热处理报告格式
热处理报告模板

热处理报告模板一、前言。
热处理是一种通过加热和冷却来改变材料结构和性能的工艺方法。
本报告旨在对热处理过程进行记录和总结,以便于后续分析和改进。
在本次热处理过程中,我们对材料进行了加热、保温和冷却,以期望获得理想的组织结构和性能。
二、热处理工艺参数。
1. 加热温度,在本次热处理过程中,我们将加热温度设定为XXX摄氏度,经过分析和试验,这一温度被认为是最适合材料的加热温度。
2. 保温时间,经过多次试验和实践,我们确定了XXX时间作为保温时间,这一时间段内可以使材料达到最佳的组织结构。
3. 冷却方式,在本次热处理中,我们采用了XXX方式进行冷却,经过对比分析,这种冷却方式被认为是最适合材料的。
三、热处理结果分析。
1. 微观组织,经过热处理后,材料的微观组织发生了明显的变化。
从显微镜下观察可以看出,材料的晶粒尺寸、分布和形态都发生了变化,这对材料的性能有着重要的影响。
2. 机械性能,经过热处理后,材料的硬度、强度、韧性等机械性能指标都发生了变化。
这些变化对于材料的实际应用具有重要的意义,需要进一步分析和评价。
3. 化学成分,热处理过程中,材料的化学成分也可能发生变化。
我们需要对热处理后材料的化学成分进行分析,以确保其符合设计要求。
四、结论与建议。
通过本次热处理实验,我们得出了以下结论和建议:1. 确定了最佳的热处理工艺参数,可以为后续生产提供参考依据。
2. 对热处理后材料的性能进行了初步评估,发现了一些变化和问题,需要进一步分析和改进。
3. 对热处理过程中可能存在的问题和不足进行了总结和反思,提出了改进建议。
五、致谢。
在本次热处理实验中,得到了各方面的支持和帮助,在此向所有关心和支持我们工作的人表示衷心的感谢。
六、附录。
1. 热处理过程中的实验数据记录表。
2. 热处理过程中的显微组织照片。
以上就是本次热处理报告的全部内容,希望能对相关人员的工作和研究提供一定的参考价值。
如果有任何疑问或建议,欢迎随时与我们联系。
热处理报告范本

热处理报告范本
热处理报告
实验目的:
研究材料在热处理过程中的组织结构变化及性能变化。
实验原理:
热处理是通过改变材料的温度和保温时间来改变材料的组织结构和性能的过程。
常见的热处理方法有退火、正火、淬火等。
实验仪器和材料:
实验仪器:电炉、金相显微镜
实验材料:碳钢试样
实验步骤:
1. 将碳钢试样放入电炉中,设定热处理温度为800℃。
2. 加热到800℃,保持温度15分钟。
3. 熄火冷却至室温。
4. 取出试样,进行金相显微镜观察。
实验结果:
经过热处理后,试样的显微组织结构发生变化。
在原始试样中,晶粒较粗,呈等轴晶粒结构。
经过热处理后,晶粒细化,呈片状晶粒结构。
同时,试样的硬度也发生了变化,由原始试样的50HRC提高到经过热处理后的60HRC。
实验分析:
通过热处理,试样的晶粒细化,可以提高材料的强度和韧性。
细化晶粒可以减少晶界层的数量,提高晶界层的强度。
同时,晶粒细化还可以减少位错的位移距离,提高材料的抗变形能力。
因此,经过热处理后的试样具有更高的硬度和更好的综合性能。
结论:
通过热处理,碳钢试样的显微组织结构发生变化,晶粒细化,硬度提高。
热处理能够改善材料的性能,提高材料的强度和韧性。
热处理实验报告[5篇范文]
![热处理实验报告[5篇范文]](https://img.taocdn.com/s3/m/f32672df6394dd88d0d233d4b14e852459fb397b.png)
