生物柴油技术工艺及流程
生物柴油加氢工艺流程
生物柴油加氢工艺流程全文共四篇示例,供读者参考第一篇示例:生物柴油是一种由植物油或动物油转化而来的燃料,被广泛应用于交通运输和工业生产中。
在生物柴油生产过程中,加氢工艺是一种重要的技术手段,可以提高生物柴油的品质和性能。
下面我们将介绍生物柴油加氢工艺流程及其原理。
一、生物柴油加氢工艺简介生物柴油加氢是一种通过催化剂作用将生物柴油中的不饱和化合物和杂质转化为饱和烃的过程。
这种工艺可以有效降低生物柴油的凝固点、改善燃烧性能和减少废气排放。
一般来说,生物柴油加氢包括催化裂化、沉淀脱硫、氢解等步骤。
1. 催化裂化催化裂化是生物柴油加氢的第一步,通过将原料与催化剂接触,在高温高压条件下,将大分子链的生物柴油分解为较小的碳氢化合物。
这个过程可以有效减少不饱和烃和杂质的含量,提高生物柴油的质量。
2. 沉淀脱硫沉淀脱硫是生物柴油加氢工艺的第二步,用于去除生物柴油中的硫化物。
硫化物是生物柴油中的一种有害物质,容易损坏催化剂和污染环境。
通过将生物柴油与脱硫剂反应,可以将硫化物转化为不溶于油中的硫酸盐或硫代硼酸盐,然后通过沉淀分离的方式将其去除。
3. 氢解1. 提高生物柴油的品质和性能,减少废气排放。
2. 可以降低生物柴油的凝固点,提高其在低温条件下的流动性。
3. 减少生物柴油的不饱和烃和杂质含量,减少燃料的积炭和系统堵塞。
4. 延长动力系统和催化转化器的使用寿命,降低维护成本。
生物柴油加氢工艺是一种有效的技术手段,可以提高生物柴油的品质和性能,减少废气排放,符合现代工业生产和环境保护的要求。
未来随着生物能源技术的不断发展,生物柴油加氢工艺将在全球范围内得到更广泛的应用。
第二篇示例:生物柴油是一种由植物油或动物油经过一系列化学反应加工而成的燃料,与传统石油燃料相比,生物柴油具有低碳排放、可再生资源等优点,因此备受关注。
而加氢工艺是生物柴油生产过程中的关键环节,通过加氢反应可以改善生物柴油的质量,提高其燃烧效率,减少有害物质排放。
生物柴油的制备工艺
生物柴油的制备工艺
生物柴油的制备工艺主要包括以下几个步骤:
1. 原料准备:选择适合制备生物柴油的油料植物或动物脂肪作为原料,并进行初步处理,如清洗油料、除杂、破碎等。
2. 提取油脂:通过压榨、溶剂提取等方法将油料中的油脂提取出来。
3. 杂质去除:对提取的油脂进行精炼处理,去除杂质、水分、酸、碱等有害物质,通常采用脱色、脱臭、脱水等工艺。
4. 酯交换反应:将精炼的油脂与甲醇与催化剂一起进行酯交换反应,生成甲酯(生物柴油)和甘油。
5. 分离甲酯:通过沉淀、蒸馏等方法分离甲酯和甘油,得到纯净的生物柴油。
6. 后处理:根据需要对生物柴油进行进一步处理,如添加抗氧化剂、添加柴油切割剂等。
7. 储存和分装:将生物柴油储存在适当的容器中,并分装成不同规格的包装,待销售或使用。
需要注意的是,生物柴油的制备工艺因原料类型和工艺条件的不同而有所差异,上述工艺只是一种常见的制备方法,具体工艺流程还需根据实际情况进行调整。
生物柴油工艺流程
生物柴油工艺流程生物柴油是一种可再生的燃料,由植物油或动物脂肪制成。
它是一种绿色能源,可以减少对化石燃料的依赖,减少温室气体排放,对环境友好。
下面是生物柴油的工艺流程。
1. 原料选择:生物柴油的原料可以是各种植物油和动物脂肪,常见的植物油包括大豆油、棕榈油和废弃食用油等。
动物脂肪来自于畜牧业的副产品,如猪油和鸡油等。
2. 预处理:原料中可能含有杂质,如水分、杂质和酸性物质等。
首先需要对原料进行预处理,包括去除杂质和酸性物质,以确保后续工艺的顺利进行。
3. 酯化反应:将经过预处理的原料与醇进行酯化反应。
酯化反应是将油脂中的甘油与醇萃取出来,得到甘油酯,也就是柴油。
反应过程需要催化剂的存在,催化剂可以是碱性物质或酸性物质。
4. 分离:酯化反应结束后,需要将产生的甘油酯与剩余的醇、催化剂等进行分离。
分离的方法可以是蒸馏、萃取或离心等,目的是得到纯净的甘油酯。
5. 清洗:分离后的甘油酯中可能还含有一些杂质,如催化剂残留和酸性物质。
为了得到高质量的生物柴油,需要对甘油酯进行清洗。
清洗的方法可以是水洗或酸洗,通过与水或酸的接触来去除杂质。
6. 脱色:甘油酯清洗后,还可能存在一些色素,需要进行脱色处理。
脱色的方法可以是活性炭吸附、氧化脱色或氯化脱色等。
7. 反应器再生:在整个生物柴油生产过程中,催化剂会逐渐失活,需要进行再生。
催化剂的再生方法可以是洗涤、焙烧或添加再生剂等。
8. 添加剂:为了提高生物柴油的性能和稳定性,常常需要添加一些添加剂。
例如,可以添加抗氧化剂、抗磨剂和防腐剂等。
9. 检测和质量监控:生产生物柴油后,需要进行质量检测和监控。
常见的检测指标包括酯值、水分、密度、闪点和凝点等。
只有通过质量检测合格的生物柴油才能投入市场使用。
10. 储存和运输:生物柴油可以储存在储罐中,也可以进行运输。
在储存和运输过程中,需要注意防止生物柴油受到水分和氧化的影响。
以上是生物柴油的工艺流程。
生物柴油的生产是一个复杂的过程,需要严格控制每个环节的操作条件和参数,以保证生产出高质量的生物柴油。
餐厨废弃油脂制生物柴油工艺流程

餐厨废弃油脂制生物柴油工艺流程
餐厨废弃油脂制生物柴油的工艺流程如下:
1. 收集餐厨废弃油脂:从餐厨垃圾处理中心、餐饮企业等地收集废弃的食用油脂。
2. 过滤和预处理:将收集到的废弃油脂经过过滤去除杂质、固体颗粒等,并进行预处理,如脱酸、去水等操作,以提高后续反应中催化剂的稳定性。
3. 酯化反应:将预处理后的废弃油脂与酒精(如甲醇)在催化剂的存在下进行酯化反应,生成甲酯(生物柴油)和甘油。
4. 中和和分离:将酯化反应后的混合物进行中和处理,加入适量的酸、碱等化学物质,使甘油和生物柴油分离出来。
5. 脱色和净化:对分离得到的生物柴油进行脱色处理,去除杂质和颜色,使其获得更纯净的品质。
6. 除水和除酸:进一步去除生物柴油中的水分和酸性物质,以保证其质量稳定。
