工序卡片模板
机械加工工序卡片
沈阳大学机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号1 型材毛坯种类毛坯外形尺寸每坯件数每台件数型材250×145 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺设备主轴转速切削速度进给量背吃刀量走刀次数工时定额准终辅助1 型材描图描校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号2 热处理毛坯种类毛坯外形尺寸每坯件数每台件数型材250×145 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺设备主轴转速切削速度进给量背吃刀量走刀次数工时定额准终辅助1 调制描图描校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号3 车削毛坯种类毛坯外形尺寸每坯件数每台件数型材250×145 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺设备主轴转速切削速度进给量背吃刀量走刀次数工时定额准终辅助1 粗车端面5002 车外圆Φ245 500描图 3 粗车外圆Φ150 900 127.17 34 粗车外圆Φ140 900 127.17描校 5 尺寸为89的两表面9006 倒角底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号4 钻削毛坯种类毛坯外形尺寸每坯件数每台件数型材Φ245×140 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺设备主轴转速切削速度进给量背吃刀量走刀次数工时定额准终辅助1 钻孔Φ90 170 描图描校底图号装订号文件编号机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号5 镗削毛坯种类毛坯外形尺寸每坯件数每台件数型材Φ245×140 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液三爪卡盘工序时间准终单件工步号工步内容工艺设备主轴转速切削速度进给量背吃刀量走刀次数工时定额准终辅助1 精镗孔至Φ 1 1002 细镗孔至Φ90h7mm 1 100 描图描校底图号装订号编制日期审核日期会签日期标记处数更改文签字日期标记处数更改文签字日期件号件号文件编号机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号6 车削毛坯种类毛坯外形尺寸每坯件数每台件数型材245×140 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液三爪卡盘工序时间准终单件工步号工步内容工艺设备主轴转速切削速度进给量背吃刀量走刀次数工时定额准终辅助1 半精车外圆Φ150mm 12 精车外圆Φ150mm描图 3 半精车外圆Φ140mm 14 精车外圆Φ140mm描校 5 半精车外圆Φ245mm6 尺寸为89的表面底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号7 铣削毛坯种类毛坯外形尺寸每坯件数每台件数型材Φ245×140 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液专用夹具工序时间准终单件工步号工步内容工艺设备主轴转速切削速度进给量背吃刀量走刀次数工时定额准终辅助文件编号机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号8 铣削毛坯种类毛坯外形尺寸每坯件数每台件数型材Φ245×140 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液三爪卡盘工序时间准终单件工步号工步内容工艺设备主轴转速切削速度进给量背吃刀量走刀次数工时定额准终辅助1 粗铣尺寸为的表面2 粗铣相邻表面描图 3 精铣尺寸为的表面4 精铣相邻表面描校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号9 钻削毛坯种类毛坯外形尺寸每坯件数每台件数型材Φ245×140 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液三爪卡盘工序时间准终单件工步号工步内容工艺设备主轴转速切削速度进给量背吃刀量走刀次数工时定额准终辅助1 钻孔Φ17mm2 钻孔Φ8mm描图描校底图号装订号编制审核会签日期日期日期标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号10毛坯种类毛坯外形尺寸每坯件数每台件数型材Φ245×140 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液三爪卡盘工序时间准终单件工步号工步内容工艺设备主轴转速切削速度进给量背吃刀量走刀次数工时定额准终辅助1 钻孔Φ8 描图描校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零件图号共页产品名称零件名称共页图样:车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每坯件数每台件数型材245×140 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液三爪卡盘工序时间准终单件工步号工步内容工艺设备主轴切削进给量背吃走刀工时定额机械加工工艺过程卡片。
工序卡片

