计,在发达工业国家,机械装备及其零部件的磨损所造成的经济损失占国民生产总值的近4%,我国曾就冶金﹑建材﹑煤炭﹑电力﹑工程机械等部门进行不完全统计,因磨损造成的钢材及备件消耗达数百万吨。
世界各国都十分重视耐磨材料的开发研制。
作为一种要求良好可焊性的超高强度钢,耐磨钢的生产水平综合体现了冶金企业的装备条件和技术能力,发映出对钢的成分﹑工艺﹑组织﹑性能之间相互关系的认识和把握的水平。
宝山钢铁股份有限公司“抗CO2、H2S腐蚀用3Cr系列油套管研制”项目荣获2009年度国家技术发明二等奖
吉林 、江汉等油气 田,并 出口至东南 亚海上油 田。3 年来不但为宝山钢铁 股份 有限公 司创造效益近 4亿元 ,也 为用户创造了
巨大的经济效益。
( 宝山钢铁股份有限公 司钢管条钢事业部 左宏志 )
一
步完善 。
( 收稿 日期 :2 0 — 6 2 ) 0 9 0 — 5
●信 息
宝山钢铁股份有限公司“ C : : 腐蚀用 3 r 抗 O 、H S C 系列油套管研 制” 项 目荣获 2 0 0 9年度 国家技术发 明二等奖
在21 0 0年 1 1 月 1日召开的 2 0 0 9年度 国家科学技术奖励大会上 ,宝 山钢铁股 份有限公司的 “ C : 腐蚀用 3 r 抗 O 、H S C 系列油套管研制” 目荣获 2 0 项 0 9年度国家技术发明二等奖。 宝 山钢铁股份有 限公 司 自主研发 的 “ C : S腐蚀用 3 r 抗 O 、H: C 系列油套管研制 ” 目,系统 地研究 了中低合金钢 中 c 、 项 r Mo等合金元素对钢 的耐 C : O 腐蚀性能 的影响 ,并在 国际上率先 发明 c 含 量为 3 r %左右 的钢种和 8个不同钢级的油套管产品
3 结
语
整条焊管生产线包含 了众多的相关设备 。 成型 机只是其中之一。但成型机所处 的是心脏部位 , 其 性能和潜力直 接左右整条焊管 生产线 的生命力 。 F X成型机在很大程度上克服 了其他成型方式的 F
成型机 的众 多问题 .是 目前唯一 同 时兼 顾成 型性 能 与轧辊 兼 用性 的成 型机 系统 ,可 以成 为 HF 焊管 W
宝山钢铁股份有限公司企业标准

宝山钢铁股份有限公司企业标准宝钢资源查询彩色涂层钢板及钢带(Q/BQB 440-2009 代替 Q/BQB 440-2003、Q/BQB445-2004、BZJ446-2006)1 范围本标准规定了彩色涂层钢板及钢带(以下简称彩涂板)的术语和定义、分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志和检验文件等。
本标准适用于宝山钢铁股份有限公司生产的,厚度为0.22mm~2.0mm的建筑用彩涂板,家电、家具、钢窗等行业也可参照使用。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1766-1995 色漆和清漆涂层老化的评级方法GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 13448-2006 彩色涂层钢板及钢带试验方法GB/T 15957-1995 大气环境腐蚀性分类GB/T 19292.1-2003 金属和合金的腐蚀大气腐蚀性分类Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 420 连续热镀锌/锌铁合金钢板及钢带Q/BQB 425 连续热镀铝锌合金钢板及钢带Q/BQB 430 连续电镀锌钢板及钢带3 术语和定义3.1彩涂板 prepainted steel sheet在经过表面预处理的基板上连续涂覆有机涂料(正面至少为二层),然后进行烘烤固化而成的产品。
3.2 基板 steel substrate用于涂覆涂料的钢带。
3.3正面 top side通常指彩涂板两个表面中对颜色、涂层性能、表面质量等有较高要求的一面。
以卷状交货时,通常指彩涂钢卷的外面。
3.4反面 bottom side彩涂板相对于正面的另一个表面。
3.5建筑外用 building exterior applications主要受建筑外部大气环境影响的用途。
宝钢高强钢BS550MC_BS600MC_BS650MC_BS700MC
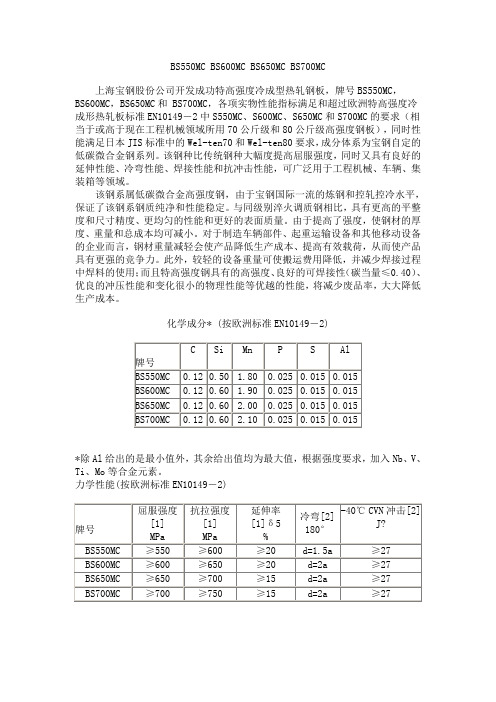
BS550MC BS600MC BS650MC BS700MC上海宝钢股份公司开发成功特高强度冷成型热轧钢板,牌号BS550MC,BS600MC,BS650MC和 BS700MC,各项实物性能指标满足和超过欧洲特高强度冷成形热轧板标准EN10149-2中S550MC、S600MC、S650MC和S700MC的要求(相当于或高于现在工程机械领域所用70公斤级和80公斤级高强度钢板),同时性能满足日本JIS标准中的Wel-ten70和Wel-ten80要求,成分体系为宝钢自定的低碳微合金钢系列。
该钢种比传统钢种大幅度提高屈服强度,同时又具有良好的延伸性能、冷弯性能、焊接性能和抗冲击性能,可广泛用于工程机械、车辆、集装箱等领域。
该钢系属低碳微合金高强度钢,由于宝钢国际一流的炼钢和控轧控冷水平,保证了该钢系钢质纯净和性能稳定。
与同级别淬火调质钢相比,具有更高的平整度和尺寸精度、更均匀的性能和更好的表面质量。
由于提高了强度,使钢材的厚度、重量和总成本均可减小。
对于制造车辆部件、起重运输设备和其他移动设备的企业而言,钢材重量减轻会使产品降低生产成本、提高有效载荷,从而使产品具有更强的竞争力。