7. 脱汽和蒸馏:通过蒸馏等工艺,将生物柴油中的溶剂、杂质等挥发物进行除去,提高其纯度。
8. 精炼和添加剂处理:对生物柴油进行精炼处理,如脱色、脱臭等操作,并添加抗氧化剂、防腐剂等添加剂,以提高其稳定
性和使用寿命。
9. 质检和储存:对生物柴油进行质量检测,确保其符合相关标准要求,然后进行储存和包装,以待销售或使用。
需要注意的是,每个生物柴油生产厂家可能会有略微不同的工艺流程,具体操作细节和参数也会有所差异。
以上流程仅为一般情况下的工艺流程,供参考。
地沟油到生物柴油工艺流程
地沟油到生物柴油工艺流程地沟油是指通过各种渠道收集的废弃食用油,其含有大量的污染物、重金属、致癌物质等有害物质,对人类健康和环境造成极大的危害。
然而,如果能够将地沟油进行有效利用,可以将其转化为生物柴油,既有效地减少了污染物的排放,又有利于资源的节约和可持续利用,具有重要的社会和经济意义。
一、生物柴油工艺概述生物柴油是由动植物油脂或其它油脂类物质制备的柴油替代燃料,因其可再生、环保、低碳等特点受到越来越多的关注和应用。
生物柴油工艺主要包括预处理、酯化反应、油脂脱酸、洗涤和分离等步骤。
其中,酯化反应是生物柴油制备的核心步骤,一般采用碱催化剂或酸催化剂,在高温高压下将油脂与甲醇酯化,生成甲酯(柴油酯)和副产物甘油。
生物柴油工艺流程示意图二、地沟油生物柴油制备工艺流程(一)预处理地沟油中所含有的水分、杂质、杂物等都会直接影响酯化反应的效果和产物质量,因此需要对原料进行预处理。
预处理一般包括以下步骤:1、沉淀杂物:将地沟油倒入沉淀罐或沉淀桶中,静置一段时间,待油中的杂物、水分等向下沉淀后,再将上清油倒出。
2、过滤除杂:通过滤网或其他过滤装置将油中颗粒物、沉淀物等过滤掉,保证后续反应的顺利进行。
3、酸洗:将油脂与2%左右的稀酸进行混合,让其在搅拌过程中进行酸碱中和反应,从而除去一部分杂质和游离脂肪酸。
(二)酯化反应预处理后的地沟油在酯化反应器中与甲醇和碱催化剂(如氢氧化钠、碳酸钠等)一起进行酯化反应。
反应温度一般控制在60℃-70℃左右,反应压力在0.8-1.2MPa之间,反应时间为1-2小时。
酯化反应的产物主要为甲酯和水,同时还有少量的副产物甘油。
(三)油脂脱酸酯化反应后的产物中含有大量的游离脂肪酸,需要对其进行油脂脱酸。
脱酸一般采用酸催化剂反应,如硫酸、盐酸等。
反应温度控制在50℃-60℃之间,反应时间为1-2小时,反应后的产物中游离脂肪酸含量下降到0.5%以下。
(四)洗涤和分离进行完油脂脱酸之后,还需要对产物进行洗涤和分离,以去除残留的催化剂、游离脂肪酸、甘油等杂质物质。
生物柴油的制备工艺及其质量控制

生物柴油的制备工艺及其质量控制随着全球气候变化和能源需求的不断增长,替代燃料的需求也越来越迫切。
生物柴油作为一种可再生的、低碳排放的替代燃料,受到了广泛的关注。
本文将介绍生物柴油的制备工艺及其质量控制的相关知识。
一、生物柴油的制备工艺生物柴油的制备可以通过两种不同的路线进行:转酯化法和水解酯化法。
其中,转酯化法是更为常见的制备方法,具体步骤如下:1. 原料准备:生物柴油的原料可以是各种油脂和动植物油,如大豆油、棕榈油、废弃油脂等,需要将原料进行预处理,如脱水、脱酸、脱蜡等步骤,以使原料的酸值、水分和杂质含量降至最低。
2. 酯化反应:将预处理好的原料加入酯化反应釜中,加入催化剂(通常使用硫酸或氢氧化钠),并控制反应温度和时间。
在反应进行过程中,废水会产生,需要进行处理。
反应结束后,可以通过冷却、分离等方式提取生物柴油。
3. 中和和洗涤:生物柴油中可能残留有一些催化剂和其他杂质,需要进行中和和洗涤处理,以降低杂质含量和提高生物柴油的纯度。
4. 产品储存:最后将制备好的生物柴油储存于容器中,使其保持干燥、无酸和低温环境。
二、生物柴油的质量控制由于生物柴油是一种液态燃料,其质量受到许多因素的影响,如原材料、生产工艺、生产设备和质量控制等方面。
因此,质量控制是生物柴油制备中非常重要的一环。
以下是生物柴油制备中需要注意的几个方面:1. 原材料的选择和质量:生物柴油的原材料需要具备优良的品质,如在酸值、游离脂肪酸、水分和杂质含量等方面达到标准要求,以确保生产出的生物柴油具有合适的物化性质和可靠的燃烧性能。
2. 生产工艺的控制:生物柴油的制备工艺需要进行标准化控制,所有步骤必须按照工艺要求严格执行,以保证生产过程的可靠性和一致性,同时避免产生不必要的问题。
3. 原材料和产品质检:生物柴油的原材料和产品需要进行严格的质检,以确保其质量符合标准要求。
原材料质检应包括对酸值、游离脂肪酸、水分、杂质含量等进行检测,产品质检则应涵盖燃烧性能、密度、闪点等性质的测定。
生物柴油的工艺技术简介pdf
除此之外,国内外还在开发有机碱催化剂,比如胺类等。当以有机 胺为催化剂时,在常压低温下经过 6~10h 的反应,可以达到比较高的 转化率,但产物中甘油单酯和二酯的含量很高,而甘油的量很低,难 以工业应用;当提高反应压力和温度时,反应过程中又有可能生成酰 胺,降低产品质量。因此,以有机碱为酯交换催化剂还需要有做大量 的研究工作来证明其可行性。 G,R
0.020
0.020
总甘油含量(质量分数)/ % 不大于
0.240
0.240
90%回收温度/ ℃
不高于
360
360
一价金属含量(mg/l)
不ቤተ መጻሕፍቲ ባይዱ于
5
5
酯含量(%)
不小于
96.5
96.5
1、工艺基础 1.1 酸碱催化酯交换的反应机理:
脂肪酸甲酯主要是由甘油三酯与甲醇通过酯交换制备,其反应方 程式如下:
德国(Lurgi)鲁奇工艺:该工艺以精制油脂为原料,采用二
段酯交换和二段甘油回炼工艺,催化剂消耗低,是目前世界上应 用最多的技术。鲁奇公司两级连续醇解工艺与常用二段酯交换工 艺的区别和优势在于:第二段酯交换后分离出的含有较高浓度甲 醇和含液碱催化剂的甘油一起作为原料直接进入第一段酯交换反 应器参与反应,从而减少催化剂用量。该工艺的缺点是对原料要 求苛刻,生产过程中废液排放较多。至今 Lurgi 生物柴油生产工艺 是目前世界上销售最多的技术,也是工业化装置最成熟的技术。
