JCS-018立式加工中心主轴箱及进给系统设计
数控机床的结构与设计-复习思考题-09

数控机床的结构与设计_复习思考题复习思考题1.加工中心的定义是什么?它应具有哪些功能?2.加工中心的工作原理是什么?3.加工中心的基本组成有哪几部分?4.加工中心的分类方法有哪几种。
5.JCS一018型立式加工中心的功能及结构组成是什么?6.根据图1-6说明JCS一018型立式加工中心的传动系统。
7.根据图1—8说明JCS一018型主轴部件的结构组成、功能及特点。
8.说明JCS一018型自动换刀装置的结构组成、功能及特点。
9.说明JCS一018型自动换刀的过程及PC控制器的控制过程。
10.简述JCS一018型立柱、床身、滑座及工作台的结构特点。
11.简述JCS一018型伺服进给系统的组成及传动路线。
12.说明发纳克7CM的基本组成。
13.主传动方式有哪几种?各有何特点?14.试说明加工中心的主轴结构。
15·加工中心主轴轴承有哪几种?各有何特点?各适用于什么场合?16.加工中心主轴轴承配置形式有几种?各适用什么场合?17.试述加工中心主轴轴承的配合量及其影响。
18.何谓对滚动轴承的预紧?何谓径向预紧及轴向预紧?19.主轴轴承的润滑方式有哪几种?各有何特点?20.试述加工中心刀具自动夹紧装置的组成及夹紧与松开的动作。
21.试述主轴定向的原理及定向的方式。
22.主轴电动机有何特点?23.试述伺服电机与进给丝杠的联接方法。
24.消除齿隙的方法有哪几种?各有何特点?25.滚珠丝杠螺母副的工作原理及特点是什么?何为内循环和外循环方式? 26.试述滚珠丝杠螺母副消除间隙及预加载荷的方法。
27.试述静压蜗杆蜗母条传动副工作原理。
28.何谓磁力丝杠螺母副?它有什么优点?29.简述丝杠专用角接触球轴承的特点及配置。
30.何谓分度工作台和数控转台?试举例说明。
31.何谓塑料滑动导轨?何谓滚动导轨?各有何特点?32.自动换刀装置有哪几种形式?各有何特点?33.刀库有哪几种形式?各适用于什么场合?34.刀具交换装置有哪几种?35.刀具的选择方式有几种?各适用何种场合?36.简述机械手类型、特点及适应范围。
立式加工中心主轴箱结构设计开题报告

收集并阅读JCS-018立立式加工中心主轴箱及进给系统设计方面的书籍,以及相应的标准,了解JCS-018立式加工中心主轴箱及进给系统的进展史;在阅读资料的前提下,初步定出主轴箱各部分技术参数,设计计算,方案选择并确定可行的方案路线;依据初定的外形尺寸绘制图纸;整理书写设计说明书;
本文以JCS-018立式加工中心为例,进行主轴箱的设计。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
一)主要研究内容
1.调查分析JCS-018或其他型号的立式加工中心的加工特点,确定新设计的数控立式加线的选择。
数控技术是用数字信息对机械运动和工作过程进行控制的技术;是制造业实现自动化、柔性化、集成化生产的基础;是提高产品质量、提高劳动生产率必不可少的物质手段;是国防现代化的重要战略物质;是关系到国家战略地位和体现国家综合国力水平的重要基础性产业。当今世界各国制造业广泛采纳数控技术,
以提高制造能力和水平,提高对动态多变市场的适应能力和竞争能力。大力进展以数控技术为核心的先进制造技术已成为世界各发达国家加速经济进展、提高综合国力和国家地位的重要途径。此外世界上各工业发达国家还将数控技术及数控装备列为国家的战略物资,不仅采取重大措施来进展自己的数控技术及其产业,而且在“高精尖”数控关键技术和装备方面对我国实行封闭和限制政策。根据国民经济进展和国家重点建设工程的具体需求,设计制造“高、精、尖”重大数控装备,打破国外封闭,掌握数控装备关键技术,创出中国数控机床品牌,提高市场占有率是全面提升我国基础制造装备的核心竞争力的关键所在。
毕 业 设 计 ( 论 文 ) 开 题 报 告
学生姓名
学号
班级
所属院系专业
指导教师1
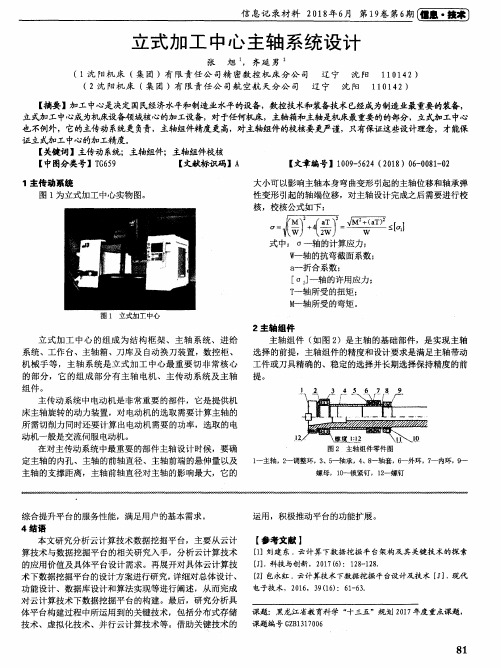
立式加工中心主轴组件的结构设计

摘要加工中心由于备有刀库并能自动更换刀具,使得工件在一次装夹中可以完成多工序的加工。
加工中心一般不需要人为干预,当机床开始执行程序后,它将一直运行到程序结束。
加工中心还赋予了专业化车间一些诸多优点,如:降低机床的故障率,提高生产效率,提高加工精度,削减废料量,缩短检验时间,降低刀具成本,改善库存量等。
由于加工中心的众多优势,所以它深受全球制造企业的青睐。
加工中心主要由主轴组件、回转工作台、移动工作台、刀库及自动换刀装置以及其它机械功能部件组成。
其中的主轴组件是机床重要的组成部分,其运动性能直接影响机床加工精度与表面粗糙度。
本文在查阅大量国内外文献的基础上,通过研究分析不同加工中心主轴组件的性能,综合地比较了其特点,并拟定了一个较为合理的主轴组件结构方案。
同时,还就主轴、轴承以及丝杠等重要零件的机械性能进行了探讨,并对这些零件的刚度和强度进行了校核。
此外,本设计中所采用的陶瓷轴承能有效地增加主轴的刚度,从而提高了加工中心的可靠性和稳定性。
关键词:主轴组件,加工中心,数控机床Spindle unit design of Vertical machining centerABSTRACTMachining center evolved from the need to be able to perform a variety of operations and machining sequences on a workpiece on a single machine in one setup. Machining center requires little operator intervention, and once the machine has been set up, it will machine without stopping until the end of the program is reached. Some of the other advantages that machining centers give a manufacturing shop are greater machine uptime, increased productivity, maximum part accuracy, reduced scrap, less inspection time, lower tooling costs, less inventory and so on. Because of their many advantages, machining centers become widely accepted by manufacturing enterprises in the world.Machining centers are equipped with spindle units, rotary workbench, moving workbench, tool magazines and automatic tool changers, and other mechanical function components. Spindle unit is the important motion part of the metal cutting machine tool. Its movement behavior affects the machining accuracy and surface roughness of part to be machined. Through referring to a variety of technical literatures, the characteristics of