热处理实验报告[5篇范文]第一篇:热处理实验报告篇一:钢得热处理实验报告钢得热处理实验报告一、实验目得 1、了解热处理对材料性能得影响2、了解在相同得热处理状态下材料成分对材料性能得影响3、了解用显微镜观察金相得制样过程二、仪器材料箱式电炉(sx2—4-10、sx—4-10)、硬度测试仪(hr—150a)、30 钢、t10 钢、砂轮(砂纸)三、实验过程1)、金相得制备将一小块金属材料用金相砂纸磨光后进行抛光,去除金相磨面由细磨所留下得细微磨痕及表面变形层,使磨面成为无划痕得光滑镜面,然后用侵蚀剂进行腐蚀,以使组织被显示出来,这样就得到了一块金相样品。
2)、钢得热处理淬火与正火钢得淬火:淬火就就是将钢加热到相变温度以上,保温后放入各种不同得冷却介质中(v 冷应大于v临),以获得马氏体组织。
钢经淬火后得组织由马氏体及一定数量得残余奥氏体所组成。
步骤为:加热前先对试样进行硬度测定(为便于比较,一律用洛氏硬度测定);再将试样放入箱式电炉中,t10 钢在770℃左右,30 钢在860℃左右分别均匀加热15 分钟;然后迅速在水中冷却,并不断搅拌.将淬火后得试样用砂轮磨平,并测出硬度值(hrc)填入表 1 中。
钢得正火:钢加热到ac3(亚共析钢)或ac1(过共析钢)以上30~50℃以上,保温适当时间后,在自由流动得空气中冷却得热处理工艺。
步骤为:加热前先对试样进行硬度测定(为便于比较,一律用洛氏硬度测定)。
再将试样放入箱式电炉中,t10 钢在770℃左右,30 钢在860℃左右分别均匀加热 15 分钟,后在空气中缓慢冷却。
将正火后得试样用砂轮磨平,并测出硬度值(hrc)填入表 2 中。
四、结果及讨论1、为什么淬火处理后得硬度值比正火处理后得高?答:因为淬火冷却速度比正火冷却速度快,由过冷奥氏体得连续冷却转变图像可知淬火后得到得就是马氏体组织,而正火后得到得组织主要就是珠光体.马氏体比珠光体晶粒度细晶界面多,使得晶体得位错滑移阻力增大,从而硬度提高。
热处理实验报告

热处理实验报告热处理是指通过加热和冷却来改变材料的性能和微观结构。
热处理可以改善材料的硬度、强度、韧性、耐蚀性等性能,使材料适应不同的工作条件和要求。
本实验旨在通过热处理来研究钢的显微组织和性能的变化。
实验步骤:1.准备试样:将钢材切割成长约10cm、宽约1cm、厚约0.1cm 的试样。
2.加热处理:将试样放入坩埚中,放入电炉中进行加热处理。
首先进行均质化处理,将试样加热到900℃,保温一段时间,然后迅速冷却。
接下来进行退火处理,将试样加热到800℃,保温一段时间,然后缓慢冷却。
最后进行淬火处理,将试样加热到900℃,保温一段时间,然后迅速冷却。
3.组织观察:使用金相显微镜观察不同处理状态下的试样的显微组织结构。
4.硬度测试:使用洛氏硬度计对不同处理状态下的试样进行硬度测试。
5.拉伸实验:使用拉伸试验机对不同处理状态下的试样进行拉伸实验,测量其屈服强度、抗拉强度和延伸率等力学性能。
实验结果:经过均质化处理后,试样的组织结构变得均匀细小,硬度略有增加。
经过退火处理后,试样的组织结构发生晶粒长大和再结晶,硬度降低,但韧性和延伸率增加。
经过淬火处理后,试样的组织结构发生马氏体转变,硬度大幅度增加,但韧性降低。
结论:通过热处理,可以显著改善钢的性能和微观结构。
均质化处理可以使试样的组织结构更加均匀细小,硬度略有增加。
退火处理可以使试样的组织结构发生晶粒长大和再结晶,降低硬度,增加韧性和延伸率。
淬火处理可以使试样的组织结构发生马氏体转变,大幅度增加硬度,但降低韧性。