此外,较轻的设备重量可使搬运费用降低,并减少焊接过程中焊料的使用;而且特高强度钢具有的高强度、良好的可焊接性(碳当量≤0.40)、优良的冲压性能和变化很小的物理性能等优越的性能,将减少废品率,大大降低生产成本。
化学成分* (按欧洲标准EN10149-2)*除Al给出的是最小值外,其余给出值均为最大值,根据强度要求,加入Nb、V、Ti、Mo等合金元素。
力学性能(按欧洲标准EN10149-2)[1] 平行于轧向试样,[2] 垂直于轧向试样交货规格如所需要的规格超出表中所列规格,可与我们联系。
尺寸、外形、重量及允许偏差参照标准:《上海宝钢集团公司企业标准》Q/BQB301-1999宝钢高强度冷成型热轧薄板的各项实物性能已经达到并超过欧洲特高强度冷成型热轧板标准EN10149-2的要求。
宝钢独有新型高耐蚀耐候钢研发成功

宝钢独有新型高耐蚀耐候钢研发成功
无
【期刊名称】《重钢技术》
【年(卷),期】2012(000)001
【摘要】车体腐蚀会影响铁路货车的运行安全,而宝钢自主开发的新型高耐蚀性耐候钢S450EW比现有产品抗腐蚀能力提高50%,且高强度性能可让车体实现减重。
最近,从北方区域一家用户传来消息:宝钢这一产品已顺利应用于2000多台车辆试制,各项性能指标良好。
由于受环境气候等因素的影响,铁路货车车体用钢容易腐蚀,会影响车体的运输安全和维护。
宝钢紧密跟踪铁路货车行业发展动态,【总页数】1页(P55-55)
【作者】无
【作者单位】不详
【正文语种】中文
【中图分类】U272
【相关文献】
1.铁路货车用S450EW高耐蚀型耐候钢工艺性能分析 [J], 江锐锋;焦辉
2.铁道车辆用高耐蚀型耐候钢耐腐蚀性能研究 [J], 何博;张建;胡学文;郭锐;王海波;潘红波
3.宝钢研发成功新型高耐蚀性耐候钢 [J],
4.高耐候钢Q350EWR1耐蚀性能研究 [J], 高秀华; 程玉君; 孙超; 闫中鹤; 吴红艳; 张晓磊; 杜林秀; 胡德勇
5.高耐蚀型耐候钢S450HW的研制与开发 [J], 董常福;王慎德;李昭东;邓之勋;龙志伟
因版权原因,仅展示原文概要,查看原文内容请购买。
耐蚀钢 原理

耐蚀钢的基本原理1. 耐蚀钢的定义耐蚀钢(Stainless Steel)是一种具有良好耐蚀性能的合金钢,其主要成分是铁、铬、镍和其他金属元素。
耐蚀钢能够在大气、水、酸、碱等各种介质环境下保持其表面的光亮和完整性,不易生锈、腐蚀。
2. 耐蚀钢的组成耐蚀钢的主要成分是铁(Fe),铬(Cr),镍(Ni)等元素,其中铁的含量最高,一般在50%以上。
铬是耐蚀钢的主要合金元素,其含量在10.5%以上,能够形成一层致密的氧化铬膜(Cr2O3),防止钢材进一步腐蚀。
镍的添加能够提高耐蚀钢的强度和耐腐蚀性能。
除了铁、铬、镍外,耐蚀钢中还可能含有少量的碳(C)、锰(Mn)、钼(Mo)、钛(Ti)等元素,这些元素的添加可以进一步改善钢材的性能。
3. 耐蚀钢的耐蚀机制耐蚀钢能够抵御腐蚀的主要原因是其表面形成的致密的氧化铬膜。
当耐蚀钢与介质接触时,氧化铬膜会与介质中的氧、水等发生反应,形成一层保护性的氧化膜,阻止介质进一步侵蚀钢材。
耐蚀钢的耐蚀机制可以分为以下几个方面:3.1 被动膜耐蚀钢在大气中会形成一层致密的氧化铬膜,称为被动膜。
被动膜具有很高的电阻,能够阻止电子和离子的传输,从而减缓了钢材的腐蚀速度。
被动膜的形成是由铬在钢表面上氧化形成的,其厚度约为1-5纳米。
3.2 自修复能力当被动膜被破坏时,钢材表面的铬会迅速重新氧化,形成新的被动膜,恢复钢材的耐蚀性能。
被动膜的自修复能力使得耐蚀钢具有较好的耐蚀性。
3.3 合金元素作用耐蚀钢中的合金元素,如镍、钼等,可以改变钢材的晶体结构,使其具有更好的耐蚀性。
镍的添加可以提高耐蚀钢的稳定性和耐腐蚀性能,钼的添加可以提高耐蚀钢的耐酸性。
3.4 pH值的影响耐蚀钢的耐蚀性能还受介质的pH值影响。
一般来说,耐蚀钢在酸性介质中的耐蚀性能较好,而在碱性介质中的耐蚀性能较差。
这是因为在酸性介质中,被动膜的形成更容易,能够提供更好的保护。
4. 耐蚀钢的分类根据耐蚀钢中的合金元素含量和组织结构,耐蚀钢可以分为多种不同的类型。
耐磨钢铁材质发展概况
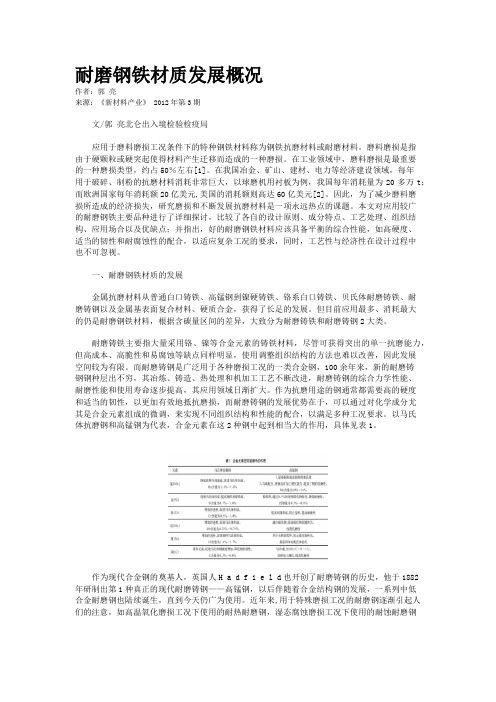
耐磨钢铁材质发展概况作者:郭亮来源:《新材料产业》 2012年第3期文/郭亮北仑出入境检验检疫局应用于磨料磨损工况条件下的特种钢铁材料称为钢铁抗磨材料或耐磨材料。
磨料磨损是指由于硬颗粒或硬突起使得材料产生迁移而造成的一种磨损。
在工业领域中,磨料磨损是最重要的一种磨损类型,约占50%左右[1]。
在我国冶金、矿山、建材、电力等经济建设领域,每年用于破碎、制粉的抗磨材料消耗非常巨大,以球磨机用衬板为例,我国每年消耗量为20多万t;而欧洲国家每年消耗额20亿美元,美国的消耗额则高达60亿美元[2]。
因此,为了减少磨料磨损所造成的经济损失,研究磨损和不断发展抗磨材料是一项永远热点的课题。
本文对应用较广的耐磨钢铁主要品种进行了详细探讨,比较了各自的设计原则、成分特点、工艺处理、组织结构、应用场合以及优缺点;并指出,好的耐磨钢铁材料应该具备平衡的综合性能,如高硬度、适当的韧性和耐腐蚀性的配合,以适应复杂工况的要求,同时,工艺性与经济性在设计过程中也不可忽视。
一、耐磨钢铁材质的发展金属抗磨材料从普通白口铸铁、高锰钢到镍硬铸铁、铬系白口铸铁、贝氏体耐磨铸铁、耐磨铸钢以及金属基表面复合材料、硬质合金,获得了长足的发展。
但目前应用最多、消耗最大的仍是耐磨钢铁材料,根据含碳量区间的差异,大致分为耐磨铸铁和耐磨铸钢2大类。
耐磨铸铁主要指大量采用铬、镍等合金元素的铸铁材料,尽管可获得突出的单一抗磨能力,但高成本、高脆性和易腐蚀等缺点同样明显,使用调整组织结构的方法也难以改善,因此发展空间较为有限。
