产品过程控制计划B
控制计划培训考试题答案参考

考试题一、填空题:每题5分,共40分1、控制计划包括:ABCA、样件控制计划B、试生产控制计划C、生产控制计划2、一下对控制计划描述正确的是:CA、控制计划可以通过检查指导书来制定B、控制计划制定了就不需要更改了C、所有的零件都必须有控制计划D、制定试生产控制计划时,因生产过程尚不稳定,可以控制产品而不控制过程参数3、产品/过程特性确定是由:ABA、顾客指定B、APQP小组C、最高管理者D、APQP小组长4、特殊特性必须标识在:ABCDA、工程图纸B、控制计划C、操作指导书D、FMEA5、制定控制计划的依据:ABCDA、过程流程图B、FMEAC、相似零件得到的经验D、特殊特性6、控制计划应包括()生产的过程输出处于控制状态。
ABCDA、进货B、加工C、装配D、出厂和产品运输到顾客的过程7、顾客在图纸上标明的特殊特性在控制计划中“特殊特性”栏标明。
CA、顾客指定符号B、公司符号C、顾客和公司符号D、不需要标识8、控制计划中的反应计划是。
BA、为避免生产不合格产品或操作失控所需要的纠正措施。
B、不合格处理方法C、操作规程D、应付顾客的检查二、问答题:每题10分,共60分1、控制计划是一个什么文件描述?控制计划提供操作指导书的哪些基本内容?答:对控制产品所要求的系统和过程的形成文件的描述。
监测对象、监测频率、如何监测、当有偏差时,应如何应对处理。
2、控制计划使用鱼骨图对过程分析方法的类型是怎样的?第一级从哪几个方面进行分析?答:原因和后果类型。
第一级分为:人、机、料、法、环。
3、控制计划是一个动态文件吗?其版本在哪里标明?控制计划在什么时候进行维护-及更新?答:是动态文件,在控制计划的修订日期栏目中标明。
工程方法改进、零件质量改进、过程/过程知识的改进是需要更新。
4、控制计划是控制零件和过程系统的书面文件,三个独立阶段的控制计划分别控制重点是什么?答:样件—在样件控制计划中,对所有尺寸测量和材料与性能试验的描述。
APQP培训试题(含答案)

APQP培训试题(含答案)保存期:员工离职后2年,XXX进行内部培训交流,主题为APQP培训试题。
一、选择题(每题2分,共30分)1.在计划和确定项目阶段,成功的产品/过程基准的确定方法包括:(ABC)A。
识别合适的基准;B。
了解目前状况和基准之间产生差距的原因;C。
制定计划,以缩小与基准差距、符合基准或超过基准。
2.控制计划包括:(ABC)A。
样件控制计划;B。
试生产控制计划;C。
生产控制计划。
3.以下项目中,在产品设计和开发阶段属于设计责任部门的输出为:(A)A。
设计FMEA;B。
初始材料清单;C。
过程流程图。
4.对控制计划描述正确的是:(C)A。
控制计划可以根据检验指导书来制定;B。
控制计划制定后就无需再更改了;C。
对所有受影响的操作,任何时候都应具备可供使用的控制计划;D。
制定试生产控制计划时,因生产过程尚不稳定,可以只控制产品而不控制过程参数。
5.对XXX的说法不正确的是:(A)A。
在产品的设计和开发阶段,应对PFMEA进行开发;B。
FMEA是一种动态文件,需不断进行评审和更新;XXX是对过程的一种规范化的评审与分析。
6.当任何影响(ABCDEF)的更改发生时,应评审并更新控制计划。
A。
产品;B。
制造过程;C。
测量;D。
物流;E。
供应货源;F。
XXX。
7.公司程序文件中已识别的工程变更/过程变更包括(ABCEFGH)A。
人员变更;B。
设备变更;C。
制作工艺变更;D。
特殊特性清单;E。
测量方法的变更;F。
环境变更;G。
材料变更;H。
供应商变更。
8.产品/过程特性的确定是由(AB)决定的。
A。
顾客指定;B。
APQP小组;C。
最高管理者;D。
APQP小组长。
9.对产品/过程特殊特性的确认,应由(A)批准。
A。
顾客批准;B。
总经理;C。
董事长;D。
APQP小组长。
10.特殊特性必须标识在(ABCD)中。
A。
工程图纸;B。
控制计划;C。
FMEA;D。
过程作业指导书。
11.APQP小组活动中对顾客的含义应包括(AB)。
mil-std-1916抽样标准(中文版)
一、前言为强调过程品管与持续不断改进的重要性,美军于1996年推出新版的抽样标准:MIL-STD-1916,用以取代MIL-STD-105E作为美军采购时主要选用的抽样标准。
本标准的目的在鼓励供应商建立品质系统与使用有效的过程控制程序,以取代最终产品的抽样方式,希望供应商远离以AQL(Acceptable Quality Level)为主的抽样计划,而以预防性的品质制度代替它,故本标准之愿景在建立不合格过程改进之制度,而非最终检验品质之水准。