生物柴油工艺技术简介
摘要: 随着油脂化工产品市场的迅猛发展,与之相关的核心生
产技术应用与研发必将成为业内企业关注的焦点。工艺与装 备技术,是衡量一个企业是否具有先进性,是否具备市场竞 争力,是否能不断领先于竞争者的重要技术经济指标。通过 了解研究国内外油脂化工生产核心技术,提升产品技术升级 换代,进一步提高产品市场核心竞争力。地沟油的价格越来 越高,生物柴油企业的利润空间越来越小,许多企业甚至到 了亏损的边缘,在死亡线上争扎,而有的企业还有较好的收 益,过着高收益的好日子。这是为什么呢?很多人想不明白 其中的奥秘。生物柴油的主要成本是原料地沟油,市场经济 条件下,按质论价,同等地沟油的价格相差无几,同样地沟 油原料,产品品质的优劣,消耗的多少,得率的高低对成本 有着重要影响。下面介绍本人拥有独立自主知识产权的,与 众不同的,具备了先进技术优势,高品质优势,低能耗优势, 高转化率优势,低甲醇消耗优势,低综合成本优势,环保绿 色优势的绿色,环保,低耗,高效生物柴油生产线。
生物柴油的生产技术与工艺

生物柴油的生产技术与工艺随着全球经济的快速发展以及能源危机的出现,全球对于可再生清洁能源的需求越来越高。
在这样的背景之下,生物柴油逐渐成为了能源领域的重要之一。
生物柴油是一种可再生能源,与传统的石油能源相比,它能够更好地减少温室气体的排放,减少对环境的污染。
同时,生物柴油还是一种高附加值的能源产品,其生产和销售都拥有非常广泛的市场。
一、生物柴油的定义生物柴油,也称为生物燃料,是由动植物油或脂肪酸甲酯制成的燃料,它与传统的石油燃料相比,具有可再生、可降解的特性,以及更低的烟雾排放和更高的环保性能,同时生物柴油也更具有可持续性。
二、生物柴油的生产技术1. 醇法生产方法醇法是生产生物柴油最为常用和主流的一种方法,其主要流程为脂肪酸与甲醇反应生成脂肪酸甲酯(BDF),反应中需要添加催化剂。
催化剂通常采用碱类或酸类催化剂,其作用是促进酯化反应的进行。
BDF是由水解、脱水、甲醇脱出等组成的,并可以被直接用于发动机燃料。
2. 生物油直接燃烧法直接燃烧法是一种简单、方便的生产方法,其主要原料是由胶质(如油菜籽和锦鸡儿)或油类物质(如棕榈油和大豆油)提炼后获得的生物油。
生物油在燃烧时会产生二氧化碳和水,其中水可以被循环再利用。
而生物油直接燃烧法的缺点在于其原料的储存难度大以及热值相对较小。
3. 生物质/废弃物焚烧法生物质/废弃物焚烧法通常采用生物质或废弃物为原料,通过高温氧化反应将原料转化为燃料而制成生物柴油。
这种生产方法的优点在于相对于其他方法,它所使用的原料来源相对更加广泛,使用的过程更加环保,可以有效地减少酸性气体和颗粒物的排放。
三、生物柴油的工艺1. 原料处理生物柴油用的原料一般为植物油和脂肪酸。
在加工过程中,除去杂质和有毒物质是非常关键的。
要想获得高纯度的生物柴油,必须先对原料进行处理,提高其纯度,同时采取一些必要的预处理措施,如调整其酸值、水分等。
这样可以帮助提高反应的转化率,保证生产质量的稳定性,从而也可以提高产量。
技术|地沟油制备生物柴油的技术方法

技术|地沟油制备生物柴油的技术方法目前,生物柴油的制备技术方法主要有直接混合法、微乳法、热解法和酯交换法。
我国地沟油的来源广且分散,具有含固体杂质多、含水分高、酸值高的特点。
地沟油制备生物柴油一般要先经过除水、机械除杂、除酸、脱色等预处理,然后利用酯交换法或加氢裂化法制备成生物柴油。
酯交换法制备生物柴油张勇以废弃地沟油为原料,经预处理后采用两步酯化工艺将其转化为生物柴油,第一步为酸催化预酯化反应,主要是将地沟油中的游离脂肪酸转化为脂肪酸甲酯;第二步为酸催化转酯化反应,进一步将地沟油中的甘三酯转化为甲酯和甘油。
通过正交实验得到预酯化反应的最佳条件为:醇油摩尔比10∶1、催化剂用量1%、反应温度70℃、反应时间4小时;转酯化反应的最佳条件为:醇油摩尔比20∶1、催化剂用量6%、反应温度70℃、反应时间4小时。
在最佳反应条件下,甘三酯的酯化率可达到86.89%。
利用该方法制备的生物柴油在闪点、冷滤点等方面要优于0号柴油,在储运过程中更安全;同时能够在更宽的温度范围内使用。
研究同时发现将利用该方法制备的生物柴油与0号柴油按照B20调和后,不仅能够大大降低生物柴油的黏度,使挥发性得到改善,同时使0号柴油的闪点提高,凝点和冷滤点降低,使储运过程更加安全,低温性能得到改善,有利于在更宽的温度范围内使用,可以满足使用要求。
地沟油酸催化法制备生物柴油是利用地沟油与甲醇或乙醇等低碳醇在酸性催化剂条件下进行酯交换反应,生成相应脂肪酸甲酯或乙酯。
姚亚光等以酸作为催化剂,首先对地沟油进行除杂、脱胶、脱色、脱水的预处理,在酸催化条件下利用地沟油制备生物柴油,通过对地沟油与甲醇、乙醇酯化反应进行正交实验,实验确定了酸催化地沟油制备生物柴油的最佳反应条件为:甲醇温度为70℃,油醇摩尔比为1∶40,催化剂浓度为7%,反应时间为6小时,级差顺序依次是:油醇摩尔比、反应时间、催化剂浓度、温度;乙醇温度为80℃,油醇摩尔比为1∶30,催化剂浓度为5%,反应时间为6小时,级差顺序依次是:油醇摩尔比、温度、催化剂浓度、反应时间。
(工艺流程)生物柴油技术工艺及流程

生物柴油技术及工艺流程分析报告(上)一、概述1.1生物柴油概述生物柴油(Biodiesel) ,又称脂肪酸甲酯(Fatty Acid Ester) 是以植物果实、种子、植物导管乳汁或动物脂肪油、废弃的食用油等作原料,与醇类(甲醇、乙醇) 经交酯化反应(Transesterification reaction) 获得。
生物柴油这一概念最早由德国工程师Dr.Rudolf Diesel (1858-1913) 于1895年提出,是指利用各类动植物油脂为原料,与甲醇或乙醇等醇类物质经过交脂化反应改性,使其最终变成可供内燃机使用的一种燃料。