附图:[在这里插入显微组织结构的图片][在这里插入硬度测试结果的表格][在这里插入拉伸实验结果的表格]实验存在的问题和改进方向:1.实验样品的选择和加工方式可以继续优化,以得到更准确和可比较的结果。
2.实验过程中,温度和时间的控制可以进一步细化,以确保实验的准确性和可重复性。
3.实验结果的分析和讨论可以更加深入和详细,包括显微组织结构的形成机制和力学性能的影响机制。
热处理年终总结报告
202年热处理年终总结报告202*年热处理年终总结报告回顾零玖、展望壹零----202*年热处理年终总结尊敬的公司领导:光阴似箭,日月如梭09年已在公司不断发展的步伐中,悄然而终。
回顾在过去的一年里在公司和车间主管政策方针的正确领导下所开展和部署的各项工作任务,随着新年钟声的响起,已悄然落下了帷幕,在这之中有骄人的业绩,也有工作的不足。
壹零年的工作中还需继续努力;作为热处理的负责人,面对日趋激烈的行业竞争,我深感重担压肩,任重而道远。
我本人在09年工作的过程中不够细节化,有时工作安排不是很合理,工作较多的情况下;主次不是很分明。
上下工序之间欠缺沟通,特别是与主管沟通上,有时没能及时的了解主管的工作意图,常常是出了事以后才发现问题的严重性。
把握全局能力尚欠缺,处理问题突发事件有时不够冷静,工作中遇到麻烦,不能很好的调整心态,容易感情用事。
壹零年我相信我会在领导、全体同志和所有员工的关怀、帮助、支持下,紧紧围绕中心工作,充分发挥岗位职能,不断改进工作方法,提高工作效率,以“服从领导、团结员工、认真学习、扎实工作”为准则,始终坚持高标准、严要求,较好地完成各项工作任务.09年热处理共出现大小工伤3次,李成钊班2次、陈定堂班1次。
其主要原因是员工的安全意识不强,领班、班长对员工的安全培训工作不到位,没有让员工意识到安全的重要性。
为了不让“血”的教训再次重演;壹零年必须增强员工安全意识,必须要做到强化严要求、细管理。
必须要以严明的纪律,不折不扣地执行,才能保证班组管理的正常进行,为此在日常作业中坚持做到嘴碎一点,安全教育不离口;心细一点,安全预想,尽量周到;腿勤一点,对员工操作过程中加强检查。
同时要求员工严格遵守岗位安全操作规程,严格遵守操作制度,把事故消灭于萌芽状态。
在日常管理中,发现问题要及时指出及时处理,并针对问题进行分析讨论强化安全意识,避免出现不应“因恶小而为之,善小而不为的现象”,把安全生产工作放在首位来抓,加大定期安全培训力度。
热处理工艺报告
热处理工艺报告
摘要
本报告旨在介绍热处理工艺,包括热处理的定义、目的、主要步骤以及常见的热处理方法等内容。
通过本报告的研究,读者将了解到热处理在材料加工中的重要性,以及如何选择和应用适当的热处理工艺。
简介
热处理是一种通过对材料加热和冷却的处理过程来改变材料的性能和组织结构的方法。
热处理的主要目的是改善材料的硬度、强度、韧性和耐腐蚀性能,以满足特定的工程要求。
热处理步骤
热处理通常包括以下几个步骤:
1. 加热:将材料加热到特定的温度,以使其达到对应的晶体结构和相变点。
2. 保温:在特定温度下保持一定的时间,以使材料的组织结构发生相应的变化。
3. 冷却:将材料迅速冷却到室温,以稳定其组织结构和性能。
常见的热处理方法
以下是几种常见的热处理方法:
1. 固溶处理:将合金加热到固溶态,以溶解固溶体中的溶质元素,然后通过急冷或保温使其形成固溶体。
2. 淬火处理:将材料加热到临界温度以上,然后迅速冷却,以获得高硬度和高弹性的材料。
