中心孔和中心钻的合理选用
(完整版)钻削切削用量选择参考表

钻削切削用量选择参考表一、钻中心孔的切削用量钻中心孔公称直径钻中心孔的切削进给量钻中心孔切削速度刀具名称(mm) (mm/r) v(m/min) 中心钻 1 0.02 8~15中心钻 1.6 0.02 8~15中心钻 2 0.04 8~15中心钻 2.5 0.05 8~15中心钻 3.15 0.06 8~15中心钻 4 0.08 8~15中心钻 5 0.1 8~15中心钻 6.3 0.12 8~15中心钻8 0.12 8~1560 °中心锪钻及带锥柄 60 °中心锪钻 1 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 1.6 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2 0.02 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2.5 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 3.15 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 4 0.04 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 5 0.06 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 6.3 0.08 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻8 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻 1 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 1.6 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 2 0.02 12 ~25不带护锥及带护锥的60 °复合中心钻 2.5 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 3.15 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 4 0.04 12 ~25不带护锥及带护锥的60 °复合中心钻 5 0.06 12 ~25不带护锥及带护锥的60 °复合中心钻 6.3 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻8 0.08 12 ~25二、高速钢钻头切削用量选择表钻孔的进给量 (mm/r)钻头直径钢σ钢σb(MPa) 钢σ铸铁、铜及铝合铸铁、铜及铝合金do(mm) b(MPa)<800 800 ~ 1000 b(MPa)>1000 金 HB ≤200 HB>200 ≤2 0.05 ~ 0.06 0.04 ~ 0.05 0.03 ~ 0.04 0.09 ~ 0.11 0.05 ~0.072 ~ 4 0.08 ~ 0.10 0.06 ~ 0.08 0.04 ~ 0.06 0.18 ~ 0.22 0.11 ~0.134 ~ 6 0.14 ~ 0.18 0.10 ~ 0.12 0.08 ~ 0.10 0.27 ~ 0.33 0.18 ~0.226 ~ 8 0.18 ~ 0.22 0.13 ~ 0.15 0.11 ~ 0.13 0.36 ~ 0.44 0.22 ~0.268~ 10 0.22 ~ 0.28 0.17 ~ 0.21 0.13 ~ 0.17 0.47 ~ 0.57 0.28 ~0.3410 ~13 0.25 ~ 0.31 0.19 ~ 0.23 0.15 ~ 0.19 0.52 ~ 0.64 0.31 ~0.3913 ~16 0.31 ~ 0.37 0.22 ~ 0.28 0.18 ~ 0.22 0.61 ~ 0.75 0.37 ~0.4516 ~20 0.35 ~ 0.43 0.26 ~ 0.32 0.21 ~ 0.25 0.70 ~ 0.86 0.43 ~0.5320 ~25 0.39 ~ 0.47 0.29 ~ 0.35 0.23 ~ 0.29 0.78 ~ 0.96 0.47 ~0.5625 ~30 0.45 ~ 0.55 0.32 ~ 0.40 0.27 ~ 0.33 0.9 ~ 1.1 0.54 ~0.6630 ~50 0.60 ~ 0.70 0.40 ~ 0.50 0.30 ~ 0.40 1.0 ~ 1.2 0.70 ~0.80注 :1.