轧辊轴承座液压翻转装置设计
轧辊轴承座拆卸装置设计与分析毕业设计

轧辊轴承座拆卸装置设计与分析毕业设计目录摘要................................................... 错误!未定义书签。
ABSTRACT ................................................. 错误!未定义书签。
1 绪论 (1)1.1轧机技术国内外发展现状 (1)1.1.1轧机技术国外发展 (1)1.1.2国内轧钢技术的发展 (3)1.2轴承座拆卸技术 (3)1.2.1传统轴承座拆卸技术 (4)1.2.2国际上采用的轴承座拆卸技术 (4)1.3本文的研究 (4)1.4本章小结 (5)2轴承座拆卸装置工作原理和参数计算 (6)2.1轴承座拆卸装置工作原理 (6)2.2轴承座参数的计算 (7)2.3小车装置及升降平台参数计算 (7)2.3.1小车车轮的选择 (7)2.3.2车轮疲劳强度计算 (7)2.3.3液压缸的选择 (8)2.4大车装置参数计算 (10)2.4.1大车装置车轮的选择 (10)2.4.2大车装置车轮的校核 (10)2.4.3电动机的选择 (10)2.4.4减速器的选择 (11)2.5本章小结 (12)3拆卸装置结构设计与制造 (13)3.1拆卸车整体结构设计 (13)3.2小车装置设计与制造 (13)3.2.1小车装置结构设计 (13)3.2.2小车装置制造方式选择 (14)3.3大车装置整体结构设计和制造 (15)3.3.1大车驱动方案设计 (15)3.3.2大车装置传动方案的设计 (16)3.3.3大车车架制造方式的选择 (16)3.3.4大车装置整体设计 (17)3.4本章小结 (17)4拆卸装置三维建模和有限元分析 (19)4.1拆卸装置结构模型 (19)4.1.1大车装置的三维建模 (19)4.1.2小车装置的三维建模 (21)4.1.3拆卸装置总装配图的三维建模 (24)4.2有限元分析 (24)4.2.1大车车架的有限元分析 (24)4.2.2大车车架的结构优化 (26)4.3本章小结 (28)5结论 (29)参考文献 (30)致谢 (31)1 绪论1.1轧机技术国内外发展现状1.1.1轧机技术国外发展1、初轧机的发展概况20世纪80年代年代建设的初轧机具有以下特点:1)万能式板坯初轧机得到迅速发展,60年代后新建的初轧机60%是万能式板坯轧机,这种轧机带有立辊,可以减少轧件翻钢道次,轧制时间比方坯-板坯初轧机减少39%;2)向重型化方向发展,轧制钢锭重量达45~70t,最高年产量达500~600万t;3)提高自动化程度,从均热炉到板坯精整均已实现自动控制;4)提高钢坯质量,改进精整工序,采用大吨位板坯剪切机(剪切力可达40MN)及在线火焰清理机[13]。
四辊轧机液压压下装置液压系统设计
四辊轧机液压压下装置液压系统设计摘要在一个轧机中最核心的部分就是它的压下装置,所以有必要对轧机的压下装置及其它的液压系统进行深入的了解,本次课题设计的任务是设计出一套完整的四辊轧机液压压下装置的液压系统。
首先通过阅览轧机的压下装置方面的资料文献,设计一套电液伺服系统。
根据其液压缸的安装位置,确定系统的结构形式为压上,将液压缸安装在轧机机架的下面,将电液伺服阀、电磁溢流阀、压力传感器一起安装在阀块上,这样就形成了压下阀装置,将这套装置安装于液压缸的侧面,这样设计的目的是减少了管路连接进而提高执行元件的响应频率,从而提高了整个系统的动态特性。
在旁路回路中使用了双联泵、过滤器、冷却器用来过滤循环油液,保持油液的清洁。
组成系统的其它元件有辅助元件:蓄能器、压力表,控制元件:单向阀、止回阀还有动力元件恒压变量泵。
关键词:轧机;液压系统;压下装置;伺服系统1 绪论1.1 研究背景自从我国改革开放以来,尤其是进入21世纪以来,我国的钢铁工业发展迅速,为中国社会和经济的发展做出了巨大贡献[1]。
而轧钢行业是钢铁工业中材料成材的关键工序,通过引进国外的先进技术,并且在消化和吸收的基础上,开展集成创新和自主创新,在轧制技术工艺,装备的自动化等方面都取得了很大的发展和突破,为我国钢铁行业的可持续发展做出了突出贡献。
近年来,由于板带材的轧制速度越来越高,在热连轧静轧机组的后机架,电动压下装置由于惯性大,已很难满足快速、高精度的调整辊缝的要求,因而开始采用电动压下与液压压下相结合的压下方式[2]。
在现代化的冷连轧机组中,几乎已全部采用液压压下装置。
1.3 本课题主要研究内容本课题主要是设计一套四辊轧机压下装置的液压系统,以前冷轧机的压下装置是靠大功率电动机带动牌坊顶部的蜗轮蜗杆和压下螺丝来实现的,自从采用液压技术后,轧制速度提高了10倍以上,精度也大大提高了。
采用液压压下系统的轧机一旦发现误差,能以极短的时间调整辊缝。
所以有必要对轧机液压压下装置进行研究,具体内容如下:(1)首先查阅轧机压下装置液压系统方面的相关资料,了解压下装置的工作原理并对组成压下装置液压系统中的电液伺服阀有一定了解,伺服阀是液压系统中最关键的元件,是液压系统同电气系统的连接元件。
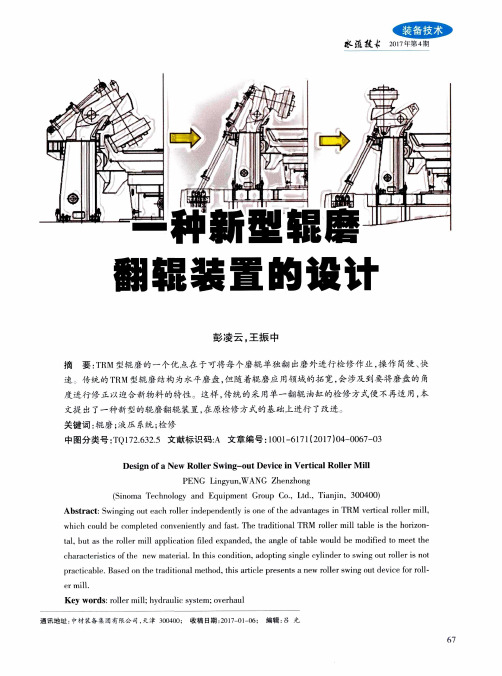
一种新型辊磨翻辊装置的设计
Ke y wor ds : r o l l e r mi l l : h y d r a u l i c s y s t e m; o v e r ha u l 通讯地址 : 中材装备集团有限公司 . 天津 3 0 0 4 0 0 ; 收稿 日期 : 2 0 1 7 一 O 1 — 0 6 ; 编辑 : 吕 光
下 摇 臂 可拆 装式 , 将 上 下摇 臂连 接 的胀 套 拆 掉 , 再 Байду номын сангаас 掉下 摇 臂 与摇 臂轴 连接 的胀套 , 便 可 实现 上摇 臂 带 动磨 辊绕 摇 臂轴 的 旋转 。 便 携 式 液 站 中的 主 要元 件 有 油 泵 、 电机 、 _ ‘