MTL-STD-1916与MIL-STD-105E抽样标准不同之处,主要有以下几点:1、抽样计划以单次抽样(含加严、正常及减量)为主,删除双次与多次抽样,抽样以“0收1退”(ZBA Zero Based Acceptance)当做判定标准,强调不允许不良品之存在。
2、建立持续不断改善之品质系统制度与善用多项品质改善工具。
3、以预防代替检验,在过程中执行统计过程品管(SPC)。
4、对计数、计量及连续性抽样作业均可适用(分别有三种抽样表),不再像以往MIL-STD-105E仅限于计数值抽样,MIL-STD-414仅限于计量值抽样与MIL-STD-1235仅限于连续性抽样(以上标准美军均已废止)。
5、把抽样视为一种浪费的行为,如供应商可提出不同产品的接收计划,如获顾客同意后,则可按约定的接收方式办理验收。
6、MIL-STD-1916强调供应商品质系统的建立,以预防为主,而MIL-STD-105E强调顾客的抽样技术,避免接收不合格件。
此外,以往最常用的MIL-STD-105E抽样标准,使用的查检表上就有加严、正常及减量等对应查检表数十个,在运用上并不是很方便,而MIL-STD-1916所使用的表格(含计数、计量及连续性抽样),就只有4个,在使用的简便性上,已有大大的改善。
二、适用范围1、本标准所提供的品质计划与程序,不能减轻供应商满足顾客需求的责任,供应商必须建立品质系统,包括制造程序,品管监控等作业,用以生产符合顾客品质要求的产品。
产品控制计划

产品控制计划产品控制计划是指为了确保产品质量、满足客户需求以及遵守相关法规和标准而制定的一系列控制措施和计划。
在产品生产过程中,产品控制计划是非常重要的,它可以帮助企业提高产品质量,减少不合格品,降低成本,提高客户满意度。
下面将从产品控制计划的目的、内容和实施步骤等方面进行详细介绍。
首先,产品控制计划的目的是为了确保产品质量稳定,减少不合格品的产生。
通过制定产品控制计划,可以明确产品的生产过程、质量标准和控制点,从而及时发现和解决可能存在的问题,确保产品质量符合要求,满足客户需求。
其次,产品控制计划的内容包括但不限于,生产工艺流程、质量标准、检验方法、控制点、责任人、记录和报告等。
其中,生产工艺流程是指产品从原材料采购到成品出厂的整个生产流程,质量标准是指产品应该达到的质量要求,检验方法是指对产品进行检验的方法和标准,控制点是指在生产过程中需要重点关注和控制的环节,责任人是指负责执行产品控制计划的人员,记录和报告是指对产品质量进行记录和报告,以便分析和改进。
接下来,产品控制计划的实施步骤主要包括,确定产品控制计划的范围和目标、制定产品控制计划、培训相关人员、执行产品控制计划、监控和测量产品质量、分析和改进产品控制计划。
在实施产品控制计划的过程中,需要不断地对产品质量进行监控和测量,及时发现问题并进行分析,找出问题的根本原因,并采取相应的改进措施,不断提高产品质量,确保产品的稳定性和可靠性。
总之,产品控制计划是企业保证产品质量的重要手段,通过制定和实施产品控制计划,可以帮助企业提高产品质量,减少不合格品,降低成本,提高客户满意度。
因此,企业在生产过程中应该重视产品控制计划的制定和执行,不断改进和完善产品控制计划,确保产品质量稳定,满足客户需求,提升企业竞争力。
产品质量控制计划3篇

产品质量控制计划3篇产品质量控制计划一:质量控制计划1目的提供用来控制产品的过程监视和控制方法,最大限度地减少过程和产品变差,降低成本,提高质量,按顾客要求制造出优质产品。
2范围适用于本厂所有产品的控制计划。
3职责项目小组负责制定样件、试生产、生产控制计划4工作程序控制计划表的格式制定。
如顾客未书面规定,控制计划采用apqp(apqp=advancedproductqualityplanning中文意思是:产品质量先期策划或者产品质量先期策划和控制计划)手册规定格式。
如顾客未要求提供控制计划,则控制计划可以适用于相同过程、相同原材料生产出来的同一系列的产品。
当顾客有要求时,则须提供顾客具体产品的控制计划。
(标准件和非标准件的区别)控制计划相应栏目应按如下要求填写和制定:控制计划的分类:样件、试生产、生产样件---对发生在样件制造过程中的尺寸测量、材料和性能试验的描述;试生产---对发生在样件之后,全面生产之前的制造过程中的尺寸测量、材料和性能试验的描述;生产---对发生在批量生产过程中的产品/过程特性、过程控制、试验和测量系统的综合描述。
根据适合的apqp阶段,选用不同的控制计划。
控制计划编号:填入控制计划编号,按《技术文件编号规定》填写。
产品编号/最新更改等级:产品图号/最新图纸日期。
产品名称/描述:产品/过程的名称和描绘。
供方/工厂:制定控制计划的公司/工厂的名称。
供方代码:顾客给定的识别号(代码),如顾客没有给定,则不填。
产品/过程编号:参照生产流转单。
