燃烧式工业窑炉温度单回路控制2008版
燃烧式工业窑炉温度单回路控制系统设计

课程设计任务书目录1 概述 (7)2 被控对象特性的研究 (7)2.1 被控变量的选择 (7)2.2 操纵变量的选择 (7)2.3 被控对象的数学描述 (7)3 燃烧式工业窑炉温度控制原理及控制方案的确立 (10)4 执行器的数学模型 (10)5 检测变送器的数学模型 (10)6 过程检测仪表的选用 (11)6.1 测温元件及温度变送器 (11)6.2 执行器 (11)6.3 调节器 (12)7 参数整定与实验仿真 (13)8 课程设计总结 (16)9 参考文献 (16)1.概述燃烧式工业窑炉是用耐火材料砌成的用以煅烧物料或烧成制品的设备,一般大型窑炉燃料多为重油,轻柴油或煤气、天然气。
窑炉通常由窑室、燃烧设备、通风设备,输送设备等四部分组成。
窑炉大致分为箱式、井式、梭式、网带式、回转式、窑车式、推板式隧道电阻炉、真空炉、气体保护炉、超高温管式推板炉(碳管炉)、钨钼粉焙烧炉、还原炉等各种高、中、低温工业窑炉,工作温度200~2500℃。
可用于ZnO压敏电阻器、避雷器阀片、结构陶瓷、纺织陶瓷、PTC&NTC热敏电阻器、电子陶瓷滤波器、片式电容、瓷介电容、厚膜电路、片式电阻、磁性材料、粉末冶金、电子粉体、稀土化工、聚焦电位器、陶瓷基板、高铝陶瓷及其金属化,触头材料、硬质合金材料、钨钼材料等的烧成。
本次课程设计是要完成燃烧式工业窑炉温度定值控制系统的设计,采用的是单回路控制,单回路控制系统又称简单控制系统,是指由一个被控对象、一个检测元件及变送器、一个调节器和一个执行器所构成的闭合系统。
单回路控制系统的有如下特点:系统结构简单、易于分析设计,投资少、便于施工,并能满足一般生产过程的控制要求,因此在生产中得到广泛的应用。
但单回路控制系统也有一些缺点,如系统适用于控制负荷变化较小的被控对象,如果负荷变化较大,无论选择哪种调节规律,简单控制系统都很难得到满意控制质量。
在本次课程设计中,为了简化系统模型、便于分析,采用如下假设:1、燃料为天然气,被加热的介质为砖,砖的厚度为7厘米2、窑炉为绝热炉,废渣不带走热量3、空气供应充足,燃料在炉内能够充分燃烧2.被控对象特性的研究燃烧式工业窑炉是用耐火材料砌成的用以煅烧物料或烧成制品的设备,其工作原理为燃料进入炉内燃烧,其发出的热量一部分被被加热介质所吸收,另一部分用于维持炉内整个环境的温度。
管式热裂解反应器出口温度单回路控制系统

1管式热裂解反应器概述及控制方案管式热裂解反应器是主要用于烃类热裂解的反应装置。
烃类热裂解过程是指石油烃类原料(天然气、炼厂气、油田气、汽油和重油)在高温(700-1000℃)、隔绝空气的条件下发生分解反应而生成碳原子数较少、相对分子质量较低的三烯(乙烯、丙烯和丁二烯)、三苯(苯、甲苯和二甲苯)等短裢烃的化学过程。
管式反应器从结构上可以分为单管反应器和多管反应器,多管反应器是将多个管式电反应单元并联组装成电反应器;可以是空管,如管式裂解炉,也可以是在管内填充颗粒状催化剂的填充管,以进行多相催化反应,如列管式固定床反应器。
管式反应器结构简单、加工方便,耐高压、传热面积大,特别适用于强烈放热和加压下的反应。
管式应器还具有容易实现自动控制、节省动力、生产能力高等特点,因此广泛用于气相、均液相、非均液相、气液相、气固相、固相等反应过程。
为保证管式反应器内具有良好的传热与传质条件, 使之接近于理想反应器,一般要求流体在管内作高速湍流运动。
热裂解的原理:烃类热裂解的过程十分复杂,不仅裂解原料发生反应,而且生成物还会继续反应,同一种烃也会发生不同的反应。
按反应进行的先后顺序,可以反应划分为一次反应和二次反应。
本次课程设计是要完成管式热裂解反应器出口温度控制系统的设计,采用的是单回路控制,单回路控制系统又称简单控制系统,是指由一个被控对象、一个检测元件及变送器、一个调节器和一个执行器所构成的闭合系统。
单回路控制系统的有如下特点:系统结构简单、易于分析设计,投资少、便于施工,并能满足一般生产过程的控制要求,因此在生产中得到广泛的应用。
但单回路控制系统也有一些缺点,如系统适用于控制负荷变化较小的被控对象,如果负荷变化较大,无论选择哪种调节规律,简单控制系统都很难得到满意控制质量。
2 管式热裂解反应器温度控系统工艺流程及控制要求管式热裂解反应器的主要任务是把原油或重油加热到一定温度,以保证下一道工序(分馏或裂解)的顺利进行。
加热窑炉温度控制系统设计

加热窑炉温度控制系统设计方案:一、加热炉出口温度单回路反馈控制系统结构框图图2 加热炉出口温度单回路反馈控制系统结构框图二、串级控制系统加热炉工艺过程为:被加热物料流过排列炉膛四周的管道后,加热到炉出口工艺所要求的温度。
在加热用的燃料油管道上装有一个调节阀,用以控制燃料油流量,以达到控制出口温度的目的。
由于加热炉时间常数大,而且扰动的因素多,比如原料侧的扰动及负荷扰动;燃烧侧的扰动等,单回路反馈控制系统不能满足工艺对加热炉出口温度的要求。
为了提高控制质量,采用串级控制系统,运用副回路的快速作用,以加热炉出口温度为主变量,选择滞后较小的炉膛温度为副变量,构成炉出口温度与炉膛温度的串级控制系统有效地提高控制质量,以满足工业生产的要求。
串级控制系统的工作过程,就是指在扰动作用下,引起主、副变量偏离设定值,由主、副调节器通过控制作用克服扰动,使系统恢复到新的稳定状态的过渡过程。
由加热炉出口温度串级控制系统结构图可绘制出其结构方框图,如图4所示。
图3 加热炉出口温度串级控制系统结构方框图三、控制系统方案:采用51单片机为主控芯片此方案采用单片机为主控芯片。
利用热电阻PT100作为温度传感器件,然后通过运算放大器OP-07构建差分放大器将温度信号转换成ADC0809模拟通道的输入的0-5V标准信号,再由ADC0809将模拟信号转换成八位数字信号,传送给单片机P0口,单片机将实时温度和设置参数通过数码管显示出来,同时通过键盘输入设定温度,单片机将设定温度同ADC0809传送过来的数据进行比较运算,利用PID运算,作出相应的判断,从单片机P1.0输出一个PWM波形来控制固态继电器的导通与关闭,从而控制窑炉的加热丝在一个固定周期中通电加热时间的长短来达到恒温控制的目的。