表列数据适用于在大刚性零件上钻孔,精度在H12 ~H13 级以下(或自由公差),钻孔后还用钻头、扩孔钻或镗刀加工,在下列条件下需乘修正系数;1).在中等刚性零件上钻孔(箱体形状的薄壁零件、零件上薄的突出部分钻孔)时,乘系数0.75 ;2).钻孔后要用铰刀加工的精确孔,低刚性零件上钻孔,斜面上钻孔,钻孔后用丝锥攻螺纹的孔,乘系数 0.50 ;2.钻孔深度大于 3 倍直径时应乘修正系数。
中心孔的分类
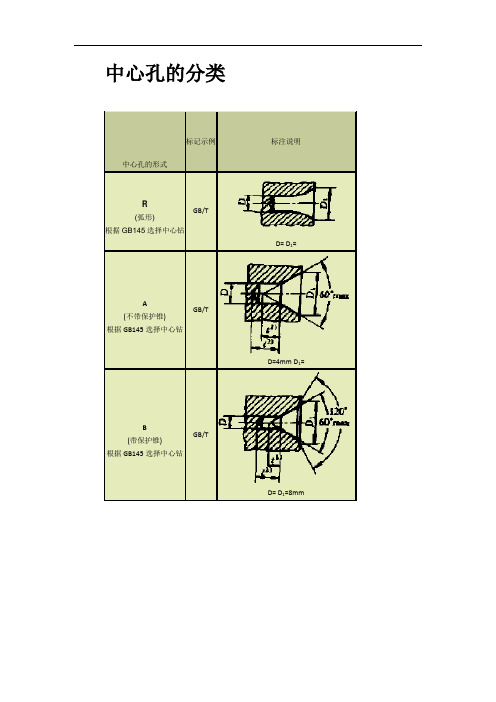
中心孔的分类标记示例标注说明中心孔的形式RGB/T(弧形)根据GB145选择中心钻D= D1=AGB/T(不带保护锥)根据GB145选择中心钻D=4mm D1=BGB/T(带保护锥)根据GB145选择中心钻D= D1=8mmC(带螺纹)根据GB145选择中心钻GB/TD=M10 L=30mm D2=中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D= D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D= D1=在完工的零件上不允许保留符号的尺寸及其各部分的比例关系如图1。
1h10d'=H1=h=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图4图3中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图6图5心孔的表示方法摘要:CBQ800自动标签冲切机的故障分析暂停指令G04数控铣床编程破解汽车冲压模具技术难题菲赛普1101DX型数控钻床UG的参数化建模方法及三维零件库的创建基于数据库的刀具管理系统的设计与实现砂轮产品知识螺纹类零件7的数控车床加工编程敏捷制造——21世纪机械制造业的发展趋势之一英威腾CHE矢量变频器在数控雕刻机床上的应用镗削和镗刀一重研制成功核电主容器堆芯支撑块车铣加工专机车床知识介绍UG 系统管理由PLC到PAC:该如何改进您的系统装备制造高景气行业核心是自主创新国内民企首台百吨级减速机在常问世工具机业转型配合高科技产业发展设定参数实现加工中心刚性攻丝[标签:tag] 本文根据等资料撰写。
A型中心孔的选用

A型中心孔的选用A型中心孔的国家标准见表。
A型中心孔由圆柱孔和圆锥孔两部分组成,圆锥孔的圆锥角为60°,顶尖的60°外锥面与之配合,可使轴类工件中心确定,同时也可防止顶尖的尖头碰到工件,可使顶尖的外锥面和中心孔的内锥面配合不好,破坏定心的作用和支承作用,因此A型中心孔的深度一定要够。
精度一般的轴类工件选用A型中心孔。
A型中心孔(GB/T145-2001)注:1、尺寸l1取决于中心钻的长度l1,即使中心钻重磨后再使用,此值也不应小于t值。
2、表中同时列出了D和l2尺寸,制造厂可任选其中一各尺寸。
3、括号内的尺寸尽量不采用。
B型中心孔的选用B型中心孔的国家标准见下表。
B型中心孔是在A型中心的锥面大口处再加120°的圆锥倒角,以保护60°工作锥面不致碰坏,同时,也给工件的端面车削留下了“空刀”,使端面车削更加方便,不至于车刀碰上顶尖。
当工件精度要求较高,工序较多,需搬来搬去、装上卸下频繁时最好选用B型中心孔。
但车工在装卸和搬运过程中应有自觉保护中心孔的意识和责任感。
B型中心孔(GB/T145-2001)注:1、尺寸l1取决于中心钻的长度l1,即使中心钻的重磨后再使用,此值也不应该小于t值。
2、表中同时列出了D2和l2的尺寸,制造厂可任选其中一各尺寸。
3、尺寸d和D1与中心钻的尺寸一致。