3. 微调退火:在固溶处理后,通过退火使合金中的溶质元素重新析出,从而产生所需的微观结构和性能。
4. 热拉伸处理:将材料加热到固溶态,然后通过拉伸和冷却来调整其组织结构和性能。
结论
热处理工艺在材料加工中起着重要的作用,可以改善材料的性能和组织结构。
选择合适的热处理方法对于满足特定的工程要求至关重要。
在实际应用中,需要综合考虑材料的成分、加工工艺和使用环境等因素,以确定最佳的热处理工艺方案。
热处理报告

热处理报告热处理报告热处理是一种对金属材料进行加热和冷却的工艺,目的是改变材料的组织和性能。
本次热处理实验的目的是通过固溶和时效处理对铝合金进行热处理,观察和分析不同处理工艺对材料性能的影响。
首先,我们选择了工业常用的2A12铝合金作为实验材料。
将材料切割成相同尺寸的试样,并使用砂纸进行抛光,确保表面光滑。
然后,将试样分为两组,一组进行固溶处理,另一组进行固溶和时效处理。
固溶处理是将试样加热到固溶温度(通常比材料的熔点略低),保持一定时间后迅速冷却。
本次实验中,固溶温度设定为480℃,保持时间为1小时。
在固溶过程中,试样的晶粒逐渐溶解,达到固溶平衡后,快速冷却能够防止新晶粒的形成,从而获得均匀的材料组织。
时效处理是在固溶处理后,将试样再次加热到较低的温度,保持一定时间,再进行冷却。
本次实验中,时效温度设定为180℃,时效时间设定为24小时。
时效处理的目的是通过析出相的形成和生长,进一步改善材料的性能。
经过热处理后,我们对试样进行了金相观察。
固溶处理后的试样表面出现一些细小的溶解区,且组织变得均匀。
而进行了时效处理的试样在金相显微镜下显示出明显的析出相,表明应力析出相的形成。
通过观察不同处理工艺的试样,我们可以明显感受到热处理对材料晶粒和析出相的影响。
接下来,我们对热处理后的试样进行了力学性能测试。
通过拉伸试验,我们测量了试样的屈服强度、抗拉强度和延伸率。
结果显示,经过固溶处理后的试样的力学性能得到了显著提高,而经过时效处理后的试样在屈服强度和抗拉强度上有更大的提升。
最后,在实验报告中总结了我们的实验结果和分析。
我们得出结论,固溶处理能够改善材料的组织和增强其力学性能,而时效处理则能进一步提高材料的强度和硬度。
热处理是一种有效的方法,可用于优化材料的性能,并广泛应用于工业生产中。
总之,本次实验通过热处理对铝合金进行了固溶和时效处理。
通过金相观察和力学性能测试,我们分析了不同处理工艺对材料性能的影响。
热处理检验报告
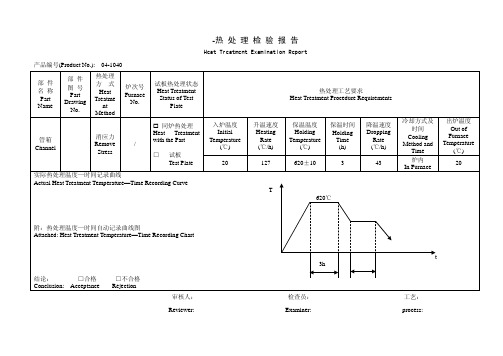
冷却方式及 时间 Cooling Method and Time 炉内 In Furnace
出炉温度 Out of Furnace Temperature (℃) 20
实际热处理温度—时间记录曲线 Actual Heat Treatment Temperature—Time Recording Curve T 620℃
-热 处 理 检 验 报 告
Heat Treatment Examination Report 产品编号(Product No.): 04-1040 部 件 名 称 Part Name 部 件 图 号 Part Drawing No. 热处理 方 式 Heat Treatme nt Method 炉次号 Furnace No. 试板热处理状态 Heat Treatment Status of Test Plate 同炉热处理 Heat Treatment with the Part □ 试板 Test Plate 入炉温度 Initial Temperature (℃) 20 升温速度 Heating Rate (℃/h) 127