系统原理框图如下图2所示:图2 方案原理框图六、窑炉温度控制系统硬件电路设计本系统硬件电路主要由以下部分组成:供电电源电路、单片机最小系统电路、温度检测电路、数模转换电路、键盘输入电路、声光报警电路、继电器输出电路、LED显示电路1.系统供电电源电路设计主控电路所需的+5V电源;外围电路(如继电器、运算放大器)所需的+12V 和-12V电源。
(完整word版)燃烧控制系统(中英对照翻译)
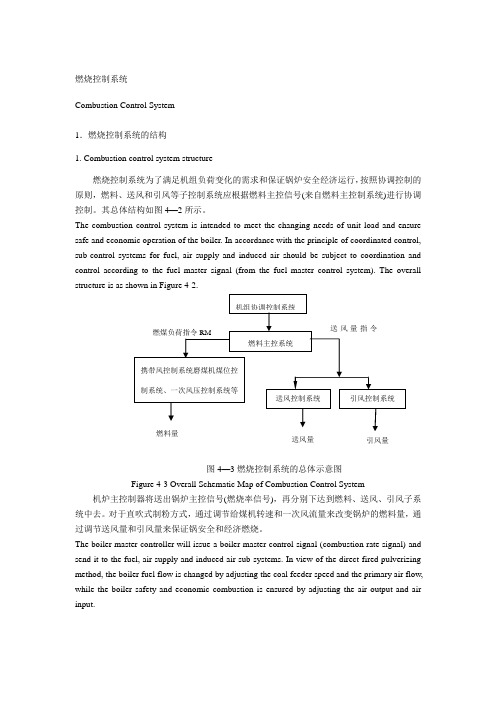
燃烧控制系统Combustion Control System1.燃烧控制系统的结构1. Combustion control system structure燃烧控制系统为了满足机组负荷变化的需求和保证锅炉安全经济运行,按照协调控制的原则,燃料、送风和引风等子控制系统应根据燃料主控信号(来自燃料主控制系统)进行协调控制。
其总体结构如图4—2所示。
The combustion control system is intended to meet the changing needs of unit load and ensure safe and economic operation of the boiler. In accordance with the principle of coordinated control, sub-control systems for fuel, air supply and induced air should be subject to coordination and control according to the fuel master signal (from the fuel master control system). The overall structure is as shown in Figure 4-2.图4—3燃烧控制系统的总体示意图Figure 4-3 Overall Schematic Map of Combustion Control System 机炉主控制器将送出锅炉主控信号(燃烧率信号),再分别下达到燃料、送风、引风子系统中去。
对于直吹式制粉方式,通过调节给煤机转速和一次风流量来改变锅炉的燃料量,通过调节送风量和引风量来保证锅安全和经济燃烧。
The boiler master controller will issue a boiler master control signal (combustion rate signal) and send it to the fuel, air supply and induced air sub-systems. In view of the direct-fired pulverizing method, the boiler fuel flow is changed by adjusting the coal feeder speed and the primary air flow, while the boiler safety and economic combustion is ensured by adjusting the air output and air input.由图4—3可见,当机组负荷变化需要改变燃料量时,由负荷控制系统中的燃料主控系统根据锅炉负荷指令产生燃煤负荷指令和风量指令,其中燃煤负荷指令送往燃料控制系统(包括磨煤机料位/给煤机转速控制、燃油控制、一次风压力控制、携带风控制和旁路风控制系统等)、送风控制系统(包括送风机压力控制、燃烧风控制系统等)和引风控制系统,使燃料、送风、引风等共同适应负荷变化,保证锅炉安全经济运行。
燃烧式工业窑炉温度比值控制系统课程设计报告书
课程设计说明书学生:学号:学院:机械工程与自动化学院专业:过程装备与控制工程题目:燃烧式工业窑炉温度比值控制系统设计指导教师:职称:职称:职称:2012 年1 月 4 日课程设计任务书2011/2012 学年第 1 学期学院:机械工程与自动化学院专业:过程装备与控制工程学生姓名:学号:课程设计题目:燃烧式工业窑炉温度比值控制系统设计起迄日期: 2011年12月19日~2012 年1月5日课程设计地点:指导教师:系主任:下达任务书日期: 2011年12月19日课程设计任务书目录1 概述 (7)2 被控对象特性的研究 (7)2.1 被控变量的选择 (8)2.2 操纵变量的选择 (8)2.3 被控对象的数学描述 (8)3 燃烧式工业窑炉温度控制原理及控制方案的确立 (9)4 过程检测仪表的选用 (10)4.1 测温元件及温度变送器 (10)4.2 执行器 (11)4.3 调节器 (12)5 参数整定 (12)6 实验仿真 (13)7 课程设计总结 (17)8 参考文献 (17)1.概述燃烧式工业窑炉是用耐火材料砌成的用以煅烧物料或烧成制品的设备,一般大型窑炉燃料多为重油,轻柴油或煤气、天然气。
窑炉通常由窑室、燃烧设备、通风设备,输送设备等四部分组成。
窑炉大致分为 箱式、井式、梭式、网带式、回转式、窑车式、推板式隧道电阻炉、真空炉、气体保护炉、超高温管式推板炉(碳管炉)、钨钼粉焙烧炉、还原炉等各种高、中、低温工业窑炉,工作温度200~2500℃。
可用于ZnO 压敏电阻器、避雷器阀片、结构瓷、纺织瓷、PTC&NTC 热敏电阻器、电子瓷滤波器、片式电容、瓷介电容、厚膜电路、片式电阻、磁性材料、粉末冶金、电子粉体、稀土化工、聚焦电位器、瓷基板、高铝瓷及其金属化,触头材料、硬质合金材料、钨钼材料等的烧成。
本次课程设计是要完成燃烧式工业窑炉温度定值控制系统的设计,采用的是比值控制系统,实现两个或两个以上参数符合一定比例关系的控制系统,称为比值控制系统。
燃烧式工业窑炉温度单回路控制方案设计
燃烧式工业窑炉温度单回路控制方案设计1. 引言燃烧式工业窑炉是工业生产中常见的设备,用于烧制各种材料或进行加热处理。