some kinds of spindle units are compared with each other based on analysis and research work on different machining centers. A reasonable scheme can be studied out. Meanwhile, the mechanical behaviors of principle parts such as the spindle,bearings and lead screw are discussed. Their rigidity and strength are calculated and examined here. Morever, a kind of advanced ceramic bearings is introduced into the spindle unit, which can effectively enhance the rigidity of spindle units. They will improve the reliability and stability of machining centers.Key words:spindle unit,machining center,NC machine tool立式加工中心主轴组件的结构设计0 引言装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,数控技术及装备是发展高新技术产业和尖端工业(如:信息技术及其产业,生物技术及其产业,航空、航天等国防工业产业)的使能技术和最基本的装备。
数控立式加工中心的主轴箱设计设计开题报告
数控立式加工中心的主轴箱设计设计开题报告1 开题依据机床是将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为”工作母机”或”工具机”,习惯上简称机床。
现代机械制造中加工机械零件的方法很多:除切削加工外,还有铸造、锻造、焊接、冲压、挤压等。
在一般的机器制造中,机床所担负的加工工作量占机器总制造工作量的40%-60%,机床在国民经济现代化的建设中起着重大作用。
所以此次提出数控立式加工中心的设计。
2 文献综述2.1 数控机床的基本概况数控(numerical control,NC)机床,顾名思义,是一类由数字程序实现控制的机床。
与人工操作的普通机床相比,它具有适应范围广、自动化程度高、柔性强、操作者劳动强度低、易于组成自动生产系统等优点[2]。
数控机床也就是一种装了程序控制系统的机床,该系统能逻辑处理具有使用号码或其他符号编码指令规定的程序 [8]。
1952年,美国PARSON公司与麻省理工学院(MIT)合作,研制出世界上第一台数控机床。
从此机床行业,乃至整个制造业和相关产业进入了一个新的发展阶段。
在机床行业,由于采用了数控技术,许多过去在普通机床上无法完成的工艺内容得以完成,大量普通机床为数控机床所代替,这就极大地促进了机床行业的技术进步和行业发展。
对于整个制造业,由于大量引用数控机床,使得产品质量大幅度提高,新产品开发周期明显缩短,满足了广大消费者求新和追求个性化的要求,从而形成了制造业与市场相互促进的发展趋势。
一段时期内机床行业在技术发展上曾被视为“夕阳工业”,如今再度受到全世界的高度重视。
在这一历史转变中,数控机床的产生与发展功不可没。
此外,数控机床的发展,还带动了众多相关产业和技术的发展。
随着科学技术的发展,机械产品的结构越来越合理,其性能、精度和效率日趋提高,更新换代频繁,生产类型由大批大量生产向多品种小批量生产转化。
因此,对机械产品的加工相应地提出了高精度、高柔性与高度自动化的要求。
JCS018A加工中心结构
加工中心结构及附件2.1.1 主传动系统1.对加工中心主轴系统的要求加工中心主轴系统主要由主轴动力、主轴传动、主轴组件等部分组成。
由于加工中心相对一般的数控铣床来说必须具有更高的加工效率,更宽的使用范围,更高的加工精度,因此,它的主轴系统必须满足如下要求:(1)具有更大的调速范围并实现无级变速(2)具有较高的精度与刚度,传动平稳,噪声低(3)良好的抗振性和热稳定性(4)具有刀具的自动夹紧功能2.主轴电动机与传动1)主轴电动机加工中心常用的主轴电动机有交流调速和交流伺服电动机两种。
交流调速电动机通过改变电动机的供电频率可以调整电动机的转速,这种电动机成本较低,但不能实现电动机轴的径向准确定位。
交流伺服主轴电动机是一种高效能的主轴驱动电动机,这种电动机轴不但能实现任意径向的定位,还能以大转矩实现微小角度的转动。
2)主轴传动系统低速主轴常采用齿轮变速机构或同步带构成主轴的传动系统,从而可增强主轴的驱动力矩,适应主轴传动系统性能与结构。
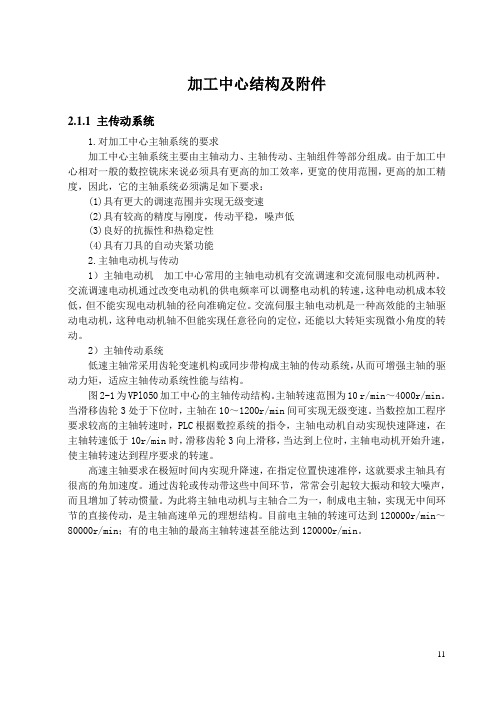
图2-1为VPl050加工中心的主轴传动结构。
主轴转速范围为10 r/min~4000r/min。
当滑移齿轮3处于下位时,主轴在10~1200r/min间可实现无级变速。
当数控加工程序要求较高的主轴转速时,PLC根据数控系统的指令,主轴电动机自动实现快速降速,在主轴转速低于10r/min时,滑移齿轮3向上滑移,当达到上位时,主轴电动机开始升速,使主轴转速达到程序要求的转速。
高速主轴要求在极短时间内实现升降速,在指定位置快速准停,这就要求主轴具有很高的角加速度。
通过齿轮或传动带这些中间环节,常常会引起较大振动和较大噪声,而且增加了转动惯量。
为此将主轴电动机与主轴合二为一,制成电主轴,实现无中间环节的直接传动,是主轴高速单元的理想结构。
目前电主轴的转速可达到120000r/min~80000r/min;有的电主轴的最高主轴转速甚至能达到120000r/min。
图2-1 VP1050加工中心的主轴传动机构1-主轴驱动电动机 2、5-主轴齿轮 3-滑移齿轮 4、6-从动齿轮3.加工中心主轴组件加工中心主轴组件包括主轴、主轴轴承、传动件、密封件、自动夹紧装置、主轴定向装置和主轴锥孔清理装置等结构。
立式数控加工中心的进给系统和主轴系统分析

立式数控加工中心的进给系统和主轴系统分析立式数控加工中心是一种常用于金属加工的先进设备,可以实现高效、精确的加工过程。
其中,进给系统和主轴系统是立式数控加工中心的两个核心部分。
本文将对立式数控加工中心的进给系统和主轴系统进行详细的分析和解释。
进给系统是立式数控加工中心的关键部件之一,在加工过程中负责控制工件的运动速度和位置。
它由进给电机、进给螺杆、导轨、伺服系统等组成。
进给电机通过传动装置将动力传递给进给螺杆,通过螺杆的旋转实现工件在三个坐标轴上的移动。
而导轨则起到支撑和导向工件的作用。
进给系统的主要功能是实现加工过程中工件的精确定位和运动控制。
通过在电脑数控系统中设定加工程序,可以精确控制进给系统的运动速度、加速度和位置,实现复杂零件的加工。
进给系统的精度和可靠性对加工质量和效率起着重要的影响。
因此,在设计和选择进给系统时,需要考虑其精度、刚性、稳定性等因素。
与进给系统相比,主轴系统在立式数控加工中心中的作用更为重要。
主轴系统是控制刀具转速和切削参数的关键部件,直接影响加工效果和加工质量。
主轴系统由主轴电机、主轴轴承、主轴传动装置等组成。
主轴电机是主轴系统的动力源,通常采用交流伺服电机或直流伺服电机。
它通过传动装置将动力传输给主轴轴承,进而带动刀具转动。
主轴轴承是主轴系统的核心部件,它承受着高速旋转和切削载荷。
因此,主轴轴承需要具备高刚度、高精度、高转速等特点,以确保刀具的稳定运转和加工质量。
主轴传动装置的设计也非常重要,它可以采用直接驱动或传统的皮带传动方式。
直接驱动主轴系统具有传动效率高、动态响应速度快等优点,适用于高速精密加工。