工序号30工序名称粗、半精铣底面工时定额(分)设备名称立式铣设备型号X715设备编号材料牌号HT200工装代号刀具量具夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数GB/T21389-2008 游标卡尺0.02 0-1501 基准粗铣底面160 402 2 1 辅具2 基准半精铣底面160 40 2 1 1设计审核标准化会签批准标记处数更改文件号签字日期工序号40工序名称粗、半精镗Ф35H8内圆表面工时定额(分)设备名称卧式铣镗床设备型号T61设备编号材料牌号HT200工装代号刀具量具GB/T21389-2008 游标卡尺0.02 0-150夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数1 粗镗Ф35的孔600 60 0.8 1.7 1 辅具2 半精镗Ф35的孔600 60 0.8 1 1设计审核标准化会签批准标记处数更改文件号签字日期苏州市职业大学机电工程系机械加工工序卡片产品型号零件图号编号产品名称零件名称缸体共 1 页第 1 页工序号50工序名称粗、精铣左端面工时定额(分)设备名称卧式升降铣床设备型号X755设备编号材料牌号HT200工装代号刀具量具GB/T21389-2008 游标卡尺0.02 0-150夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数1 粗铣左端面160 40 0.75 1.5 1 辅具2 精铣左端面279 70.2 0.5 0.5 1设计审核标准化会签批准标记处数更改文件号签字日期工序号60工序名称钻攻6个螺纹孔工时定额(分)设备名称台式钻床设备型号Z515设备编号材料牌号HT200工装代号刀具量具螺纹塞规夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数1 用直径为Ф5的麻花钻打个底孔1337 21 0.15 5 1 辅具2 攻螺纹1114 21 0.15 6 1设计审核标准化会签批准标记处数更改文件号签字日期工序号70工序名称钻攻螺纹、锪孔工时定额(分)设备名称台式钻床设备型号Z515设备编号材料牌号HT200工装代号刀具量具螺纹塞规工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数夹具1 钻一边Ф4的孔1540 21 0.5 4 12 用直径为Ф10.5的麻花钻打两个底孔637 21 0.5 10.5 1 辅具3 锪200 15 1.0 12 1设计审核标准化会签批准标记处数更改文件号签字日期工序号80工序名称粗、精磨Ф35H8内圆表面工时定额(分)设备名称内圆磨床设备型号M215A设备编号材料牌号HT200工装代号刀具量具GB/T21389-2008 游标卡尺0.02 0-150夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数1 六个自由度,粗磨Ф35H8孔1600 21 0.3 0.2 1 辅具2 精磨Ф35H8孔1600 21 0.3 0.1 1设计审核标准化会签批准标记处数更改文件号签字日期工序号90工序名称钻、锪四个柱形沉头孔和钻Ф4的锥销孔工时定额(分)设备名称台式钻床设备型号Z515设备编号材料牌号HT200工装代号刀具量具GB/T21389-2008 游标卡尺0.02 0-150夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数1 用Ф9的麻花钻钻4个通孔830 21 0.5 9 1 辅具2 锪孔320 15 1.0 24 13 用Ф4的麻花钻钻2个通孔1671 21 0.54 1设计审核标准化会签批准标记处数更改文件号签字日期工序号110工序名称钳工工时定额(分)设备名称设备型号设备编号材料牌号HT200工装代号刀具量具夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数1 钳工用专门的锥销铰刀铰孔,铰至推销露出Ф4孔10-15mm,敲紧后露出5毫米辅具设计审核标准化会签批准标记处数更改文件号签字日期工序号120工序名称检验工时定额(分)设备名称设备型号设备编号材料牌号HT200工装代号刀具量具夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数辅具设计审核标准化会签批准标记处数更改文件号签字日期。
(完整版)工艺过程卡和工序卡卡片
机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 1 页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*40 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣机盖顶端面,保证尺寸35mm 硬质合金端面铣刀、卡尺160 1 1.6 5 1 32.822标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 2 页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*35 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣下端面,保证尺寸31mm 硬质合金端面铣刀、卡尺160 1 1.6 4 1 32.822 半精铣下端面,保证尺寸30.2mm 硬质合金端面铣刀、卡尺210 1.3 1.6 0.8 1 25.00标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 3 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻6-Φ9mm孔Φ9高速钢麻花钻、塞规630 0.29 0.4 22.862 铰6-Φ9孔中对称轴上的两个孔至Φ9.1H8(022.0)做定位孔Φ9.1铰刀、塞规500 0.26 0.8 7.44标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 4 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻一个2-Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.32 铰此孔2-Φ4.8mm至2-Φ5mmΦ5铰刀、塞规500 0.13 0.4 4.653 通过模具以此孔定位钻另一个Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.34 铰此孔2-Φ4.8mm至2-Φ5mm Φ5铰刀、塞规500 0.13 0.4 4.655 倒角2-Φ4.8mm孔1.1x45º高速钢锥面锪钻10x90º标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 5 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 锪6-Φ18mm螺钉凸台高速钢平底锪钻18x9、卡尺400 0.4 0.14 5 1 