加 压 油缸 连 接 , 单独加 ; 每个 磨辊 可 独 立 翻 磨 外进 行检 修 作业 , 操 作方 便 。 随着 应 用领 域 的拓 宽 , 一些 物 料在 传 统结 构 上 不易 形成 稳 定 的料层 , 这些 物料 往 往具 有 高 流 动性 以及 高 含气 量 等特 点 。为 了迎 合 这些 特性 , “ 丁 将 磨 盘做 成 “ 磨碗 ” , 将 主要 研 磨 放 在 磨碗 侧 壁 , 这 种 实 践 已在 雷 蒙 睽 中得 到 应 用 。但 这 种 结 构 给 翻 辊
f S i n o ma T P c h n o l o g y a n d E q u i p m e n t G r o u p C o . ,L t d . ,T i a n j i n , 3 0 0 4 0 0 )
轧辊轴承座翻转机构

轧辊轴承座翻转机构
首先,让我们来看看轧辊轴承座翻转机构的结构和工作原理。
该机构通常采用电动机驱动减速器,通过传动装置将动力传递给翻转机构,从而实现轧辊轴承座的翻转。
翻转机构通常由液压缸或气动缸等装置组成,通过控制系统对翻转机构进行操作,实现轧辊轴承座的翻转动作。
其次,轧辊轴承座翻转机构的作用和意义。
在轧机设备中,轧辊轴承座的翻转是非常重要的操作,它可以实现轧辊的更换和维护保养工作。
通过翻转机构,操作人员可以轻松地将轧辊轴承座从工作位置翻转到维护位置,从而进行必要的检修和更换工作,保证轧机设备的正常运行。
另外,我们还可以从技术特点和发展趋势两个方面来分析轧辊轴承座翻转机构。
在技术特点方面,随着科技的发展,轧辊轴承座翻转机构逐渐向自动化、智能化方向发展,采用先进的传感器、控制器和执行机构,实现更精准、更稳定的翻转操作。
在发展趋势方面,随着工业化生产的不断推进,轧辊轴承座翻转机构的需求也将不断增长,同时对其性能和可靠性提出了更高的要求,这将促进该机构技术的不断创新和提升。
综上所述,轧辊轴承座翻转机构作为轧机设备中的重要部件,其结构和工作原理、作用和意义、技术特点和发展趋势都是我们需要全面了解和掌握的内容。
希望以上信息能够对你有所帮助。
二辊轧机的传动设计

二辊轧机的传动设计320摘要轧机是实现金属轧制过程的设备。
泛指完成轧材生产全过程的装备,包括主要设备、辅助设备、起重运输设备和附属设备等。
但一般所说的轧机往往仅指主要设备。
随着钢铁加工工业结构调整步伐的加快,小型轧机生产技术装备的发展趋势正在向大坯重、连续化、高精度、高质量方向发展。
小型材的种类也正在从普通钢向合金钢、高精钢方向发展。
现代轧机发展的趋向是连续化、自动化、专业化,产品质量高,消耗低。
本次对轧机电动机、轧辊、轴承及轴承座以及压下装置中蜗轮蜗杆减速器进行了设计和说明。
轧机在轧制的过程中,轧件的厚度主要受轧辊的结构和压下调整装置的限制,因此对轧辊的结构的设计和强度的校核以及蜗轮减速器的设计是本次设计的主要方向。
关键词:轧机,轧辊,蜗杆,蜗轮,轧件DIAMETER 320 DUO MILL TRANSMISSION DESIGNSABSTRACTThe rolling mill is the apparatus which realizes the rolling course of metal. Refer to finish rolling the material and producing the overall equipment in general, include the capital equipment, auxiliary equipment, transporting equipment of jack-up and accessory equipment and so on. But generally said rolling mill often only means the capital equipment.With the quickening of steel and iron processing industrial restructuring paces, the rolling mill development trend for producing technical equipment of miniature rolling is heavy to the big base, melt continuously, high precision, high-quality direction develop. The steel of the small-scale material is also being developed from steel of general to the Alloy steel and to the High accuracy copper. The trend of development of modern rolling mill is melting continuously, automation, specialization, high in quality, low to consume.This time to in the rolling mill electric motor, the roller, the bearing and the bearing seat as well as the holding-down device the turbine wheel worm reducer has carried on the design and the explanation. Rolling mill in rolling process, rolled piece thickness mainly roller structure and holding-down device adjustment