而皮带传动方式则具有结构简单、维护方便等优势,适用于一般加工需求。
除了运转稳定性之外,主轴系统还需要具备快速的切削速度和灵活的切削能力。
通过电脑数控系统对主轴电机的转速进行调控,实现不同工件的精确加工。
同时,主轴系统还应具备冷却装置,以保持刀具和工件的适宜温度,提高切削质量和加工效率。
国家开放大学电大专科《数控机床》简答题综合题题库及答案(试卷号2431)
国家开放大学电大专科《数控机床》简答题综合题题库及答案(试卷号2431)国家开放大学电大专科《数控机床》简答题综合题题库及答案(试卷号:2431)盗传必究一、简答题1.数控机床的刀库有哪些类型?答:(1)鼓轮式;(2)链式;(3)格子箱;(4)直线式。
(5分)2.数控机床进给传动系统中选用传动齿轮副的作用是什么?答:进给系统采用齿轮传动装置,是为了使丝杠、工作台的惯性在系统中占有较小比重;同时可使高转速低转矩的伺服驱动装置的输出变为低转速大扭矩,从而适应驱动执行元件的需要;另外,在开环系统中还可计算所需的脉冲当量。
(5分)3.球杆仪的作用是什么?简述其测量原理。
答:球杆仪的作用:机床精度综合检测分析的标准设备。
(5分)球杆仪的测试原理为:利用机床的两轴联动做圆弧插补,通过分析圆弧的半径变化和弧线的轨迹特征来判断机床的误差元素。
(5分)4.简述数控机床的基本使用条件。
答:数控机床的基本使用条件:(1)保证一定的环境温度和湿度;(2)地基牢靠,有隔震措施;(3)工作地点允许的海拔高度为1000m;(4)稳定的供电电源,有抗干扰措施;(5)保护接地。
(10分)5.简述数控机床的基本组成部分。
答:控制介质、数控系统、伺服系统、机床本体、反馈装置和各类辅助装置组成。
(5分)6.简述全功能型数控车床的特点。
答:特点:控制系统是标准型的,带有高分辨率的CRT显示器以及各种显示、图形仿零点、刀具补偿等功能,而且还有通信或网络接口。
全功能型数控车床采用闭环或半闭环控制的伺服系统,可以进行多个坐标轴的控制,具有高刚度、高精度和高效率等特点。
(5分)7.简述滚珠丝杠螺母副传动的工作原理。
答:工作原理:在丝杠和螺母上都有半圆弧形的螺旋槽,当它们套装在一起时便形成了滚珠的螺旋滚道。
螺母上有滚珠回路管道,将几圈螺旋滚道的两端连接起来构成封闭的循环滚道,并在滚道内装满滚珠。
当丝杠旋转时,滚珠在滚道内既自转又沿滚道循环转动。
因而迫使螺母(或丝杠)轴向移动。
立式加工中心总体方案设计

郑州航空工业管理学院毕业论文(设计)2010 届机械设计制造及其自动化专业班级题目JCS-018型立式加工中心总体方案设计姓名学号指导教师职称二О一0 年五月一日摘要本文主要是对JCS-018型立式加工中心总体方案进行设计。
立式加工中心是一种工序高度集中、自动化程度高的机电一体化设备。
工件在一次装夹后,可以自动连续地完成镗,铣,钻,铰,扩,锪和攻螺纹等多种工序的加工。
本文论述了JCS-018立式加工中心总体方案的拟定过程和设计方法,完成了机床传动系统的分析计算。
进行了三向进给传动系统的设计计算,包括驱动电机和进给丝杠等的设计分析和校核计算。
完成了主传动系统设计计算,确定了主传动功率–扭矩关系曲线。
论文完成了加工中心总体结构的原理性设计。
重点进行了三向进给传动,主轴传动的结构设计,并分析了优化加工中心传动性能的结构措施。
论文还对X、Y工作台、刀库等扩展功能辅助部件的结构进行了分析。
论文研究中充分应用先进设计手段辅助加工中心总体设计,利用SolidWorks技术进行加工中心三维布局及造型设计,确定加工中心外观造型的初步方案。
既使产品设计过程可视化,也提高了设计效率。
关键词立式加工中心;总体设计;计算机辅助设计AbstractThis artthe overall program designed of JCS-018 vertical machining center . Vertical machining center is a equipment that is process highly concentrated, high degree of automation and electrical integration. With workpiece in a single setup, you can automatically and continuously to complete boring, milling, drilling, joint, expansion, countersink and tapping and other machining processes .This article discusses the JCS-018 vertical machining center of the overall program design process and completed the analysis and calculation of machine tool drive system. It carries out design and calculation in three directions to the transmission system, which including analysis and checking calculation to the drive motor and feed screw design. Article also comples the main drive system design and calculation to determine the main driving power - torque curve.Paper completes the schematic design of the CNC’S overall structure. Article carries out the important design of spindle drive to feed drive and analysis of transmission performance to optimize the structure of machining center measures. The structure of extension such as X, Y table and tool accessories were analyzed. In this paper the advanced processing were applicated to support the of center overall design. It also uses SolidWorks 3D technology for machining center layout and design and determines processing center to the initial appearance program.It not only visualizats product design and process but also improves the design efficiency.Key wordsVertical Machining Center; Overall Design; Computer Aided Design目录第一章绪论 (5)1.1课题的背景 (5)1.2国内外相关产品及现状 (7)1.3本文主要研究内容及技术路线 (8)第二章加工中心设计方案的拟定 (10)2.1 立式加工中心结构类型的分析 (10)2.1.1 主传动结构形式 (10)2.1.2 进给传动结构形式 (11)2.2 立式加工中心布局形式分析 (11)2.2.1 中速实用型 (11)2.2.2 高速加工型 (12)2.3 加工中心布局形式的确定 (12)2.4 