4、括号内的尺寸尽量不采用。
C型中心孔的选用C型中心孔的国家标准见下表。
C型中心孔是在A、B型中心孔圆柱孔与圆锥孔相接部位再加上一个直径稍大的短圆柱孔,并用螺纹孔代替原来的圆柱孔。
增加短圆柱孔的目的是在攻内螺纹时不至于损坏工作圆锥面,即对60°工作圆锥面起保护作用。
当需要把其他零件用螺钉固定接在被车轴上时,可采用C型中心孔。
C型中心孔(GB/T145-2001)R型中心孔的选用R型中心孔的国家标准见下表。
R型中心孔是把A型中心孔中的60°圆锥面用圆弧面代替,而顶尖的锥面不变。
中心孔的标准方法GB

本文根据等资料撰写。
中心孔的分类中心孔的形式标记示例标注说明R(弧形)根据GB145选择中心钻GB/TD=3.15mm D1=6.7mmA(不带保护锥)根据GB145选择中心钻GB/TD=4mm D1=8.5mmB(带保护锥)根据GB145选择中心钻GB/TD=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 10LD=M10 L=30mm D2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔 D= D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=在完工的零件上是否保留都可以在完工的零件上不用A型中心孔D= D1=在完工的允许保留中心孔零件上不允许保留符号的尺寸及其各部分的比例关系如图1。
d'=1h10H1=h=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为μm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6。
中心钻
巧用中心钻效益大改变中心钻在机械加工中是一个常用的刀具,想必懂机械加工的人都知道且大多数人都在使它。
然而就是这个不起眼的中心钻,在实际生产中却起着重要的作用。
中心钻最早多用于车床,是用来打轴类零件的中心孔。
伴随着自动化的日趋普遍,在多功能数控设备中应的更为广泛。
其最大的功能就是点中心孔,以保证零件孔加工的位置度。
然而在实际生产中,我们却出现了很多问题:最常见的就是中心钻在钻中心孔时断裂引起零件的报废;其次是中心钻使用不当,引起孔位置度不达标,易出质量问题。
在我公司的生产中这样的问题也时常发生。
根据我在实际生产中长期的摸索,我对数控加工中孔加工使用中心钻总结了以下几点技巧可供大家分享。
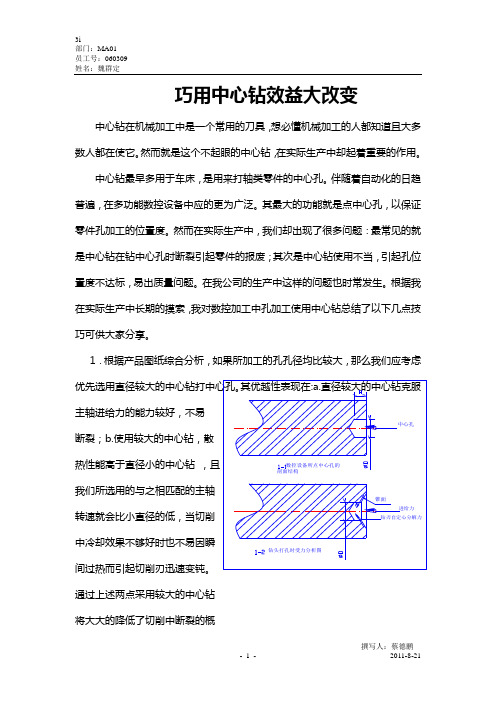
1.根据产品图纸综合分析,如果所加工的孔孔径均比较大,那么我们应考虑主轴进给力的能力较好,不易断裂;b.使用较大的中心钻,散热性能高于直径小的中心钻,且我们所选用的与之相匹配的主轴转速就会比小直径的低,当切削中冷却效果不够好时也不易因瞬间过热而引起切削刃迅速变钝。
通过上述两点采用较大的中心钻将大大的降低了切削中断裂的概率。
2.用中心钻打中心孔需要根据加工要求而定。
比如说:用多大的中心钻?打多少深度?并不是所有的中钻都打同样深度的中心孔。
其深度和所选用的中心钻大小需要根据打孔的钻头来决定。
一般来讲钻头越大其横刃就越宽,我们都知道在钻削中钻头的横刃几乎是不参加切削的,也就是说打孔时钻头所受到的阻力主要来源于横刃。
因此在没有中心孔的情况下用钻头所打的孔很容易偏离位置度。
故而我们在用钻头打孔前先用中心钻打好中心孔如图(1-1)。
中心钻的大小一般选用大于钻头横刃宽度2倍所趋近的尺寸规格较好,中心孔的深度H一般选取略大于D/2即可,中心孔打的过深一方面浪费加工时间,另一方面减少了中心钻加工中心孔的单位数量。
然而有人要说:“我打的中心孔越浅不是越好吗?”同样打的过浅就起不到定位的作用。
钻头在钻有中心孔的孔时,最初的受力分析如图(1-2)。
GB145中心孔
1.60
3.35
1.52
1.4
(8.00)
17.00
7.79
7.0
2.00
4.25
1.95
1.8
10.00
21.20
9.70
8.7
注
l尺寸l1取决于中心钻的长度l1,即使中心钻重磨后再使用,此值也不应小于t值;.