limit, therefore the breaker roll structure design and the intensity examination as well as the turbo-accelerator design is this design main direction.KEY WORDS: Rolling mill,Roller,Worm,Turbine wheel,Rolled piece目录前言 (1)第1章轧机的概述 (3)1.1 轧机的用途及其发展 (3)1.1.1 轧机的用途 (3)1.1.2 轧机的发展 (3)1.2 轧机的结构及原理分析 (3)1.2.1 轧机的工作机座的介绍 (3)1.2.2 轧机传动装置及其他装置的介绍 (5)第2章电动机的选择 (6)2.1 电动机的设计参数 (6)2.1.1 电动机的输出功率 (6)2.1.2 电动机所需的工作功率 (6)2.2 电动机的选择 (7)第3章轧辊的选择 (8)3.1 轧辊的介绍及材料的选用 (8)3.1.1 轧辊的结构与特点 (8)3.1.2 轧辊的材料及选用 (8)3.2 轧辊的结构设计及尺寸的确定 (9)3.2.1 轧辊的长度及辊身 (9)3.2.2 确定各段的直径及长度 (9)3.2.3 轧辊的强度校核 (10)3.3 轧辊的使用与维护 (12)3.3.1 辊的使用与检查 (12)3.3.2 辊的维修 (13)第4章轴承与轴承座的设计 (14)4.1 轴承的选择 (14)4.1.1 轴承的介绍 (14)4.1.2 轧机中轴承的选用 (14)4.2 轴承寿命计算 (14)4.3 轴承座的分析 (16)第5章蜗杆传动的设计 (18)5.1 蜗杆传动的介绍 (18)5.1.1 蜗杆传动的类型 (18)5.1.2 蜗杆传动的特点 (19)5.2 蜗杆传动的结构及尺寸的确定 (19)5.2.1 选择材料 (19)5.2.2 确定许用应力 (19)5.2.3 按接触疲劳强度设计 (20)5.2.4 求蜗轮圆周速度并校核效率 (21)5.2.5 校核蜗轮齿面接触强度 (22)5.2.6 校核热平衡 (23)5.2.7 计算蜗杆传动的主要尺寸 (23)5.3 蜗杆传动的安装与维护 (24)5.3.1 蜗杆传动的润滑 (24)5.3.2 蜗轮蜗杆的安装调整 (25)5.3.3 蜗杆传动的跑合和试运行 (25)第6章压下装置与机架的设计 (26)6.1 压下装置 (26)6.1.1 压下装置的概念和分类 (26)6.1.2 320轧机压下装置的分析 (26)6.2 机架的选择 (27)6.2.1 机架的用途和分类 (27)6.2.2 机架的选用 (27)结论 (28)谢辞 (29)参考文献 (30)前言带钢加工钢材,以其优良的导电、传热、廉价等性能被广泛应用于国民经济部门,为机械制造、交通运输、建筑、能源、轻工、高科技和国防发展不可缺少的基础材料。
MKZ84125轧辊磨床轴承箱体翻转机构设计
摘要自动数控磨床是钢材板材轧制生产线的重要配套设备,其磨削精度和磨削效率直接影响钢板的轧制质量与生产效率。
它的作用是进行各种性质不同的钢材板材磨削,主要应用于钢材、铝箔和造纸行业等。
然而其在磨削工作辊的过程中,两端的轴承箱体会与砂轮架发生干涉,而频繁的装卸轴承箱体则会使加工过程变得繁琐,因此设计了翻箱机构,将工件翻转90度。
设计翻箱机构,包括翻箱机构的工作原理、机床各部件的组成、其操作要求和方法以及翻箱机构技术要求进行了概述,并详细设计了MKZ84125轧辊磨床的翻箱机构,其中包括法案的选择,电机的确定以及蜗轮蜗杆与各个轴以及齿轮的选择并画出了机床总装图,翻箱机构总装配图以及部分重要零件的部件图。
其设计过程主要特点是采用三相异步电动机带动蜗轮蜗杆以及齿轮传动,以达到将工件翻转90度的效果,方便磨床加工。
翻箱机构结构简单紧凑,操作简单,维护方便,翻转工件效率高。
关键词:翻箱机构;三相异步电动机;蜗轮蜗杆;齿轮传动IAbstractThe automatic CNC grinding machine is an important corollary equipment which rolls production line by steel and sheet metals. Its grinding accuracy and efficiency directly affect the quality of steel rolling and its production efficiency. Its role is to grind the various properties of steel and sheet metals, it mainly used in steel, aluminum foil, paper industry and etc. However, during the process of grinding, the bearing boxes of both sides will interfere with the wheel frame, and loading and unloading the bearing boxes frequently will make the process more complicated, so I designed the box turnover mechanism, it can let the workpiece rotate 90 degrees. Designing the box turnover mechanism, it consists of its working principle, the composition of each part of machine tool, its operating requirements and methods