加工中心传动系统方案的确定 (13)第三章加工中心传动系统的理论计算 (15)3.1 三向进给传动系统理论计算 (15)3.1.1丝杆导程和轴颈的选定 (15)3.1.2 X轴方向滚珠丝杠规格的选择及验算 (15)3.1.3 Y、Z向丝杠的确定 (20)3.1.4 滚珠丝杠螺母形式的确定 (20)3.2 主传动系统理论计算 (20)3.2.1 主传动功率的选定 (20)3.2.2 主传动功率一扭矩特性 (21)第四章加工中心主体结构原理性设计 (24)4.1 三向进给传动结构设计 (24)4.1.1 X、Z向进给传动结构 (25)4.1.2 Z向进给传动结构 (27)4.2主轴传动结构设计 (29)4.2.1 齿形皮带及带轮(结构图4-7中件5、3) (29)4.2.2 编码器(结构图4-7中件4) (30)4.2.3 主轴组件(结构图4-7中件6) (31)4.2.4 刀具松开夹紧机构(结构图4-7中件7) (31)4.3 主轴组件的设计计算 (31)4.3.1主轴轴承的选择 (31)4.3.2 主轴主要参数的确定 (32)4.4 刀库 (34)4.5 机械手 (34)4.6 其它辅助机构 (36)第五章机床三维布局及造型辅助设计 (37)5.1 三维CAD软件SolidWorks简介 (37)5.2 机床主要功能部件三维参数化建模 (39)5.2.1 床身 (39)5.2.2 立柱 (39)5.2.3 主轴箱 (40)5.3 加工中心整体三维结构布局设计 (40)第六章结论 (42)致谢 (43)参考文献 (43)第一章绪论1.1课题的背景装备制造业是为国民经济发展和国防建设提供技术装备的基础性产业,承担着为国民经济各部门提供工作母机、带动相关产业发展的重任,可以说它是工业的心脏和国民经济的生命线,是支撑国家综合国力的重要基石。
JCS-018型立式数控铣削加工中心Z向工作台装配、主轴箱装配与BF3控制系统设计

一引言随着数控计算技术的高速发展,传统的制造业开始了根本性的变革,各工业发达国家投入巨资,对现代制造业技术进行研究开发,提出了全新的制造模式。
在现代制造业系统中,数控技术是关键技术,他集微电子,计算机,信息处理,自动检测,自动控制等高新技术于一体,具有高精度,高效率,柔性自动化等特点,对制造业实现柔性自动化,集成化,智能化起着举足轻重的作用。
目前,数控技术正在由专用型封闭式开环控制模式向通用型开放式实时动态全闭环控制模式发展。
在集成化基础上,数控系统实现了超薄型,超小型化;在智能化基础上,综合了计算机,多媒体,模糊控制,神经网络等多学科技术,数控系统实现了高速,高精,高效控制,加工过程中可以自动修正,调节与补偿各项参数,实现了在线诊断和智能化故障处理;在网络化基础上,CAD/CAM与数控系统集成为一体,数控机床联网实现了中央集中控制的群控加工。
长期以来,我国的数控系统为传统的封闭式体系机构,CNC只能作为非智能的机床运动控制器。
加工过程变量根据经验一固定参数形式事先设定,加工程序在实际加工前用手工方式或通过CAD/CAM及自动编程系统进行编制。
CAD/CAM 和CNC之间没有反馈控制环节,整个制造过程CNC只是一个封闭式的开环执行机构。
在复杂环境以及多变条件下,加工过程中的道具组合,工件材料,主轴转速,进给速率,刀具轨迹,切削深度,步长,加工余量等加工参数,无法再现场环境下根据外部干扰和随机因素实时动态调整,更无法通过反馈控制环节随机修正CAD/CAM中的设定量,因而影响CNC的工作效率和产品加工质量。
由此可见,传统CNC系统的这种固定程序控制模式和封闭制体系结构,限制了CNC向多变量智能化控制发展,已不适应日益复杂的制造过程,因此,对数控技术实行变革势在必行。
数控技术的应用不但费传统制造业带来了革命性的变话,制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业(IT,汽车,轻工,医疗等)的发展起着越来越重要的作用,因为这些行业所需装备的数字化已是实现现代化发展的大趋势。
立式数控铣床进给系统课程设计
立式数控铣床进给系统课程设计
1.引言
立式数控铣床是现代制造业中常见的机床之一,掌握其进给系统的原理与设计方法对提高企业的加工效率和产品质量至关重要。
本文将围绕立式数控铣床进给系统的课程设计展开,主要内容包括进给系统的原理、进给系统的设计、性能测试与优化。
2.进给系统的原理
立式数控铣床的进给系统包括伺服电机、进给控制器、滚珠丝杠等组成。
伺服电机负责提供动力,进给控制器接收指令并控制伺服电机运动,滚珠丝杠则传递运动力到工件上。
进给系统的原理就是通过控制伺服电机的运动实现工件在X、Y和Z三个方向上的进给运动。
3.进给系统的设计
进给系统的设计主要包括选型、传动方式、控制系统的设计等。
首先需要根据加工要求选取合适的伺服电机和滚珠丝杠,以满足所需的进给速度和精度。
然后确定进给系统的传动方式,常见的有螺旋齿轮传动、皮带传动等。
最后设计控制系统,包括编程、运动控制、位置检测等,确保进给系统的稳定性和准确性。
4.性能测试与优化
完成进给系统的设计后,需要进行性能测试与优化。
性能测试包括进给速度、定位精度、负载能力等方面的测试。
通过与设计要求进行比较,发现不足之处并进行相应的优化调整,以达到更好的性能指标。
5.结论
本文围绕立式数控铣床进给系统的课程设计进行了详细介绍。
进给系统的原理、设计和性能测试与优化是设计中重要的环节,只有掌握这些知识,才能设计出稳定性能好的进给系统,提高工件加工效率和产品质量。
立式数控铣床工作台进给传动系统的设计
立式数控铣床工作台进给传动系统的设计首先,立式数控铣床的工作台(X轴)进给传动系统需要具备高精度、高刚性和高可靠性的特点。
因此,在设计中需要选择合适的传动方式和传动元件,并进行系统的优化设计。
传动方式有很多种,如直线导轨传动、滚珠丝杠传动、齿轮传动等。
根据立式数控铣床的特点和要求,一般采用滚珠丝杠传动。
滚珠丝杠传动具有传动精度高、刚性好、反应灵敏等特点,适用于高精度的数控铣床。
滚珠丝杠的选择需要考虑工作台(X轴)的负载、速度和精度要求。
一般来说,工作台负载越大,所需密封循环滚珠丝杠的精度越高;而速度越高,所需螺帽的刚性越大。
因此,在设计中需要根据具体要求选择合适的滚珠丝杠规格。
在滚珠丝杠传动系统中,螺帽是受力最大的部件,因此螺帽的设计也是很关键。
螺帽需要具备良好的刚性和耐磨性,以保证传动的稳定性和寿命。
一般来说,尽量选择存在预紧力的预紧螺帽,以减小螺母的游隙,提高传动的精度。
除了滚珠丝杠传动外,还可以考虑结合其他传动方式,如伺服电机等。
伺服电机作为传动设备的一种,能够实现精确的位置控制和高速运动。
在设计中,可以选择合适的伺服电机,并进行精确的校准和调试,以实现更高的工作精度和效率。
此外,还需要考虑工作台(X轴)进给传动系统的润滑方式。
对于滚珠丝杠传动系统,需要进行润滑和维护,以减小运动阻力和摩擦损失。
一般来说,采用中空滑道和滚珠滚道的润滑方式,可以提高传动的平稳性和寿命。
总之,立式数控铣床工作台(X轴)进给传动系统的设计需要根据具体要求选择合适的传动方式和传动元件,并进行系统的优化设计。
通过合理的设计和选择,可以提高机械性能和工作精度,满足不同加工要求。
同时,对传动系统的润滑和维护也需要重视,以保证系统的可靠性和寿命。
说明JCS-018型主轴部件的结构组成、功能及特点。

说明JCS-018型主轴部件的结构组成、功能及特点。
JCS-018型主轴部件是一种机械设备的重要组成部分,它通常用于驱动和支撑机械设备的转动操作。
其结构组成、功能及特点如下:
1. 结构组成:
JCS-018型主轴部件由主轴轴承、主轴箱、主轴齿轮和主轴电机等组成。
其中,主轴轴承用于支撑主轴的旋转,主轴箱则是主轴部件的外壳,承载主轴的所有组成部分。
主轴齿轮用于从主轴电机传递动力给主轴,通过齿轮传动实现主轴的转动。