在燃烧过程中,准确控制窑炉的温度对于生产过程至关重要,能够影响产品的质量和产量。
设计一个高效、稳定的温度控制方案对于窑炉的生产效率和经济效益至关重要。
2. 温度控制的基本原理让我们从基本的温度控制原理开始。
燃烧式工业窑炉的温度控制,需要根据窑炉内部的温度变化情况,通过控制燃烧系统的供气、排气量和燃烧速度来实现。
而其中,控制燃烧系统的供气量是实现温度控制的关键。
3. 单回路控制方案设计在设计燃烧式工业窑炉的温度控制方案时,单回路控制是一种常见的方式。
简单来说,单回路控制就是通过窑炉内部的温度传感器收集窑炉温度信号,经过控制器处理后,再输出控制信号,调整燃烧系统的供气量,从而使窑炉的温度保持在设定值范围内。
4. 控制方案的优化然而,单回路控制方案也存在一些局限性,比如对窑炉内部环境变化的响应速度较慢,对窑炉温度的波动幅度不能完全控制等。
在实际应用中,需要对单回路控制方案进行优化。
可以采用先进的控制算法,如模糊控制、PID控制等,来提高控制系统的稳定性和响应速度。
另外,结合窑炉的实际工况,可以在控制系统中加入预测模型,从而实现对窑炉温度变化的提前预警和调整。
5. 个人观点和理解在我看来,针对燃烧式工业窑炉的温度控制,单回路控制方案是一种有效的方式,但需要在实际应用中不断优化和改进。
通过结合先进的控制算法和预测模型,能够更好地实现对窑炉温度的精准控制,从而提高生产效率和产品质量。
总结在燃烧式工业窑炉的温度控制方案设计中,单回路控制是一种常见的方式,但需要在实际应用中进行优化。
通过引入先进的控制算法和预测模型,能够提高控制系统的稳定性和响应速度,实现对窑炉温度的精准控制。
在文章中,我们从基本的温度控制原理出发,进一步探讨了单回路控制方案的设计和优化。
并结合个人观点和理解,对燃烧式工业窑炉的温度控制进行了全面的解析。
工业炉温度串级控制课程设计-精品
1 概述燃烧式工业窑炉是用耐火材料砌成的用以煅烧物料或烧成制品的设备,一般大型窑炉燃料多为重油,轻柴油或煤气、天然气。
窑炉通常由窑室、燃烧设备、通风设备,输送设备等四部分组成。
窑炉大致分为箱式、井式、梭式、网带式、回转式、窑车式、推板式隧道电阻炉、真空炉、气体保护炉、超高温管式推板炉(碳管炉)、钨钼粉焙烧炉、还原炉等各种高、中、低温工业窑炉,工作温度200~2500℃。
可用于ZnO压敏电阻器、避雷器阀片、结构陶瓷、纺织陶瓷、PTC&NTC热敏电阻器、电子陶瓷滤波器、片式电容、瓷介电容、厚膜电路、片式电阻、磁性材料、粉末冶金、电子粉体、稀土化工、聚焦电位器、陶瓷基板、高铝陶瓷及其金属化,触头材料、硬质合金材料、钨钼材料等的烧成。
本次课程设计是要完成燃烧式工业窑炉温度串级控制系统的设计,采用的是串级控制系统,在本次设计中,窑炉以甲烷作为燃料。
空气和甲烷分别通入炉内进行燃烧。
空气中含氧量约为20%。
所以可以得出空气的流量是甲烷的10倍就可以保证甲烷充分燃烧。
假设空气供应充足,大气压恒定。
所以串级控制系统。
在本次设计中,窑炉以甲烷作为燃料。
空气和甲烷分别通入炉内进行燃烧。
,空气中含氧量约为20%。
所以可以得出空气的流量是甲烷的10倍就可以保证甲烷充分燃烧。
假设空气供应充足,大气压恒定。
所以采用开环比值控制系统。
在本次课程设计中,为了简化系统模型、便于分析,采用如下假设:1、燃料为天然气,被加热的介质为陶瓷,陶瓷的厚度为7厘米2、窑炉为绝热炉,废渣不带走热量1.2 燃烧式工业窑炉的控制要求(1)质量指标燃烧式工业窑炉是用耐火材料砌成的用以煅烧物料或烧成制品的设备,其工作原理为燃料进入炉内燃烧,其发出的热量一部分被被加热介质所吸收,另一部分用于维持炉内整个环境的温度。
为了满足工艺的需要,必须使炉内温度维持在一定的范围内。
影响炉内温度最主要的因素为燃料的进料流量,因此可以通过控制燃料的进料流量来控制炉内的温度。
窑炉温度压力控制器的有关规定

24、要求当班炉工在正常生产的情况下每隔二小时烘干砖坯测量反弹变形数据,遇到空窑、烧成参数调节等变化时每隔一小时烘干砖坯测量反弹变形数据,记录好所检测数据,无按规定去做,每少一次扣罚10元。
7、机修工要检查好釉线的运转情况,出现故障要立即处理,施釉用的釉泵、甩釉球、甩釉座等要有一定的备件,坏的要及时修理,确保砖底施氧化铝正常,出现故障维修不得超出20分钟,否则扣罚20元/次。
8、窑炉出现故障而发现不及时的,或发现后处理不当而造成事故严重的,按情节轻重进行扣罚有关人员20元~300元或换岗处理。
三、当班人员食饭的制度和处罚标准:
1、车间规定当班员工饭餐时间可以到饭堂拿饭和食用所需,但拿饭后不允许在饭堂食用,违者扣50元/次处理。
2、车间规定一般情况下各员工拿饭时间共为20分钟,回岗位后方可食用。如超过20分钟的对当事人扣罚20元/次,如岗位突然出现事故发生,视情节轻重处理。
3、当班人员离开岗位取饭前,必须告知同工序人员对你所负责的设备或工作进行协助操作或监控,只有1人的工序可由班长调动人员协助看管,严禁同工序人员同时离岗取饭,否则作离岗扣罚20元/次。
6、机修、保养的每日工作记录中必须记录好当班内设备运转情况,如实记录设备的故障时间、故障的原因和处理方法,以及设备的保养状况。如无记录者扣罚责任人20元/次。
7、记录本必须整齐有序地挂在指定地点并保持清洁,否则扣罚当班班长10元/次。
8、各线黑板公布栏标识要十分清晰,各文件按标识挂放,否则扣罚当班乱放者10元/次。
管理制度
新东方陶瓷生产基地
浅析窑炉能耗管理的分段温度控制方式
浅析窑炉能耗管理的分段温度控制方式窑炉是一种常见的工业采暖设备,其能耗管理对于节能减排至关重要。
分段温度控制是一种常用的控制方式,通过调控窑炉投入不同段的燃料和空气,进而控制窑炉内部温度分布,以达到节能减排的目的。
分段温度控制的基本原理是根据窑炉内部的温度分布情况,将窑炉分为不同的温度段,并对每个温度段进行独立的控制。
一般来说,窑炉可以被分为三个温度段:预热段、烧成段和冷却段。
预热段是指窑炉中物料被初步加热的区域,其温度一般较低。