19.32234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 6 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 铣下端面20*10*1.5槽硬质合金键槽铣刀10x60,卡尺945 0.5 0.2 1.5 3.812标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第7 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ12mm孔Φ12高速钢麻花钻400 0.28 0.45 21.672 钻Φ14mm孔Φ14高速钢麻花钻320 0.28 0.5 11.443 钻Φ24mm孔Φ24高速钢麻花钻200 0.28 0.7 13.074标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第8 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面的Φ12mm的孔到铸件的铸孔约62mm深Φ12高速钢麻花钻,塞规400 0.28 0.45 88.47234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第9 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 Φ12粗镗到Φ16.5,深度为25,作为螺纹的底孔硬质合金镗刀、塞规1400 1.0 0.2 6.782 粗镗Φ16.5右端面,保证尺寸41mm 硬质合金端面镗刀,卡尺160 1 1.6 5 1 7.683 M18*1.5孔倒角硬质合倒角刀1120 0.25 0.644 攻丝内螺纹镗刀320 0.3 0.5 9.37标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第10 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗镗Φ14mm孔至Φ16.3mm硬质合金镗刀、塞规1120 1 0.2 2.3 8.172 粗镗Φ24mm孔至Φ26.3mm硬质合金镗刀、塞规900 1.33 0.4 2.3 5.083 半精镗Φ16.3mm孔至Φ17.8mm 硬质合金镗刀、塞规1400 1.33 0.1 1.5 13.064 半精镗Φ26.3mm孔至Φ27.8mm 硬质合金镗刀、塞规1018 1.5 0.2 1.5 8.985 倒角Φ27.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.646 倒角Φ17.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.64标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第11 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 把Φ12mm孔粗镗到Φ14.4mm,深58mm 硬质合金镗刀、塞规1400 1.0 0.2 2.4 6.782 把Φ14.4mm半精镗到Φ16mm,深58mm硬质合金镗刀、塞规1580 1.0 0.1 1.6 11.393 精镗Φ16底面硬质合金端面镗刀1580 1.33 0.2 0.38标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第12 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗Φ17.8mm孔至Φ18mm硬质合金镗刀、塞规1400 1.33 0.1 0.2 13.062 精镗Φ27.8mm孔至Φ28mm硬质合金镗刀、塞规1018 1.5 0.2 0.2 8.98标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第13 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数磨床M7130 1夹具编号夹具名称切削液电磁铁吸盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削下端面刚玉砂轮,百分表2标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
工序卡模板
机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第1页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第2页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第3页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时S12345设计指导老师共页第4页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第5页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时S12345设计指导老师共页第6页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第7页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第8页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第9页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第10页。
机械加工工序卡片模板