2. 功能:
主轴部件的主要功能是提供转动力和转动支撑给机械设备。
主轴轴承支撑主轴的旋转,主轴齿轮从主轴电机接收动力,再通过齿轮传动将动力传递给主轴,使主轴能够旋转,从而驱动机械设备的转动。
3. 特点:
- 高强度:JCS-018型主轴部件采用优质材料制造,具有较高的强度和耐磨性,能够承受较大的转动力和重载。
- 高精度:主轴部件的制造工艺和加工精度要求较高,能够保证主轴的转动平衡和精度,提供稳定可靠的转动操作。
- 节能高效:主轴部件采用现代化的传动技术,可实现高效的能源转换和传递,提高机械设备的工作效率,降低能源消耗。
- 调整灵活:JCS-018型主轴部件通常配备调整装置,可以进行轴向和径向的调整,以适应不同的工作需求和工作环境。
- 维护方便:主轴部件采用模块化设计,方便维护和更换损坏部件,减少维护成本和停机时间。
JCS018加工中心

五、典型部件结构(11)
机械手结构 (5)
如图所示为机械手抓刀部分的结构,它主要由手臂1和固定其两 端的结构完全相同的两个手爪7组成。手爪上握刀的圆弧部分有 一个锥销6,机械手抓刀时,该锥销插入刀柄的键槽中。当机械 手由原位转75°抓住刀具时,两手爪上的长销8分别被主轴前端 面和刀库上的挡块压下,使轴向开有长槽的活动销5在弹簧2的 作用下右移顶住刀具。机械手拔刀时,长销8与挡块脱离接触, 锁紧销3被弹簧4弹起,使活动销顶住刀具不能后返,这样机械 手在回转180。时,刀具不会被甩出。当机械手上升插刀时,两 长销8又分别被两挡块压下,锁紧销从活动销的孔中退出,松开 刀具,机械于便可反转75°复位。
五、典型部件结构(9)
机械手结构 (3)
抓刀动作结束时,齿条17上的挡环12压下位置开关14, 发出拔刀信号,于是液压缸15的上腔通压力油,活塞 杆推动机械手臂轴16下降拔刀。在轴16下降时,传动 盘10随之下降,其下端的销子8插入连接盘5的销孔中, 连接盘5和其下面的齿轮4也是用螺钉联接的,它们空 套在轴16上。当拔刀动作完成后,轴16上的挡环2压 下位置开关1,发出换刀信号。这时液压缸20的右腔 通压力油,活塞杆推着齿条19向左移动,使齿轮4和 连接盘5转动,通过销子8,由传动盘带动机械手转 180°,交换主轴上和刀库上的刀具位置。
JCS-018A刀库结构图例
五、典型部件结构(6)
刀库的结构(2)
刀套下转90°后,拨叉7上升到终点,压住定 位开关10,发出信号使机械手抓刀。刀套的 结构如图所示。
JCS-018A刀套结构图例
五、典型部件结构(7)
机械手结构 (1)
本机床上使用的换刀机械手为回转式单臂双手机械手, 其动作全部由液压驱动。如图所示,主要由以下部件 构成:
JCS-18加工中心、X-Y向工作台装配、BF6控制系统设计_毕业设计

目录中文摘要 (I)英文摘要 (II)1 JCS-018型立式加工中心概述 (1)1.1 JCS-018型立式加工中心的特点 (1)1.2 加工中心分类 (1)1.3加工中心工作原理 (2)1.4 加工中心工作范围 (2)1.5加工中心组成部件 (3)1.6 加工中心加工标准 (4)1.7毕业设计主要内容 (5)2 BF6控制系统设计 (6)2.1 BF6系统的特点及功能 (6)2.2 BF6系统结构 (7)2.3 芯片功能 (8)3 X-Y向工作台装配设计 (16)3.1 设计参数 (16)3.2 机械部件的选择 (16)4 JCS-018型立式数控铣削加工中心外形设计 (35)4.1 JCS-018立式加工中心简介 (35)4.2 机床特点 (36)4.3 机床布局 (36)总结 (38)致谢 (40)参考文献 (41)中文摘要加工中心是高度机电一体化的产品,它综合了数控铣床、数控镗床、数控钻床等机床的功能并集中在一台设备上,且增设了自动换刀装置和刀库的数控机床,是高效、高速、自动化技术和数控技术的最佳组合,是高性能与经济性的完美统一。
本次任务是设计JCS-018型立式数控铣削加工中心外型、X-Y向工作台装配以及BF6控制系统,每一部分的设计都经过了精确地计算和查取相关资料,每个CAD图的完成也是经过数次的修改。
外型设计中对JCS-018加工中心布局设计做了了解,学习了BF6系统中各个芯片的功能,最难设计的是X-Y向工作台,其中对滚珠丝杠、直线滚动导轨做了详细的计算,根据给定的数据,计算载荷,进而得出所选择部件的型号,从而一步步完成总体的设计。
关键词:加工中心控制系统滚珠丝杠直线滚动导轨Title:JCS-018 type vertical CNC milling machining centers appearance,On X-Y table assembly and The BF6 control system designAbstractMachining centers are highly mechanical and electrical integration products,It is a combination of CNC milling, CNC boring machine, CNC drilling machine and other machine functions and focus on a single device,and it is the CNC machine that add an automatic tool changer and tool magazine.It is the best combination of efficient, high-speed, automated technology and CNC technology, and the perfect unity of performance and economy .The task is to design JCS-018 type vertical CNC milling machining centers appearance,On X-Y table assembly and The BF6 control system .T he design of each part of the accurate calculation and collect the related data, each of the CAD map of completed and after several modifications.Exterior design of the JCS-018 machining center layout did understand,I have learnt the function of each chip in BF6 system.The design is difficult on X-Y table,I made a detailed calculation of the ball screw and linear rolling guide.According to the given data,I calculate the load,and then come to the selected part of the model,thus complete the overall design step by step.Keywords:Machining center Control Systems Ball screw Linear rolling guideJCS-018型立式加工中心概述加工中心是综合了数控铣床、数控镗床、数控钻床等机床的功能并集中在一台设备上,且增设了自动换刀装置和刀库的数控机床,是高效、高速、自动化技术和数控技术的最佳组合,是高性能与经济性的完美统一。
JCS-018型立式加工中心

3.伺服进给系统
伺服进给系统
4.主要部件结构
(1)主轴部件