过程名称/操作描述:各过程(工序)的名称或说明。
制造用机器、装置、夹具、工装(生产设备):每一制造过程所用的机器、装置、夹具、工装(生产设备)。
产品/过程规范/公差:材料规范及各过程的制造规范、验收规范、过程参数规范。
(可参照产品检验标准)评价/测量技术:所使用的测量系统,包括量具、检具、工具或试验设备。
在使用一测量系统之前应对测量系统的偏倚、线性、稳定性、重复性、再现性、准确性、进行分析,并改进。
APQP培训试题和答案
APQP培训试题和答案APQP考试试题答案姓名;部门;得分;选择题(不定项选择)每题2分共48分1)产品/过程特性的确定是由( A B )决定的。
A 顾客指定B APQP小组C 最高管理者D APQP小组长"f5A/d6m$k"n2)对产品/过程特殊特性的确认,应由( A )批准。
A 顾客批准B 总经理C 董事长D APQP小组长3)特殊特性必须标识在(ABCD)中。
A 工程图纸B 控制计划C FMEAD 过程作业指导书)]5`"d8~`,W7^4)PPAP中给顾客提交的控制计划是( C )?0V2`A 样品控制计划B 三个都要提供M/j7D2S n-r-^C 试生产控制计划D 生产控制计划5)下列那些选项属于产品质量策划循环的内容( ABD )A 计划B 产品/过程开发C 样件验证D 研究6)产品的前期策划包括(ABCD )A 计划和项目确定B 产品设计与开发~%C 过程设计与开发D产品和过程确认7)下列内容那些是属于APQP第一阶段“计划和项目确定”结束以后输出的内容(ABCD)A 产品保证计划B 初始材料清单C设计目标 D 调研报告 E 样件控制计划8)APQP的益处(ABCD)A 引导资源,使顾客满意B促进对所需更改的早期识别C避免晚期更改 D 以最低的成本及时提供优质产品9)、1、APQP最新版本是第( 2 )版,由(2008 )年11月1日生效。
10)、APQP手册不仅是世界(通用(福特)(克莱斯勒)三大汽公司所规定的指南,而且是用于( ISO/TS16949 )和所有汽车行业组织特殊规定的指南。
11)、产品质量策划中的(第一)步是确定横向职能小组职责,有效的产品质量策划不仅仅需要质量部门的参与。
适当时,初始小组可包括(工程)(制造)(材料控制)(采购)(质量)(销售)(现场服务)(分承包)(顾客方面的代表)等。
12)、一个常规的控制计划表格包括了(26)项内容。
IATF16949-2016附录A控制计划
附录A :控制计划A.1控制计划的阶段适当时,控制计划涵盖三个不同阶段:a)原型样件(Prototype ):对将会出现在原型样件制造中的尺寸测量、材料和性能试验的描述。
如果顾客要求,组织应有原型样件控制计划。
b)投产前(Pre-launch ):对将会出现在原型样件制造后和全面生产前的尺寸测量、材料和性能试验的描述。
投产前被定义为在原型样件制造后产品实现过程中可能要求的一个生产阶段。
c)生产(Production ):出现在大规模的生产中的产品/过程特性、过程控制、试验和测量系统的文件。
每个零件编号有一个控制计划;但是在很多案例中,一个控制计划族可以涵盖采用了共同过程所生产的这类相似零件。
控制计划是质量计划的输出。
注1:建议组织要求其供应商满足本附录的要求。
注2 :对于某些散装材料,大部分生产信息不在控制计划中列出。
可在相应的批次配方详情中获得此类信息。
A.2控制计划的要素控制计划至少包含以下内容:综合资料:a)控制计划编号b)发布日期和修订日期,如有c)顾客信息(见顾客要求)d)组织名称/现场的编号e)零件编号f)零件名称/描述g)工程更改等级h)涵盖的阶段(原型样件制造、投产前、生产)i)关键联络人j)零件/过程步骤编号k)过程名称/作业描述l)负责的功能组/区域产品控制:a)与产品有关的特殊特性b)其它要控制的特性(编号、产品或过程)c)规范/公差过程控制:a)过程参数b)与过程有关的特殊特性c)制造用机器、卡具、夹具、工装(适当时还包括标识符)方法:a)评价测量技术b)防错c)样本容量和抽样频次d)控制方法反应计划:a)反应计划(包括或引用)。
产品设计开发控制程序
引言概述:产品设计开发控制程序是指为了确保产品设计和开发过程的有效性、一致性和可控性而制定的一系列规定和程序。
通过有效的控制程序,可以保证产品的质量、成本和交付时间等关键指标得以实现。
本文将从需求分析、设计开发、测试验证、风险管理和质量控制五个方面,详细阐述产品设计开发控制程序的内容和要求。
正文内容:一、需求分析1.定义产品需求:分析市场需求、用户需求和技术能力,确定产品的基本功能和特性。
2.评估需求可行性:评估技术可行性、市场可行性和商业可行性,确保产品需求的实施能够满足市场和用户的需求。