在这个段内,窑炉主要靠反应热量和传导热量来加热物料,并且同时对窑炉进行预热。
预热段的温度控制往往通过调节进入窑炉的燃料和空气来实现,通过控制燃料和空气的进入量和分配比例,可以有效地控制预热段的温度分布和物料的初步加热情况。
通过分段温度控制,可以使窑炉的能源利用效率得到提高,降低能耗。
具体来说,分段温度控制可以实现以下几个方面的节能效果:1. 降低窑炉的烟气温度:通过合理控制燃烧过程中的燃烧温度和空气流动速度,可以有效地降低烟气温度,减少烟气带走的热量损失。
2. 提高窑炉的燃烧效率:通过调节燃料和空气的进入量和比例,可以使燃烧过程更加充分和稳定,提高燃烧效率,减少燃料的浪费。
3. 优化窑炉的物料烧成过程:通过控制烧成段的温度分布和物料的停留时间,可以实现物料的均匀烧成,减少不完全燃烧和物料的浪费。
4. 降低窑炉的冷却能耗:通过减少冷却介质的流量和温度,可以降低冷却过程中对能量的需求,减少能耗。
分段温度控制是一种有效的窑炉能耗管理方式,通过合理控制窑炉的温度分布和物料的加热、烧成和冷却过程,可以实现窑炉能耗的降低和节能减排的目标。
燃烧控制2资料

(1)燃料控制子系统。
燃料调节器以热量信号D Q!为反馈信号,以压力调节器输出的负荷指令N B为给定值,根据两者的差值来改变给粉机转速,调节进入炉膛的燃料量。
为提高对负荷的适应能力,采用了经过动态补偿的负荷指令作为前馈信号来加快燃料量的调节速度。
(2)送风控制子系统。
送风调节器以经大值选择器及动态补偿后的负荷指令信号为定值来调节送风量。
为防止调节过程中,风量调节挡板卡死,对调节器输出进行了上下限幅,大值选择器中引入给定值信号的作用在于防止低负荷时风量过小而造成燃烧不稳定。
(3)风煤交叉限制回路。
为实现升负荷时先加风后加煤和减负荷时先减煤后减风的目的,系统设计了风煤交叉限制回路。
由上系统简化而成的风煤交叉限制回路原理见图6—69。
在机组增加负荷时,锅炉负荷指令N B。
同时加到燃料控制系统和风量控制系统,由于大值选择器作用,风量随N B。
的增加而增加,而燃料量受实测到的风量经补偿的总风量的闭锁(小值选择器),实际燃料量和热量不会马上增大,等到实际风量上升以后,燃料量才开始增加。
在减负荷时只有燃料量(或热量信号)减小,风量控制系统才开始动作,这样就达到了升负荷时先加风后加煤和减负荷时先减煤后减风的目的。
图6—69风煤交叉限制回路 (4)引风量控制子系统。
引风量调节器根据炉膛压力测量值与设定值的差值来调节引风挡板,为提高负压控制的稳定性而引入了送风量前馈信号。
该系统虽然采用热量代表燃料量,但仍属于“燃料一空气”控制方案。
2.利用给粉机转速信号的燃烧控制系统控制系统如图6—70所示,其组成及工作原理与图6—68系统大体相同,这里仅介绍不同之处。
(1)燃料量测量回路。
用给粉机转速信号代表燃料量,加法器将各台并列运行给粉机的转速信号相加,其输出I n即是实际的燃料量。
(2)热值修正回路。
不同的煤种其热值是不同的,为了使燃料量反馈信号I B在不同煤种时均能代表燃料发热量,系统设有热值修正回路,如图6—71所示。
最新炉窑温度控制系统
炉窑温度控制系统辽宁工业大学PLC技术及应用课程设计(论文)题目:炉窑温度控制系统的设计院(系):电气工程学院专业班级:自动化072学号: 070302039学生姓名:李洪任指导教师:(签字)起止时间: 2010.12.22-2010.12.31课程设计(论文)任务及评语院(系):电气工程学院教研室:注:成绩:平时20% 论文质量60% 答辩20% 以百分制计算摘要在石灰产品生产的流程中,窑炉烧制是一个非常重要的环节。
石灰窑烧制工业生产过程当中,需要调控的量有很多,最重要的就是高炉煤气流量的控制,燃烧空气流量的控制,冷去流量的控制及上料皮带秤的启停控制,PID调节作为经典控制理论中最典型的闭环控制方法。
本设计对石灰窑炉加热温度调整范围为800℃—1000℃,各种气体流量范围为2-5m3/h-2200N。
软件设计须能进行人工启动,考虑到本系统控制对象为石灰窑炉,是一个大延迟环节,且温度调节范围较宽,所以本系统对过渡过程时间不予要求。
被控对象为炉内温度,温度传感器检测炉内的温度信号,经温度变送器将温度值转换成电压信号送入PLC模块。
PLC把这个测量信号与设定值比较得到偏差,经PID运算后,发出控制信号,相应的控制可控调节阀,从而实现炉温的连续控制。
关键词:炉窑温度控制;PID算法;PLC编程;目录第1章绪论 0第2章课程设计的方案 (1)2.1概述 (1)2.2系统组成总体结构 (1)第3章硬件设计 (3)3.1PLC的选型和硬件配置 (3)3.2传感器选择 (5)3.3可控阀门及电动机选择 (6)第4章基于PLC的炉温控制系统的软件设计 (7)4.1STEP7MICRO/WIN32软件介绍 (7)4.2系统PID算法及流程图 (7)4.2.1 PID算法简介 (7)4.2.2PID算法的数字化处理 (8)4.3I/O口分配 (13)4.3主程序清单 (14)第5章课程设计总结 (22)参考文献 (23)第1章绪论随着现代工业的逐步发展,在工业生产中,温度、压力、流量和液位是四种最常见的过程变量。
温度仪表sr93说明书
温度仪表sr93说明书温度仪表sr93说明书篇一:岛电SR93中文说明书日本岛电 SR90 系列 PID 调节器中文说明书(201X 版)一、概述 SHIMADEN(西曼顿)SR90 系列单回路 PID 调节器精度为 0.3%级,仪表 PID 算法尤适合温度控制,在我国工业窑炉、工业电炉等温度控制控领域取得良好口碑,大家习惯将岛电调节器成为温控仪。
SR90 系列 PID 调节器有48×48mm(SR91)、72×72mm(SR92)、96×96mm(SR93)和48×96mm(SR94)四种外形尺寸,仪表为两排四位 LED 显示,手动控制自动控制切换,带测量值模拟变送输出,带设定值偏移(SB)、双输出、两组专家 PID 参数、上下限报警及通讯功能。