and providing an overview of technical requirements of the box turnover mechanism. What’s more, I also designed the box turnover mechanism of MKZ84125 rolling grinder. It involves the choice of the Act, the determination of motors and the selection of worms, each shaft and gears. In addition, I draw the assembly chart of machine, the general assembly chart of the box turnover mechanism and the parts diagram of some important parts. The main features of designing process are adopting the three-phase asynchronous motor to drive the worms and using the two-stage gears to drive to reach the effect which let the workpiece rotate 90 degrees. It will convenient the process. The structure of the box turnover mechanism is simple and compact. It can operate simply, maintain easily and the workpiece is efficient.Key words: box turnover mechanism; three-phase asynchronous motor; worms; stage gears目录摘要 (I)ABSTRACT (II)目录 (III)1 绪论 (1)1.1 立题依据 (1)1.2 翻箱机构的研究现状 (1)2 MKZ84125机床总体设计 (4)2.1 机床的技术参数 (4)2.2 机床总体布局设计 (4)2.2.1 布局方案的选择 (4)2.2.2 各部件的布局 (5)2.3 机床各部件的方案介绍 (5)2.3.1 床身 (5)2.3.2 头架 (6)2.3.3 尾架 (6)2.3.4 砂轮主轴系统 (7)2.3.5 砂轮架 (7)2.3.6 供油系统 (7)2.3.7 中心架 (8)2.3.8 CNC测量系统 (8)3 轴承箱体翻转机构设计 (9)3.1 设计的基本参数 (9)3.2 翻箱方案的选择 (9)3.3 翻箱机构的总体设计 (9)3.4 电动机的选择 (10)3.4.1 选择电动机类型 (10)3.4.2 选择电动机的容量 (10)3.4.3 电动机转速的确定 (11)3.5 总传动比和分配各级传动比的计算 (12)3.6 传动装置的运动和动力参数的计算 (12)3.6.1 各轴转速 (12)3.6.2 各轴功率 (12)3.6.3 各轴转矩 (12)3.7 传动零件的设计计算 (13)3.7.1 联轴器的类型的选择 (13)3.7.2 蜗杆传动的设计 (13)3.7.3 第一级齿轮传动的设计 (16)III3.7.4 第二级齿轮传动的设计 (19)3.8 翻箱机构的结构设计 (21)3.8.1 轴1的结构设计 (21)3.8.2 轴2的结构设计 (22)3.8.3 轴3的结构设计 (23)3.8.4 翻箱机构其余部分的结构设计 (24)4 轴的校核 (26)4.1 轴1的校核 (26)4.2 轴2的校核 (28)4.3 轴3的校核 (30)5 结论与展望 (33)5.1 结论 (33)5.2 不足之处及未来展望 (33)致谢 (34)参考文献 (34)MKZ84125轧辊磨床轴承箱体翻转机构设计11 绪论1.1 立题依据该课题来自于无锡上机磨床有限公司的生产实际。
冷轧轧机工作辊换辊装置液压系统设计

目录第1章绪论 (1)1.1轧机的发展历史 (1)1.2换辊的重要性 (1)1.3 换辊装置及换辊过程 (2)1.4液压技术换辊的优点 (3)1.5 液压技术未来的发展前景和趋势 (3)1.6 本课题所做的内容 (4)第2章系统参数和原理图 (5)2.1系统主要参数 (5)2.2拟定冷轧工作辊换辊装置液压系统原理图 (5)第3章工况分析 (7)3.1明确设计依据 (7)3.2 工况分析 (8)3.2.1液压缸的负载及其负载循环 (8)3.2.2平移缸工况分析 (10)3.2.3锁紧缸的工况分析 (11)第4章确定液压系统的主要参数 (12)4.1初选系统压力 (12)4.2计算液压缸的尺寸 (12)4.2.1计算平移缸的主要尺寸 (12)4.2.2计算锁紧缸的主要尺寸 (14)第5章液压元件的选择 (16)5.1泵的选择 (16)5.1.1确定泵的工作压力 (16)5.1.2确定泵的流量 (16)5.1.3确定泵的类型和选择泵的型号 (17)5.2电机选择 (17)5.3液压缸的选择 (17)5.4控制阀的选择 (18)5.4.1双单向节流阀的选择 (20)5.4.2双液控单向阀的选择 (21)5.4.3电磁换向阀的选择 (22)5.4.4出口压力补偿器的选择 (23)5.4.5比例换向阀的选择 (26)5.5蓄能器的选择 (26)5.6管道的选择 (26)5.6.1选择管道的材料 (26)5.6.2管道内径的确定 (27)5.6.3管道壁厚的确定 (27)5.7油箱的选择 (28)5.8液压油的选择 (29)第6章液压系统性能验算 (30)6.1系统压力损失 (30)6.1.1管路沿程压力损失 (30)6.1.2局部压力损失 (31)6.1.3阀类元件的局部损失 (31)6.2液压系统发热计算 (32)第7章经济性分析 (35)7.1设备的可靠性 (35)7.1.1可靠度的计算 (35)7.1.2设备平均寿命 (35)7.2设备的经济性评价 (35)7.2.1 投资回收期 (35)7.2.2设备合理更新期 (37)结束语 (38)致谢 (39)参考文献 (40)第一章绪论1.1轧机的发展历史轧机是实现金属轧制过程的设备。