3.编制需求规格说明书:明确产品需求的详细描述,包括功能、性能、界面、数据处理和安全性等方面的要求。
二、设计开发1.制定设计开发计划:根据产品需求和时间表,合理安排设计开发过程的各个阶段和任务,确保项目的进度和质量可控。
2.进行设计和原型开发:根据需求规格说明书,进行产品的整体结构设计和技术方案选择,并开展原型开发和验证工作。
3.指导设计开发过程:制定设计开发相关的工作指导文件,明确设计开发过程中的责任和任务,监督和管理设计开发人员的工作。
4.进行设计评审:定期组织设计评审会议,对产品设计方案和原型进行评审,及时发现和解决设计上的问题和风险。
三、测试验证1.制定测试策略和计划:根据产品需求和设计方案,制定测试策略和计划,明确测试阶段、测试方法和测试用例的选择。
2.执行测试活动:执行各类测试,包括单元测试、集成测试、系统测试和验收测试,确保产品的功能、性能和质量达到预期目标。
3.编制测试报告:在每个测试阶段结束后,编制相应的测试报告,包括测试结果、问题发现和解决情况等,为产品优化提供参考。
4.进行反复测试与验证:不断重复测试过程,直至产品质量和稳定性满足设计要求,并与设计人员、用户进行充分的沟通和验证。
四、风险管理1.风险识别和评估:在产品设计和开发过程中,识别和分析可能存在的风险,评估其潜在影响和可能性。
2.制定风险控制措施:根据风险评估结果,制定相应的风险控制措施,包括预防控制和事后救援措施。
产品质量控制计划
产品质量控制计划一、引言产品质量对于企业发展和客户满意度至关重要。
本质量控制计划旨在确保产品制造过程中的质量标准得到有效监控和管理,以实现最终产品的高品质。
二、质量目标1. 产品性能:确保产品在设计要求范围内的性能稳定和可靠。
2. 客户满意度:提高客户对产品质量的满意度,通过减少产品缺陷和故障来提高客户体验。
3. 交付周期:减少制造和交付产品的时间,提高效率并满足客户需求。
三、质量控制流程1. 生产前质量控制a. 设计评审:确保产品设计符合客户需求和规范要求。
b. 物料检验:对进货物料进行严格的质量检查,并与供应商合作解决任何质量问题。
c. 设备校准:定期对生产所需设备进行校准和维护,确保其性能和准确度。
d. 生产准备:为生产过程做好充分准备,包括工艺规程、生产工具和设备的准备等。
2. 生产中质量控制a. 过程监控:设置关键控制点并对生产过程进行实时监测,以确保产品符合标准要求。
b. 抽样检验:随机选取样品进行质量检测,确定产品在生产过程中的符合率。
c. 不良品处理:对发现的不良品进行分类、记录和处理,以防止其进入下一道工序或出厂。
3. 产品检验与验证a. 样品检测:从生产过程中抽取样品进行全面的质量检测,包括外观、性能和功能等方面。
b. 可靠性测试:通过模拟产品在正常使用条件下的使用寿命和环境变化,验证产品的可靠性和持久性。
c. 第三方检测:委托第三方机构对产品进行独立的质量检测,以确保产品符合相关行业标准和法规要求。
四、质量管理手段1. 质量培训:定期对生产人员进行质量管理培训,提高他们的质量意识和技能水平。
2. 统计过程控制(SPC):使用SPC方法对关键过程参数进行监控和管理,避免过程变异对产品质量的影响。
3. 故障模式和影响分析(FMEA):通过FMEA分析产品潜在故障模式和可能的影响,采取相应的预防措施。
4. 持续改进:建立质量改进机制,收集和分析质量数据并制定改进措施,不断优化产品制造过程。
产品质量先期策划和控制计划

产品质量策划责任矩阵图
设计责任 仅限制造 服务供方如热处理 、贮存、运输等
确定范围
x
x
x
一、计划和定义
x
二、产品设计和开发 x
可行性(2.13)
x
x
x
三、过程设计和开发 x
x
x
四、产品和过程确认 x
x
x
五、反馈评定和纠正 x
x
x
措施
六、控制计划方法论 x
x
ADVANCED PRODUCT QUALITY PLANNING
(APQP) AND CONTROL PLAN Reference Manual Second Edition
产品质量先期策划和控制计划
重要的顾客手册
产品质量先期策划和控制计划 (APQP&CP)
五
潜在失效模式和后果分析参考手册
大
(FMEA)
IATF16949相关条款-- 8.3.3.3 特殊特性
➢ 要求
组织应采用多方论证方法来建立、形成文件并实施用于识别特殊特性的过程, 包括顾客确定的以及组织风险分析所确定的特殊特性,应包括: a)将所有特殊特性记录进图纸(按要求)、风险分析(例如FMEA)、控制 计划和标准的工作/操作说明 书;特殊特性用特定的标记进行标识,并且贯穿这些文件中的每一个; b) 为产品和生产过程的特殊特性开发控制和监视策略; c) 顾客规定的批准,如有要求; d)遵守顾客规定的定义和符号或组织的等效符号或标记,如符号转换表所示。 如有要求,应向顾客提交符 号转换表。