以 SR93 仪表面板举例说明 PV 窗口显示测量值或参数符号显示设定值或参数设定值亮时有调节输出亮时有调节输出上限报警指示灯,亮时有继电器输出下限报警指示灯,亮时有继电器输出 SV 窗口 OUT1 灯(绿)OUT2 灯(绿) EV1 灯(绿) EV2 灯(绿)日本岛电仪表技术服务中心 .n 日本岛电 SR90 系列 PID 调节器中文说明书(201X 版) AT 灯(绿)闪烁时自整定闪烁时为手动状态 MAN 灯(绿)SBCOM 灯(绿)闪烁时为 SB 或 COM 状态之一循环键选择各子窗口和 0、1 窗口群之间的切换增加键增加数字或修改字符参数减少键增加数字或修改字符参数确认键数字或参数修改后的确认二、SR90 系列 PID 调节器参数设置及代码 SR90 系列 PID 调节器所有参数窗口可分为两个窗口群(0-×窗口群和 1-×窗口群)共60 个选件窗口,每个窗口可设置一个参数。
每个窗口采用了编号,例如传感器量程选择窗口,表示 1 号窗口群的第 48 号窗口。
按增减键修改参数时,面板 SV 窗口的小数点闪动,按“ENT”键确认修改后,小数点灭。
浅析窑炉能耗管理的分段温度控制方式
浅析窑炉能耗管理的分段温度控制方式【摘要】窑炉是工业生产中常见的设备,能耗管理一直是企业关注的重点之一。
分段温度控制是提高窑炉能耗效率的重要手段之一,可以根据生产需求和物料情况对窑炉进行细致的控制,有效降低能耗成本。
本文从分段温度控制的背景和意义、原理、应用场景、效果评估以及实施方法等方面进行了深入探讨,分析了分段温度控制在窑炉生产中的广泛应用前景。
通过分段温度控制,窑炉的温度可以得到有效控制,提高生产效率、减少能源消耗,实现节能减排的目标。
分段温度控制在窑炉能耗管理中具有重要意义,对企业的生产效益和环保影响深远。
【关键词】窑炉、能耗管理、分段温度控制、背景、原理、应用场景、效果评估、实施方法、能耗效率、广泛应用前景、能耗成本。
1. 引言1.1 浅析窑炉能耗管理的分段温度控制方式窑炉能耗管理对于窑炉生产过程至关重要,而分段温度控制方式是提高窑炉能耗效率的关键手段之一。
通过合理的分段温度控制,能够有效地降低窑炉的能耗成本,提升生产效率,减少资源浪费。
本文将对分段温度控制方式进行深入分析和探讨,以期为窑炉能耗管理提供更科学、更有效的解决方案。
分段温度控制是指根据窑炉内部物料的性质和不同生产阶段的要求,将窑炉的温度分为若干个段位进行控制。
这种控制方式可以更加精细地调节窑炉的温度分布,提高燃烧效率,减少能耗损失。
通过分段控制,可以实现精准匹配生产需求和节约能源消耗的双重目的。
在实际生产中,分段温度控制方式已经得到了广泛的应用,并取得了显著的效果。
在接下来的正文中,将对分段温度控制的背景和意义、原理、应用场景、效果评估以及实施方法进行详细论述,希望通过全面的分析和研究,为窑炉能耗管理提供更多的启示和帮助。
2. 正文2.1 分段温度控制的背景和意义窑炉在工业生产中起着至关重要的作用,但传统的窑炉通常存在能耗过高、环境污染严重等问题。
为了提高窑炉的能耗管理效率,分段温度控制成为了一种重要的技术手段。
分段温度控制可以更加精准地调控窑炉的温度,避免出现过高或过低的温度,提高了窑炉的能源利用效率,减少了能源的浪费。
燃烧式工业窑炉温度单回路控制方案设计
燃烧式工业窑炉温度单回路控制方案设计
燃烧式工业窑炉温度单回路控制方案设计包括以下几个主要步骤:
1. 确定控制目标:首先需要确定窑炉的目标温度范围,以及对温度的控制精度要求。
2. 选择合适的控制器类型:根据控制要求,可以选择PID控
制器作为基本控制器。
PID控制器由比例(P)、积分(I)和
微分(D)三个部分组成,能够根据目标温度和实际温度之间
的误差调整燃烧器的控制参数,以使温度稳定在目标温度范围内。
3. 确定传感器:选择合适的温度传感器来检测窑炉的实际温度。
常用的温度传感器包括热电偶和热电阻。
根据窑炉的工作条件和要求,选择合适的传感器类型和安装位置。
4. 进行控制器调参:根据窑炉的特性和工作条件,通过试运行和实测数据分析,对PID控制器进行调参。
比例系数(P)、
积分时间(I)和微分时间(D)的选择将直接影响控制系统
的动态响应和稳定性。
5. 设定控制系统的目标值:根据窑炉的生产要求和工艺需要,设定控制系统的目标温度。
6. 进行闭环控制:将传感器测得的实际温度信号与设定的目标值进行比较,计算出温度偏差,并根据PID控制器的输出信
号对燃烧器进行调节,使温度保持在目标温度范围内。
7. 监控与维护:定期对控制系统进行检查和维护,确保其正常运行。
同时,根据实际生产情况和要求,适时调整控制系统的参数。
需要注意的是,在实际设计中,还需要考虑到窑炉的加热、冷却和保温等过程,并结合温度曲线来对控制系统进行进一步优化。
此外,还要考虑窑炉内部的温度分布均匀性以及燃烧器的燃烧效率等因素。
因此,在实际工程中,可能还需要根据具体情况进行相应的调整和改进。
浅析窑炉能耗管理的分段温度控制方式
浅析窑炉能耗管理的分段温度控制方式窑炉能耗管理的分段温度控制方式是指根据不同的工艺要求和燃烧特点,将整个窑炉热处理过程划分为若干个温度段,并分别控制每个温度段的温度,以达到降低能耗、提高生产效率和产品质量的目的。
分段温度控制能够有效降低能耗。
传统窑炉在运行过程中温度分布较为均匀,无法根据产品要求和燃烧特点进行灵活调控。
而采用分段温度控制方式,可以根据产品生产工艺的不同需求,将窑炉分成多个段,每个段控制的温度可根据具体要求进行调整。
如采用逐段加热的方法,可以在低温段较快速度加热,在高温段减慢热量的输入,达到节能目的。
分段温度控制能够提高生产效率。
传统窑炉整个过程温度均匀的特点导致热处理时间长,生产效率低下。
而采用分段温度控制方式,可以根据产品特点和工艺需求,合理设置温度段的个数和温度范围,减少加热时间和冷却时间。
适当提高温度段的炉膛温度,加快燃烧速度和反应速度,以提高生产效率。
分段温度控制能够改善产品质量。
传统窑炉温度均匀的特点导致产品在热处理过程中容易产生过热和过冷现象,造成产品表面缺陷和内部组织不均匀。