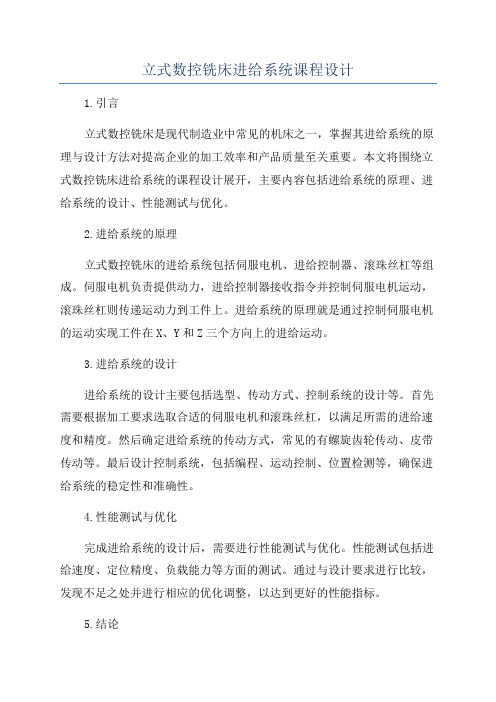
图3-70 主轴结构 1—刀柄 2—主轴 3—拉钉 4—钢球 5—碟形弹簧 6—拉杆 7—螺旋弹簧 8—活塞 9、10—行程开关
使用弹性卡爪的刀具自动夹紧机构
图3-71 使用弹性卡爪的刀具自动夹紧机构 1—主轴 2—刀柄 3—拉钉 4—弹性卡爪 5—碟形弹簧 6—拉杆
主轴部件模型
(2)换刀过程示意图
刀库结构
换刀过程
机械手臂和手爪
1、2—弹簧3—锁紧销4—销 5—活动销 6—固定爪 7—锥销
四、数控编程技术
数控编程的主要内容包括:
加 零件图 工
工
数 学
编 写 程
制
备 控
程 首 数控机床 序件
艺
处
序
制 校试
分 析
理
清 单
介 验切 质
图纸工艺分析
这一步与普通机床加工零 件时的工艺分析相同,即 在对图纸进行工艺分析的 基础上,选定机床、刀具 与夹具;确定零件加工的 工艺线路、工步顺序及切 削用量等工艺参数等。
将程序单上的内容 ,经转换记录在控 制介质上,作为数 控系统的输入信息 ,若程序较简单, 也可直接通过键盘 输入。
零件图纸
图纸工艺分析
计算运动轨迹
修
程序编制改Leabharlann 制备控制介质校验和试切
错误
程序的校验和试切
所制备的控制介质, 必须经过进一步的校验 和试切削,证明是正确 无误,才能用于正式加 工。如有错误,应分析 错误产生的原因,进行 相应的修改。
零件图纸
图纸工艺分析
计算运动轨迹
JCS——018A

主轴轴承是主传动系统的重要组成部分,它的类型、结构、精度、安装、调整、润滑和冷却 都会对主传动系统的工作性能产生影响。 滚动轴承摩擦阻力小,可以预紧,润滑维护简单,能在一定的转速范围和载荷变动条件下稳 定地工作。参照《机械设计手册》,选用单列向心推力球轴承(GB292——84),轴承型号为
2.2.4 刀库驱动系统
圆盘形刀库亦为直流伺服电动机经蜗杆蜗轮驱动,装在标准刀柄中的刀具,置于圆盘的周边。 当换刀时,刀库旋转到指定位置准停,机械手换刀。
2.3 加工中心主要结构
JCS——018A 立式加工中心的主要结构包括主轴箱结构、刀库结构和机械手结构等。主轴
箱结构完成加工中心的的主传动。它主要包括主轴电机、传动装置、主轴、主轴轴承、主轴 定向装置、拉刀装置及清洁、润滑和冷却装置等。关于 JCS——018A 立式加工中心的 主轴箱结构将在第 3 章详细说明。 由刀库和机械手组成的自动换刀装置(Automatic Tool Changer,ATC)是加工中心的重要组成 部分。加工中心上所需要更换的刀具较多,故通常采用的刀库形式,其结构比较复杂,自动 换刀装置种类繁多。采用机械手完成换刀工作。这是加工中心采用最普遍的形式。 在本机床自动换刀装置中,刀库的回转运动是由直流伺服电动机经蜗杆副驱动实现的。机械 手的回转、取刀、装刀机构均由液压系统驱动。该自动换刀装置结构简单,换刀可靠,由于 它安装在立柱上,故不影响主轴箱移动精度。随机换刀,采用记忆式的任选换刀方式,每次 选刀运动,刀库正转或反转均不超过 180°角。 本机床上使用的换刀机械手为回转式单臂双手机械手,其动作全部由液压驱动,主要由以下 部件构成: 1)驱动装置。 2)传动装置。 3)行程控制装置。 4)执行机构。 在自动换刀过程中,机械手要完成抓刀、拔刀、交换主轴上和刀库上的刀具位置、插刀、复 位等动作。
立式加工中心进给传动系统设计

立式加工中心进给传动系统设计姓名班级专业机电一体化所在系机电工程系指导老师陆从相完成时间200年月日至200年月日摘要在机械制造行业中,机床是一种主要的生产设备。
机械制造行业的产品,其结构日趋复杂,精度和性能要求日趋提高,因此对生产设备------机床也相应地提出了高效率、高精度和高自动化的要求。
加工中心是典型的集高新技术于一体的机械加工设备,它的发展代表了一个国家设计和制造业的水平,在国内外受到高度重视,已成为现代机床发展的主流和方向。
立式加工中心进给传动装置的传动精度,灵敏度和稳定性,将直接影响工件的加工精度,因此常采用各种不同于传统机床的结构,以提高传动刚度,减小摩擦阻力和运动惯量,避免伺服机构失步或产生反向死区。
关键词:数控机床;进给传动系统;滚珠丝杠AbstractIn machinery manufacturing industries, and machine tools is a major production facilities. Machinery manufacturing industry products, the growing complexity of its structure, the accuracy and performance requirements increasingly improved, So right production equipment------machine corresponding to a high—efficiency, high precision and high automation requirements.Machining Center is a typical integrated set of high-tech machining equipment, modern Machine has become the mainstream of the development and direction. Vertical Machining Center to gear into the transmission accuracy, sensitivity and stability, will have a direct impact on the workpiece machining precision, So often use various different from the traditional structure of the machine, the drive to improve stiffness, reduce friction and the movement of inertia, Servo institutions to avoid further loss or have reverse dead zone.Keywords: CNC; Feed drive system; Ball Screws目录第一章数控机床概述 (1)1.1 数控机床简介 (1)1.1.1 数控机床的产生 (1)1.1.2 数控机床的特点 (2)1.2数控机床的控制原理和组成 (2)1.2.1数控机床的控制原理 (2)1.2.2数控机床的组成 (3)1.3立式加工中心概述 (4)第二章立式加工中心进给步进电动机的选择计算 (6)2.1步进电动机的选择计算 (6)2.2电动机与丝杠轴的联接设计 (8)第三章进给传动系统的设计 (9)3.1滚珠丝杠 (9)3.1.1滚珠丝杠螺母传动的特点及应用 (9)3.1.2滚珠丝杠副的承载能力及其选用 (10)3.2滚动轴承的类型选择 (14)第四章支承件及导轨的设计 (18)4.1支承件的设计 (18)4.2 导轨的设计 (18)设计总结 (24)致谢 (25)参考文献 (26)第一章数控机床概述在机械制造行业中,机床是一种主要的生产设备。
立式加工中心主轴系统设计
【摘要lvMWare是一种虚拟机软件,可以在该系统中运行多个操作 系统,各系统之间相互隔离,且不改变宿主机的配置,
是模拟真 实服务器环境 的最佳选择 。本文介绍了如何 利用 VMware来 实现V/indows Sgl"Ve ̄2003系统下的DHCP) ̄务器配置。
【关键词 】Windows服务器;VMware;DHCP
功能设计 、数据库设计和算法实现等进行 阐述 ,从而完成 电 子技 术 ,2016, 39(16): 61-63.