轧辊轴承座拆装机液压系统的设计开题报告

轧辊轴承座拆装机液压系统的设计开题报告1、课题来源全球经济正逐渐稳步复苏,推动着世界钢铁市场需求的不断加大。
冷轧钢带是以热轧卷为原料,在室温下在再结晶温度以下进行轧制而成,包括板和卷,国内众多钢厂如宝钢、武钢、鞍钢等均可以生产。
其中成张交货的称为钢板,也称盒板或平板;长度很长、成卷交货的称为钢带,也称卷板。
而冷轧钢带的生产能力是一个国家钢铁工业发展水平的重要标志之一。
轧辊主要由辊身、辊颈和轴头3部分组成。
轧辊是冷轧带钢轧机的大型消耗部件,性能要求较为严格例如:抗热裂、通常对粗轧辊以强度、抗热裂为主要要求;小型20辊轧机的工作轧辊重仅 100克左右,而宽厚板轧机的支承辊重量已超过200吨。
选用轧辊时首先根据轧机对轧辊的基本强度要求,选定安全承载的主体材料(各种级别的铸铁、铸钢或锻钢等);硬度、而精轧辊速度较高,轧制最终产品要有一定的表面质量,对它以硬度、耐磨等为主要要求。
然后考虑轧辊使用时所应有的耐磨性。
由于轧辊的磨损机理很复杂,包括机械应力作用、轧制时的热作用、冷却作用、润滑介质的化学作用以及其他作用,还没有一项综合评定轧辊抗磨性的统一指标。
由于硬度易于测量,并在一定条件下可以反映耐磨性,所以一般就用径向硬度曲线来近似地表述轧辊的耐磨指标;耐冲击、此外,对轧辊还有一些特殊要求,如压下量大时,要求轧辊有较强的咬入能力,较耐冲击;光洁度、轧制薄规格产品时,则对轧辊的刚性、组织性能均匀性、加工精度以及表面光洁度等要求较严;切削性能、轧制复杂断面的型钢时,还要考虑辊身工作层的切削加工性能等。
选用轧辊时,对轧辊的有些性能要求往往是彼此对立的,轧辊购置费和维护费用又很昂贵,所以应充分权衡技术和经济上的利弊,决定用铸的还是锻的,合金的还是非合金的,单一材料的还是复合材料的,并且工作环境是高压、高速等恶劣环境,以至于磨损相对较快,因此不仅仅是选材方面值得注意,还有为降低生产成本的重要措施就是延长轧辊的使用寿命。
轧钢机轧辊辊缝调整装置-----压下装置

课程设计任务书
设计题目:轧钢机轧辊辊缝调整装置-----压下装置
机械学院 :机械设计制造及自动化052
设计者:秦海山(2005441453)
指导老师:陈祥伟
2008-6-25
设计说明书
设计题目:轧钢机轧辊辊缝调整装置-----压下装置
一、设计目的
此次课程设计目的主要是让同学们对轧辊机械的压下装置有进一步的了解,通过此次课程设计,让我们对整个压下机构的工作原理和一些主要零部件的结构有更深刻的认识。
z1= = =30
z2=30×4.5=135
4、几何尺寸计算
(1)计算分度圆直径
d1=z1×m=30×8=240mm
d2=z2×m=135×8=1080mm
(2)计算中心距
a= = =660mm
(3)计算齿轮宽度
b= =1×240mm=240mm
取B2=240mm;B1=260mm
此外,根据已知数据可得下:
传动轴承和传动轴的设计
七、与电动机轴(及一级传动的低速轴)上的齿轮相啮合的齿轮轴(即轴2)的设计计算
T1=2.101×106
n1=500r/min
p1=110KW
p2=p× =110×0.98=107.8KW
式中
T1-电动机轴(轴1)所受的转矩
n1-电动机轴(轴1)的转速
p1-电动机的功率
p2-电动机轴(轴1)传递的功率
四、对压下装置的要求是:1、采用惯性较小的传动系统,以便频繁地启动,制动;2、有较高的传动效率和工作可靠性;3、必须有克服压下螺丝阻塞事故(“坐辊”或“卡钢”)的措施。
电动压下装置配置方案简图如下:
五、传动方案的拟定及说明
冷轧机弯辊液压系统设计
冷轧机弯辊液压系统设计冷轧带钢作为高附加值的钢铁产品用途十分广泛。
主要用于汽车制造、包装、机电产品等方面。
带钢冷轧的生产技术水平不仅代表着一个国家钢铁工业的综合实力,也关系着工业生产链条的各个环节。
随着社会的飞速发展,工业产品需求层次的提高,钢铁企业对板带钢的尺寸精度和形状精度提出了更高要求,板形是板带产品的重要质量指标之一,而板形控制是板带产品质量保证体系中一个非常重要的环节。
为了满足现代板带生产的高质量和高生产率,不仅要求板形控制具有较高的精度,而且还要有较强的在线可调性。
一、液压弯辊板形调节装置简介液压弯辊调节装置出现于20 世纪60 年代,液压弯辊最早应用于橡胶、塑料、造纸等工业部门,以后才逐步应用到金属加工中来,并发展成为一个行之有效的板形控制方法。
现代轧机大多数都有液压弯辊装置对工作辊辊形进行调整。
其基本原理是:通过装设在轴承座之间的液压缸向工作辊或支承辊辊颈施加液压弯辊力,使轧辊产生附加弯曲,来瞬时地改变轧辊的有效凸度,从而改变承载辊缝形状和轧后带钢的延伸沿横向的分布,以补偿由于轧制压力和轧辊温度等工艺因素的变化而产生的辊缝形状的变化,保证生产出高精度的产品。
只要根据具体的工艺条件来适当地选择液压弯辊力,就可以达到改善板形的目的。
弯辊装置的突出优点是能迅速调整轧辊凸度,控制无滞后,与其它辊形控制手段相配合能进一步扩大板形调节能力和效果。
二、液压伺服系统的特点分析弯辊液压系统是电液伺服力控制系统,因此我们有必要了解一下液压伺服系统。
液压伺服控制系统是在液压传动和自动控制理论基础上建立起来的一种自动控制系统。
许多工业部门和技术领域对高响应、高精度、高功率-重量比和大功率的液压伺服控制系统的需要不断扩大,促使液压伺服控制技术迅速发展。