而采用分段温度控制方式,可以针对不同的工艺要求,通过控制温度段的温度和时间,实现对产品的精确控制,改善产品质量。
某些材料需要快速升温和快速冷却,而某些材料则需要缓慢加热和缓慢冷却,分段温度控制方式可以满足这些产品的特殊要求。
窑炉能耗管理的分段温度控制方式具有重要的意义。
它可以在节能的基础上提高生产效率和产品质量,为企业创造更大的经济效益和社会效益。
在具体实施过程中,需要根据不同的产品特点和工艺要求,合理划分温度段,并通过控制参数和设备改造等手段,实现对窑炉的精确调控,以达到最佳的能耗管理效果。
浅析窑炉能耗管理的分段温度控制方式
浅析窑炉能耗管理的分段温度控制方式窑炉是工业生产过程中常用的设备,用于进行高温加热、煅烧或焙烧等工艺。
在窑炉的生产过程中,能耗管理是一个重要的环节,而分段温度控制是窑炉能耗管理中的关键控制方式之一。
本文将针对窑炉能耗管理中的分段温度控制方式进行浅析。
一、分段温度控制的概念分段温度控制是指根据窑炉的工艺要求和实际生产情况,将整个燃烧过程划分为若干个温度段,通过控制燃料供给、进风量、热风温度等参数,使窑炉在每个温度段达到理想的热工状态,以达到节能和生产质量控制的目的。
通过分段温度控制,可以实现提高窑炉热工效率、降低能耗、提高产品质量等目标。
二、分段温度控制的原理1. 燃料供给控制燃料供给是窑炉燃烧过程中的关键参数,不同的温度段需要不同的燃料供给量。
通过控制燃料供给系统,可以根据所处温度段的要求,调整燃料供给量,保证燃烧过程的稳定性和热量输出的准确性。
2. 进风量控制进风量是窑炉燃烧过程中的另一个重要参数,它直接影响着燃料的燃烧速度和热风温度。
通过控制进风量,可以调整燃烧过程中的氧气含量和燃烧速度,从而控制温度的升降和维持燃烧过程的稳定性。
2. 控制系统设计针对每个温度段,需要设计相应的控制系统,包括燃料供给系统、进风量控制系统和热风温度控制系统等。
通过这些控制系统,可以实现对窑炉燃烧过程中关键参数的精确控制,从而保证窑炉在每个温度段达到理想的热工状态。
3. 实时监测和调整在窑炉的生产过程中,需要实时监测窑炉内部的温度分布情况和产品的热工状态,并根据监测结果,对控制系统进行实时调整。
通过实时监测和调整,可以保证窑炉在不同的温度段达到理想的热工状态,从而实现节能和质量控制的目标。
四、分段温度控制的效果通过分段温度控制,可以实现以下几个方面的效果:1. 节能减排通过精确控制燃料供给、进风量和热风温度等参数,可以降低窑炉的能耗,减少二氧化碳等有害气体的排放,实现节能减排的目标。
2. 提高生产质量通过分段温度控制,可以保证窑炉在不同的温度段达到理想的热工状态,保证产品的热工过程达到规定的要求,提高产品的质量和市场竞争力。
基于PLC的陶瓷辊道窑烧成段温度串级控制系统设计
基于PLC的陶瓷辊道窑烧成段温度串级控制系统设计肖军; 耿青涛【期刊名称】《《化工自动化及仪表》》【年(卷),期】2019(046)010【总页数】5页(P857-861)【关键词】S7-200 SMART PLC; 陶瓷辊道窑烧成段; 温度串级控制; MCGS【作者】肖军; 耿青涛【作者单位】天津工业职业学院工业与信息化系【正文语种】中文【中图分类】TH865在陶瓷工业生产中,窑炉是关键性的生产设备,陶瓷产品品质的好坏,很大程度上取决于窑炉烧成的质量,在陶瓷烧成过程中,陶瓷坯体进入窑炉装备,通过控制技术保证烧成工艺参数,实现产品的烧成。
目前在陶瓷工业中使用的窑炉主要有隧道窑、辊道窑和梭式窑三大类,其中辊道窑由于具有断面小、温度分布均匀、产量高及结构简单等特点,已在陶瓷生产中得到了广泛应用和迅速发展。
1 陶瓷生产工艺控制要求目前常用的陶瓷辊道窑一般分为3段:预热段、烧成段和风冷段。
整个陶瓷辊道窑控制系统由抽烟系统、燃烧系统和风冷系统组成。
陶瓷辊道窑的外形构造示意图如图1所示[1]。
图1 陶瓷辊道窑外形构造示意图如果火焰直接在窑道烧成段燃烧,燃烧气体中的有害物质将会影响产品的光泽和颜色,因此现在多采用隔焰式隧道窑。
从烧嘴喷出的燃料油或煤气在燃烧室(火道)中燃烧,热量经过隔焰板辐射加热预热段和烧成段。
烧嘴主要集中在烧成段,陶瓷制品的烧制也主要在烧成段完成。
由于烧成段烧成时间短,且烧结温度一般在1 100~1 300℃之间,所以要求烧成温度在较小范围内波动,以保证烧成质量。
烧成段窑长从几十米到近百米不等,对不同的产品按工艺要求,窑温沿窑长方向按烧成曲线变化,需要将各测控点的温度控制在与该点所要求的温度值相对应的范围内。
因此,通常要沿窑长方向布置几十个热电偶和几十个烧嘴,各烧嘴在窑道辊棒上下分布,2~4个烧嘴为一组,共用一个调节阀控制。
热电偶检测点位于各组烧嘴的中央部位(上组取于窑顶、下组取于窑侧),通过热电偶所测的温度值与烧成曲线所要求的设定温度值来控制相对应位置烧嘴的燃料量,进而控制温度。
浅析窑炉能耗管理的分段温度控制方式

浅析窑炉能耗管理的分段温度控制方式摘要:窑炉烧成能耗在陶瓷企业综合能耗中占比最大,烧成技术和窑炉结构是影响窑炉能耗的两个关键因素,设备的自动化程度不断提高,促进了烧成工艺的不断创新。
本文从控制系统构成、动态走砖及程序编写三个方面,介绍分段温度控制方式在窑炉烧成工艺上的应用。
通过调整烧成制度,节省燃气消耗,降低企业成本。
关键词:烧成周期;动态走砖;易控天地1 前言温控表调节燃气执行器开度,经过PID运算,来完成对仪表设定温度值和热电偶实际温度值的控制。
在产品质量达标情况下,窑炉每一段热电偶的温度结合在一起,组成窑炉烧成温度曲线。
窑炉在实际生产过程中,窑内会出现没有进砖的情况,这时可以通过对控制系统进行配置及程序编写,对温度进行调节,实现烧成温度曲线的调整,从而达到节能降耗的目的。
下面介绍分段温度控制系统。
2 窑炉分段温度控制系统组成分段温度控制系统主要包括工控机、易控天地组态软件、温控表、执行器。
工控机配置型号为TPC6000 - 8172W0的平板电脑,平板电脑安装易控天地组态软件,温控表选择欧姆龙E5EC-PR2ADM-804产品。