机械加工工序卡片模板(总3页) --本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--机械加工工序卡片产品型号零部件图号产品名称零部件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数设备名称设备型号设备编号同时加工零件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助描图描校底图号装订号设计日期审核日期标准化日期会签日期2标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零部件图号产品名称零部件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数设备名称设备型号设备编号同时加工零件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助描图描校底图号装订号设计审核标准化会签日3注:本人长期出售机床类精密零件的图纸和零件的加工工艺设计及毕业设计,其中包括A0、A1、A2装配图,A0、A1、A2零件图、机械加工工艺说明书、机械加工过程卡片、机械加工工序卡片,均含电子版,其中零件图均手工,免除您的后顾之忧,4详情请联系5。
工艺卡片模板

描图描校底图号装订号机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称工主轴切削速进给切削进给步工步内容工艺装备转速度量深度r/min m/min mm/r次数号mm123第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名毛坯种类毛胚外形尺寸每毛坯可制作件数设备名称设备型号设备编号夹具编号夹具名称专用夹具工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm1底图号2装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌每毛坯可制作件毛坯种类毛胚外形尺寸每台件数数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液煤油工序工时工位器具编号工位器具名称准终单件描图工主轴切削速进给切削工步工时进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助--。
机械加工工序卡片模板2

设备名称 设备型号 钻床 Z3025 夹具编号 03 工位器具编号 工 步 号 描图 描校 底图号 装订号
工序名称 材料牌号 扩孔 45 每个毛坯可制件数 每台件数 1 1 设备编号 同时加工零件数 1 夹具名称 切削液 专用夹具 03 工序工时 工位器具名称 准终 单件 5 2 切削深 度(mm) 工步工时 进给次数 1 机动 辅助
切削速度 (m/min) 0.2-0.4
进给量 (mm/r) 0.01
设计 日期 标 记 处数 更改文件号 签字 日期 标记 处数 更改文件 号 签字 日期
审核 日期
标准化 日期
会签日 期
机械加工工序卡片
产品型号 产品名称 制动器杠杆
零部件图号 零部件名称 车间 毛坯种类
04102303-1 制动器杠杆 工序号 4 毛坯外形尺寸 共 (12 ) 页 第( 4)页
工艺装备
主轴转速 (r/min) 800
切削速度 (m/min)
进给量 (mm/r)
描图 描校 底图号 装订号
设计 日期 标 记 处数 更改文件号 签字 日期 标记 处数 更改文件 号 签字 日期
审核 日期
标准化 日期
会签日 期
机械加工工序卡片
产品型号 产品名称 制动器杠杆
零部件图号 零部件名称 车间 毛坯种类
设备名称 设备型号 车床 CA6140 夹具编号 01 工位器具编号 工 步 号 1
工序名称 材料牌号 精车外圆 45 每个毛坯可制件数 每台件数 1 1 设备编号 同时加工零件数 1 夹具名称 切削液 专用夹具 01 工序工时 工位器具名称 准终 单件 1 1 切削深 度(mm) 1 1 工步工时 进给次数 机动 辅助
切削速度 (m/min)
工艺过程卡及工序卡(范本)
30铣
机械加工工序卡片
产品型号 零件图号
产品名称
零件名称
共
12 页 第 6 页
车间
工序号 工序名称 材 料 牌 号
工序30 铣六角 毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
设备名称
设备型号
设备编号
同时加工件数
C620-1
夹具编号
夹具名称 切削液
专用卡爪
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给
次数 工步工时
r/min m/min mm/r mm 机动 辅助 1 铣外六角
铣刀
380 44.1 0.33 1.3 1 4.5s 380 44.1 0.33 1.3 1 122.97s 380 44.1 0.33 1.3 1 43.04s 380 44.1 0.33 1.3 1 17.44s
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
外六角
外六角。
机械加工工序卡片(底座)

底图号
装订号
机械加工工序卡片
工 步内容
对其余孔 M8 底孔攻丝。
产品型号 产品名称
工 艺装备
零件图号 零件名称
车间
毛坯种类
工序号
共页
工序名
第页
材料牌
1 毛胚外形尺寸
每毛坯可制作件 数
每台件数
设备名称
设备型号
设备编号
同时加工件 数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 准终 单件
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 11
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
车间
毛坯种类
工序号
共页
工序名
第页
材料牌
12 毛胚外形尺寸
每毛坯可制作件 数
每台件数
设备名称
设备型号
设备编号
同时加工件 数
车间
毛坯种类
工序号
共页
工序名
第页
材料牌
3 毛胚外形尺寸
每毛坯可制作件 数
每台件数
设备名称
设备型号
设备编号
同时加工件 数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 准终 单件
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
切削 深度 mm
进给 次数
工步工时 机动 辅助
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
工序卡片模板(夹具用)
校对 会签 审定
批准
第9页 共 45 页
机械加工工序卡片
产品代号或型号 16PA6-STC
部套号
工序名称
粗铣底面
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 10
切削深度 切削参数 进给量 刀具编号