特别是反馈控制技术在液压装置中的应用、电子技术与液压技术的结合,使液压伺服控制系统这门技术不论在元件和系统方面,还是在理论和应用方面都日趋完善和成熟,并形成一门新的学科,成为液压技术的重要发展方向之一。
一种轧辊轴承座辅助装配装置的设计研究

助 装 配装置 。
1 轴 承座 辅 助 装 配 装 置概 述
本 装 置 由移 动 小 车 、 可 调 V型 支 撑 、 装 配平 台三 部分 组成 ( 如 图 1所示 ) 。移 动小 车 由对 中装 置 、 导 向 装置 、 升降 装置 、 小 车 底 座 组成 ( 如 图 2所 示 ) 。其 中
2 . 可 调 V 型 支撑
3 . 装 配 平 台
本 装置 工 作 原 理 如 下 : 如 图 1所 示 , 先 将 轧 辊 放 在装配 平 台上 的 V 型支 撑 上 ( 如 图 3所 示 , V 型 支 撑
图 1 轴 承 座 辅 助 装 配 装 置
Fi g .1 Ro l l c ho c k a u x i l i a r y a s s e mb l y d e v i c e
( 洛 阳有 色金 属 加 工 设 计 研 究 院 , 河 南洛阳 4 7 1 0 3 9 )
摘 要 : 设 计 了一 种 新 型 的轧 辊 轴 承 座 辅 助 装 配 装 置 , 该 装 置 是 一 种 对 轧 辊 轴 承 座 与 轧辊 进 行 安 装 和拆 卸 的 辅 助 工 装 , 结构简单 , 易 于操 作 。另 外 还 介 绍 了对 装 置 的 核 心 部 件 进 行 设计 计算 及 强 度 校 核 的 方 法 , 并 对该装置进 行了 I n v e n t o r 三 维建模 , 从 而更 加 形 象 、 直 观 地 展示 其 工 作原 理 。 关键 词 I 牟 L 辊 轴 承 座辅 助装 配 装 置 ; 调节 螺杆 ; I n v e n t o r ;
的高低 可通 过 T型 滑块 与 不 同 V 型支 撑 的 组 合 来 实 现可调 , 2个 V型支撑 之 间 的 间距 可通 过 T型滑 块 在
轧辊轴承座拆卸装置设计与分析毕业设计

轧辊轴承座拆卸装置设计与分析毕业设计目录摘要.................................................... 错误!未定义书签。
ABSTRACT .................................................. 错误!未定义书签。
1 绪论 (1)1.1轧机技术国内外发展现状 (1)1.1.1轧机技术国外发展 (1)1.1.2国内轧钢技术的发展 (3)1.2轴承座拆卸技术 (3)1.2.1传统轴承座拆卸技术 (4)1.2.2国际上采用的轴承座拆卸技术 (4)1.3本文的研究 (4)1.4本章小结 (5)2轴承座拆卸装置工作原理和参数计算 (6)2.1轴承座拆卸装置工作原理 (6)2.2轴承座参数的计算 (7)2.3小车装置及升降平台参数计算 (7)2.3.1小车车轮的选择 (7)2.3.2车轮疲劳强度计算 (7)2.3.3液压缸的选择 (8)2.4大车装置参数计算 (10)2.4.1大车装置车轮的选择 (10)2.4.2大车装置车轮的校核 (10)2.4.3电动机的选择 (10)2.4.4减速器的选择 (11)2.5本章小结 (12)3拆卸装置结构设计与制造 (13)3.1拆卸车整体结构设计 (13)3.2小车装置设计与制造 (13)3.2.1小车装置结构设计 (13)3.2.2小车装置制造方式选择 (14)3.3大车装置整体结构设计和制造 (15)3.3.1大车驱动方案设计 (15)3.3.2大车装置传动方案的设计 (16)3.3.3大车车架制造方式的选择 (16)3.3.4大车装置整体设计 (17)3.4本章小结 (17)4拆卸装置三维建模和有限元分析 (19)4.1拆卸装置结构模型 (19)4.1.1大车装置的三维建模 (19)4.1.2小车装置的三维建模 (21)4.1.3拆卸装置总装配图的三维建模 (24)4.2有限元分析 (24)4.2.1大车车架的有限元分析 (24)4.2.2大车车架的结构优化 (26)4.3本章小结 (28)5结论 (29)参考文献 (30)致谢 (31)1 绪论1.1轧机技术国内外发展现状1.1.1轧机技术国外发展1、初轧机的发展概况20世纪80年代年代建设的初轧机具有以下特点:1)万能式板坯初轧机得到迅速发展,60年代后新建的初轧机60%是万能式板坯轧机,这种轧机带有立辊,可以减少轧件翻钢道次,轧制时间比方坯-板坯初轧机减少39%;2)向重型化方向发展,轧制钢锭重量达45~70t,最高年产量达500~600万t;3)提高自动化程度,从均热炉到板坯精整均已实现自动控制;4)提高钢坯质量,改进精整工序,采用大吨位板坯剪切机(剪切力可达40MN)及在线火焰清理机[13]。
一种轴承座加工翻转装置[实用新型专利]
![一种轴承座加工翻转装置[实用新型专利]](https://img.taocdn.com/s3/m/c3c50b66cc22bcd127ff0c1d.png)
专利名称:一种轴承座加工翻转装置专利类型:实用新型专利
发明人:李小中
申请号:CN201922246279.2
申请日:20191216
公开号:CN211192998U
公开日:
20200807
专利内容由知识产权出版社提供
摘要:本实用新型属于翻转设备领域,尤其是一种轴承座加工翻转装置,针对现有的翻转装置不便于对轴承座进行固定并翻转的问题,现提出如下方案,其包括工作台,所述工作台的底部四角均固定安装有支撑腿,所述工作台的顶部固定安装有两个对称设置的连接座,连接座上开设有转动孔,转动孔内转动安装有转动杆,转动杆上开设有螺纹孔,螺纹孔内螺纹安装有螺纹杆,两个螺纹杆相互靠近一端均固定安装有夹板,且两个夹板相适配,两个螺纹杆相互远离的一端均固定安装有转板,转动杆上固定套设有齿轮,工作台上开设有两个对称设置的矩形孔。