热处理工艺要求 Heat Treatment Procedure Requirements
管箱 Channel
消应力 Remove Stress
/
保温温度 Holding Temperature (℃) 620±10
保温时间 Holding Time (h) 3
Hale Waihona Puke 降温速度 Dropping Rate (℃/h) 43
附:热处理温度—时间自动记录曲线图 Attached: Heat Treatment Temperature—Time Recording Chart t 3h 结论: □合格 Conclusion: Acceptance □不合格 Rejection 审核人: Reviewer: 检查员: Examiner: 工艺: process:
热处理综合实验报告格式要求

实验名称:材料热处理组织和硬度综合实验一.实验目的。
二.简述4种基本热处理工艺(退火、正火、淬火及回火)方法及钢热处理后的显微组织特征。
三.简述布氏和洛氏硬度测定的基本原理及应用范围。
四.实验仪器名称、型号以及实验材料。
五.实验内容
1.按照所拟热处理规范进行热处理工艺操作。
2.制备标准金相样品。
3.观察材料经不同热处理后的显微组织特征,并将组织填入表1和
2中。
记录放大倍数,利用显微摄影技术将其拍摄下来,打印出来后粘贴在实验报告上。
4.测定材料的布氏和洛氏硬度,并将结果填入表1和2中。
六.实验结果
1.组织照片(在图片下方,标注材料名称,热处理状态,放大倍数
和浸蚀剂等,并简明描述组织特征。
)
2.组织和硬度实验结果
表1 材料退火和正火状态下的显微组织及布氏硬度
表2 材料淬火和回火状态下的显微组织及洛氏硬度
七.思考题
1.比较不同含碳量对退火组织及硬度的影响。
2.比较正火与退火工艺的特点。
3.研究表1和2中45钢组织和硬度随不同热处理工艺的变化规律。
备注:
1.购买红色物理实验报告纸,按照上述格式誊写。
2.必须写上姓名、学号、班级、实验时间。
3.实验前将表1和2打印出来,便于实验过程中记录数据。
热处理报告单
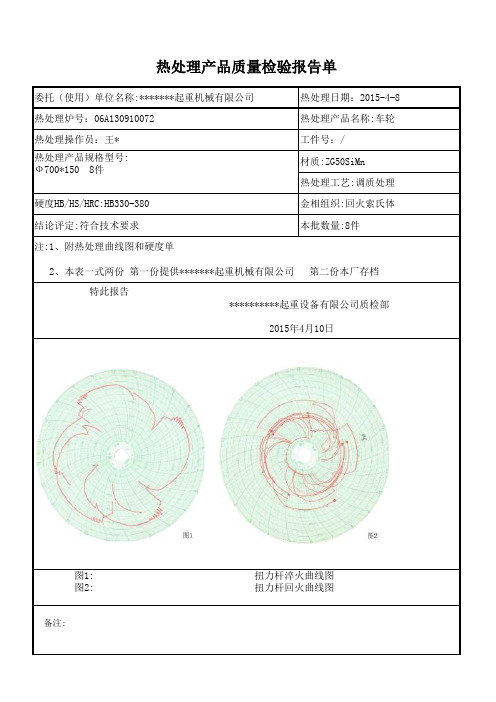
注:1、附热处理曲线图和硬度单 2、本表一式两份 第一份提供*******起重机械有限公司 第二份本厂存档
特此报告
**********起重设备有限公司质检部 2015年4月10日
备注:热处理产品规格型号:
Ф700*150 8件
图1: 扭力杆淬火曲线图
图2: 扭力杆回火曲线图
材质:ZG50SiMn 热处理工艺:调质处理硬度HB/HS/HRC:HB330-380
金相组织:回火索氏体结论评定:符合技术要求
本批数量:8件
热处理产品质量检验报告单
委托(使用)单位名称:*******起重机械有限公司
热处理日期:2015-4-8热处理炉号:06A130910072
热处理产品名称:车轮热处理操作员:王*
工件号:/。
热处理报告模板

保温时间(min)
热处理时间-温度自动记录图
(见附件3)
产品焊接试件
有□无产品焊接试件加热方式
同炉热处理
结论
合格□不合格
责任人:检查员:年 月 日
加热设备规格型号
热电偶名称、型号
热电偶检验时间
热
热电偶与焊件连接方式
处测温设施
理
补偿导线名称型号
理Байду номын сангаас
条
连接自动记录仪名称及编号
件