而耐磨铸钢是广泛用于各种磨损工况的一类合金钢,100余年来,新的耐磨铸钢钢种层出不穷,其冶炼、铸造、热处理和机加工工艺不断改进,耐磨铸钢的综合力学性能、耐磨性能和使用寿命逐步提高,其应用领域日渐扩大。
作为抗磨用途的钢通常都需要高的硬度和适当的韧性,以更加有效地抵抗磨损,而耐磨铸钢的发展优势在于,可以通过对化学成分尤其是合金元素组成的微调,来实现不同组织结构和性能的配合,以满足多种工况要求。
耐候钢材质书

耐候钢材质书一、耐候钢的概述耐候钢,也称为耐大气腐蚀钢,是一种具有优良耐腐蚀性能和焊接性能的低合金高强度结构钢。
它能够在自然环境中长时间保持其机械性能和外观,并广泛应用于各种结构和建筑领域。
耐候钢之所以具有这些特性,主要是因为其含有少量的合金元素,如Cu、P、Cr、Ni等,这些元素在钢表面形成一层致密的保护膜,阻止了腐蚀介质与钢基体的接触。
二、耐候钢的制造工艺耐候钢的制造工艺主要包括以下步骤:1.炼钢:首先通过高炉或电炉将铁矿石还原成铁水,然后加入适量的合金元素,以获得所需的化学成分。
2.轧制:将炼制好的钢锭加热至高温,然后通过轧机轧制成所需规格的钢板。
轧制过程中,可以调整温度、轧制速度和压下量等参数,以获得最佳的力学性能和表面质量。
3.表面处理:为了提高耐候钢的耐腐蚀性能,通常需要进行表面处理。
常见的表面处理方法包括喷涂、电镀、热浸镀等。
通过表面处理,可以在钢表面形成一层致密的保护膜,提高耐腐蚀性能。
4.加工和组装:根据实际需求,可以对耐候钢板进行切割、弯曲、焊接等加工,以获得所需的形状和尺寸。
加工后的耐候钢构件可以进行组装,以构建成各种结构和建筑。
三、耐候钢的应用领域由于其优异的耐腐蚀性能和焊接性能,耐候钢广泛应用于以下领域:1.建筑结构:耐候钢可用于制造桥梁、高层建筑、工业厂房等建筑结构。
它能够有效地抵抗大气腐蚀,延长建筑的使用寿命。
2.铁路运输:铁路轨道、车辆等部件常常面临严重的腐蚀问题。
耐候钢因其优良的耐腐蚀性能,可用于制造铁路轨道、车辆等部件,提高其使用寿命。
3.储罐和管道:在化工、石油等领域,储罐和管道常常需要承受严重的腐蚀。
耐候钢可用于制造储罐和管道,提高其耐腐蚀性能和使用寿命。
4.船舶制造:船舶长期处于海洋环境中,面临着严重的腐蚀问题。
耐候钢因其优良的耐腐蚀性能和焊接性能,可用于制造船舶的结构部件。
5.汽车工业:汽车的外壳和部分结构件需要具备良好的耐腐蚀性能和美观度。
耐候钢经过表面处理后,可以用于制造汽车的外壳和部分结构件。
耐磨钢板的材质及用途特点

耐磨钢板的材质及用途特点一、耐磨钢牌号涟钢耐磨钢板:NM300TP.NM400x NM450、NM500二、耐磨钢命名NM3OOTP是一种水泥搅拌罐用耐磨钢;NM400、NM450、NM500是经过热处理后形成的耐磨材料;都属于高强度耐磨板。
命名:N是耐(nai)M是磨(m。
)两个中文汉字的拼音字母,中间数值则代表这种钢板的平均布氏硬度。
对应国外牌号:HARDOX400∕DILLD∪R400∕WearTuf400∕XAR400,HARDOX450∕DILLD∪R450∕WearTuf450/XAR450,HARDOX500∕DILLD∪R500∕WearTuf500/XAR500三、耐磨钢机械性能机械性能四、用途及特点:涟钢NM系列调质耐磨钢,规格薄,板形好,性能和质量稳定,生产效率高。
该系列产品适用于中型、重型卡车、自卸车、垃圾收集车、混凝土搅拌车、工业风扇、料斗、碎料机等。
采用涟钢耐磨钢代替普通结构钢,可以大大减小钢板厚度,减轻产品自重,降低能耗,节能环保。
采用NM400/NM450加工的U型框矿用自卸车与原车型相比,车厢重量能在以前的基础上减重50%左右。
用NM300TP耐磨钢代替520JJ可以显著提高混凝土搅拌车的筒体和旋片的耐磨蚀性能,耐磨性能可以达到520JJ的两倍以上,使用寿命显著提高。
NM450耐磨钢的强度可达到Q345结构钢强度的3倍以上,耐磨损性能可提高2-3倍,使钢板的使用寿命显著延长。
上海频开实业有限公司位于国内现有规模较大的钢材市场一乐从钢铁世界,是涟钢耐磨钢战略客户,主营耐磨钢、高强钢、工程机械用钢、汽车大梁钢、高强花纹板、冷轧高强车厢板、耐候钢、耐酸钢、中高碳钢等材料,常备万吨库存,规格全,可代订期货。
是集原材料供应、加工与物流配送于一体的现代化企业。
宝钢钢管简介

宝钢钢管简介重用户、重改进、重效率、重价值,为社会提供世界一流的产品和服务汇报提纲股份及钢管简介--股份概况宝钢股份公司主体设备从日本和德国引进,1985年9月15日建成投产,它的建成标志着我国钢铁行业跻身当代国际钢铁界的先进行列。
2002年年产生铁1025万吨,粗钢1158万吨,股份及钢管简介--钢管产线是股份公司四大成品厂(热轧、冷轧、条钢、钢管)之一主体设备由德国曼内斯曼公司引进,并随后引进德国、美国等先进设备。
股份及钢管简介--技术改进及新品开发多年来,通过持续的设备改造和技术革新,设备和产品质量始终保持同机组国际领先水平:孔型由119、152.5、162.5到119、152.5、169、189、200外径由21.3~140mm,扩展到21.3~180mm壁厚由2.5~25mm扩展到2.5~30mm产量由50万吨/年提高到80万吨/年产品品种及钢级不断扩大由原三大类扩展到十四大类,规格由460种扩大到2800多种可供产品合金含量由原设计的5%以下提高到目前的13%股份及钢管简介--优势集炼铁、炼钢(转炉、电炉)、条钢、钢管、技术中心于一体,同时拥有自备电厂,具有特大型钢铁联合企业的综合优势,产品制造成本低,电:1/5、煤:1/4、水1/3。