3 窑炉动态走砖分段温度控制系统运行前,首先要确定砖块在窑炉内的具体位置,砖块位置的确定是通过计算,得出窑炉每一段砖块流动的线速度,根据线速度,工控机组态软件对窑内动态走砖进行模拟,从而可以直观地呈现砖块在窑内的具体位置。
砖块流动的线速度即辊棒线速度,可以通过以下几个参数来确定:窑炉每一段的长度、窑炉每一段传动电机转速和速比、变频器频率、传动比以及辊棒直径。
计算如下所示:辊棒转速(rpm)=一级减速转速(rpm)/传动比;一级减速转速(rpm)=电机转速(rpm)/速比;辊棒线速度(m/min)=辊棒转速(rpm)×辊棒直径(mm)×3.14 / 1000;每一段烧成周期(min)=每一段长度(m)/辊棒线速度(m/min);总的烧成周期(min)=∑每一段烧成周期(min)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学院:机械工程与自动化学院专业:过程装备与控制工程学生姓名: . 学号:课程设计题目:燃烧式工业窑炉温度单回路控制系统设计课程设计任务书目录1 概述 (7)2 被控对象特性的研究 (7)2.1 被控变量的选择 (7)2.2 操纵变量的选择 (7)2.3 被控对象的数学描述 (7)3 燃烧式工业窑炉温度控制原理及控制方案的确立 (10)4 执行器的数学模型 (10)5 检测变送器的数学模型 (10)6 过程检测仪表的选用 (11)6.1 测温元件及温度变送器 (11)6.2 执行器 (11)6.3 调节器 (12)7 参数整定与实验仿真 (13)8 课程设计总结 (16)9 参考文献 (16)1.概述燃烧式工业窑炉是用耐火材料砌成的用以煅烧物料或烧成制品的设备,一般大型窑炉燃料多为重油,轻柴油或煤气、天然气。
窑炉通常由窑室、燃烧设备、通风设备,输送设备等四部分组成。
窑炉大致分为箱式、井式、梭式、网带式、回转式、窑车式、推板式隧道电阻炉、真空炉、气体保护炉、超高温管式推板炉(碳管炉)、钨钼粉焙烧炉、还原炉等各种高、中、低温工业窑炉,工作温度200~2500℃。
可用于ZnO压敏电阻器、避雷器阀片、结构陶瓷、纺织陶瓷、PTC&NTC热敏电阻器、电子陶瓷滤波器、片式电容、瓷介电容、厚膜电路、片式电阻、磁性材料、粉末冶金、电子粉体、稀土化工、聚焦电位器、陶瓷基板、高铝陶瓷及其金属化,触头材料、硬质合金材料、钨钼材料等的烧成。
本次课程设计是要完成燃烧式工业窑炉温度定值控制系统的设计,采用的是单回路控制,单回路控制系统又称简单控制系统,是指由一个被控对象、一个检测元件及变送器、一个调节器和一个执行器所构成的闭合系统。
单回路控制系统的有如下特点:系统结构简单、易于分析设计,投资少、便于施工,并能满足一般生产过程的控制要求,因此在生产中得到广泛的应用。
但单回路控制系统也有一些缺点,如系统适用于控制负荷变化较小的被控对象,如果负荷变化较大,无论选择哪种调节规律,简单控制系统都很难得到满意控制质量。
在本次课程设计中,为了简化系统模型、便于分析,采用如下假设:1、燃料为天然气,被加热的介质为砖,砖的厚度为7厘米2、窑炉为绝热炉,废渣不带走热量3、空气供应充足,燃料在炉内能够充分燃烧2.被控对象特性的研究燃烧式工业窑炉是用耐火材料砌成的用以煅烧物料或烧成制品的设备,其工作原理为燃料进入炉内燃烧,其发出的热量一部分被被加热介质所吸收,另一部分用于维持炉内整个环境的温度。
为了满足工艺的需要,必须使炉内温度维持在一定的范围内。
影响炉内温度最主要的因素为燃料的进料流量,因此可以通过控制燃料的进料流量来控制炉内的温度。
2.1被控变量的选择被控变量是生产过程中希望保持在定值获按一定规律变化的过程参数。
在燃烧式工业窑炉温度控制系统中,我们希望炉内的温度保持在一定的范围内,因此可以把炉内的温度作为被控变量。
2.2操纵变量的选择在控制系统中,用来克服干扰对被控变量的影响,实现控制作用的变量就是操纵变量。
对于燃烧式工业窑炉,燃料的流量对炉内温度的影响最大,因此可以把燃料的流量作为操纵变量。
2.3被控对象的数学描述对于燃烧式工业窑炉,其控制原理为通过控制燃料的进料流量来控制炉内的温度。
图1 燃烧式工业窑炉温度控制示意图TT TC 燃料空气热电偶废气废渣TT TC 燃料空气热电偶废气废渣现假设空气充足,燃料能够充分燃烧,且窑炉是绝热的,没有热量损失,则燃料燃烧的热量一部分被被加热的介质所吸收,另一部分用于维持窑炉整个环境在一定的温度范围内,现假设窑炉内整个空气环境所拥有的热量为Q,燃料的体积流量为3(/)V dm s ,燃料的燃烧值为R C ,空气的质量为K M ,空气的比热容为K C ,被加热介质的传热系数为H ,传热面积为A ,炉内温度为θ,被加热物质和空气的原始温度为0θ。
根据热量关系,有0d ()(1)R QVC HA dt θθ=--其中0()K K Q M C θθ=-,则0()K K dQM C d dt dt θθ-=将上式带入(1)式,得到00()()K K R M C d VC HA dt θθθθ-=--0()K K R M C d VC HA dt θθθ=--对上式进行增量化,则00θ∆=,得到K K R d M C VC HA dt θθ∆=∆-∆K K R d M C HA VC dt θθ∆+∆=∆对上式进行拉普拉斯变换,得到()()()K K R S S M C S HA V C θ+∆=∆ 则()()()(2)RK K S S S CG V M C S HA θ∆==∆+现假设燃料为甲烷,被加热的物质为砖,砖的厚度为0.07m ,长为0.2m ,宽为0.1m甲烷的燃烧值R C 为336.22/KJ dm ,空气的质量331.205/3036.15K M kg m m kg =⨯= 空气的比热容为0.717/(*)KJ kg K ,砖的传热系数为221.43310/(*)KW m K -⨯,所有砖的传热面积为 23070%(0.070.20.20.10.070.1)212300.070.20.1A m =⨯⨯⨯+⨯+⨯⨯=⨯⨯将以上数据带入(2)式,得到()()() 2.061.471S S S G V S θ∆==∆+3.燃烧式工业窑炉温度控制原理及控制方案的确立燃烧式工业炉的工作方式为:燃料进入炉内燃烧,其热量主要用于两部分,一部分用于被加热介质的吸收,另一部分用于维持炉内整个环境的温度。