测温点数量及布置
温控设施
温度控制仪名称
绝热材料名称
隔热
绝热材料规格
隔热层厚度
天气记录
环境温度「C)
入炉温度「C)
降温速度(C/h)
热处理工艺要求
升温速度(C/h)
冷却方法
保温温度(C)
xxxxxxxxxxxxX限公司
热处理检验报告
焊后热处理炉次号
热处理委托单编号
焊件名称及编号
位号、零部件代号或图号
承压设备结构图(见附件1)
承压设备原始条件
钢材牌号
最大SPWHT
外形尺寸
焊后热处理类型
焊后热处理工艺规程编号
加热方式及方法
辅助装置
热处理炉名称、编号及所在位置
热源
加热设施
加热设备名称编号
热处理检验报告模板

热处理检验报告模板
1. 检验概述
本次检验旨在确定材料经过热处理后的物理性能是否符合要求,并对热处理工艺进行评估。
2. 检验对象
材料名称:[材料名称]
检验批次:[批次号]
热处理工艺:[工艺参数]
3. 检验方法
本次检验采用[检验方法]进行。
4. 检验结果
4.1 物理性能测试结果
通过对热处理后材料的物理性能进行测试,得到以下结果:
4.1.1 硬度测试结果
- 中心硬度:[中心硬度数值] HRC
- 表面硬度:[表面硬度数值] HRC
4.1.2 抗拉强度测试结果
- 抗拉强度:[抗拉强度数值] MPa
4.2 工艺评估结果
根据测试结果,对热处理工艺进行评估:
4.2.1 硬度分布评估
通过硬度测试结果可知,材料的硬度分布符合要求,并且具有良好的一致性。
4.2.2 抗拉强度评估
抗拉强度测试结果表明,材料的抗拉强度满足设计要求,并具备足够的强度。
5. 检验结论
根据测试结果和工艺评估,得出以下结论:
本次热处理后的材料物理性能符合要求,热处理工艺合理且有效。
6. 附录
6.1 测试仪器与设备
- 物理性能测试设备:[设备名称]
- 硬度测试设备:[设备名称]
- 抗拉强度测试设备:[设备名称]
6.2 工艺参数
热处理工艺参数如下:
- 温度:[温度数值]
- 保温时间:[时间数值] 小时- 冷却方式:[冷却方式]
以上报告所述,属实无误。
编写人:[编写人姓名]
日期:[报告编写日期]。
热处理报告范本
热处理报告范本1.急求热处理报告格式热处理报告报告编号:YJ/QR8.2.3-03产品名称Productname材料牌号Materialdesignation 热处理方式Heattreatment热处理编号Heattreatmentnumber热处理设备:Heattreatmentequipment热处理工艺要求:Heattreatmentprocess淬火正火回火退火入炉温度加热速度保温温度保温时间冷却方式入炉温度加热速度保温温度保温时间冷却方式温度℃淬火正火温度℃回火退火热处理数量:热处理硬度:(HRC)结论该批次产品热处理,经检测符合技术要求。
检验员:审核:日期:2.热处理工工作总结怎么写强调安全、检查与管理的重要。
没有范文。
以下供参考,主要写一下主要的工作内容,如何努力工作,取得的成绩,最后提出一些合理化的建议或者新的努力方向。
工作总结就是让上级知道你有什么贡献,体现你的工作价值所在。
所以应该写好几点:1、你对岗位和工作上的认识2、具体你做了什么事3、你如何用心工作,哪些事情是你动脑子去解决的。
就算没什么,也要写一些有难度的问题,你如何通过努力解决了4、以后工作中你还需提高哪些能力或充实哪些知识5、上级喜欢主动工作的人。
你分内的事情都要有所准备,即事前准备工作以下供你参考:总结,就是把一个时间段的情况进行一次全面系统的总评价、总分析,分析成绩、不足、经验等。