股份及钢管简介--优势借鉴国际同行先进技术和管理经验,集热轧无缝钢管生产、加工、研发、销售于一体,是中国最大的钢管生产基地之一。
常规订货周期1~2月,加急合同甚至可以1~2周交货。
合同完成率100%。
生产及销售实绩--国内用户及行业产品遍及全国各大省、市、自治区和各大行业,广泛应用于石油与天然气勘探、石油、天然气开采、石油、天然气输送、石油、化工精炼、生产、输送、电站高压锅炉制造、工业和民用锅炉制造、高压气瓶制造、工业与民用流体输送系统、建筑与机械结构、军事工业、汽车制造工业、机械工业、煤炭工业、电力工业等行业生产及销售实绩--国外用户分布国外市场主要分布在美国、加拿大、俄罗斯、荷兰、西班牙、墨西哥、瑞士、澳大利亚、日本、意大利、韩国、菲律宾、泰国、马来西亚、新加坡、印尼、越南、缅甸、沙特、阿联酋、伊朗、苏丹、南非、古巴等近30多个国家和地区。
宝钢厚壁无缝管常用知识

宝钢厚壁无缝管常用知识无缝管是工业生产中广泛应用的重要材料,而宝钢作为行业内的知名企业,其生产的厚壁无缝管更是具有卓越的品质和性能。
接下来,让我们一起深入了解一下宝钢厚壁无缝管的常用知识。
首先,我们来了解一下厚壁无缝管的定义和特点。
厚壁无缝管是指管壁厚度相对较大的无缝钢管,相较于薄壁无缝管,它具有更高的强度和承载能力,能够承受更大的压力和负荷。
宝钢厚壁无缝管采用先进的生产工艺和高质量的原材料,确保了产品的优良性能。
其特点包括尺寸精度高、内外表面光滑、材质均匀、机械性能稳定等。
在生产工艺方面,宝钢厚壁无缝管通常采用热轧或冷轧工艺。
热轧工艺是将钢坯加热至高温,然后通过穿孔机穿孔,再经过轧管机轧制成管。
这种工艺生产效率高,适合生产较大直径和较厚管壁的无缝管。
冷轧工艺则是在常温下对热轧管进行加工,通过冷变形来提高管材的尺寸精度和表面质量。
宝钢凭借其先进的生产设备和精湛的工艺技术,能够精确控制无缝管的尺寸和性能,满足不同客户的需求。
宝钢厚壁无缝管的材质种类丰富多样。
常见的材质包括碳素钢、合金钢、不锈钢等。
碳素钢具有良好的可加工性和焊接性能,价格相对较低,广泛应用于一般机械结构和输送管道。
合金钢则通过添加合金元素,如铬、钼、镍等,提高了管材的强度、韧性和耐热性,适用于高温、高压和腐蚀性环境。
不锈钢具有优异的耐腐蚀性,常用于化工、石油、食品等领域。
客户可以根据具体的使用场景和要求选择合适的材质。
在性能方面,宝钢厚壁无缝管的主要性能指标包括抗拉强度、屈服强度、延伸率、硬度等。
这些性能指标直接影响着无缝管的使用性能和安全性。
例如,抗拉强度和屈服强度决定了管材能够承受的最大拉力和压力,延伸率反映了管材的塑性和韧性,硬度则与管材的耐磨性有关。
宝钢严格按照国家标准和行业规范进行生产和检测,确保每一根厚壁无缝管的性能都符合要求。
宝钢厚壁无缝管的应用领域非常广泛。
在石油化工行业,用于输送石油、天然气、化工原料等介质的管道;在电力行业,用于制造锅炉管、过热器管等高温高压部件;在机械制造行业,用于制造各种轴类、油缸、活塞杆等零部件;在建筑行业,用于搭建钢结构框架和支撑结构等。
宝钢高强度铁路车辆用耐候钢的试制及生产实绩

宝钢高强度铁路车辆用耐候钢的试制及生产实绩杨义文宝山钢铁股份有限公司1 前言我国经济的快速发展促进了铁路运输实施提速减重而实现铁路车辆提速减重的有效措施之一就是采用高强度铁道车辆用钢目前国内用于制造铁道车辆的耐大气腐蚀钢的最高强度是345MPa而美国等一些国家已可提供高达550MPa 的耐大气腐蚀铁道车辆用钢为满足我国铁路运输的新发展宝钢开始研制新一代高强度高耐候铁道车辆用钢于2002年底试制成功有优良低温冲击韧性和焊接性能的高强度铁道车辆用耐候钢2 性能实绩工业试生产钢板的力学性能统计结果见表1和表2冲击性能见表3和表4冲击功和韧脆转变温度曲线图见图1图4表1 Q400NQR1力学性能统计结果样本数115屈服强度sMPa 抗拉强度bMPa延伸率5%冷弯180最大值520 599 35最小值405 506 22平均值462 545 29合格表2 Q450NQR1力学性能统计结果样本数37屈服强度sMPa 抗拉强度bMPa延伸率5%冷弯180最大值526 602 30最小值455 551 22平均值486 571 27合格表3 Q400NQR1 -40横向冲击性能冲击试样尺寸mm 101055Akv J最大值333最小值177平均值285样本数14表4 Q450NQR1 -40横向冲击性能冲击试样尺寸mm101055试验温度,图1 Q400NQR1冲击功曲线图板厚12.0mm试验温度,图2 Q400NQR1断口剪切面积曲线图板厚12.0mm由图2可知Q400NQR1的韧脆转变温度为-50试验温度功图3 Q450NQR1冲击功曲线图板厚14.0mm试验温度图 4 Q450NQR1断口剪切面积曲线图板厚14.0mm由图4可知Q450NQR1的韧脆转变温度为-503 焊接性用斜Y 坡口裂纹试验方法和搭接接头CTS焊接裂纹试验方法评定钢材对焊接冷裂纹的敏感程度试验结果表明0下无论是进行手弧焊还是气保焊宝钢高强度铁道车辆用耐候钢不会产生焊接冷裂纹表现出良好的焊接性4 耐腐蚀性能用室内加速腐蚀试验方法评价钢的耐腐蚀性能试验结果表明宝钢高强度铁路车辆用耐候钢确实具有优良的耐腐蚀性能与普通钢相比时间越长优势越明显室内加速腐蚀试验结果见图5图9率图5 240小时湿热试验率图6 480小时湿热试验率图7 96小时盐雾试验率图8 480小时盐雾试验率图9 480小时加速老化试验5 结论宝钢高强度铁道车辆用耐候钢的研制结果表明1采用适当的成份和加工工艺可以获得具有高的强度和韧性以及优良焊接性能和耐腐蚀性能的铁道车辆用钢2钢板具有高的冲击韧性满足铁路车辆服役的安全性要求3钢板具有较高的延伸率表现出良好的成形性能满足车辆制造的使用要求。