在1900年巴黎博览会上,Dr.Rudolf Diesel展示了使用花生油作燃料的发动机。
生物柴油具有一些明显优势,其含硫量低,可减少约30%的二氧化硫和硫化物的排放;生物柴油具有较好的润滑性能,可以降低喷油泵、发动机缸体和连杆的磨损,延长其使用寿命;生物柴油具有良好的燃料性能,而且在运输、储存、使用等方面的安全性均好于普通柴油。
此外,生物柴油是一种可再生能源,也是一种降解性较高的能源。
1.2使用生物柴油可降低二氧化碳排放生物柴油的使用能减少温室气体二氧化碳的排放,可以这样来理解:燃烧生物柴油所产生的二氧化碳与其原料生长过程中吸收的二氧化碳基本平衡,所以不会增加大气中二氧化碳的含量.而燃烧矿物燃料所释放的二氧化碳需要几百万年才能再转变为石化能,故使用生物柴油能大大减少石化燃料的消耗,相当于降低了二氧化碳的排放。
美国能源部研究得出的结论是:使用B20(生物柴油和普通柴油按1:4混合)和B100(纯生物柴油)较之使用柴油,从燃料生命循环的角度考虑,能分别降低二氧化碳排放的15.6%和78.4%。
1.3生物柴油降低空气污染物的排放生物柴油由于本身含氧10%左右,十六烷值较高,且不含芳香烃和硫,所以它能够降低CO、HC、微粒、NOx和芳香烃等污染物的发动机排气管排放,尤其是微粒中PM10的排放,而它正是导致人类呼吸系统疾病根源的污染物。
生物柴油工艺流程简述
生物柴油工艺流程简述本项目所采用的是吸收发展日本HAVE技术及与公司技术研发合作方上海华东理工大学共同研制的脂肪酸甲脂提纯的分子蒸馏技术和自有的精制技术相结合,自主开发创新,独具特色的生产工艺和设备。
是在国内外同行业中具有先进性的生物柴油生产新工艺。
叙述如下:STEP-1前处理原料油在,多数场合时是含有一定的水分和微生物的,在加热100℃以上的情况下.甘油三酯(三酸甘油酯)的一部分加水分解,变为游离脂肪酸。
因此,一般的原料油尤其是废食用油里含有2~3%的游离脂肪酸,饱和溶解度的水以及残渣的固定成分。
这些杂质,特别是在由碱性触媒法的酯化交换过程中,使触媒活性下降,产生副反应生成使燃料特性变坏的副生物,所以,在酯交换反应前,有去除的必要.D/OIL制造过程中,配合高速分离,真空脱水,脱酸等,几乎可以全部除去废食用油中的杂质。
饱和脂肪酸采用烙合法断链转换成不饱和脂肪酸。
STEP-2 甲醇触媒的溶解水分等杂质含有量在所定值以下的甲醇和触媒混合后,用来调制甲醇溶液.此过程中,特别要注意的是,由于溶解热的突然沸腾,有必要控制溶解速度和溶液的温度。
另有,KOH触媒由于吸水性较高,所以,在储藏和使用阶段尽量防止吸收水分、一旦,吸收了大量的水分时, KOH就会变得难于溶解,将会影响到下一个工序。
STEP-3 酯交换反应将经过前处理的原料油和触媒,甲醇混合,在65度左右时进行酯交换反应(Ⅲ--4)。
在此工序中,为了达到完全反应的目的(tri-di-mono-甘油酯的转化率在99%以上),有必要控制甲醇/原料油比,触媒/原料油比,搅拌速度,反应时间等的参数。
通常,甲醇/原料油比和触媒/原料比越大,反应速度越快,投入化学反应理论以上的过剩甲醇时,不只是D/OIL的制造原价升高, D/OIL中的残存甲醇浓度也升高,燃料特性反而恶化。
还有,此工程,如果原料油中水分和游离脂肪酸有残留的情况下,会引起如下图所示的副反应。
过量甲醇通过闪蒸分离后经精馏回用。
生物酶法制备生物柴油
生物酶法制备生物柴油摘要:石油资源日益匮乏,生物柴油已经成为国际新能源研究的热点。
生产方法以及生产原料成为生物柴油发展的两大瓶颈。
生物柴油主要是以动植物油为原料,通过酯交换反应而制备的长链脂肪酸酯类物质。
目前生物柴油的生产工艺主要有化学法和生物酶法。
化学法是当前的主流工艺,但存在能耗高、工艺复杂、醇消耗量大、环境污染等缺点。
生物酶法具有对原料中脂肪酸和水含量要求低、工艺简单、反应条件温和、选择性高、醇用量小、副产物少、生成的甘油容易回收且无需进行废液处理等优点,因而被认为是取代化学法生产生物柴油的绿色工艺。
生物酶法包括游离脂肪酶催化法、离子液体脂肪酶催化法、固定化脂肪酶催化法和细胞内脂肪酶催化法等。
全细胞酶法弥补了脂肪酶的生产成本高、使用寿命短、易失活等不足,节省了设备和运行维护费用,成为了未来生物柴油制备的发展方向。
收集餐饮废油和工业废油脂,发展高油作物和工程微藻,以此为原料生产生物柴油能够显著降低原料成本。
改进传统生物柴油生产工艺,加快脂肪酶酯化工艺的研发,开发原料适应性广、酯化效率高、连续化、自动化程度高的环保经济新工艺,是目前生物柴油产业发展的核心。
关键词:生物柴油;生物酶法;全细胞酶法1、生物柴油及其利用现状生物柴油(Biodiesel)是指以植物、动物油脂等可再生生物资源生产的可用于压燃式发动机的清洁替代燃油。
生物的柴油的制备过程是通过酯交换反应进行的,酯交换法是指通过酯基转移作用将高粘度的植物油或动物油脂转化成低粘度的脂肪酸酯,该过程需要一定的催化剂才能进行。
生物柴油作为可再生清洁能源,具有优良的环保特性,无芳烃,含硫低,含氧高,可达11%,十六烷值高,燃烧性能好,润滑性好,闪点高,运输和使用安全等优点。
因此,利用生物柴油作为新能源替代传统柴油,在环保和能源领域都有着非常深远的意义。
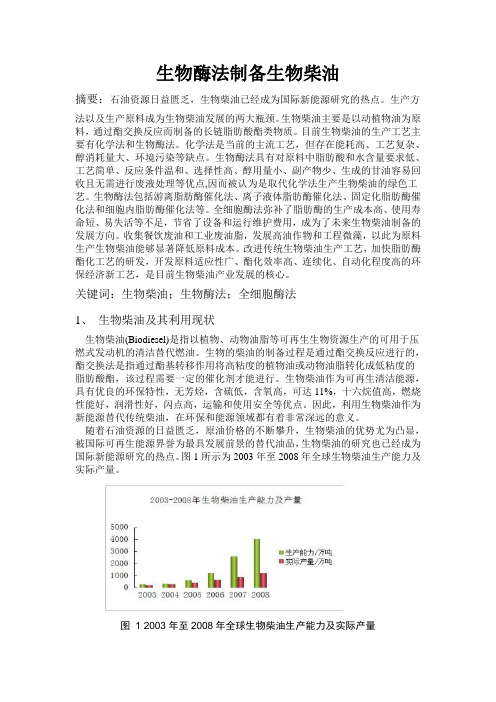
随着石油资源的日益匮乏,原油价格的不断攀升,生物柴油的优势尤为凸显,被国际可再生能源界誉为最具发展前景的替代油品,生物柴油的研究也已经成为国际新能源研究的热点。
生物柴油简单的提炼工艺流程
生物柴油简单的提炼工艺流程生物柴油是由从植物油或动物脂的脂肪酸烷基单酯组成的一种可替代柴油燃料。
目前,大多数生物柴油是由大豆油、甲醇和一种碱性催化剂生产而成的。
然而还有大多数的不易被人体消化的廉价油脂能够转化为生物柴油。
工艺流程简介:(1)物理精炼:首先将油脂水化或磷酸处理,除去其中的磷脂,胶质等物质)。