部套号
工序名称
划线
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 5
切削深度 切削参数 进给量 刀具编号
(mm)
(r/min) (mm/r)
编制 日期
更改 标记
更改 数量
综合工艺卡片工序号0车间号车体工段号工序名称设备工序工时min名称工装名称编号铸造机二5粗洗底面x51机二10精洗底面x51机二15粗铣侧面x60机二20精铣侧面x60机二25钻20孔z3025机二30扩孔至25z3025机二35镗26孔t68机二40镗30孔t68机二45钻底面16孔z3025机二50钻侧面12孔z3025机二55钻上面20孔z3025车体60检查探伤机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag离心泵壳体ht200壳体abaob102工序名称钻孔设备型号设备名称摇臂钻床设备编号车间号工段号工序号0程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共1页日期日期日期第1页机械加工工序卡片产品代号或型号lxbkt部套号材料ht200材料硬度工时min零件名称壳体零件号工序名称镗孔设备型号t68设备名称卧式镗床设备编号车间号工段号工序号程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第4页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第5页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第6页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob
机械加工工序卡[13张]
![机械加工工序卡[13张]](https://img.taocdn.com/s3/m/20b6607731b765ce050814b0.png)
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
描图
机械加工 工序卡片
产品型号 产品名称
零件图号 零件名称 倒挡拔叉 车间 毛坯种类 铸件 设备名称 内圆磨床 夹具编号 工位器具编号 设备型号 共 13 页 工序号 120 毛坯外形尺寸 工序名 磨削拨叉头孔 每坯可制件数 1 设备编号 夹具名称 专用夹具 工位器具名称 主轴转速/ (r/min) 280
进给次数 1 1 1 1
0.07
描校
0 0.48
mm
端面车刀、 游标卡尺 端面车刀、 游标卡尺 端面车刀、 游标卡尺 端面车刀、 游标卡尺
m ,控制尺寸 35.450 0.45 mm
0.2 m ,控制尺寸 23 0.1 mm
底图号
4
粗车 D 面, Ra6.3
装订号 标记 处数 更改文件号 签字 日期
3
1
装订号 标记 处数 更改文件号 签字 日期 标记
处数
设计 审核 标准化 (日期) (日期) (日期) 更改文件号 签字 日期
会签 (日期)
机械加工 工序卡片
产品型号 产品名称 车间 毛坯种类 铸件 设备名称 立式铣床 夹具编号
零件图号 零件名称 工序号 80 毛坯外形尺寸 设备型号 倒挡拔叉 工序名 粗铣槽底部分内表面内侧两端面 每坯可制件数 1 设备编号 切削液 工位器具名称 工艺装备 端面铣刀、游标卡 尺 端面铣刀、游标卡 尺 主轴转速 /(r/min) 1024 1024 切削速度 进给量 /(m/min) /(mm/r) 3.22 3.22 0.1 0.1 设计 (日 期) 审核 (日 期) 背吃刀量 /mm 3 3 标准化 (日期) 1 1 会签 (日 期) 进给次数 共 13 页 材料牌号 ZG310-570 每台件数 1 同时加工件数 2 第 8页
工艺卡片模板
产品型号 产品名称
零件图 号
零件名 称
车间
工序号
共
工序名
毛坯种类
毛胚外形尺寸
每毛坯可制 数
设备名称
设备型号
设备编
夹具编号
夹具名称
工位器具编号
工位器具名称
工步内容
工艺装备
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
切削 深度
mm
设计(日期) 审核(日期) 标准化(日期) 会签(日
更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片
产品型号 产品名称
零件图 号
零件名 称
车间
工序号
共
工序名
毛坯种类
毛胚外形尺寸
每毛坯可制 数
设备名称
设备型号
设备编
夹具编号
夹具名称
工位器具编号
工位器具名称
工步内容
工艺装备
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
零件图 号
零件名 称
车间
工序号
共
工序名
工步内容
毛坯种类
毛胚外形尺寸
每毛坯可制 数
设备名称
设备型号
设备编
夹具编号
夹具名称
工位器具编号
工位器具名称
工艺装备
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
切削 深度
mm
设计(日期) 审核(日期) 标准化(日期) 会签(日
更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序操作指导卡片模板

标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序操作指导卡片
产品型号
零件型号
产品名称
零件名称
共页
第页
工序编号
切削液
工序名称
设备名称
夹具名称
换刀时间
班产定额
工序质量控制内容
代号
检查
项目
精度
范围
测量工具
检查频次与控制手段
重要度
名称
编号
首检
自检
互检
巡检
序号
项目
内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
工序卡片模板12
切削速度
进给量
背吃刀量
进给次数
工步工时
r/min
m/s
mm/z
/mm
机动
辅助
1
铸造毛坯
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
10
机械加工工序卡片
产品型号
零件图号
10
产品名称
送料器
零件名称
送料器
共
15
页
第
2
页
车间
工序号
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
1
夹具编号
夹具名称
切削液
铣槽