耐候钢介绍

耐候钢介绍耐候钢是一种具有特殊性能的钢材,它能在恶劣的环境条件下保持良好的耐蚀性和耐久性。
本文将介绍耐候钢的特点、应用领域以及未来发展趋势。
耐候钢具有良好的耐蚀性。
它能够形成一层致密的氧化皮,阻止氧、水和其他化学物质的进一步侵蚀。
这一特性使得耐候钢广泛应用于海洋环境、化工设备、建筑物外墙等场所,能够有效延长使用寿命。
耐候钢还具有良好的耐久性。
它能够在长期暴露于恶劣的气候条件下保持稳定的力学性能。
不同于普通钢材容易受到氧化、腐蚀等问题的困扰,耐候钢能够长期稳定地承受风吹雨打、日晒雨淋等自然环境带来的影响。
耐候钢的应用领域非常广泛。
在建筑领域,耐候钢常被用于制作桥梁、高层建筑的外墙和屋顶等结构部件。
其特殊的耐候性能使得建筑物能够经受住各种气候条件的考验,减少了维护和修复的成本。
在工业领域,耐候钢常被用于制作化工设备、矿山机械等耐腐蚀性要求较高的设备。
此外,耐候钢还广泛应用于汽车制造、船舶建造、铁路交通等领域。
随着科技的不断进步,耐候钢的研发也在不断进行。
目前,一些新型的耐候钢材正在被开发出来,以满足更高的性能要求。
例如,一些研究人员正在研发具有更高强度和更好耐蚀性的耐候钢,以应对更加恶劣的环境条件。
另外,一些研究还致力于提高耐候钢的可焊性和可加工性,以便更方便地应用于各种工程项目中。
耐候钢作为一种具有特殊性能的钢材,具有良好的耐蚀性和耐久性。
它在建筑、工业和交通等领域有着广泛的应用。
随着科技的不断进步,耐候钢的研发也在不断进行,为各行各业提供更好的解决方案。
相信在未来,耐候钢将会在更多领域发挥重要作用,为社会的发展做出更大的贡献。
宝钢抗腐蚀系列钢管产品介绍-2009.8汇总

▲抗H2S腐蚀油井管
宝钢抗H2S应力腐蚀油井管—产品第三方评估
钢级 BG110S BG110S/TS BG110S/TS BG95S BG95S BG110S/TS BG95SS BG80S BG110SS 规格mm 177.8*11.51 244.48*11.99 244.48*11.99 177.8*9.19 177.8*9.19 177.8*12.65 93.17*12.32 141.3*13 88.9*6.45 性能 气密封 压溃 抗硫 上卸扣,内压,复合 热循环载荷 上卸扣;拉伸内 压弯曲 抗硫 抗硫 抗硫 抗硫 结论 宝钢特殊扣70.38MPa不泄 四川石油检验中心 BGQ-2008-560 漏 挤毁强度62MPa,超 2009质检字601号 西安管材所 API69% 按80%SMYS加载试样无 四川酸性油气田材 2009料评价中心 裂纹 西安管材所 西安管材所 四川酸性油气田材 料评价中心 四川酸性油气田材 料评价中心 四川酸性油气田材 料评价中心 四川酸性油气田材 料评价中心 2007质检字194号 2007质检字429号 2009-1804 2006-881 2006-882 2006-958 满足要求见报告结论 满足要求见报告结论 6.35试样按80%SMYS加 载试样无裂纹 6.35按100%SMYS加载 试样无裂纹 6.35试样按100%SMYS 加载试样无裂纹 3.81试样按76.5%SMYS 加载试样无裂纹 单位 编号
按照API 5CT 对 应钢级控制
高抗硫管
BG80SS BG90SS BG95SS
BG110SS
▲抗H2S腐蚀油井管 宝钢抗H2S应力腐蚀油井管— 参考标准 选材标准
NACE MR0175/ISO15156-2 (碳钢与低合金钢选材准则) 0区: PH2S<0.3kPa ,不考虑SSC 1区、2区、3区: 附录A: 给出已评价合格的材料 附录B: 实验室评价试验来选材 PH2S越高对防硫材料要求越高 未给出PH2S>1MPa选材要求
材料标准—宝钢企业Q-BQB(pdf 26)
7. 弯曲试样尺寸如下:
3 号:L≥50mm,
b≥50mm
4 号:L≥200mm,
b≥40mm
8.除 WTSt37-2 和 WTSt52-3 取横
向试样外,其他均取纵向试样。
≤
9.对牌号 B490NQR 和 B480GNQR 可
经协商增加下列-20℃或-40℃
冲击试验,指标如下:
试样尺寸为:10×5、10×7.5、
0.55
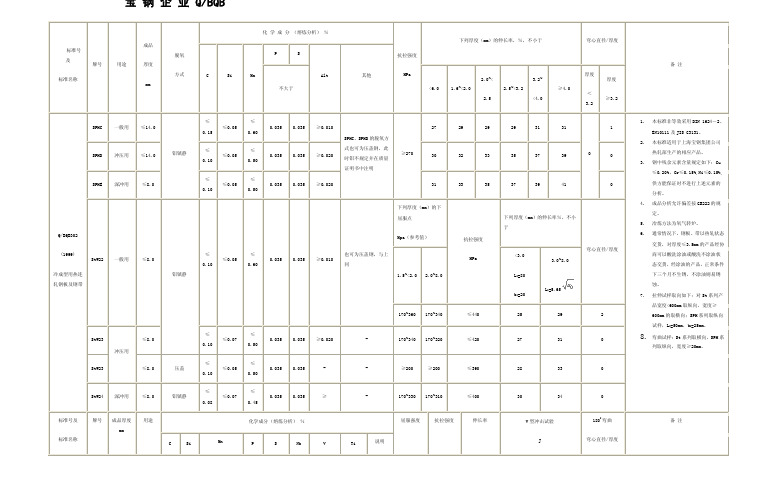
成品 标准号及标准名 牌号 称 mm C Si 用途 厚度
化学成份(熔炼分析) %
通常采用的热处理温度℃
P Mn 不大于
S 残余元素 正火 退火 渗碳 芯部淬火
备 注 表面淬 回火 火
0.07~ C10 <5.0 0.13 表面硬化钢是具 C15 Q/BQB360(1999) 表面硬化钢热连 轧钢板及钢带 S09CK 有相当低含碳量 的优质结构钢, 表 面经渗碳或渗氮 后进行淬硬, 可得 到高硬度、 耐磨表 面层和高韧性芯 部的结构件, 如齿 轮 1.6~ S15CK 6.0 0.18 0.13~ 0.15~0.35 6.0 0.12 1.6~ 0.07~ 0.10~0.35 <5.0 0.18 ≤0.40
0.35
0.12
23
4号
3a 够的固氮元素,例如含 Al ≥0.020%,成品钢板化学成 分与表列成分间的允许偏
耐腐蚀结构用热 连轧钢板及钢带
耐硫酸 露 1.6~ S-Ten 2 点腐蚀 结 6.0 0.14 0.55 0.90 0.035 0.15~ ≤ ≤ 0.035 1.00 0.50 0.50~ 0.25~ Ti≤0.15 6.0 5. 构用 1.6~ 325 ≥440 1号 22 4号 3a 4.