再将油脂预热、脱水、脱气进入脱酸塔,维持残压,通入过量蒸汽,在蒸汽温度下,游离酸与蒸汽共同蒸出,经冷凝析出,除去游离脂肪酸以外的净损失,油脂中的游离酸可降到极低量,色素也能被分解,使颜色变浅。
各种废动植物油在自主研发的DYD催化剂作用下,采用酯化、醇解同时反应工艺生成粗脂肪酸甲酯。
(2)甲醇预酯化:首先将油脂水化脱胶,用离心机除去磷脂和胶等水化时形成的絮状物,然后将油脂脱水。
原料油脂加入过量甲醇,在酸性催化剂存在下,进行预酯化,使游离酸转变成甲酯。
蒸出甲醇水,经分馏后,无游离酸的分出C12-16棕榈酸甲酯和C18油酸甲酯。
(3)酯交换反应:经预处理的油脂与甲醇一起,加入少量NaOH做催化剂,在一定温度与常压下进行酯交换反应,即能生成甲酯,采用二步反应,通过一个特殊设计的分离器连续地除去初反应中生成的甘油,使酯交换反应继续进行。
(4)重力沉淀、水洗与分层。
(5)甘油的分离与粗制甲酯的获得。
(6)水份的脱出、甲醇的释出、催化剂的脱出与精制生物柴油的获得。
整个工艺流程实现闭路循环,原料全部综合利用,实现清洁生产。
大致描述如下:原料预处理(脱水、脱臭、净化)--反应釜(加醇+催化剂+70℃)--搅拌反应1小时--沉淀分离排杂--回收醇--过滤--成品。
以下无正文仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.仅供个人用于学习、研究;不得用于商业用途。
Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales.仅供个人用于学习、研究;不得用于商业用途。
生物柴油工艺流程
生物柴油工艺流程
《生物柴油工艺流程》
生物柴油是一种由植物油或动物脂肪制成的可再生燃料,具有减少温室气体排放、降低对化石能源的依赖等优点。
其生产过程主要包括提取原料、转化成酯和精制成柴油三个主要步骤。
首先,提取原料。
生物柴油的原料可以是植物油,如大豆油、油菜籽油或棕榈油;也可是动物脂肪,如猪油或鸡油。
这些原料经过预处理去除杂质和水分后,就可以用于生产生物柴油。
其次,将原料转化成酯。
这一步骤被称为酯化,是通过将原料与醇在催化剂的作用下反应而成。
在酯化过程中,原料中的三酸甘油酯(TAG)分解成甲酯和甘油,甲酯即为生物柴油的
主要成分。
最后,精制成柴油。
经过酯化的原料需要经过脱色、脱酸、冻晶和蒸馏等工艺步骤,去除残余的杂质和水分,最终得到纯净的生物柴油。
在生物柴油的生产过程中,需要严格控制各个环节的参数,包括反应温度、反应压力、催化剂的选择等,以确保产品的质量和产量。
同时,生物柴油的生产工艺也在不断地创新和改进,以提高生产效率和降低成本,推动生物柴油产业的发展。
总的来说,生物柴油的生产工艺流程包括提取原料、转化成酯和精制成柴油三个主要步骤。
这一工艺流程的不断创新和完善,
将有助于推动生物燃料产业的发展,减少对化石能源的依赖,促进环境保护和可持续发展。
生物柴油工艺
工艺、技术与设备选型1.1 生产工艺采用目前生产生物柴油的普遍方法——化学法生产:植物和动物油脂与甲醇或乙醇等低碳醇在催化剂的作用下,进行酯化反应生成脂肪酸酯生物柴油。
生产工艺分四步进行:预处理、酯化、生物柴油精馏、甘油精制。
项目具体的生产工艺流程如图所示。
前处理阶段(水洗脱胶、除杂)反应阶段(酯化反应-酯交换反应)成品脱色阶段2(1)预处理将废弃油脂加入到脱油罐中,通入水化使油脂中的固体颗粒、磷脂、蛋白质等杂质溶解在水中形成分液层。
下层混合物由罐底排出。
脱胶油后的油脂通过去除原料中水分得到标准原料油。
(2)酯化反应标准原料油与甲醇经混合后再与酸性催化剂混合,然后进入合成反应器。
混合物料在反应器控制反应压力(正压)、温度,并控制甲醇量,搅拌器充分搅拌混合的环境下反应,经化验分析合格后结束,迅速冷却并停止搅拌。
酯化反应主要是动植物酸与甲醇反应生成甲酯和水;甘油酯中丙三醇被甲醇取代,生成低碳链甲酯和甘油。
反应混合物沉降分为油相和水相,经离心机分离。
油相去中间罐。
到下一步进行酯交换反应;水相到废水处理。
(3)酯交换第二步油相与甲醇经混合后再与碱性催化剂混合,然后进入合成反应器。
混合物料在反应器控制反应压力(正压)、温度,并控制甲醇量,搅拌器充分搅拌混合的环境下反应,经化验分析合格后结束,迅速冷却并停止搅拌。
酯交换化反应主要是甘三酯与甲醇反应生成甲酯和甘油;甘油酯中丙三醇被甲醇取代,生成低碳链甲酯和甘油。
反应混合物沉降分为油相和水相,经离心机分离。
油相去半成品罐进行下一部精致;水相分离甘油。
(4)柴油精馏粗柴油由柴油中间罐自流(自动液位控制)到柴油水洗塔,被来自中和塔饱和热水充分洗涤。
混合液自流到柴油分液罐,上层精制柴油干燥后经泵打至精馏系统,通过精馏塔被进一步精馏的甲酯进入接受器,然后进入成品罐。
(5)甘油精制粗甘油及生成水进入碱液分离罐分离后,再经过干燥后得到甘油产品。
(6)水相综合利用碱液分离罐分离的碱液多次循环使用后与甲醇精馏塔塔底液一起打入中和塔。
生物柴油技术工艺及流程
生物柴油技术及工艺流程分析报告(上)一、概述1.1生物柴油概述生物柴油(Biodiesel) ,又称脂肪酸甲酯(Fatty Acid Ester) 是以植物果实、种子、植物导管乳汁或动物脂肪油、废弃的食用油等作原料,与醇类(甲醇、乙醇) 经交酯化反应(Transesterification reaction) 获得。
生物柴油这一概念最早由德国工程师Dr.Rudolf Diesel (1858-1913) 于1895年提出,是指利用各类动植物油脂为原料,与甲醇或乙醇等醇类物质经过交脂化反应改性,使其最终变成可供内燃机使用的一种燃料。
在1900年巴黎博览会上,Dr.Rudolf Diesel展示了使用花生油作燃料的发动机。