安排,使其容易理解; • 实际的进度和执行顺序依赖于顾客的需要和期望/或其它
的实际情况而定 • 每一个产品质量计划是独立的。
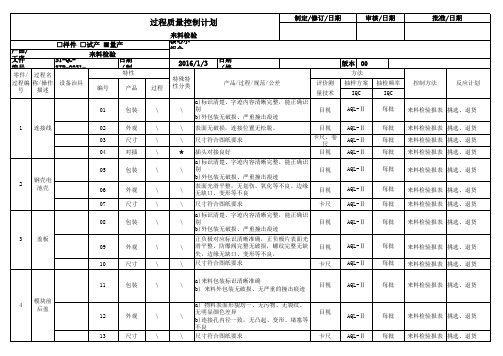
汽车电池PACK过程质量控制计划(完整版)
目视
AQL-Ⅱ
\
尺寸、强度等符合物料承认书
卡尺等 AQL-Ⅱ
\
电压、电流、内阻等符合物料承认书 万用表等 AQL-Ⅱ
每批 来料检验报表 让步、退货
每批 来料检验报表 提选、退货
每批 每批 每批
来料检验报表 提选、退货
来料检验报表 让步、加工、挑 来料检验报表 选、退货
目视 钢板尺
卷尺
目视
目视
尺寸符合图纸要求
卡尺
AQL-Ⅱ AQL-Ⅱ AQL-Ⅱ
AQL-Ⅱ
AQL-Ⅱ AQL-Ⅱ
AQL-Ⅱ
AQL-Ⅱ AQL-Ⅱ
每批 每批 每批
来料检验报表 挑选、退货
来料检验报表
加工、让步、退 货
来料检验报表 让步、退货
每批 来料检验报表 挑选、退货
每批 每批
来料检验报表 挑选、退货
过程编 称/操作 设备治具 号 描述
编号
产品
5 电池箱 6 固定板 7 连接条
14
包装
15
外观
16
尺寸
17ቤተ መጻሕፍቲ ባይዱ
连接
18
包装
19
外观
20
尺寸
21
包装
22
外观
23
尺寸
过程质量控制计划
制定/修订/日期
审核/日期
批准/日期
来料检验 核心小 组会
2016/1/3
特殊特 过程 性分类
日期 (修
产品/过程/规范/公差
b) 来料包装标识清晰准确
卡尺 目视
目视
AQL-Ⅱ AQL-Ⅱ
AQL-Ⅱ
每批 每批
来料检验报表 挑选、退货 来料检验报表 挑选、退货
产品生产过程控制程序
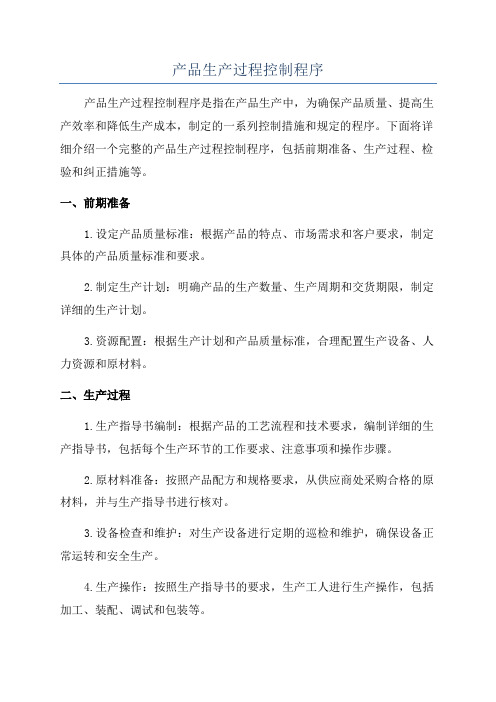
产品生产过程控制程序产品生产过程控制程序是指在产品生产中,为确保产品质量、提高生产效率和降低生产成本,制定的一系列控制措施和规定的程序。
下面将详细介绍一个完整的产品生产过程控制程序,包括前期准备、生产过程、检验和纠正措施等。
一、前期准备1.设定产品质量标准:根据产品的特点、市场需求和客户要求,制定具体的产品质量标准和要求。
2.制定生产计划:明确产品的生产数量、生产周期和交货期限,制定详细的生产计划。
3.资源配置:根据生产计划和产品质量标准,合理配置生产设备、人力资源和原材料。
二、生产过程1.生产指导书编制:根据产品的工艺流程和技术要求,编制详细的生产指导书,包括每个生产环节的工作要求、注意事项和操作步骤。
2.原材料准备:按照产品配方和规格要求,从供应商处采购合格的原材料,并与生产指导书进行核对。
3.设备检查和维护:对生产设备进行定期的巡检和维护,确保设备正常运转和安全生产。
4.生产操作:按照生产指导书的要求,生产工人进行生产操作,包括加工、装配、调试和包装等。
三、检验过程1.过程控制检验:按照生产过程中的关键环节和要求,进行过程控制检验,确保生产过程的稳定性和可控性。
2.成品检验:对生产出来的产品进行成品检验,检验指标包括外观质量、尺寸和性能等,确保产品符合质量标准。
3.抽样检验:通过抽样的方式,对生产过程中的产品进行抽样检验,以控制产品质量稳定。
四、纠正措施1.异常处理:在生产过程中,如出现异常情况,如设备故障、原材料不合格或工艺偏差等,应立即采取纠正措施,并记录异常情况和处理结果。
2.问题分析和改善措施:定期分析和评估生产过程中的问题,制定改善方案和措施,以确保生产过程的稳定性和持续改进。
五、记录和汇总1.产品生产记录:对每个生产批次进行记录,包括生产日期、生产数量、生产人员和质量检验结果等,以便追溯产品质量。
2.统计分析:对产品生产过程中的关键指标进行统计和分析,并制定改进措施,以提高生产效率和降低生产成本。
生产过程质量控制范本

生产过程质量控制范本标题:生产过程质量控制范本引言概述:在现代创造业中,生产过程的质量控制是确保产品质量的关键环节。
为了提高产品的质量和稳定性,制定一套科学的生产过程质量控制范本是必不可少的。
本文将从四个方面介绍生产过程质量控制范本的内容和实施方法。
一、质量目标的设定1.1 确定产品质量标准:根据产品的特性和客户需求,制定产品的质量标准,包括外观、尺寸、性能等方面的要求。
1.2 制定生产过程质量指标:根据产品质量标准,确定生产过程中需要关注的关键指标,如原材料的检验合格率、生产设备的稳定性等。
1.3 设定质量目标:根据产品质量标准和生产过程质量指标,设定合理的质量目标,包括产品合格率、不良品率等。
二、质量控制的方法与工具2.1 制定质量控制计划:根据质量目标,制定质量控制计划,明确质量控制的具体步骤和控制点。