耐蚀低合金钢与不锈耐蚀钢知识总结

耐蚀低合金钢与不锈耐蚀钢知识总结一、引言耐蚀低合金钢和不锈耐蚀钢是常用的金属材料,在工业中具有广泛的应用。
它们具备耐腐蚀性能,能够在恶劣环境中长时间使用。
本文将对耐蚀低合金钢和不锈耐蚀钢的特点、组成成分、制备工艺、应用领域等方面进行总结。
二、耐蚀低合金钢1. 特点耐蚀低合金钢是指含有少量合金元素的钢材,具备良好的耐腐蚀性能。
它的耐蚀性是通过合金元素的添加来实现的,这些合金元素能够与腐蚀介质中的氧、水分子等发生化学反应,形成致密的氧化物膜,阻止腐蚀介质进一步侵蚀钢材。
耐蚀低合金钢具有良好的机械性能、耐磨性和耐热性,适用于高温、高压和腐蚀性环境下的工作条件。
2. 组成成分耐蚀低合金钢的合金元素主要包括钼、铬、钛、铌等。
钼的加入可以提高钢材的耐蚀性能,使其在硫酸、盐酸等腐蚀介质中表现出较好的耐蚀性。
铬的加入可以形成致密的氧化铬膜,提高钢材的耐蚀性和耐热性。
钛和铌的加入可以稳定钢材的晶界,防止晶界腐蚀。
3. 制备工艺耐蚀低合金钢的制备工艺包括熔炼、铸造、热处理等环节。
首先,将适量的铁矿石、合金元素和熔剂放入高炉中熔炼,得到合金液。
然后,将合金液浇铸成坯料,通过热处理使其获得良好的耐蚀性能。
4. 应用领域耐蚀低合金钢广泛应用于石油化工、化肥、制药、海洋工程、航空航天等领域。
例如,在石油化工装置中,耐蚀低合金钢能够耐受高温、高压和腐蚀性介质的腐蚀,确保设备的安全运行。
三、不锈耐蚀钢1. 特点不锈耐蚀钢是一种具有良好耐蚀性能的钢材。
它的耐蚀性主要是由于其中的铬元素与氧发生反应,形成致密的铬氧化物膜,阻止腐蚀介质对钢材的进一步侵蚀。
不锈耐蚀钢还具备良好的机械性能、耐热性和耐磨性,适用于各种恶劣环境下的使用。
2. 组成成分不锈耐蚀钢的主要合金元素是铬,其含量通常在10%以上。
此外,还包含少量的镍、钼、锰等元素,以提高钢材的耐蚀性能。
3. 制备工艺不锈耐蚀钢的制备工艺包括熔炼、铸造、热处理等步骤。
首先,将适量的铁矿石、合金元素和熔剂放入高炉中进行熔炼。
调质型贝斯耐磨板BISPLATE 400的成分性能及用途
高强度调质型贝斯耐磨板BISPLATE 400的成分性能及用途一、简介近年来,随着钢铁行业装备与工艺水平的不断提升,高强度耐磨钢的开发与应用发展很快。
这类钢是在低合金高强度可焊接钢的基础上发展起来的,耐磨性能好,使用寿命可达传统结构钢板的数倍;生产工艺一般采用轧后淬火(或淬火+回火)。
耐磨钢板适用于多种工况条件,因而很受用户欢迎,瑞典、澳大利亚、德国、中国、日本等国的一些钢铁公司都生产这类耐磨钢。
BISPLATE系列高强度耐磨钢是澳大利亚Bisalloy,系列贝斯耐磨钢包括:贝斯400耐磨钢板、贝斯500耐磨钢板、贝斯450耐磨钢板、贝斯600耐磨钢板、贝斯550耐磨钢板、贝斯360耐磨钢板、Bisplate400耐磨钢板、Bisplate500耐磨钢板、Bisplate450耐磨钢板、Bisplate600耐磨钢板、Bisplate550耐磨钢板、Bisplate360耐磨钢板。
BISPLATE 400是一种全厚硬化、抗磨损钢板,在高强度冲击磨损环境中使用寿命长。
二、应用领域BISPLATE 400具有优异的耐摩擦、抗磨损和冲击韧性,应用领域:卸载车耐磨衬板、挖掘设备、旋风分离器、贮料仓、螺旋输送机、切削刃、导流护板、挖掘机铲斗、输送斜道等。
BISPLATE 400 是一种高硬度,耐磨损并且具有优异冲击韧性的钢板。
BISPLATE 400优化了耐磨、韧性和焊接三方面相配合的性能。
BISPLATE 400能够比较容易地利用常规焊接工艺配以低氢焊条进行焊接。
所有厚度BISPLATE 400钢板均可以冷成型加工,但是考虑到板的强度很高,在加工之前要确认机械设备加工能力。
为避免机械性能受到影响,板的受热温度不要高于250℃。
三、机械性能五、公司主营产品河南润禄贸易有限公司主营:容器板、低合金高强度结构钢、合金结构钢、耐候钢板、耐磨钢板、进口耐磨板可根据客户图纸加工切割各种异形件。
公司有稳定的下游客户约200余家销售网络辐射到全国各个地区。
宝山钢铁股份有限公司顺利完成首批BT-S13Cr110超级13Cr油管生产

● 信 息
宝山钢铁 股份有 限公司顺利完成首批 B — 1 C l 0 T S 3 r1 超级 1 C 油管生产 3r
20 0 9年 l ,宝 山钢铁股份有限公 司顺利完成 了首批供 中石油塔里木油 田公司使 用的 B - 1 C l0油管。 2月 T S 3 r1
塔里木油 田的“ 三超 ”超深 、超高压 、超 高温 ) 高腐蚀 油气井开发是世 界级难题 。在这样 的井况环境下 A I ( 和 P 系列 高频直缝焊管生产 [ . M]北京 :冶金工业出
版 社 .1 8 . 95
[]李 鹤林 ,郭生武 ,冯耀荣 , . 2 等 高强度微合金管线钢显
微组织分析与鉴别 图谱 [ . M] 北京 :石油工业 出版社 ,
2 001 .