对 云计算技术下数据挖掘平 台的构建。最后 ,研究分析具
体平 台构建过程中所运用到 的关键 技术 ,包括分布式存储 课题 :黑龙 江省教 育科学 “十三五 ”规 划 2017年度 重点课 题,
【中图分类号 】TP309
【文献标识码 】A
【文章编号】1009-5624(2018)06-0082—02
1引言
器配置过程 ,并没有虚拟机的设置部分 ,对于学生实操来
对 于应用 型本科和高职高专院校来 说,学生不仅 需要 讲存在一定的难度。在教学过程 中,利用 VMware软件创
学 习理论知识,更需要培养 实际操作能力,但是机房 是为 建多个虚拟机 ,通过 VMware中的虚拟 网卡将虚拟机连成
算技术 与数据挖掘平台的相 关研究入手,分析云计算技术 [I]刘建 东 .云计 算下数据挖掘 平 台架构及其 关键 技术 的探 索
的应用价值及具体平台设计 需求 。再展开对具体云计算技 [J].科技与创新 ,2017(6):128-128.
术 下数据挖掘平台的设计方案进行研究,详细对 总体设计、 [2】包永红 .云计 算技 术下数据挖掘平 台设计及技术 [J】.现代
技术 、虚拟化技术、并行云计算技术等 。借助关键技术的 课题编号 GZB1317006
JCS-018立时加工中心主轴箱及进给系统设计

前言加工中心集计算机技术、电子技术、自动化控制、传感测量、机械制造、网络通信技术于一体,是典型的机电一体化产品,它的发展和运用,开创了制造业的新时代,改变了制造业的生产方式、产业结构、管理方式,使世界制造业的格局发生了巨大变化。
现在的CAD/CAM、FMS、CIMS,都是建立在数控技术之上。
目前数控技术已经广泛运用于制造业,数控技术水平的高低已成为衡量一个国家制造业现代化程度的核心标志。
而加工中心的发展最为重要。
随着科学技术的高速发展,市场上对数控的要求也有很大的改变,正要求数控系统朝着高速、高精度、高可靠性发展,为追求加工效率及更通用化迫使数控机床结构模块化、智能化、柔性化、用户界面图形化,科学计算可视化,内置高性能PLC,多媒体技术应用等方面发展。
加工中心的优点有:1)提高加工质量;2)缩短加工准备时间;3)减少在制品;4)减少刀具费;5)最少的直接劳务费;6)最少的间接劳务费;7)设备利用率高。
总的来说,加工中心的发展动向是高速、进一步提高精度和愈发完善的机能。
本设计说明书以大量图例来说明加工中心的主轴箱设计及横向进给机构的设计的思路。
设计中得到颜竟成教授的悉心指导,在此向他表示诚挚的的感谢。
由于编者的水平和经验有限,加之设计时间较短、资料收集较困难,说明书中难免有缺点和错误,在此恳请读者谅解,并衷心希望广大读者提出批评意见,使本设计说明书能有所改进。
1、机床总体方案设计1.1机床总体尺寸参数的选定根据设计要求并参考实际情况,初步选定机床主要参数如下:工作台宽度×长度 400×1600mm×mm工作台最大纵向行程 650mm工作台最大横向行程 450mm工作台最大垂直行程 500mmX、Y轴步进电机 a12/3000iZ步进电机 a12/3000i主轴最大输出扭矩 70公斤力×米主轴转速范围 45~2000r/min主电动机的功率 4kw主轴电动机转速 1500r/min机床外行尺寸(长×宽×高) 2488×1200×2710mm×mm×mm机床净重 500kg1.2机床主要部件及其运动方式的选定1、主运动的实现因所设计的卧式加工中心要求能进行车、铣和镗,横向方向的行程比较大,因而采用工作台不动,而主轴箱各轴向摆放为卧式的机构布局;采用交流无级调速电动机实现无级调速,并且串联有级变速箱来扩大变速范围。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:本次设计通过对现有加工中心的分析研究,提出一种新的设计方案,其自动化程度更高,结构也相对比较简单.这一点在论文会得以体现.本方案中,主轴箱采用交流调速电机实现无级变速,在X、Y、Z三个方向上的进给运动均采用滚珠丝杠,而动力则由步进电动机通过调隙齿轮来传递,并且采用单片机进行数字控制.控制系统采用MCS-51系列单片机,通过扩展程序存储器、数据存储器和I/O 接口实现硬件电路的设计.论文中也对软件系统的设计做出了相关说明.关键词:交流调速电机滚珠丝杠步进电机单片机系统扩展Abstract: This design tries a new method after the analyze and research of the exited machining center with the higher automatization degrees and the simpler configuration,which will be explained in the paper. In the method, AC adjustable-speed motor is used for the realization of the level shift in variable speed,and in the motion of, we all adopt ball bearing thread haulm for the X、Y、Z direction,The power of which is step by step electromotor transferred by gear that used for adjusting gaps.And more,we used singlechip for numerical control.The control system introduces MCS-51 series singlechip,and the realization of hardware circuit was accomplished by enlarging program memorizer、data memorizer and I/O meet meatus.Also,the paper explained the design for software system. Keywords: AC adjustable-speed motor、ball bearing thread haulm、the step by step electromotor、the enlarge for SCM system目录前言 (1)1、机床总体方案设计 (1)1.1 机床总体尺寸参数的选定 (1)1.2 机床主要部件及运动方式的选定 (2)1.3 机床总体布局的确定 (3)2、主传动的设计计算 (8)2.1 电机的选择 (8)2.2 齿轮传动的设计计算 (9)2.3 轴的设计计算 (13)2.4 离合器的选用 (21)3、进给系统的设计计算 (22)3.1 概述 (22)3.2 设计计算 (22)3.3 工作台部件的装配图设计 (29)3.4 滚珠丝杠螺母副的承载能力的校验 (30)3.5 计算机械传动系统的刚度 (31)3.6 驱动电动机的选型与计算 (33)3.7 机械传动系统的动态分析 (36)3.8 机械传动系统的误差计算与分析 (37)3.9 确定滚珠丝杠螺母副的精度等级和规格型号 (38)3.10 滚珠丝杆副的预紧方式 (38)3.11 齿轮传动消隙 (39)4、控制系统的设计 (39)4.1 控制系统总体方案的拟订 (39)4.2 总控制系统硬件电路设计 (39)参考文献 (56)谢辞 (57)科技译文 (58)前言加工中心集计算机技术、电子技术、自动化控制、传感测量、机械制造、网络通信技术于一体,是典型的机电一体化产品,它的发展和运用,开创了制造业的新时代,改变了制造业的生产方式、产业结构、管理方式,使世界制造业的格局发生了巨大变化。