本实用新型设计合理,结构简单,操作方便,便于对轴承轴固定,且便于对轴承轴进行翻转。
申请人:泰州市九鼎不锈钢制品贸易有限公司
地址:225700 江苏省泰州市兴化市戴南镇中迎村
国籍:CN
更多信息请下载全文后查看。
冷轧支承辊拆装机轴承座翻转机控制系统设计的开题报告
冷轧支承辊拆装机轴承座翻转机控制系统设计的开题报告一、项目背景在冷轧生产过程中,支承辊是一个重要的组成部分,它承担着钢板的支撑和传输任务。
而这些支承辊在长时间的使用后,其轴承座会出现磨损或损坏,需要拆卸并更换,这就需要一种能够帮助操作人员更快、更方便地对轴承座进行翻转的设备来提高工作效率。
因此,本项目拟设计一种冷轧支承辊拆装机轴承座翻转机的控制系统。
二、项目目的和意义本项目旨在设计一种适用于冷轧支承辊拆装机轴承座翻转机的控制系统。
通过这种控制系统,操作人员可以轻松地控制翻转操作,提高生产效率,减少劳动强度,同时也可以提高轴承座更换的准确性和安全性。
三、项目内容本项目主要包括以下内容:1. 轴承座翻转机设计:设计出适用于冷轧支承辊拆装机的轴承座翻转机,包括机械结构和传动装置。
2. 控制系统设计:设计出适用于轴承座翻转机的控制系统,包括硬件和软件设计。
硬件设计包括传感器、控制器、执行器等组成的电路板。
软件设计包括控制程序的编写、参数设置、模拟仿真等。
3. 系统调试与测试:将硬件和软件组装在一起,进行系统调试,测试系统的功能和性能,不断优化控制系统,确保系统正常运行,并达到预期的效果。
四、项目计划本项目主要分为以下四个阶段:项目阶段一:方案设计(1个月)1. 方案确定:确定轴承座翻转机设计和控制系统设计的整体方案,明确任务目标和工作计划。
2. 设计评估:评估方案的可行性和实现难度,确定具体的技术路线和设计方案。
3. 硬件设计:开始进行硬件电路的设计和原理图绘制工作。
项目阶段二:系统开发(2个月)1. 控制程序编写:完成控制程序的编写,对程序进行测试,确保其功能实用。
2. 系统调试:对设计好的硬件和软件组件进行组装,并进行系统调试,调整程序和电路,确保系统运行正常。
项目阶段三:系统测试(1个月)1. 确认测试目标:确认系统测试的目标,编写测试计划,并进行测试前的准备工作。
2. 测试执行和数据记录:对系统进行测试操作,并记录测试结果数据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
!"!
翻转油缸的工作载荷的确定 图 $ 所 示 为 采 用 %&’(& 软件建立的 翻 转 装 置 实体 模 型 # 利用 该 模 型 计 算 出 轧 辊 轴承座和翻转体的重心 $ 图 ) 所示为翻转体受力模型 #" 实 线表示初始位置 #* 双点划线 表 示 翻 转 体 顺 时 针 转 过 *+! 的位置 $ 初 始 位 置 的 重 心 坐 标为 #,))* #$,+)$ $
翻转油缸工作载荷表
翻转体转动夹角 "#?/@ " 翻转油缸受力 %#:A
6
1
EF* EF$ EF) $+"G
图"
3" .+ !"
轧辊轴承座液压翻转装置液压系统
*+
)" <+
B+-+ ).-) )B $<-+ ><!-) >.)-! >*$+-+
"
结束语 本轧 辊 轴 承 座 液 压 翻 转 装 置 现 已 应 用 于 生 产 实 际 #
关键词 ’轧辊轴承座 ) !"#$" 软件 ) 重心 ) 平衡阀 中图分类号 ’!%&&& 文献标识码 ’"
% %$$(& $’&$$)*&$( 文章编号 ’#$$%&%’’’
#$% &%’()* +, -./0123(4 567%0’(+* &%7(4% ,+0 8+33%0 9%10(*)
:;< =$2*>$+*)? @-A B(*>41( :; C$1*)>D(1*) @-5A B(+*)
翻转油缸
8 6 C D 7 ’
图$翻转装置实体模型 Nhomakorabea翻转油缸的工作载荷 % 与负载 & 之间的关系 %
*+678
! )*-)+!2!" ,&$3$3-+$45/ ! %&’(()*"" %$*$$*-.$/01 式中 %" 为翻转体转动夹角 #! 为翻转油缸转动夹角 $ 下表所示为翻转油缸任意时刻的工作载荷 $
’1,
刘思林 ! 等 , 磁性液体的应用 #" $, 金属功能材料 !#$$$ !-0()22+23, 王 艳 ! 等 , 磁 性 磨 粒 的 制 备 技 术 研 究 #" $, 华 东 船 舶 工 业 学 院 学 报 !’11* !-#1() 0’+0%, 王 艳 , 振 动 在 磁 性 磨 料 磁 力 研 磨 中 的 应 用 # " $, 华 东 船 舶 工 业 学 院学报 !’111 !-’()3#+32, ##1 $ 王 瑞 金 , 磁 流 体 研 磨 与 磁 性 磨 料 研 磨 的 比 较 试 验 #" $, 新 技 术 新 % 编辑 启 迪 & 工艺 !’11# !-*()#3+’1, !!!!!!!!!! 作 者 简 介 ’ 辜 华 拉 %!"#$-&! 男 ! 主 要 从 事 磁 性 材 料 与 设 备 ( 半 导 体 光 电材料和 %&’()*+ 工程设计等的研究工作 " 李德才 ! 男 ! 教授 ! 博士生导师 " 收稿日期 ’’112+12+#2
! 轴承 承座翻转装置将轧辊的轴承座进行 !"! 的立式翻转 中心线由水平 ! 垂直" # 再用起重机将翻转完的轧辊轴承 座吊放到指定位置对轴承座内的轴承进行检修 # 至此完 成了一个工作辊 # 支承辊轴承座的翻转工作 $ 当轴承座内 的轴承检修完毕 后 对 轧 辊 的 轴 承 座 进行 "#! 的 卧 式 翻 转 ! 轴承中心线由垂直 ! 水平" 时工作顺序与此相反 $
,+,
"""""""""" 作者简 介 % 林 顺洪 ! *!.)4" # 男 # 硕 士 # 主 要 从 事 有 限 元 分 析 与 结 构 优
化设计工作 $ 收稿日期 %$""+>"3>"$
图!