生物柴油具有一些明显优势,其含硫量低,可减少约30%的二氧化硫和硫化物的排放;生物柴油具有较好的润滑性能,可以降低喷油泵、发动机缸体和连杆的磨损,延长其使用寿命;生物柴油具有良好的燃料性能,而且在运输、储存、使用等方面的安全性均好于普通柴油。
此外,生物柴油是一种可再生能源,也是一种降解性较高的能源。
1.2使用生物柴油可降低二氧化碳排放生物柴油的使用能减少温室气体二氧化碳的排放,可以这样来理解:燃烧生物柴油所产生的二氧化碳与其原料生长过程中吸收的二氧化碳基本平衡,所以不会增加大气中二氧化碳的含量.而燃烧矿物燃料所释放的二氧化碳需要几百万年才能再转变为石化能,故使用生物柴油能大大减少石化燃料的消耗,相当于降低了二氧化碳的排放。
美国能源部研究得出的结论是:使用B20(生物柴油和普通柴油按1:4混合)和B100(纯生物柴油)较之使用柴油,从燃料生命循环的角度考虑,能分别降低二氧化碳排放的15.6%和78.4%。
1.3生物柴油降低空气污染物的排放生物柴油由于本身含氧10%左右,十六烷值较高,且不含芳香烃和硫,所以它能够降低CO、HC、微粒、NOx和芳香烃等污染物的发动机排气管排放,尤其是微粒中PM10的排放,而它正是导致人类呼吸系统疾病根源的污染物。
生物柴油的微生物发酵技术
生物柴油的微生物发酵技术随着全球环保意识的日益提高,人们越来越注重使用可再生能源。
生物柴油作为一种替代传统石油的燃料,具有环保、可再生、资源丰富等特点,因而备受关注。
生物柴油的生产技术主要有两种,一种是酯化反应,另一种是微生物发酵。
本文将着重介绍生物柴油的微生物发酵技术。
一、生物柴油的微生物发酵技术概述微生物发酵技术是将生物质转化为生物能源的一种新兴技术,也是生物柴油生产中的关键技术之一。
微生物发酵技术是指利用微生物代谢能力,将可再生生物质转化为液体燃料。
一般情况下,微生物发酵技术可以实现低成本、高效率、低碳排放的生物柴油生产。
微生物发酵技术生产的生物柴油,是利用微生物将生物质中的多糖、脂肪类物质等通过酶解、厌氧或氧化过程转化为有机酸和短链醇,最终在提交优势菌的条件下发酵制得的绿色能源。
生物柴油的微生物发酵技术有很多优点,例如可利用废弃物和较差的生物原料,不受气候、地域、环境的影响,生产过程中无需高压或高温设备,产品达到低碳、低排放、环保等优点。
二、微生物发酵技术的工艺流程微生物发酵技术的生产过程包括生物质预处理、厌氧发酵、氧化发酵、提取等环节。
具体的工艺流程大致如下:1. 生物质预处理:使用适当的生物质处理方式,例如浸泡、磨碎等,优化生物质的结构以利于微生物的入侵和降解。
2. 厌氧发酵:将生物处理后得到的生物原料在水解酸化的条件下进入厌氧罐,提供适当的温度和环境条件,利用厌氧菌种对生物质进行厌氧发酵。
3. 氧化发酵:将厌氧发酵后得到的产物转移到氧化反应罐中,提供氧气即可利用菌种对发酵产物进行氧化,发酵产物被氧化转化成有机酸、酮类物质和短链醇等。
4. 提取纯化:将氧化过程的产物经过一系列操作,包括分离、初步浓缩、脱水、脱CO2、氯化和提纯等,使产物达到生物柴油的标准。
三、微生物发酵技术的优势1. 生物柴油的成本更低生物柴油的生产成本大致分为生物质原料、生产流程和处理、纯化与炼制等方面。
微生物发酵技术不需要使用昂贵的高温、高压设备,不需要使用昂贵的催化剂,以及可以利用廉价的废弃物和农废物,所以生物柴油的成本更低。
生物柴油制备工艺技术规程

生物柴油制备工艺技术规程生物柴油是利用农业油料作为原料,经过酯化和脱水处理生产得到的替代传统石油柴油的一种绿色能源。
为了确保生物柴油的制备过程稳定可靠,需要制定一套科学规程来指导生产工艺技术的操作。
一、原料准备1. 选择优质的农业油料,包括大豆、油菜籽、棉籽等,保证其含油量达到标准要求。
2. 对原料进行清洗,去除杂质和水分,使原料干燥。
二、预处理1. 将原料进行破碎,使颗粒粒径均匀,提高酯化反应速率。
2. 对预处理后的原料进行脱水处理,降低柴油产率中水分的影响。
三、酯化反应1. 准备酯化反应器,将预处理后的原料加入反应器中。
2. 在反应器中加入催化剂,常用的催化剂为硫酸。
3. 加热反应器,控制反应温度为55-60°C,保持稳定。
4. 进行酯化反应,反应时间一般为2-4小时。
5. 用酯化试剂检测反应进程,当酯化转化率达到标准要求时结束反应。
四、分离水相1. 冷却反应液,待其冷却至室温。
2. 分离水相和油相,将水相排出。
3. 对酯化油进行蒸馏,去除其中的杂质。
五、脱水处理1. 将获得的酯化油进行脱水处理。
2. 常用的脱水方法有真空蒸馏法和脱水剂吸附法。
六、催化剂去除1. 进行酯化催化剂的去除,常用方法为中和法和活性炭吸附法。
七、产品储存与贮存1. 将制得的生物柴油进行冷却,达到储存温度。
2. 采用密封容器储存,以防产品受到氧化和污染。
此外,制备生物柴油的过程中还需要进行多次的检测和测量,如原料含油量的测定、酯化转化率的测定、水分含量的测定等,以确保产品质量达到规定标准。
总之,生物柴油制备工艺技术规程是保证生产过程的稳定和产品质量的基础。
只有严格按照规程操作,才能制得高质量可靠的生物柴油,为环保事业做出贡献。
生物柴油生产工艺

生物柴油的制备方法主要有 4 种: 直接混合法( 或稀释法) 、微乳化法、高温热裂解法和酯交换法。
前两种方法属于物理方法, 虽简单易行, 能降低动植物油的黏度, 但十六烷值不高, 燃烧中积炭及润滑油污染等问题难以解决。
高温裂解法过程简单,没有污染物产生, 缺点是在高温下进行, 需催化剂,裂解设备昂贵, 反应程度难控制, 且高温裂解法主要产品是生物汽油, 生物柴油产量不高。
酯交换法又分为碱催化酯交换法、酸催化酯交换法、生物酶催化酯交换法和超临界酯交换法。
酯交换法是目前研究最多并已工业化生产的方法但生物酶催化酯交换法目前存在着甲酯转化率不高, 仅有40%~60%, 短链醇( 甲醇、乙醇) 对脂肪酶毒性较大,酶寿命缩短; 生成的甘油对酯交换反应产生副作用,短期内要实现生物酶法生产生物柴油, 还是比较困难。