2.2 使用质量控制工具:应用统计方法和质量管理工具,如流程图、散点图、直方图等,对生产过程中的关键环节进行监控和分析,及时发现问题并采取措施进行改进。
2.3 建立质量控制档案:建立质量控制档案,记录关键环节的质量数据和控制措施,形成完整的质量控制过程,方便日后的追溯和分析。
三、质量控制的过程管理3.1 生产过程的监控与调整:定期对生产过程进行监控,及时发现异常情况并进行调整,确保生产过程的稳定性和一致性。
3.2 培训与培养员工:加强员工的质量意识和技能培训,提高员工的质量控制能力,使其能够主动参预到质量控制过程中。
3.3 持续改进与创新:根据质量控制过程中的问题和反馈,进行持续改进和创新,提高产品的质量和竞争力。
四、质量控制的监督与评估4.1 内部审核与评估:定期进行内部审核,评估生产过程的质量控制效果,发现问题并提出改进意见。
4.2 外部认证与监督:申请并通过相关的质量认证,接受外部的监督和评估,提升企业的质量管理水平。
4.3 持续改进与反馈:根据内部和外部的评估结果,进行持续改进和反馈,不断提高生产过程的质量控制水平。
产品质量先期策划和控制计划(APQP)

产品质量先期策划和控制计划(APQP)*产品质量策划是一种结构化的方法,用来确定与制定确保某产品使顾客满意所需的步骤。
*产品质量策划的目标是促进与所涉及的每一个人的联系,以确保所要求的步骤按时完成。
*有效的产品质量策划依靠于公司高层管理者对努力达到使顾客满意这一宗旨的承诺。
*产品质量策划的益处a)指导资源,以使顾客满意;b)促进及早确定务必的更换;c)避免延迟的更换;d)在最低成本下,按时提供优质产品。
产品质量策划的基本原则a)组织小组⏹产品质量策划中供方的第一步是确定跨部门项目小组⏹小构成员可由技术、制造、材料操纵、采购、质量、销售、现场服务、分供方与顾客方面的代表参与。
b)确定范围⏹选出项目小组负责人,负责监督策划过程⏹确定每一代表方的任务与责任⏹确定顾客――内部与外部⏹确定顾客要求与期望⏹对所提出的设计、性能要求与制造过程评定其可行性⏹确定成本、进度与应考虑的限制条件⏹确定所需来自顾客的协助⏹确定建立文件的过程或者方法c)小组间的沟通⏹产品质量策划小组应建立与其他顾客与供方小组的联系渠道。
d)培训⏹产品质量计划的成功依靠于有效的培训方案,它传授所有满足顾客需要与期望的要求及开发技能。
e)顾客与供方的参与⏹要紧顾客可能与供方共同进行质量策划⏹供方有义务建立跨功能小组来管理产品质量策划⏹供方对分供方作同样要求f)同步工程⏹同步进行,共同目标⏹促进尽快推出优质产品g)操纵计划⏹操纵各部件与工序的书面描述⏹单独的操纵计划包含三个独立的阶段:⏹样件、试生产、生产h)问题的解决⏹以责任分配与时限的矩阵表形成文件⏹使用多方论证的解决方法,必要时使用适当的质量技术分析i)进度计划⏹制订行动时间计划表⏹所有小构成员一致同意每项行动与时间⏹每项行动务必有开始与完成日期j)与进度图表有关的计划⏹产品质量策划小组负责保证进度符合或者超过顾客的进度计划产品质量策划责任矩阵图下列所示的矩阵图对三种类型的供方描述了产品质量策划功能,以帮助供方确定他们的策划责任的范围。
b)APQP_CP先期质量策划(第二版)

2020/11/16
陈瑞泉
28
产品质量策划的基本原则
与进度图表有关的计划: 任何项目的成功都有赖于价有所值,以满足顾客的需
要和期望。下面所示 《产品质量策划进度图表》以及前 面已描述的《产品质量策划循环》要求策划小组尽全力预 防缺陷,缺陷预防通过设计技术和制造技术来同步推进。 策划小组应准备修改产品质量计划以满足顾客的期望。产 品质量策划小组有责任确保其进度符合或超过顾客进度计 划。
—输入与输出
·包装标准 ·产品/过程质量体系评审 ·过程流程图 ·场地平面布置图 ·特性矩阵图 ·过程失效模式及后果分析 ·试生产控制计划 ·过程指导书 ·测量系统分析计划 ·初始过程能力研究计划 ·包装规范 ·管理者支持
2020/11/16
·试生产 ·测量系统分析 ·初始过程能力研究 ·生产件批准 ·生产确认试验 ·包装评价 ·生产控制计划 ·质量策划认定和管理者支 持
陈瑞泉
27
产品质量策划的基本原则
控制计划: 控制计划是零件和过程系统控制的书面描述,单独的
控制计划包括三个独立的阶段: ☆样件—— 在样件制造过程中,对尺寸测量和材料
与性能试验的描述; ☆试生产—— 在样件试制之后,全面生产之前所进
行的尺寸测量和材料与性能试验的描述; ☆生产—— 在大批量生产中,将提供产品/过程特性
将产品质量策划过程看成一个不断循环的过程,表明持 续改进是无止境的。这种持续改进通常是将一个项目中 取得的经验、获得的知识应用于下一个项目的开发。
2020/11/16
陈瑞泉
5
2020/11/16
陈瑞泉
6
什么是质量先期策划?