影响炉内温度最主要的因素为燃料的进料流量,因此可以通过控制燃料的进料流量来控制炉内的温度。
控制方案采用单回路定值控制系统,其方框图如下:图2 单回路定值控制系统方框图从控制任务要求可知,燃烧式工业窑炉温度单回路控制系统是单点、恒值控制,控制范围和控制精度要求一般,功能上无特殊要求,采用广泛使用的PID 控制即可。
4.执行器的数学模型 对于电动执行器,由于选用的是直线型流量调节阀,输入与输出成线性关系,其增益为33805/(204)v dm K dm mA mA∆==- 5.检测变送器的数学模型 调节器执行器被控对象检测变送器+-给定温度值甲烷流量炉内温度干扰作用调节器执行器被控对象检测变送器+-给定温度值甲烷流量炉内温度干扰作用选用热电偶温度检测变送器,对于热电偶温度一体化变送器,由于其输入与输出成线性关系,所以其增益为(204)0.0133/1200T mA K mA C C∆-==︒︒ 12000.0133=116T K ∆=⨯ 6.过程控制仪表的选用6.1测温元件及变送器根据生产实践和现场使用条件以及仪表的性能,我们选用普通热电偶测温仪表。
热电偶温度仪表是基于热电效应原理制成的测温仪器,它由热电偶、电测仪表和连接导线组成,其核心元件是热电偶。
热电偶温度计有以下特点:①测温精度高,性能稳定;②结构简单,易于制造,产品互换性好;③将温度信号转换为电信号,便于信号远传和实现多点切换测量;④测温范围广,可达-200~2000℃;⑤形式多样,适用于多种测温条件;在此,我们选用一体化温度变送器,Sure301系列热电偶、热电阻一体化温度变送器(以下简称温度变送器)是由温度传感器与信号转换器组成。
本产品经国家级仪器仪表防爆安全监督检验站测试合格,防爆合格证为GYB97142、GYB97143、GYB97144、GYB97145。
广泛用于石油、化工、冶金、机械、煤炭、电站、船泊、国防等部门用来测量液体、气体和蒸汽等介质的温度。
图3 热电偶温度检测变送器■热电偶测量范围:0~1200℃■测量精度:热电阻为±0.2%;热电偶为±1%~±2%;冷端补偿为±2℃/60℃■温度漂移:±0.025%℃,年漂移<±0.5%■供电电压:24VDC ±10%(4-20mA 电流型模块最低工作电压需要10V 余下供负载)■负载能力:0-600欧姆(24V 电压时)电压变化影响<0.015%V■环境湿度<85%,且无腐蚀性6.2 执行器执行器的作用是接受调节器送来的控制信号,自动的改变操纵量(在此为介质流量),达到对被控参数进行调节的目的。
电动执行器由执行机构和调节机构(阀体)两部分组成。
考虑被调介质的工艺条件及流体特性来选择调节阀。
可分为角行程(DKJ 型)和直行程(DKZ 型)两种,原理和电路原理完全相同,只是输出机械传动部分有所区别。
按照特性不同,电动执行机构可分为比例式和积分式。
根据实际情况和介质特性,我选用直行程(DKZ型)比例式电动执行器,其输出直线位移与输入电流信号成正比。
标准技术参数阀体型式:直通铸造球形阀阀尺寸:DN20~200额定压力:PN 16,PN40,PN63,PN100连接形式:法兰(标准型)法兰标准:钢制法兰按GB9113-2000,JB|T-94密封面型式:PN16为突面材料:阀体,阀内组件材料配套和工作温度范围参照ZMA|BM压盖形式:压板式填料:V型聚四氟乙烯填料,柔性石墨填料垫片:型式,齿型和平型材料,F4|改性F4,不锈钢+石墨结构形式:压力平衡型式阀芯:柱塞型套筒:金属密封,线性特性(LG)执行机构型式:电动(电子)式执行机构381LSA|XA-08,381LSA|XA—20阀作用:正在用控制动作:比例控制输入信号:4—20mADC(负载电阻500以下)功耗:A型|50VA,B型|150VA,C型|220VA保护等级:IP55出线连接:普通S型G1|2,防爆X型G3|4环境温度:无空间加热器-10~60有空间加热器--35~60防爆X型 -10~40 图4 电动执行器环境温度:普通S型95%以下防爆X型45~85%防爆等级:ExdllBT4过载保护:A、B型任选,C型必配手动装置:带手柄6.3 调节器调节器又称控制器,是构成自动控制系统的核心仪表,其作用是将参数测量值和规定的参数值相比较后,得出被调量的偏差,再根据一定的调节规律产生输出信号,从而推动执行器工作,对生产过程进行自动调节。
目前在中国工业上广泛应用的DDZ-Ⅲ型电动调节仪表具有良好的性能,且采取安全火花型防爆措施,具有先进可靠的防爆结构。
我选用DTZ-2100型全刻度指示调节器。
输入信号1~5V.DC内给定信号1~5V.DC外给定信号4~20mA.DC调节作用(比例+积分+微分)比例带:2~500%积分时间:0.01~2.5分微分时间:0.04~10分(可切除)输入、给定指示表指示范围:0~100%,误差:±1%输出指示表指示范围:0~100%,误差:±25%输出信号4~20mA.DC负载电阻250~750Ω工作条件环境温度:0~45℃工作振动:频率≤25Hz7.参数整定与实验仿真图5 实验连接图表2 调节器参数经验数据系统 参数/%δ /min I T /min D T温度 流量 压力 液位 20-60 40-100 30-70 20-1003-10 0.1-10.4-30.5-3对于PID 调节器,运用经验试凑法对其进行参数整定,根据调节器参数经验数据表,由于本次设计控制的是窑炉内的温度,所以初步选择4K=,=60s I T ,0s D T =经过实验仿真,得到如下响应曲线:图6 实验响应曲线图当4K =,=10s I T ,0s D T =时图7 实验响应曲线图当5K =,=10s I T ,0s D T =时图8 实验响应曲线图当4K =,=100s I T ,0s D T =时,图9 实验响应曲线图经过比较,得到当4K =,=10s I T ,0s D T =时,能得到理想的响应曲线。