2表中同时列出了D和l2尺寸,制造厂可任选其中一个尺寸;
3括号内的尺寸尽量不采用
2.2 B型中心孔的型式按图2所示,尺寸由表2给出。
5.5
2.00
4.25
6.30
2.54
1.8
(8.00)
17.00
22.40
9.36
7.O
2.50
5.30
8.00
3.20
2.2
10.00
21.20
28.00
11.66
8.7
3.15
6.70
10.00
4.03
2.8注lFra bibliotek寸l1取决于中心钻的长度l1,即使中心钻重磨后再使用,此值也不应小于t值;
2表中同时列出了D2和l2尺寸,制造厂可任选其中一个尺寸;
18.1
19.8
9.5
4.4
M5
5.3
8.1
8.8
4.O
2.4
M16
17.O
23.O
25.3
12.O
5.2
M6
6.4
9.6
10.5
5.0
2.8
M20
21.O
28.4
31.3
15.O
6.4
M8
8.4
12.2
钻中心孔、钻孔
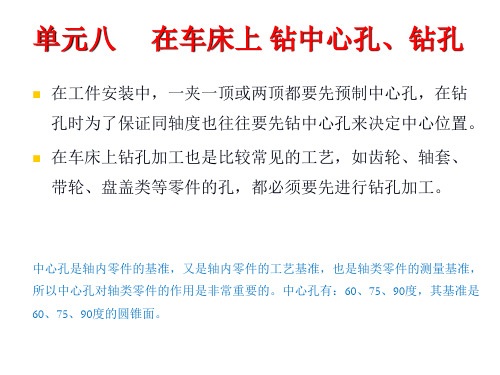
对于精度要求不高的孔,可用麻花钻直接钻出,对于精度 要求较高的孔,钻孔后还要经过精加工才能完成。
(1)钻削特点
钻削时,钻头是在半封闭的状态下进行切削的,转速 高,切削用量大,排屑又很困难,因此 钻削具有如下特点:
摩擦较严重,需要较大的钻削力。 产生的热量多,而传热、散热困难,因此切削温
度 较高,易造成钻头严重磨损。
横刃斜角
棱边(刃带) 也叫副切削刃,钻头的导向 部分,保持钻削的方向、修光孔壁及担负 部分切削工作,为减小与孔壁的摩擦,导 向部分带有锥度(倒锥形刃带构成了麻花 钻标准麻花钻的刃磨
刃磨麻花钻是本专业要掌握的基本技能之一, 刃磨质量的高低直接影响钻孔的质量和工作效率。 刃磨要求: 两条主切削刃长短一致并对称(夹角118°)。 后角正确(防止磨出副后角)。 横刃斜角为55°。 刀面平整、光洁,刃口锋利。
孔加工的零件图样
1、钻中心孔
(1)中心孔的型式:按形状和作用可分为四种 中心孔是机械设计中常见的结构要素,可用作零件加工和 检测的基准。GB/T145—2001规定中心孔有A、B、C、R 四种型 式。 以上四种型式中心孔的圆锥角为60°,重型工件用75°或 90°的圆锥角 中心孔通常用中心钻钻出,直径在6.3mm以下的中心孔一 般采用钻的加工工艺,较大的中心孔可采用车、锪锥孔等 加工方法。制造中心钻的材料一般为高速钢。