a)它是一种满足并超越顾客要求的工具; b)它不仅仅是关于质量的策划,它是将质量控制手段 与 管理功能全面结合的 一种活动; c)它是一种项目管理的方法; d)它是一个有效的防错工具。 如果把TS16949管理体系比做一个系统,那么APQP 则是一个子系统;而FMEA、SPC、MSA则是子子系统, 它们是支持APQP的。
控制计划中产品的过程和特性填写
控制计划中产品的过程和特性填写英文回答:Controlling the process and characteristics of products in a project is crucial to ensuring the desired outcomes are achieved. There are several steps and considerations involved in effectively controlling the plan.Firstly, it is important to establish clear objectives and specifications for the product. This involves defining the desired features, functionality, and quality standards. For example, if I am working on a software development project, I would define the specific features that the software should have, such as the ability to generate reports and integrate with other systems.Once the objectives and specifications are defined, it is necessary to develop a detailed plan for the product development process. This plan should outline the tasks, timelines, and resources required for each stage of theproject. For instance, if I am developing a new smartphone, my plan would include tasks such as designing the hardware, developing the software, and conducting testing.During the execution of the plan, it is important to monitor and track the progress of the product development. This can be done through regular status meetings, progress reports, and milestone reviews. By keeping a close eye on the progress, any deviations from the plan can beidentified and addressed in a timely manner. For example, if the software development is falling behind schedule, I would take corrective actions such as allocating additional resources or adjusting the timeline.In addition to monitoring the progress, it is also important to ensure the quality of the product. This involves conducting regular inspections and tests to verify that the product meets the defined specifications. For instance, in a manufacturing project, I would conduct quality inspections at various stages of production to ensure that the product meets the required standards.Furthermore, effective communication and collaboration are essential in controlling the product's process and characteristics. This includes regular communication with team members, stakeholders, and customers to gather feedback, address concerns, and make necessary adjustments. For example, if the customer requests a change in the product's design, I would communicate with the design team to incorporate the requested changes.Ultimately, controlling the process and characteristics of products in a project requires a proactive and adaptable approach. It involves continuously monitoring and adjusting the plan to ensure that the desired outcomes are achieved. By effectively controlling the process, the project can deliver a high-quality product that meets the expectations of stakeholders and customers.中文回答:控制计划中产品的过程和特性对于确保实现期望的结果至关重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
长宽高,直径,厚 度测量 五点,取平 均值 硬度
方法 特性分 类 过程 产品/过程规范/公差 与GB标准核对 与采购要求核对 不氧化/不生锈/镀层良好/无裂 缝/皱纹/凹陷 参照GB5729 依标准 依GB 标准(委外)
与采购定单要求一致 ± 1.5%
第 1 页,共 32 页
胶囊 特性 工序 产品 挂距 工作面外观 阀门 出厂检验报告 规格 内外检查 密封件检查
密封槽深宽尺寸 , 法兰安装尺寸,法 兰孔径,孔距尺寸
方法 特性分 类 过程 产品/过程规范/公差 ± 1.5%
无气泡,无破损,无裂纹杂质 , 胶瘤 非工作面符合GB7529 与采购规范核对 (首件要提供相 关物理性试验报告)
参照JB/T8450-1996
万用表
第 3 页,共 32 页
特性 工序 风扇 检验前准备带有 风扇数据的相关 订单文件 规格 外观 安装孔尺寸 涂漆技术 焊接部件 风扇护网间距 外部焊线 镀锌厚度 出厂检验报告 规格 外观 内径尺寸 外径尺寸 高度 引线电缆 引线长度
输出电流/电流比/准 确级次
方法 特性分 类 过程 产品/过程规范/公差 样品 评价测 量技术 容量 频率 规格/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每批 卷尺/卡 尺 控制方法 控制人
