燃气管道焊缝外观质量验收记录1
SG-T059钢结构工程焊缝外观质量检查记录

SG—T059
钢结构工程焊缝外观质量检查记录
注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录.
四川省建设厅制
SG—T059填写说明
一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查
记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表.
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5。
2.6条和附表A表A。
0.1、表A。
0。
2、表A。
0.3等规定进行控制.
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允
许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
二级焊缝外观质量及焊缝尺寸检查记录
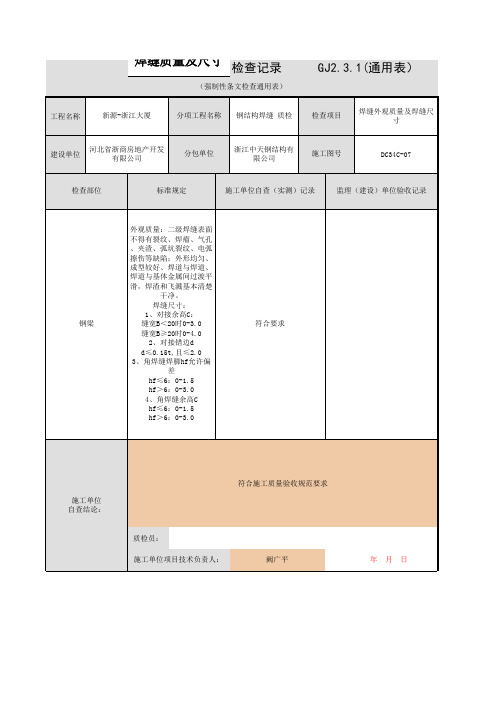
(强制性条文检查通用表)
GJ2.3.1(通用表)
工程名称
新源-浙江大厦
分项工程名称
钢结构焊缝 质检
检查项目
焊缝外观质量及焊缝尺 寸
建设单位
河北省浙商房地产开发 有限公司
分包单位
浙江中天钢结构有 限公司
施工图号
DC34C-07
检查部位
标准规定
施工单位自查(实测)记录
监理(建设)单位验收记录
钢梁
外观质量:Байду номын сангаас级焊缝表面 不得有裂纹、焊瘤、气孔 、夹渣、弧坑裂纹、电弧 擦伤等缺陷;外形均匀、 成型较好、焊道与焊道、 焊道与基体金属间过渡平 滑,焊渣和飞溅基本清楚 干净。 焊缝尺寸: 1、对接余高C: 缝宽B<20时0-3.0 缝宽B≥20时0-4.0 2、对接错边d d≤0.15t,且≤2.0 3、角焊缝焊脚hf允许偏 差 hf≤6:0-1.5 hf>6:0-3.0 4、角焊缝余高C hf≤6:0-1.5 hf>6:0-3.0
符合要求
符合施工质量验收规范要求 施工单位 自查结论:
质检员: 施工单位项目技术负责人: 阙广平 年 月 日
监理(建设) 单位验收结论:
监理工程师(建设单位项目负责人):
年
月
日
《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2019检验批表格

项目专业质量检查员:
年月日
监理健设)
单位
监理工程师:
验收结论
(建设单位项目代表)
年月日
2
焊缝距离支吊架应大于50mm,需要热处理的焊缝距离支吊架应大于300mm
3
管子公称直径
小于100mm时,管道对口平直度允许偏差值为1mm,但全长允许偏差均为10mm
大于或等于100mm时,管道对口平直度允许偏差值为2mm,但全长允许偏差均为10mm
4
管口组对间隙和错变量应符合焊接工艺规程和现行国家标准《石油天然气站内工艺管道工程施工规范》GB50540的规定
4
弯管表面应无裂纹、过烧、分层与皱纹等缺陷
5
平面度允许偏差
△2
(m
m)
II形弯管的长度
(m
m)
<500mm
W3mm
500mm〜1000mm
W4mm
1000mm〜1500mm
W6mm
>1500mm
W10mm
6
管汇宜采用骑坐式连接时,母管的开孔直径应比支管内径小2mm
7
骑坐式管子坡口及角接接头
接头夹角
90°
施工单位检查验收结果
项目专业质量检查员:
年月日
监理(建设)
单位
监理工程师:
验收结论
(建设单位项目代表)
年月日
管道焊接检验批质量验收记录表
工程名称
分项工程名称
验收部位
施工单位
专业负责人
项目经理
施工执行标准名称及编号
检验批编号
质量验收规范规定
施工单位检查记录
监理(建设)单位验收意见
主控项目
一级焊缝外观质量要求
一级焊缝外观质量要求
一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上,焊缝质量标准从以下几个方面介绍。
一、保证项目
1、焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
2、焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
3、Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
4、焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
二、基本项目
1、焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
2、表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
3、咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧
咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
注:t 为连接处较薄的板厚。
燃气管道分项工程质量验收记录