4 中心孔的钻削方法
(1)装夹中心钻
(2)钻中心孔,由于在工件轴心线上钻削,钻削线速度低,必须选用较高的转速: 500~1000r/min左右,进给量要小。 孔径越大,转速越小。
(3)工件端面必须车平.不允许出现小凸头;尾座校正,以保证中心钻和轴线同
GB145中心孔
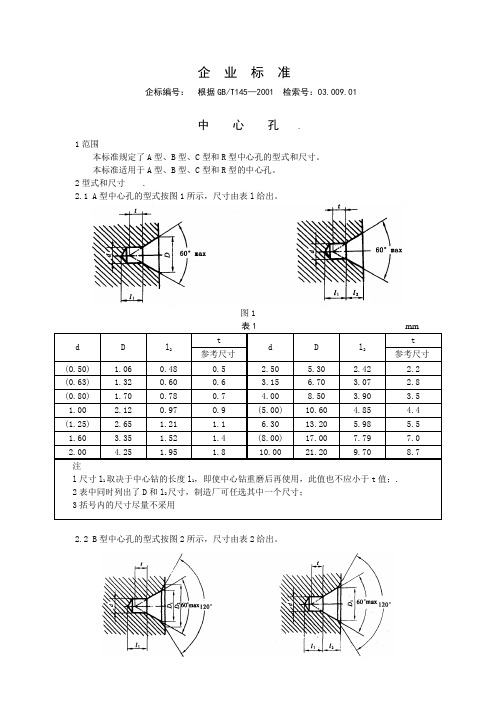
企 业 标 准中 心 孔 .1范围本标准规定了A 型、B 型、C 型和R 型中心孔的型式和尺寸。
本标准适用于A 型、B 型、C 型和R 型的中心孔。
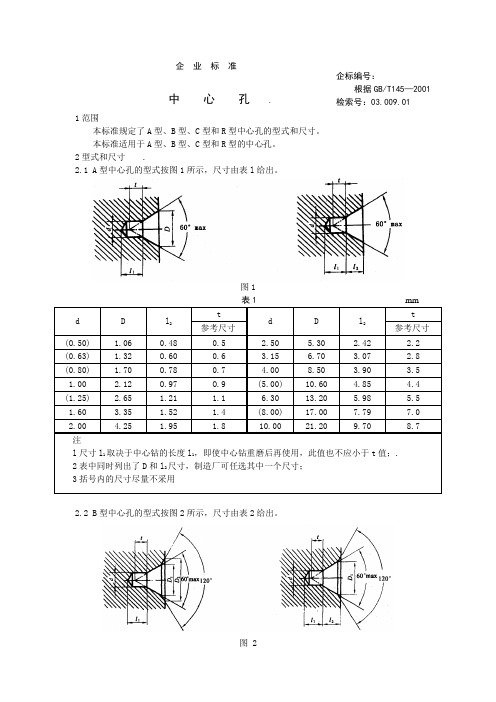
2型式和尺寸 .2.1 A 型中心孔的型式按图1所示,尺寸由表l 给出。
图1表1 mmd D l 2 t d D l 2 t 参考尺寸参考尺寸(O.50) 1.06 0.48 0.5 2.50 5.30 2.42 2.2 (0.63) 1.32 O.60 0.6 3.15 6.70 3.07 2.8 (0.80) 1.70 O.78 0.7 4.00 8.50 3.90 3.5 1.00 2.12 O.97 O.9 (5.00) 10.60 4.85 4.4 (1.25) 2.65 1.21 1.1 6.30 13.20 5.98 5.5 1.60 3.35 1.52 1.4 (8.00) 17.00 7.79 7.0 2.004.251.951.810.0021.209.708.7注l 尺寸l 1取决于中心钻的长度l 1,即使中心钻重磨后再使用,此值也不应小于t 值;. 2表中同时列出了D 和l 2尺寸,制造厂可任选其中一个尺寸; 3括号内的尺寸尽量不采用2.2 B 型中心孔的型式按图2所示,尺寸由表2给出。
图 2企标编号:根据GB/T145—2001 检索号:03.009.01表2 mmd D1D2l2td D1D2l2t参考尺寸参考尺寸1.002.123.15 1.270.94.008.5012.505.05 3.5 (1.25) 2.65 4.00 1.60 1.1(5.00)10.6016.00 6.41 4.41.60 3.35 5.00 1.99 1.4 6.3013.2018.007.36 5.52.00 4.25 6.30 2.54 1.8(8.00)17.0022.409.367.O2.50 5.308.003.20 