( 修定 日期 :2 1— 1 1 ) 0 0 0 — 2
表 3 X7 0钢级 H W 钢管的几何尺寸 F
4 结
语
屈 强 比。
通过研制和开发 X 0 7 钢级 H W 海底用管线钢 F
管 。得 出以下结论 :
( )焊缝经热处理后硬度与母材相当,焊缝与 4 母材的晶粒度均在 A T 1 2 S M E 标准的 1 级以上 , 1 0
()由于钢管在制造和试验过程中存在加工硬 焊缝与母材达到等韧性效果。 1 化和受包辛格效应影响。因此确定原料横 向最低屈 服 强度 时应 比规定 的最小 值 增加 3 a 0MP 。原 料纵 向屈服强度应 比规定的最小值 降低 1 P ,以此 0M a 达到制管后钢管性能满足规定要求 。 ( )X 0 2 7 钢级海底管线管的成型、焊接及热处 理等关键工艺技术控制合理 .成型后适当采取大开 口角和高挤压力的方法能够保持焊缝质量稳定。 ( )开发的 H W 海底管线钢管的管体及焊缝 3 F 不仅具有高的强度和冲击韧性 。同时具有较稳定的
宝钢热轧热处理产品手册说明书

w w w .b a o s t e e l .c o m 热轧热处理产品手册Hot-rolled heat treated steelCONTENTS宝钢股份公司概况热处理产线设备能力包装和标识产品使用技术订货所需信息宝山基地青山基地工程机械高强结构钢耐磨钢汽车大梁超高强钢防护钢容器、耐热结构用钢磁轭钢热处理产品介绍0103030405051115192227293236Baosteel Iron & Steel Co., Ltd.Wuhan Iron and Steel Co., Ltd.Steel for Construction Machinery Wear Resistant SteelSteel for Automotive beamProtection SteelSteel for pressure vessel and heat resistant structureRim Lamination Steel Packing & Marking Guide for the Using of Steels Information before booking Introduction of Baosteel Introduction of heat treating Lines Product IntroductionINTRODUCTION OF BAOSTEEL 宝钢股份公司概况宝山钢铁股份有限公司(简称“宝钢股份”)是全球领先的现代化钢铁联合企业,是《财富》世界500强中国宝武钢铁集团有限公司的核心企业。
宝钢股份以“成为全球最具竞争力的钢铁企业和最具投资价值的上市公司”为愿景,致力于为客户提供超值的产品和服务,为股东和社会创造最大价值,实现与相关利益主体的共同发展。
2000年2月,宝钢股份由上海宝钢集团公司独家创立;同年12月,在上海证券交易所上市(证券代码:600019)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实物样管的制管加工
(2014.05.25,沧州)
3. BMS系列钢的制管加工
BMS1400的两片式制管
钢板规格:15*1600*6000mm。 制作内径1000mm的疏浚管,确认
实物样管的制管加工
(2017.06.12,扬州)
两片式制管的可行性
铣边
预弯边
折弯
对接合缝
3. BMS系列钢的制管加工
焊接电压:23.3V
焊接前焊剂经250℃2.5h的保温。 根据静置24h后的焊缝结果看,焊接质量 良好,不存在焊接后开裂问题
3. BMS系列钢的制管加工
BMS1400的三辊式制管
钢板规格:14*1800*5120mm,本次共制作30根样管 卷板机功率:55kW,满足制管要求,制管顺利 采用50kg埋弧焊丝,焊剂为SJ301。焊接质量良好
V型坡口焊接
使用后管体内壁光滑,看不出焊缝位置
2. BMS钢特性
典型物性参数
类 别 碳当量CEV (IIW) 焊接裂纹敏感指数Pcm 屈服强度Re 抗拉强度Rm 断后伸长率A 夏比冲击功(-40℃)KV2, 表面布氏硬度HBW 90度冷弯,弯心直径 弹性模量E(20℃) 弹性模量E(40℃) 剪切模量G(20℃) 剪切模量G(40℃) 泊松比 r(20℃~40℃) 质量密度 ρ 热导率 (25℃) 热导率 (40℃) 热膨胀系数(25℃) 热膨胀系数(40℃) 比热(25℃) 比热(40℃) 单位 % % MPa MPa % J HBW mm GPa GPa GPa GPa g/cm3 W/(m.K) W/(m.K) 1/K 1/K J/(kg.K) J/(kg.K) BMS1400 0.52 0.29 1250 1450 14 60 448 D=7t 210 208 80.8 81.2 0.29 7.85 48.54 47.93 1.254×10e-5 1.264×10e-5 451.89 458.38 BMS1500 0.59 0.37 1400 1650 13 57 505 D=8t 210 209 81.3 81.0 0.29 7.85 47.40 47.32 1.247×10e-5 1.257×10e-5 454.15 460.57
焊接12h后无损探伤,焊接 质量良好。
3. BMS系列钢的制管加工
BMS1500的三辊式制管
14.7*1500*8100mm规格,制作内 径850mm疏浚管。
实物样管的制管加工
(2016.07.漳州)
3. BMS系列钢的制管加工
BMS1500的三辊式制管
少后续的辊圆作业。
实物样管的制管加工
拉伸试验(横向) 牌号 厚度mm 屈服强度 ReH,MPa ≥1100 ≥1300 抗拉强度 伸长率 Rm,MPa A50mm,% ≥1400 ≥1500 ≥7 ≥7 布氏硬度 HBW 450±30 500±30 冲击试验 -40℃冲击值 KV2,J ≥ 20 ≥ 20 90°弯曲试验 弯心直径 d = 7a d = 8a
1. 行业背景 2. BMS钢特性 3. BMS钢的制管加工 4. BMS钢的应用案例
5. 采用BMS钢的效益
3. BMS系列钢的制管加工