翻转体受力模型
机械工程师
!""# 年第 ! 期
!!
))*
翻转体与轴承座重心
$
能平稳 ’ 高效地对轧机的轧辊轴承座进行 !"/ 的立式翻转 和 !"/ 的卧式翻转 $
( 参考文献) ( () 李玉林 - 液压元件与系统设计 ( 1) - 北京 % 北京航天航 空出 版社 #
)$ & *+/ ) 翻转体主轴中心 # " *
- "/
%++ B- * /
*!!*2
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! #/ $ 李德才 ! 等 , 磁性液体研磨技术 #" $, 新技 术新 工艺 !#$$3 !-2()#$+ 能满足这类复杂型面的光整精加工要求 ! 因此 ! 引起了广
泛注意和研究 " 可以预言 !磁性液体研磨也将在精加工领 域获得更为广泛的应用 "
% 456789:78 ;7:<=>?:@A 6B CD:=7D= E7F G=D576H68AI 456789:78 011121I 45:7E&
!"#$%&’$! J7 @5= KEK=>I E ?=@ 6B 5:85 =BB:D:=7@I ?@=EFA LE:7@=7E7D=? F=<:D= B6> D6HF +>6HH:78 L:HH 5E? M==7 F=?:87=F, J@ K>6<:F=? D67<=7:=7D= B6> >6HH=> M=E>:78 LE:7@=7E7D=, G5= @5>==+F:L=7?:67EH L6F=H 6B @5= =9N:KL=7@ :? =?@EMH:?5=F MA N?:78 4OGJO ?6B@PE>=I P5:D5 DE7 DEHDNHE@= 6N@ P=:85@ D=7@=> 6B >6HH=> M=E>:78 E7F 6M<=>?:67 F=<:D= EDDN>E@=HAI E7F DE7 D67B:>L=F @5= P6>Q:78 H6EF? 6B =<=>A L6L=7@? B6> 6M<=>?:67 DAH:7F=>, J7 6>F=> @6 EFEK@ @6 @5= D67?@E7@HA D5E78=EMH= P6>Q H6EF=F 6B 6M<=>?:67 DAH:7F=>I @5= MEHE7D= <EH<= :? EKKH:=F :7 @5= 5AF>ENH:D ?A?@=L, ()* +,%-# ! >6HH=> M=E>:78R 4OGJO ?6B@PE>=R P=:85@ D=7@=>R MEHE7D= <EH<=
03+2#,
!"
机械工程师
%$$( 年第 ’ 期
!"#$%&’()* +,-./0’01"
液压技术
(
-
+
5 %
,
)
&
"
! ’"(
液压系统及工作原理 主要性能参数 工作压力 *3 678 & 运动速度 +, 99#/ & 液压缸 -.!(###" ."$*$.$ & 电机功率 $$ :; $
’"!
工作原理 图 < 所示为轧辊轴承座液压翻转装置液压系统 $ 系
( -) ( +) 张展 - 机械设计通用手册 ( 1) - 北京 % 中国劳动出版社 #*!!)宁贵欣 -%&’(& =+ 工业 造型 设计实 例教 程 ( 1) - 北 京 % 清 华 大 学 出版社 #$""<3 ! 编辑 昊 天"
3)3
*+
)*
翻转油缸铰链中心
"+ ! %*
%
耳轴孔中心
*3B*
# 参考文献 $ #! $ #’ $ #* $ #0 $ #2 $ 王凤辉 ! 等 ! 非 磁性 金属材 料的 研磨 特性 和加工 原理 #" $! 鞍山 钢 铁学院学报 !#$$% !&#’()**+*%, 王凤辉 , 平面磁研磨法的研究 #" $, 制造工艺 !#$$% !-.’().%+.$, 袁 守 华 !等,用 旋 转 磁 极 的 方 法 对 内 孔 和 球 面 进 行 磁 性 磨 料 研 磨加工的研究 #" $, 金刚石与磨料磨具工程 !.$$/ !-*().’+.*, 贾向义 ! 等 , 外圆磁 性研磨 机的 改装 及其 磁力系 统计 算 #" $, 机 床 与液压 !’11* !-2()’3’+’30, 栾 斌 , 自 由 曲 面 磁 性 研 磨 的 研 究 #" $, 东 北 煤 炭 技 术 !#$$$ ! -3() #$ $ #% $ #3 $
轧辊轴承座液压翻转装置设计
林顺洪 ! 朱新才 ! 李长江 ! 周 雄 % 重庆科技学院 ! 重庆 011121 &