2.210.0021.2028.0011.668.73.15 6.7010.004.03 2.8注l尺寸l1取决于中心钻的长度l1,即使中心钻重磨后再使用,此值也不应小于t值;2表中同时列出了D2和l2尺寸,制造厂可任选其中一个尺寸;3括号内d和D1与中心钻的尺寸一致;4括号内的尺寸尽量不采用2.3 C型中心孔的型式按图3所示,尺寸由表3给出。
中心钻的种类及用途
中心钻的种类及用途,中心钻的装夹,中心孔的钻削方法了解中心孔的种类及其作,了解尾座构造和掌握校正尾座中心的方法;掌握中心钻的装夹及其钻削的方法,了解中心钻的折断原因和预防方法;懂得切削液的使用。
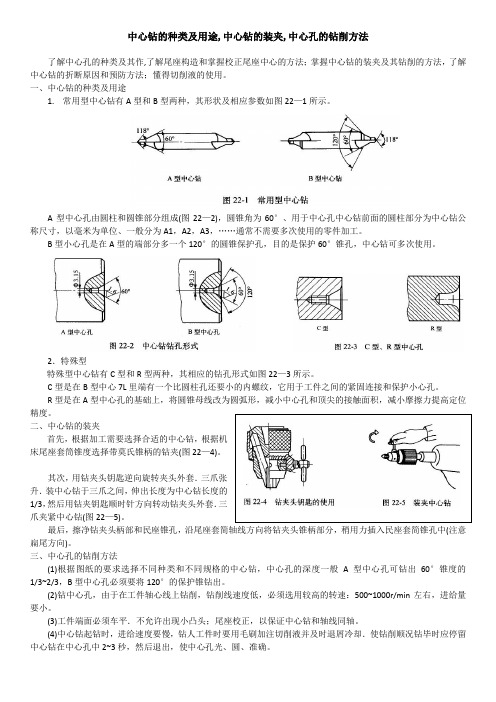
一、中心钻的种类及用途1. 常用型中心钻有A 型和B 型两种,其形状及相应参数如图22—1所示。
A 型中心孔由圆柱和圆锥部分组成(图22—2),圆锥角为60°、用于中心孔中心钻前面的圆柱部分为中心钻公称尺寸,以毫米为单位、一般分为A1,A2,A3,……通常不需要多次使用的零件加工。
B 型小心孔是在A 型的端部分多一个120°的圆锥保护孔,目的是保护60°锥孔,中心钻可多次使用。
2.特殊型特殊型中心钻有C 型和R 型两种,其相应的钻孔形式如图22—3所示。
C 型是在B 型中心7L 里端有一个比圆柱孔还要小的内螺纹,它用于工件之间的紧固连接和保护小心孔。
R 型是在A 型中心孔的基础上,将圆锥母线改为圆弧形,减小中心孔和顶尖的接触面积,减小摩擦力提高定位精度。
二、中心钻的装夹首先,根据加工需要选择合适的中心钻,根据机床尾座套筒锥度选择带莫氏锥柄的钻夹(图22—4)。
其次,用钻夹头钥匙逆向旋转夹头外套.三爪张升.装中心钻于三爪之间,伸出长度为中心钻长度的1/3,然后用钻夹钥匙顺时针方向转动钻夹头外套.三爪夹紧中心钻(图22—5)。
最后,擦净钻夹头柄部和民座锥孔,沿尾座套简轴线方向将钻夹头锥柄部分,稍用力插入民座套简锥孔中(注意扁尾方向)。
三、中心孔的钻削方法(1)根据图纸的要求选择不同种类和不同规格的中心钻,中心孔的深度一般A 型中心孔可钻出60°锥度的1/3~2/3,B 型中心孔必须要将120°的保护锥钻出。
(2)钻中心孔,由于在工件轴心线上钻削,钻削线速度低,必须选用较高的转速:500~1000r/min 左右,进给量要小。
(3)工件端面必须车平.不允许出现小凸头;尾座校正,以保证中心钻和轴线同轴。