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
r/min
m/s
mm/z
/mm
机动
辅助
1
粗铣键槽
专用夹具
560
44
2
0.2
2
2
精铣键槽
专用夹具
720
44
1
0.2
1
夹具编号
夹具名称
切削液
铣槽
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
机械加工工艺过程卡,工序卡片参考模板A4标准
段;
设备
工艺装备
工时
准终
单件
`
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
`标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
河南工院机械系
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共ห้องสมุดไป่ตู้
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
装夹
工步
工序内容
同时加工零件数
切削用量
年月日
设备名称及编号
工艺装备名称及编号
工时定额
切削深度/mm
切削速度/(m/min)
每分钟转数或往复次数;
进给量/mm
夹具
刀具
量具
单件
准终
`
编制(日期)
审核(日期)
会签(日期)
`标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
河南工业职业技术学院
工 艺 规 程
零(部)件名称
专 业
班 级
姓 名
指 导 教 师
河南工院机械系
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
工序卡(10张)

磨孔底面∅60 游标卡尺、砂轮 G36YA6N 20X6X8
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 镗
共
10 页 第 9 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
工步工时 机动 辅助 1.41m 1.22m 1.56m
钻孔 Ø 25mm 扩孔 Ø 25mm 铰孔 Ø 25mm 游标卡尺、钻头
78 58
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 钻
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 磨
共
10 页 第 8 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
车间 金工 毛 坯 种 类 锻件 设备名称 内圆磨床 夹具编号
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 钻
共
10 页 第 3 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
车间 金工 毛 坯 种 类 锻件 设备名称 转塔机床 夹具编号
工序号 工序 3 毛坯外形尺寸 φ 160X143 设备型号 转塔机床 C365L
工序卡
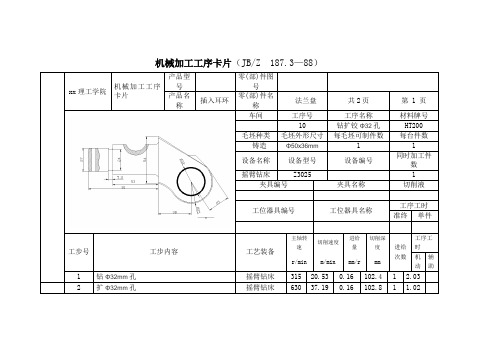
机械加工工序卡片(JB/Z 187.3—88)
xx理工学院机械加工工序
卡片
产品型
号
零(部)件图
号
产品名
称
插入耳环
零(部)件名
称
法兰盘共2页第 1 页
车间工序号工序名称材料牌号
10 钻扩铰Φ32孔HT200
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸造Φ50x36mm 1 1
设备名称设备型号设备编号
同时加工件
数
摇臂钻床Z3025 1
夹具编号夹具名称切削液
工位器具编号工位器具名称
工序工时
准终单件
工步号工步内容工艺装备主轴转
速
切削速度
进给
量
切削深
度进给
次数
工序工
时
r/min m/min mm/r mm
机
动
辅
助
1 钻Φ32mm孔摇臂钻床315 20.53 0.16 102.4 1 2.03
2 扩Φ32mm孔摇臂钻床630 37.19 0.16 102.8 1 1.02
3 铰Φ32mm孔摇臂钻床400 24.19 0.16 103 1 1.61 描图
描校
底图
号
装订
号
设计(日期) 审核
(日
期)
标准化(日期)
会签(日
期)
标记处数更改文件
号
签字
日
期
标
记
处数
更改文件
号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车间工序号工序名称材料牌号
10粗铣底面A HT250
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11
设备名称设备型号设备编号同时加工件数立式铣床X50201夹具编号夹具名称切削液
专用铣夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/z mm 机动辅助
1 粗铣底面A保证尺寸厚度11.8
通用铣夹具,高速钢镶齿圆柱
铣刀Ф80,螺旋测微器
159 40 0.2 2 1
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号
20 镗洗支承孔HT250
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11
设备名称设备型号设备编号同时加工件数卧式镗床T6181夹具编号夹具名称切削液
专用铣夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
60 粗镗支承孔保证尺寸48.9
专用镗夹具,镗刀,内径千分
尺
119 0.5 0.5 4 1
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
设备名称设备型号设备编号同时加工件数组合机床 1 夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
设备名称设备型号设备编号同时加工件数
1 夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
设备名称设备型号设备编号同时加工件数
1 夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。