超临界酯交换法由于设备成本较高, 反应压力、温度也高, 一程度上影响了该技术的工业化, 目前主要处于试验室研究阶段。
1 生物柴油生产工艺目前, 国内采用的原料主要有地沟油、酸化油、混合脂肪酸、废弃的植物和动物油等, 根据不同的原料应采用不同的工艺组合来生产生物柴油。
因目前国内企业的日处理量不是很大( 大多为5~50t /d 不等) , 酯交换( 酯化) 工序一般采用反应釜间歇式的; 分离、水洗工序有采用罐组间歇式的, 也有采离心机进行连续分离、水洗的。
1 地沟油制取生物柴油地沟油水分大、杂质含量多, 酸值较高, 酸值一般在20(KOH) /(mg/g) 油左右。
由地沟油制得的生物柴油颜色较深, 一般需经过脱色或蒸馏工序、添加剂调配工序处理。
碱法催化制备生物柴油工艺流程氢氧化钠→甲醇粗甘油→脱溶→精制→甘油↓↑地沟油→过滤→干燥→酯交换→分离→脱溶→水洗→干燥→生物柴油2酸化油制取生物柴油酸化油的机械杂质含量较大( 如细白土颗粒) , 酸值一般在80~160(KOH) /(mg/g) 油间, 国内有一步酸催化法和先酸催化后碱催化两步法来制备生物柴油。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生物柴油技术及工艺流程分析报告(上)一、概述1.1生物柴油概述生物柴油(Biodiesel) ,又称脂肪酸甲酯(Fatty Acid Ester) 是以植物果实、种子、植物导管乳汁或动物脂肪油、废弃的食用油等作原料,及醇类(甲醇、乙醇) 经交酯化反应(Transesterification reaction) 获得。
生物柴油这一概念最早由德国工程师Dr.Rudolf Diesel (1858-1913) 于1895年提出,是指利用各类动植物油脂为原料,及甲醇或乙醇等醇类物质经过交脂化反应改性,使其最终变成可供内燃机使用的一种燃料。
在1900年巴黎博览会上,Dr.Rudolf Diesel展示了使用花生油作燃料的发动机。
生物柴油具有一些明显优势,其含硫量低,可减少约30%的二氧化硫和硫化物的排放;生物柴油具有较好的润滑性能,可以降低喷油泵、发动机缸体和连杆的磨损,延长其使用寿命;生物柴油具有良好的燃料性能,而且在运输、储存、使用等方面的安全性均好于普通柴油。
此外,生物柴油是一种可再生能源,也是一种降解性较高的能源。
1.2使用生物柴油可降低二氧化碳排放生物柴油的使用能减少温室气体二氧化碳的排放,可以这样来理解:燃烧生物柴油所产生的二氧化碳及其原料生长过程中吸收的二氧化碳基本平衡,所以不会增加大气中二氧化碳的含量.而燃烧矿物燃料所释放的二氧化碳需要几百万年才能再转变为石化能,故使用生物柴油能大大减少石化燃料的消耗,相当于降低了二氧化碳的排放。
美国能源部研究得出的结论是:使用B20(生物柴油和普通柴油按1:4混合)和B100(纯生物柴油)较之使用柴油,从燃料生命循环的角度考虑,能分别降低二氧化碳排放的15.6%和78.4%。
1.3生物柴油降低空气污染物的排放生物柴油由于本身含氧10%左右,十六烷值较高,且不含芳香烃和硫,所以它能够降低CO、HC、微粒、NOx和芳香烃等污染物的发动机排气管排放,尤其是微粒中PM10的排放,而它正是导致人类呼吸系统疾病根源的污染物。
生物柴油具有许多优点:*原料来源广泛,可利用各种动、植物油作原料。
*生物柴油作为柴油代用品使用时柴油机不需作任何改动或更换零件。
*可得到经济价值较高的副产品甘油(Glycerine) 以供化工品、医药品等市场。
*相对于石化柴油,生物柴油贮存、运输和使用都很安全(不腐蚀溶器,非易燃易爆) ;*可再生性(一年生的能源作物可连年种植收获,多年生的木本植物可一年种维持数十年的经济利用期,效益高;*可在自然状况下实现生物降解,减少对人类生存环境的污染。
生物柴油突出的环保性和可再生性,引起了世界发达国家尤其是资源贫乏国家的高度重视。
德国已将生物柴油应用在奔驰、宝马、大众、奥迪等轿车上,全国现有900多家生物柴油加油站。
美国、印度等其他发达国家和发展中国家也在积极发展生物柴油产业。
目前,世界生物柴油年产量已超过350万吨,预计2010年可达3000万吨以上。
1.4我国生物柴油发展的现状在生物柴油方面,我国的技术研究并不落后于欧美等发达国家,从各种公开的文献资料上,涉及生物柴油的文献80余篇,涉及技术研究的文献20余篇,内容包括了生物柴油生产技术和应用研究的各个方面。
在专利库中有关生物柴油的专利检索结果为121条.在技术研究取得进展的同时,我国生物柴油产业也已经起步,相继有四川古杉、海南正和等7~8家企业参及生物柴油产业开发。
但我国生物柴油产量很少,目前还不能对生物柴油产量作出准确的数据统计,生物柴油还没有形成固定的区域市场,我们在产业方面非常落后。
我国从2001年开始生产生物柴油。
目前全国生产生物柴油的企业有数十家,年产量超过10万吨。
二、产品和技术2.1生物柴油产品特性及常规柴油相比,生物柴油下述具有无法比拟的性能。
1) 具有优良的环保特性。
主要表现在由于生物柴油中硫含量低,使得二氧化硫和硫化物的排放低,可减少约30%(有催化剂时为70%);生物柴油中不含对环境会造成污染的芳香族烷烃,因而废气对人体损害低于柴油。
检测表明,及普通柴油相比,使用生物柴油可降低90%的空气毒性,降低94%的患碍率;由于生物柴油含氧量高,使其燃烧时排烟少,一氧化碳的排放及柴油相比减少约10%(有催化剂时为95%);生物柴油的生物降解性高。
2) 具有较好的低温发动机启动性能。
无添加剂冷滤点达-20℃。
3) 具有较好的润滑性能。
使喷油泵、发动机缸体和连杆的磨损率低,使用寿命长。
4) 具有较好的安全性能。
由于闪点高,生物柴油不属于危险品。
因此,在运输、储存、使用方面的有是显而易见的。
5) 具有良好的燃料性能。
十六烷值高,使其燃烧性好于柴油,燃烧残留物呈微酸性使催化剂和发动机机油的使用寿命加长。
6) 具有可再生性能。