现在的CAD/CAM、FMS、CIMS,都是建立在数控技术之上。
目前数控技术已经广泛运用于制造业,数控技术水平的高低已成为衡量一个国家制造业现代化程度的核心标志。
而加工中心的发展最为重要。
随着科学技术的高速发展,市场上对数控的要求也有很大的改变,正要求数控系统朝着高速、高精度、高可靠性发展,为追求加工效率及更通用化迫使数控机床结构模块化、智能化、柔性化、用户界面图形化,科学计算可视化,内置高性能PLC,多媒体技术应用等方面发展。
加工中心的优点有:1)提高加工质量;2)缩短加工准备时间;3)减少在制品;4)减少刀具费;5)最少的直接劳务费;6)最少的间接劳务费;7)设备利用率高。
总的来说,加工中心的发展动向是高速、进一步提高精度和愈发完善的机能。
本设计说明书以大量图例来说明加工中心的主轴箱设计及横向进给机构的设计的思路。
设计中得到颜竟成教授的悉心指导,在此向他表示诚挚的的感谢。
由于编者的水平和经验有限,加之设计时间较短、资料收集较困难,说明书中难免有缺点和错误,在此恳请读者谅解,并衷心希望广大读者提出批评意见,使本设计说明书能有所改进。
1、机床总体方案设计1.1机床总体尺寸参数的选定根据设计要求并参考实际情况,初步选定机床主要参数如下:工作台宽度×长度 400×1600mm×mm工作台最大纵向行程 650mm工作台最大横向行程 450mm工作台最大垂直行程 500mmX、Y轴步进电机 a12/3000iZ步进电机 a12/3000i主轴最大输出扭矩 70公斤力×米主轴转速范围 45~2000r/min主电动机的功率 4kw主轴电动机转速 1500r/min机床外行尺寸(长×宽×高) 2488×1200×2710mm×mm×mm机床净重 500kg1.2机床主要部件及其运动方式的选定1、主运动的实现因所设计的卧式加工中心要求能进行车、铣和镗,横向方向的行程比较大,因而采用工作台不动,而主轴箱各轴向摆放为卧式的机构布局;采用交流无级调速电动机实现无级调速,并且串联有级变速箱来扩大变速范围。
为了使主轴箱在数控的计算机控制上齿轮的传动更准确、更平稳、工作更可靠,主轴箱主要采用离合器交换齿轮的有级变速。
2、给运动的实现本次所设计的机床进给运动均由单片机进行数字控制,因此在X、Y、Z三个方向上,进给运动均采用滚珠丝杠螺母副,其动力由步进电机通过调隙齿轮传递。
3、数字控制的实现采用单片机控制,各个控制按钮均安装在控制台上,而控制台摆放在易操作的位置,这一点须根据实际情况而定。
4、机床其他零部件的选择考虑到生产效率以及生产的经济性,机床附件如油管、行程开关等,以及标准件如滚珠丝杠、轴承等均选择外购形式。
1.3 机床总体布局的确定(一)确定主轴箱传动系统方案:主传动系统是用来实现机床主运动的传动系统,它应具有一定的转速(速度)和一定的变速范围,以便采用不同材料的刀具,加工不同材料、不同尺寸、不同要求的工件,并能方便地实现运动的开停、变速、换向和制动等。
加工中心主传动系统主要包括电动机、传动系统和主轴部件,它与普通机床的主传动系统相比在结构上比较简单,这是因为变速功能全部或大部分由主轴电动机的无级调速来承担。
机床上常用的变速电动机有直流电动机和交流变频电动机,在额定的转速上为恒功率变速,通常变速范围仅为2-3;额定转速以下为恒转矩变速,调整范围很大,变速范围可大30甚至更大。
上述功率和转矩特性一般不能满足机床的使用要求。
为了扩大恒功率调速范围,在变速电动机和主轴之间串联一个有级变速箱。
本机床采用交流调速电机变速,为了在变速范围内,满足一定恒功率和恒转矩的要求,为了进一步扩大变速范围,在后面串联机械有级变速装置。
(二)确定主轴箱有级变速级数:取变速箱的公比为f ϕ等于电动机的恒功率变速范围dp R ,即dp fR ϕ=,功率特性图是连续的,无缺口和无重合。
如变速箱级数为Z ,则主轴的恒功率变速范围NP R 等于1z zNP dp f f R R ϕϕ-== 变速箱的变速级数可得出:lg lg npf Z R ϕ=主轴要求的恒功率变速范围 2000/4544.4NP R ==电动机的恒功率变速范围 2000/1500 1.34dp R ==取变速箱的公比 1.41dp fR ϕ== 故变速箱的变速级数 lg lg 44.511.15lg1.41lg npf Z R ϕ=== 故通过圆整取 Z=12。
(三)确定各齿轮的齿数:在确定齿轮齿数时应注意:齿轮的齿数和不应过大,以免加大两轴之间的中心距,使机床的结构庞大,而且增大齿数和还会提高齿轮的线速度而增大躁声,所以在设计时要把齿数和控制在100120z S ≤~;为了控制每组啮合齿轮不产生根切现象,使最小齿数1820min Z ≥~,因而齿轮的齿数和不应过小。
受结构限制的个齿轮(尤其是最少齿轮),应能可靠地装到轴上或进行套装;齿轮的齿槽到孔壁或键槽2a m ≥(m 为模数),以保证有足够强的强度,避免出现变形或断裂现象。
应保证: min 122T m D -≥ 标准直齿圆柱齿轮,其最少齿根直径min min ( 2.5)m D z =-,代入上式可得: 26.5min T mZ ≥+ 式中:min Z ——齿轮的最少齿数;m ——齿轮模数;T ——齿轮键槽顶面至轴心线的距离。
由于此传动在同一变数组为同模数传动,各对齿轮的齿数的齿数之比,必须满足传动比;当各对齿轮的模数相同,且不采用变位齿轮时,则各对齿轮的齿数和必然相等,可列出:1212j jj j j zz u zsz z =+=式中:12.j j z z ——分别为J 齿轮副的主动与从动齿轮的齿数; j u ——J 齿轮副的传动比; z s ——齿轮副的齿数和。
由上述公式可得:12111j j zjj zju szu s zu =•+=•+因此,选定了齿数和z s ,便可以计算出各齿轮的齿数,或者由上式确定出齿轮副的任一齿轮后,用上式算出另一齿轮的齿数。
查表选择齿轮的齿数:31212121123212342721..4755603730.53608024.9640a a ab b b b bc c c cd d z z z z z zz z z z zz zz=======其中a 代表二轴,b 代表三轴,c 代表四轴,d 代表主轴。
(四)拟定主运动转速图由上述计算得,12级转速各传动组中传动数的确定方案有: 12=4×3 ,12=3×4 ,12=3×2×2, 12=2×3×2, 12=2×2×3按照“前多后少”的原则,确定各传动组的传动副数为12=3×2×2。