折弯加工
BMS系列钢板的折弯加工必须严格控制折弯内径和角度。
牌号 BMS1400 板厚,mm t<8 8≤t<15 t<8 BMS1500 8≤t<15 最小折弯内径,D 纵向 7t 8t 8t 9t 横向 8t 10t 9t 11t 下模开口最小距离,W 纵向 10t 10t 11t 11t 横向 10t 12t 11t 13t 12-20 11-18 回弹角,°
平 均
13.72
29.34
BMS1400
宝钢抗冲击凹陷试验机
(照片由温东辉拍摄)
2. BMS钢特性
耐磨蚀性能优良
实验室磨蚀试验:
BMS耐磨蚀性能约为Q235的2倍。
磨蚀试验磨料及配比: 浆体组分 重量/g wt% 3.50 73.14
水
NaCl 石英砂
14000
508 39500
总计
54008
宝钢为BMS钢性能测试自主研发了磨蚀试验机
普通钢Q235B、Q345B管线材质排泥钢管耐 磨性能差,在苛刻工况条件下的使用寿命较短, 甚至不满1年即报废。
1. 行业背景
项目名称:疏浚耐磨排泥管线的研发
项目起止:2012-2016
背景:
宝钢和中交集团作为战略合作伙伴, 历时7年,联合进行了“疏浚排泥耐 磨钢管”项目研发,宝钢成功开发了 BMS系列耐磨蚀钢,其使用寿命可达 到普通钢管(Q235、Q345)的两倍。 2016年3月,中交股份科技部在南通 组织专家评审,通过了该项目的验收, 专家组对BMS钢给予了积极的评价。
H08Mn2
CHW-S10(典型值)
≥330
670
410-550
760
≥22
22
1. 行业背景 2. BMS钢特性 3. BMS钢的制管加工 4. BMS钢的应用案例
5. 采用BMS钢的效益
2. BMS钢特性
优良的焊接性能
BMS钢在室温下可以实现无预热焊接。 下表为分别用50公斤和80公斤焊丝进行“V”型焊接后接头的拉伸性能。
编号 BMS1400+JM56 9.99×12.88 10.01×12.90 BMS1400+BH800-Ⅱ 10.01×12.85 924 断焊缝 694 916 断焊缝 断焊缝 尺寸(mm) 9.99×12.88 抗拉强度 Rm(MPa) 703 备注 断焊缝
折弯内径d 的概念: d 越小冷弯越苛刻,即:越 BMS
容易开裂。
疏浚管直径超过800mm,而 钢板厚度在20mm以内,相当于折 弯直径是板厚的40倍以上。
2. BMS钢特性
优异的冲击韧性
BMS钢虽然强度硬度很高,但与普碳钢相比其低温韧性同样优良,韧脆转折
温度约为-50℃。因而环境温度在-50℃之上时,BMS钢都表现为高韧性,能有 效提高抗物料冲击能力。
12mm厚度规格。
焊接材料及工艺:
实物样管的制管加工
(2014.05.沧州)
埋弧焊焊丝为CHW-SG 直径4mm,焊剂为(SJ301),适用于X70强度等级的钢种。埋弧 焊电流450A、电压约30V,速度约4mm/s。
打底焊焊丝为1.2mm直径的E501T-1(牌号SQY-71),气体保护药芯焊丝
(2016.07.漳州)
BMS1500钢板强度高、反弹大,要求压边的弧度尽量接近管体直径,以减
3. BMS系列钢的制管加工
BMS1500的三辊式制管
实物样管的制管加工
14.7mm*1500mm规格的BMS1500卷 板需要约65kW的功率。
(2016.07.漳州)
BMS1500钢的卷板
3. BMS系列钢的制管加工
3. BMS系列钢的制管加工
BMS1500的三辊式制管
焊缝探伤结果显示焊缝质量优良,无焊接缺陷,同时管体平直度良好,椭
圆度满足疏浚管质量要求。
3. BMS系列钢的制管加工
BMS系列耐磨蚀钢的焊接材料
多批次的实物制管表明,BMS系列耐磨蚀钢采用弱搭配焊接可以获得良 好的焊接质量。 从控制成本考虑 , 在不影响使用的情况可以采用弱搭配焊接 ( 5080kg),推荐采用如下焊丝材料,焊剂采用烧结焊剂如SJ101、SJ301 焊丝材料 JM56(ER50-6) H08MnA 屈服强度,MPa ≥420 ≥330 抗拉强度,MPa ≥500 410-550 延伸率,A% ≥22 ≥22
2. BMS钢特性
交货状态及产品规格
热轧BMS系列钢采用淬火加回火热处理状态交货
BMS系列耐磨蚀钢可供规格如下表所示
牌 号
BMS1400 BMS1500
可供厚度,mm
3-15
可供宽度,mm
1000-1800
可供长度,mm
2000-12000
2. BMS钢特性
热轧BMS系列钢交货技术条件-力学性能
普通商密 3年
BMS系列输送管道用耐磨蚀钢简介
宝钢股份 研究院
2017年11月
BMS输送管道用耐磨蚀钢简介 1. 行业背景 2. BMS钢特性 3. BMS钢的制管加工 4. BMS钢的应用案例
5. 采用BMS钢的效益
1. 行业背景
背景:
海洋疏浚工况复杂。腐蚀、磨损及其二者的 交互作用,疏浚浆体中含有风化岩、珊瑚礁、 中粗砂时对管体造成的磨蚀更为严重
70 60 50
Akv/J
纵向 横向
40 30 20 10 0 -100
-80
-60
-40
-20
0
20
温度/℃
BMS钢(左)与普通钢(右,Q345)系列温度冲击对比
2. BMS钢特性
良好的抗冲击性能
试样编号 钢种 厚度 冲击高度 1# BMS1400 8mm 2.2m 凹陷深度mm 1 2 3 13.99 13.65 13.52 29.6 29.02 29.39 2# Q345B 8mm 2.2m
BMS1500钢的直缝埋弧焊
3. BMS系列钢的制管加工
BMS1500的三辊式制管
法兰焊接。
焊接工序 电流,A 电压,V
实物样管的制管加工
(2016.07.漳州)
速度,mm/s
热输入量,KJ/cm
法兰焊接(端面) 法兰焊接(背面环焊)
963 667
33 29
9 9
35.31 21.49
钢管法兰的焊接加工及端面修磨
BMS1400 3-15 BMS1500 3-15
注:1.拉伸试验采用横向试样,即试样长轴的方向垂直于轧制方向; 2.冲击试验采用纵向V型缺口夏比试样, 表列冲击值对应10*10*55mm标准试样,若采用5mm、7.5mm小试样,表中冲击值等比例减小;3.冷弯试验采用横向 试样,d=弯心直径,a=钢板厚度。