作为可再生能源,及石油储量不同其通过农业和生物科学家的努力,可供应量不会枯竭。
生物柴油的优良性能使得采用生物柴油的发动机废气排放指标不仅满足目前的欧洲Ⅱ号标准,甚至满足随后即将在欧洲颁布实施的更加严格的欧洲Ⅲ号排放标准。
而且由于生物柴油燃烧时排放的二氧化碳远低于该植物生长过程中所吸收的二氧化碳,从而改善由于二氧化碳的排放而导致的全球变暖这一有害于人类的重大环境问题。
因而生物柴油是一种真正的绿色柴油。
据美国能源部的研究,生物柴油对人比食盐的毒性还小,比糖更容易降解,生物柴油致癌物排放量比石化柴油降低93.6%。
由于生物柴油燃烧所排放的二氧化碳远低于植物生长过程中所吸收的二氧化碳。
因此,及使用矿物柴油不同,理论上其用量的增加不仅不会增加,反而会降低因二氧化碳的排放,从而能缓解全球变暖这个影响人类生存的重大环境问题。
作为可再生能源,及石油不同,其可以通过农业和生物科学家的努力,使其可供应量不会枯竭。
原料供应有保证,价格较稳定。
油料作物增产空间大,加之转基因技术可使油料含油达70%左右,有一定降价空间。
燃料油供应不受欧佩克(石油输出国组织)的控制,更有利于国际燃油市场的稳定和发展。
下表表明了纯生物柴油(B100)和掺入20%的生物柴油(B20)比石化柴油的污染的降低比例:Pollution ReductionsPollutant Reductions w/ B100 Reductions w/ B20Carbon Monoxide (CO) -40-50% -10-12%Hydrocarbons -56-70% -11-15%Particulate Matter -40-55% -10-18%Toxics -60-90% -12-20%Oxides of Nitrogen + 5% + 1.2%综上表所述,不难看出,使用生物柴油只有NO x的排放是上升的,而在燃料技术和柴油机技术领域,已经有多种技术措施能够不牺牲生物柴油的优点,减少NO X排放,故生物柴油的使用对降低发动机有害物的排放相当有利。
2.2生物柴油在我国的双重环保作用在我国生物柴油的发展除上述优点外,还有下面双重环保作用1)减少垃圾油的排放,减轻污水处理的压力和成本。
据保守估计,北京市目前垃圾油量已经超过5万吨/年,如果若不进行处理,流向江河则会造成水体过度肥化。
2)转化餐饮废油,保障人民身体健康,我国每年消耗植物油1200万吨,直接产生下脚酸化油250万吨,大中城市餐饮业产生地沟油可达400万吨。
许多不法商人从下水道和泔水中提取垃圾油并当作食用油销售。
这种垃圾油很不卫生,过氧化值、酸价、水分、细菌严重超标,属非食用油,一旦食用,将会破坏白血球和肠道黏膜,引起事物中毒,甚至致癌。
北京、天津、乌鲁木齐、呼和浩特、沈阳、郑州、西安、南宁等地都先后发生过垃圾油进入餐桌的事件。
进入餐桌的垃圾油将对广大人民的身体健康造成严重危害。
鉴于此,我国不少大中城市已积极开展工作,研究利用垃圾油生产生物柴油的技术.2.3生物柴油的缺点和局限1)生物柴油粘度大(菜籽油为4.2;豆油4.0:石化柴油1.2~3.5单位mm2/s,40℃) ,冬季来临时变浓变厚,流动性变差。
在冬季,目前还不能使用B100纯生物柴油,只能使用B20生化柴油。
2) 动力降低8%-10%. 生物柴油热值及石化柴油热值相比为:32.8:35.7 = 92%,在相同质量下,即动力约为石化柴油的92%。
3) 对发动机橡胶部件有腐蚀作用(1996年之前柴油车). 但B20 不会对橡胶部件腐蚀.4) 因生物柴油的分子较大,粘度较高,因而影响喷射时程,导致喷射效果不佳。
5) 应用范围小。
目前生物柴油在全球的市场尚不及石化柴油,应用范围有限。
在美国,其生化柴油仅在为了环保规则、环保友善时而以某些特殊价格出售,其主要使用(B20生化柴油) ,范围包括联邦或州政府车队,都市公车、卡车、海运公园、矿区等。
6) 生物柴油价格高,目前国外生物柴油行业严重依赖政府的政策支持和价格补贴。
2.4生物柴油质量指标世界上主要的国家都制定了自己的生物柴油标准,比较主要的生物柴油标准有下面几种:DIN 51606:德国的生物柴油标准,被认为是世界上最严格的标准,所有的汽车制造商都认可此标准。
EN590:2000开始在欧盟的12个国家适用,如,冰岛,捷克,挪威,瑞士,法国等。
EN14214:基于DIN 51606 设立的欧盟新标准。
我国第一项生物柴油国家标准《柴油机燃料调和用生物柴油》已进入报批程序。
由上表可看出, 我国生物柴油国家标准是一项相对比较高的标准。
2.5目前生物柴油生产所用技术目前生物柴油主要是用化学法生产,即用动物和植物油脂和甲醇或乙醇等低碳醇在酸或者碱性催化剂和高温(230~250℃)下进行转酯化(酯交换)反应,生成相应的脂肪酸甲酯或乙酯,在经洗涤干燥即得生物柴油。
生产设备及一般制油设备相同,生产过程中可产生10%左右的副产品甘油。
目前几种主要的工艺方法:•碱催化法•酸催化法•脂肪酶或生物酶法•超临界萃取法1.碱催化法:用氢氧化钠或氢氧化钾为催化剂,这是目前最常用的制取方法,将植物油脂及甲醇予以酯交换(交酯化)反应,并使用氢氧化钠(油脂重量的1%) 或甲醇钠(Sodium methoxide) 做为催化剂,大约混合搅拌反应2小时,即可制得生物柴油。
2.酸催化法:因废油脂通常含有大量的游离脂肪酸,而不能用碱性催化剂转化为生物柴油,因而先用浓硫酸或磷酸作为酸性催化剂预处理这些高游离脂肪酸原料,使FFA 转化为酯。
然后通过碱性催化剂将甘三酯转酯化反应。
酸催化工艺的不利之处是FFA 同醇反应产生水,这抑制了FFA 的酯化和甘油的转酯化反应。
可以在酯化反应后对物料进行脱醇、脱水处理。
在我国目前的国情和当前的油价下,使用食品级油脂作为原料来生产生物柴油还不太现实,餐饮废油和部分工业用油脂相对来说成本较低。
但是,这些废弃油脂通常含有较高的游离脂肪酸,所以对于这些废弃油脂要先用酸催化法,然后通过碱性催化剂进行酯交换反应。