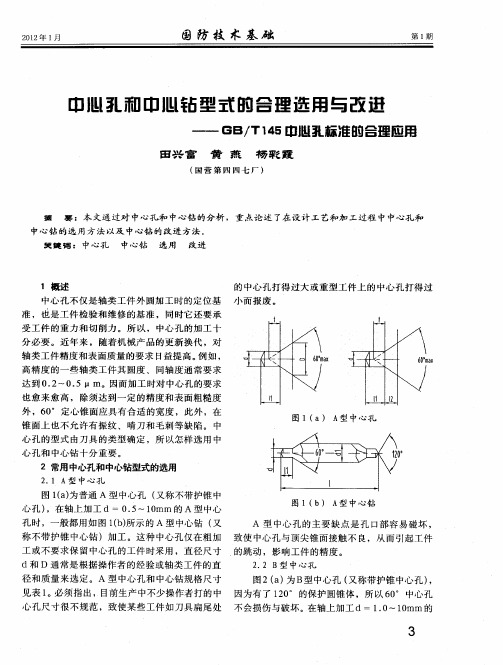
中心孔和中心钻型式的合理选用与改进——GB/T145中心孔标准的合理应用
见 表 3 。
24 . R型 中・ 心孔
图 4 ( )为 R型 中心 孔 ( a 又称 弧形 中心 孑 ) L ,它 与 6 。 顶 尖 的接 0 触 ,从 理 论 上 来 说 是 线 接 触 ,如 果 顶 尖 对 中 心 孑 的 压 力 较 大 而 使 中 L 心 孔 产 生 变 形 ,此 时 线 接 触 将 变 成 宽 度 较 窄 的 面 接 触 。 由 于 接 触
3
中心 孔 和 中 心 钻 型 式 的 合 理 选 用 与 改进
表 1 A型 中心 孔 和 中心钻 的 主要 参数
中心孔参数
d D l 2 t d l
G B/T1 45中心 孔 标 准 的 合 理 应 用
m m
2 C型 中 心 孔 .3
中心钻参数
3 . 15
3 . 15
3 . 15 3. 15
3 5 5.
09 .
11 .
13 . 16 .
20 .
纹 孔 。所 以 ,要 求 把 工 件 固定 在 轴
上 的 中心 孔 采 用 C 型 中心 孔 。 例
如 ,铣 床 上 用 的锥 柄 立 铣 刀 、锥 柄 键 槽 铣 刀 及 其 连 接 套 等 上 面 的 中
图 1( b) A型 中 心钻
A 型 中心 孔 的 主 要 缺 点 是 孔 口部 容 易 碰 坏 , 称 不带护锥 中心钻 )加工 。这种 中心孔仅在粗 加 致 使 中心 孔 与顶 尖 锥 面接 触 不 良 ,从 而 引 起 工 件 工 或 不 要 求 保 留 中心 孔 的工 件 时采 用 ,直 径 尺 寸 的跳动 ,影响工件 的精度 。
中心 钻 的 选 用 方 法 以及 中 心钻 的改 进 方 法 。
数控加工钻孔切削速度、进给量、背吃刀量选取参考表

数控加工钻孔切削速度、进给量、背吃刀量选取参考表
一、钻中心孔的切削用量
二、高速钢钻头切削用量选择表
三、高速钢钻头加工不同材料的切削速度(m/min)
四、硬质合金钻头切削用量选择
五、硬质合金钻头加工不同材料的切削速度(m/min)
六、高速钢及硬质合金钻头扩孔切削用量选择表
七、高速钢扩孔钻扩孔时的切削速度m/min
八、硬质合金扩孔钻扩孔时的切削速度m/min
九、铰刀铰削切削用量选择表
十、高速钢铰刀粗铰削的切削速度m/min(粗铰)
十一、高速钢铰刀铰削的切削速度m/min(精铰)。