正常 齐备/与采购定单要求一致 与采购定单要求一致 与采购定单要求一致 与采购定单要求一致 无损伤,无锈蚀,无掉漆 齐备 与采购定单要求一致 与报告出厂编号一致 无损伤,无锈蚀,无氧化 齐备,与采购订单一至 与采购定单要求一致 与采购定单要求一致 外观良好 标示清晰 比对报告 符合JB7065规定 齐备/与采购定单要求一致 齐备 与采购定单一致 齐备,与采购定单要求一致 完好 齐备 正常 与采购定单要求一致
产品
齐备 与采购定单核对 无漆瘤,锌灰,漏铁等现象 与图纸相符 符合Tun901240 符合订单要求 符合订单要求 满焊 ≥45µm 与采购协议核对 与采购定单核对 清洁干净,无破损 正5 负0 ± 5 ± 5 ≥4mm² 符合采购规范 符合采购规范 与采购定单要求相符 与采购定单或图纸核对 与采购定单或图纸核对 无破损,无氧化 与订单要求 与采购定单或设计图纸核对
目测 目测 目测 测量 测量 目测 目测 目测 测量 目测 目测 目测 测量 测量 测量 测量 测量 目测 目测
卷尺 膜厚计
膜厚计
互感器
配管/配线
合格证或检验报告/ 材质证明
规格 尺寸 外观 纸板及成型 出厂检查报告/材 质证明 件 规格
RL-QA08-14 目测 RL-QA08-14 测量 RL-QA08-14 目测 RL-QA08-13 目测 RL-QA08-14 目测
齐备
每件/每次
目测
符合订单要求 符合订单要求 排列整齐、紧密、平服,无交 叉、迭压及扭曲现象,包纸层 内不许有杂质 同一根导通 不导通 与采购定单相符 与采购定单相符 与采购定单相符 与采购定单相符 与采购定单相符
目测 目测 每规格/每批 目测 万用表 万用表 RL-QA08-12 RL-QA08-13 RL-QA08-14 RL-QA08-14 RL-QA08-14 RL-QA08-14 测量 测量 目测 目测 测量 测量
目测/量侧
控制人
目测 目测 目测
气体继电器,屏 蔽帽,灯屏显示 器,辅助变压 器,数码管 出厂文件(使用 说明书,例行试 验报告,装箱 单,操作机构接 线图) 铜线(换位/ 出厂检验报告 组合导线/纸 规格型号 包/漆包扁线 /漆包圆线) 外观 导通 股间导通 包纸层数 导线根数 外形尺寸( 宽/厚) 裸线尺寸(宽/厚) 绕包层数,搭接 宽度/每层纸的宽 度,厚度 硅钢片 圆角半径 出厂检验报告/材 质证明 规格/型号/要求
漆膜厚度合TUN要求,无脱漆 , 生锈,涂漆颜色符合订单要求
每件/每批
目测
密封面无磕碰损伤 ,凹凸现象 齐备,与采购要求相符合 与采购定单要求一致 与采购定单要求一致 无变色 铸铝或不锈钢 符合图纸 R2角 无破损 无焊瘤 ,气孔 ,裂纹,咬边 无损伤/氧化/破裂/生锈 第 2 页,共 32 页
每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批
方法 样品 评价测 量技术 容量 频率 控制方法 控制人
外观
每规格/每批 目测
厚度 纵/横剪毛刺高度 纵剪边缘绝缘漆 膜损伤 允许形位公差
千分尺 千分尺 卡尺 水平尺/ 塞尺 水平尺/ 塞尺 卡尺(1 米)
<0.025mm
<0.5mm 平面度<0.6/20mm 两端面直线度<0.5/2000mm
3片/每规格/ 测量 每批 3片/每规格/ 测量 每批 每规格/每批 测量 每规格/每批 测量 每规格/每批 测量 每规格/每批 测量 每规格/每批 测量 目测 每规格 每件/每规格 目测
评价测 量技术 容量 卡尺/卷 尺 卡尺/卷 尺 卡尺 卡尺/卷 尺 卡尺/卷 尺
卡尺/卷尺
样品 频率
控制方法
控制人
RL-QA08-14 测量 RL-QA08-14 测量 RL-QA08-14 测量 RL-QA08-14 测量 RL-QA08-14 测量 RL-QA08-14 测量 RL-QA08-14 测量 RL-QA08-14 测量 RL-QA08-14 测量/目测 RL-QA08-14 测量 目测
宽度 套管(纯瓷/ 电容) 纵剪边缘 出厂检验报告 规格/型号/要求
≤0.3mm 不允许出现波浪边现象 符合设计要求 符合采购定单或设计要求 无色差/损伤 /裂纹/瓷釉脱落/不 起泡/胶面光滑饱满/瓷釉脱落/ 堆釉/釉面针孔/杂质/掉瓷 无毛刺、尖角、开裂、砂孔,锈 斑、镀层应光亮无氧化现象 齐备/与采购订单或图纸相符 与图纸相符 与图纸相符 符合图纸要求
样品 评价测 量技术 容量 频率 卷尺 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批 每件/每批
控制方法 测量 目测 目测 目测 目测 目测 量测
控制人
与采购定单要求一致 清洁,无磕碰损伤,无裂纹,无 气孔,无锈蚀 无损伤,无老化,无凹凸 符合订单或图纸要求
铸钢,铸铁,钢 板制阀门涂漆 铜制 DN15,DN25,DN3 2阀门 附件 吸湿器 合格证,说明书 规格 硅胶颜色 外壳 尺寸 边缘到角 玻璃罩 焊接 外观
瓷套/胶面外观
每件/每规格 目测
金属面外观 附件 油中尺寸 上瓷套尺寸 瓷套/套管长度
每件/每规格 目测 每件/每规格 RL-QA08-14 RL-QA08-14 RL-QA08-15 目测 测量 测量 测量
卷尺 卷尺 卷尺
第 7 页,共 32 页
特性 工序 产品 穿缆孔径 试验报告 特性分 类 过程 产品/过程规范/公差 符合图纸要求 符合采购订单要求 表面光亮美观,无明显的划 痕,外部焊线满焊,焊缝平整 光滑,无咬边,飞溅,虚焊。 所有的边角倒圆角,无尖角, 毛刺
按采购规范核对或参照 GB7529/tun901147(首件要做相 关化学及物理实验)
RL-QA08-14 目测 卡尺、 卷尺 RL-QA08-14 测量 RL-QA08-14 测量 RL-QA08-14 目测 每批 每件/每批 卷尺 每件/每批 核对 目测 测量
外观 胶囊 出厂检查报告/材 质证明 规格 长/宽尺寸
卡尺 千分尺 千分尺
RL-QA08-14 测量 RL-QA08-14 测量 每规格/每批 目测 每规格/每批 目测
R规 符合技术协议要求 相关电气性能符合采购订单要 求 符合采购定单或设计要求
第 6 页,共 32 页
特性 硅钢片 工序 产品 特性分 类 过程 产品/过程规范/公差 不应有锈蚀、疤痕、起皮、裂 缝等缺陷,绝缘层应具有良好 的绝缘性,耐热性,附着性 , 冲片性和防锈性。两端面及表 面清洁无锈 ≤0.02mm
控制方法 目测 目测 目测 测量 测量 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 目测 测量 目测
控制人
PT100
外观 虑油机 出厂检验报告 型号 出厂编号 外观 附件 压力释放阀 文件(合格证, 接线图,装箱 单) 型号 外观及标示 开启/闭合压力 附件 温控装置 说明书/试验报告 型号 附件 玻璃罩 电缆接头 触点开关 风扇 出厂检验报告
每件/每次 每件/每次 每件/每次 每件/每次 每件/每次 每件/每次 每件/每次 每件/每次 每件/每次
目测 目测 目测 目测 目测 目测 目测 目测 目测
特性 工序 产品 传动轴,防护板 尺寸及材料
操作机构开门方向 安装尺寸/外形尺寸
方法 特性分 类 过程 产品/过程规范/公差 符合图纸要求 符合订单要求 符合图纸要求 齐备 样品 评价测 量技术 容量 频率 每件/每次 每件/每次 每件/每次 每件/每次 控制方法
方法 样品 评价测 控制方法 量技术 容量 频率 RL-QA08-16 测量 卡尺 目测 目测 控制人
端子箱/控 栓 外形尺寸 安装尺寸 开孔尺寸 涂漆 散热器 出厂检验报告 规格 外观 散热器中心距偏 差 散热器片数
上部有防雨罩/箱门内部应设置文 件盒,并有限位装置/箱门开启方 向符合图纸,且开启自如/密封及 通气系统符合图纸或订单/设备名 牌安装横平竖直/电气元件表面要 有防护措施/内部走线整齐,美 观,大方/端子符合订单要求且端 子排有相应标示/接地端子位置正 确,数量合适/电流端子要有短接 片/端子箱为上下两节,下节为电 缆箱,并带有合适数量与规格的 不锈钢电缆夹紧接头 符合订单或图纸要求