总结是应用写作的一种,是对已经做过的工作进行理性的思考。
总结的基本要求1.总结必须有情况的概述和叙述,有的比较简单,有的比较详细。
2.成绩和缺点。
这是总结的主要内容。
总结的目的就是要肯定成绩,找出缺点。
成绩有哪些,有多大,表现在哪些方面,是怎样取得的;缺点有多少,表现在哪些方面,是怎样产生的,都应写清楚。
3.经验和教训。
为了便于今后工作,必须对以前的工作经验和教训进行分析、研究、概括,并形成理论知识。
总结的注意事项:1.一定要实事求是,成绩基本不夸大,缺点基本不缩小。
热处理实习报告
热处理实习报告
实习时间,2022年6月1日至2022年8月31日。
实习单位,XX热处理厂。
实习内容:
在XX热处理厂的实习期间,我主要参与了热处理工艺的学习和实践。
通过实际操作,我对热处理工艺有了更深入的了解,并掌握了一些基本的热处理技能。
在实习期间,我主要参与了以下工作:
1. 热处理设备的操作,我学习了热处理设备的操作方法,包括炉内温度、时间和气氛控制等技术要点,掌握了炉内温度的测量和调节方法,以及炉内气氛的控制技术。
2. 热处理工艺的实践,我参与了不同种类金属材料的热处理实验,包括淬火、回火、正火、退火等工艺,通过实际操作,我掌握了各种热处理工艺的操作技巧和注意事项。
3. 热处理质量检测,我学习了热处理质量检测的方法和技术要
点,包括金相组织观察、硬度测试、拉伸试验等检测方法,了解了热处理质量检测的标准和要求。
实习收获:
通过这段时间的实习,我对热处理工艺有了更深入的了解,掌握了一些基本的热处理技能,提高了自己的实际操作能力。
同时,我也学到了很多实用的知识和技术,对自己未来的职业发展有了更清晰的规划和方向。
总结:
这段实习经历让我受益匪浅,我将会继续努力学习和提高自己的专业能力,为将来的工作做好充分的准备。
同时,我也要感谢XX 热处理厂的领导和同事们,在实习期间他们给予了我很多的指导和帮助,让我能够更好地融入工作中,收获了宝贵的实习经验。
电厂热处理报告模板
电厂热处理报告模板报告概况•项目名称:•执行时间:•报告编号:•编制人员:•审核人员:•批准人员:报告目的本报告旨在对电厂热处理工艺进行评估和分析,向管理者提供有效决策依据,优化电厂热处理工艺,提高设备的运行效率和可靠性。
申明本报告根据电厂实际情况进行编写,在其中涉及到的所有数据、信息来源均为真实可靠,未经授权不得复制和传播。
热处理工艺分析在电厂生产过程中,热处理工艺对于提高设备的耐热性和耐蚀性起到关键作用。
本小结将对电厂的热处理工艺进行分析和评估,在未来的生产中提出优化方案。
工艺流程现行电厂热处理工艺流程如下:1.清洗2.预热3.加热4.保温5.冷却6.清洗7.预热8.热处理9.保温10.冷却11.取样12.检测13.验收问题分析经过对电厂热处理工艺和设备进行调研和分析,发现存在以下问题:1.工艺流程过长,耗时和成本高。
2.清洗与预热操作效果不佳,浪费时间和资源。
3.加热与保温控制不够精细,难以满足不同材质和形状零件的不同需求。
4.冷却过程中的速度和方法不同,存在不稳定因素。
5.仪器设备老化,功能单一,难以满足现代热处理工艺要求。
优化方案针对上述存在的问题,我部提出以下优化方案:工艺流程优化•精简工艺流程,减少不必要的操作和时间浪费。
•对操作时间进行优化,缩短工艺时间。
•优化仪器设备,提高自动化水平和操作效率。
清洗和预热优化•使用化学清洗和机械清洗进行彻底的清洗操作。
•采用高效预热技术,缩短预热时间。
加热和保温优化•采用先进的电加热技术,实现温度精确控制。
•增加玻璃纤维等介质,提高保温效果和均匀性。
冷却优化•采用先进的快速冷却工艺,缩短冷却时间。
•采用压缩空气和水冷混合的冷却方式,提高效率和稳定性。
仪器设备优化•采购全新的热处理设备,提高效率和稳定性。
•增加附属设备,满足多样化加工需求。
操作引导在优化热处理工艺之后,需要制定相应的操作指引,确保操作规范和正确。
主要操作包括:1.清洗操作:将工件放入化学清洗槽中,温度控制在60℃~90℃处,持续30分钟;机械清洗同时进行。
热处理报告模板

热处理报告模板一、热处理工艺参数。
1.1 炉温控制。
炉温控制是热处理工艺中非常关键的一环,直接影响到零件的热处理效果。
在本次热处理过程中,我们严格按照工艺要求设定了炉温,并通过实时监测和调节,确保了炉温的稳定性和准确性。
1.2 保温时间。
保温时间是指零件在设定温度下保持的时间,它对零件的组织结构和性能具有重要影响。
在本次热处理中,我们根据零件的材料和工艺要求,精确控制了保温时间,确保了零件达到理想的热处理效果。
1.3 冷却速率。
冷却速率对零件的硬度和组织结构具有重要影响。
我们根据零件的具体要求,选择了适当的冷却介质和冷却速率,确保了零件的硬度和强度达到设计要求。
二、热处理设备及工艺流程。
2.1 热处理设备。
我们采用了先进的热处理设备,具有精确的温度控制和稳定的工作性能,能够满足各种复杂零件的热处理要求。
2.2 工艺流程。
在热处理过程中,我们严格按照标准的工艺流程操作,确保了每个环节的准确性和可控性,最大程度地保证了零件的热处理质量。
三、热处理效果及质量检验。
3.1 热处理效果。
经过热处理后,零件的硬度、强度和组织结构均达到了设计要求,具有良好的热处理效果。
3.2 质量检验。
我们采用了严格的质量检验手段,对热处理后的零件进行了全面的检测和评定,确保了零件的质量达到了客户的要求和标准。
四、热处理总结。
通过本次热处理工艺,我们充分展现了先进的热处理设备和精湛的工艺技术,为客户提供了高质量的热处理服务。
我们将继续不断改进和提升热处理工艺,为客户提供更优质的产品和服务。
以上就是本次热处理报告的内容,如有任何问题或建议,欢迎随时与我们联系。
感谢您对我们的支持与信任!。
最新热处理报告格式

记录人:日期:
附件3:
承压设备焊后热处理时各测温点在保温时间的停留时间
测温点编号
升温时,到达
保温温度时刻
降温时,低于
保温温度时刻
在保温温度
内停留时间
记录人:日期:
续(3)
附件4:
测温点布置图
附件5:
焊后热处理工艺
入炉温度
(℃)
升温速度
(℃/h)
保温温度
(℃)
保温时间
(min)
热处
理各
责任
人
签字
测温系统责任人
时间
隔热系统责任人
时间
控温责任人
时间
热处理责任人
时间
实施焊后热处理单位名称
时间
建造单位焊后热处理责任工程师
时间
第三方
时间
续(2)
附件1:
承压设备结构图
附件2:
承压设备焊后热处理时各测温点在≥490℃范围内停留时间
测温点编号
升温时,到
达490℃时刻
降温时,低
于490℃时刻降Leabharlann 速度(℃/h)冷却方式
及时间
出炉温度
(℃)
<300
150±30
620±20
30-50
150±30
400℃以上炉冷400℃以下空冷
≤400
绝缘材料规格
保温温度℃
绝缘材料生产厂及批号
保温时间h
隔热层厚度
冷却方法
天气条件
环境温度
降温速度℃/h
风力及防护
填表人
雨、雪等级及防护
特
定
时
间
记
录