燃气管道分项工程质量验收记录序号:受理日期:工程名称:施工地址:施工单位:质量监督员:一、前期准备工作验收1.施工单位是否按照工程图纸和相关要求进行了现场勘测和测量?(详细记录施工单位勘测和测量的情况,包括是否存在测量误差等)2.施工单位是否依照设计要求制定了施工方案和施工组织设计?(详细记录施工单位制定的施工方案和施工组织设计,是否符合设计要求)3.施工单位是否按照施工方案和施工组织设计进行了材料采购和储存?(记录材料是否按规定储存,是否存在材料丢失或损坏的情况)4.施工单位是否组织了施工人员的培训和技术指导?(记录施工人员的培训情况,包括是否具备相应的资格证书和技术经验)二、管道安装工程验收1.是否按照设计要求进行了管道的布置和支撑?(详细记录管道的布置和支撑情况,是否符合设计要求)2.管道的焊接工艺是否符合规范要求?(记录焊接工艺的质量检验结果,包括焊缝的外观和尺寸是否合格)3.管道的固定是否牢固?(记录管道的固定方式和固定件的使用情况,是否牢固可靠)4.管道的密封性能是否符合要求?(记录管道的密封性能测试结果,是否存在泄漏问题)三、管道设备安装工程验收1.燃气设备及附件的安装是否符合规范要求?(详细记录燃气设备及附件的安装情况,包括是否按照设备说明书进行安装)2.燃气设备和管道的连接是否牢固?(记录连接方式和连接件的使用情况,是否牢固可靠)3.燃气设备的调试和监测是否符合要求?(记录燃气设备的调试和监测情况,是否存在异常现象)四、管道工程竣工验收1.施工单位是否清理了施工现场?(记录施工现场清理情况,是否存在未清理的垃圾和材料)2.是否按照规定编制了竣工图纸和技术档案?(记录竣工图纸和技术档案的编制情况,是否齐全和准确)3.工程质量是否符合设计要求和规范要求?(记录工程质量验收结果,包括是否存在质量缺陷和不合格项)以上是燃气管道分项工程质量验收的详细记录内容,通过对以上各项内容的检查和记录,可以确保管道工程的安全和质量达到设计要求和监督要求。
管道焊接工程检验批质量验收记录模板
管道焊接工程检验批质量验收记录模板第一篇范本(风格一):1. 施工单位:________________________2. 工程名称:________________________3. 工程位置:________________________4. 管道焊接工程检验批质量验收记录5. 检验批编号:________________________6. 检验日期:_________________________7. 前言本文档旨在记录管道焊接工程的质量验收情况,所涉及的管道焊接材料、焊接工艺、焊工资质等,均应符合相关法律法规的要求。
8. 检验范围焊接工程质量验收的范围包括但不限于以下检查项目:8.1 管道焊接接头的焊缝质量检查;8.2 焊接工艺和焊接材料的合规性检查;8.3 焊工的资质和技术能力检查;8.4 焊接过程中的可视检查和无损检测;8.5 管道焊接的外观检查;8.6 非破坏性试验(如气密性试验、水压试验)。
9. 焊接接头质量检查9.1 进行焊缝的外观检查,包括焊缝的平整度、内外焊缝是否对齐、有无气孔、裂纹、夹渣等缺陷;9.2 对焊缝进行无损检测,如超声波检测、射线检测等;9.3 进行焊缝的抽样化学成分分析和力学性能测试。
10. 焊接工艺和焊接材料合规性检查10.1 核查焊接工艺文件是否符合规定,并进行相应的审核;10.2 核查焊接材料是否符合规定,并进行抽样检测。
11. 焊工资质和技术能力检查11.1 验核焊工的资质证书;11.2 检查焊工的实际工作能力,包括焊接技术水平、操作规范和安全防护等。
12. 可视检查和无损检测12.1 对焊缝进行可视检查,发现缺陷及时修复;12.2 针对特定的焊缝,进行无损检测,如超声波检测、射线检测等。
13. 管道焊接的外观检查13.1 检查管道焊接的外观质量,包括焊缝的平整度、颜色、气孔、裂纹等。
13.2 检查管道的防腐保温层是否完好。
14. 非破坏性试验14.1 进行管道焊缝的气密性试验,确保焊缝的密封性;14.2 进行管道的水压试验,确保管道的承压能力。
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/91a48b93767f5acfa0c7cd95.png)
GB50205-2001
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
32~42×J1×H1轴屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
咬边
≤,且≤;连续长度≤,且焊缝两侧咬边总长度≤10%焊缝总长
≤,且≤,长度不限
合格
弧坑裂纹
—
允许存在个别长度≤的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度,且≤
缺口深度,且≤
合格
每焊缝不应超过1处
1
0
0
0
1
0
0
0
1
0
合格
表面夹杂
—
深≤,长≤且≤
表面气孔
—
每焊缝长度内允许直径≤,且≤的气孔两个,孔距≥6倍孔径
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
验收
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求
≤+,且≤
≤+,且≤
0
0
0
0
0
0
合格
每焊缝内缺陷总长≤
0
0
0
3
0
0
1
0
0
0
根部收缩
≤+,且≤
≤+,且≤
燃气管道施工交工验收表
39
沟槽开挖检查记录
燃气-39
40
沟槽回填记录
燃气-40
41
管道构筑物施工检查记录
燃气-41
42
跨越管道就位检查测量记录
燃气-42
43
管道穿越施工记录
燃气-43
44
牺牲阳极埋设记录
燃气-44
45
牺牲阳极电参数测试记录
燃气-45
46
管道清管记录
燃气-46
47
燃气管道压力试验记录
燃气-47
48
燃气-56
57
隐蔽工程记录
燃气-57
58
管道里程、转角、测试、标志桩埋设记录
燃气-58
59
管道线路基础测量复核记录
燃气-59
60
管道竣工测量成果图
燃气-60
61
分项工程质量评定表
燃气-61
62
分部工程质量评定表
燃气-62
63
单位工程质量评定表
燃气-63
64
交工验收证书
燃气-64
65
交工技术文件移交书
燃气-29
30
无损检测委托单
燃气-30
31
射线照相检验报告
燃气-31
32
超声波检验报告
燃气-32
33
磁粉检验报告
燃气-33
燃气管道安装质量记录表格目
序号
表格名称
表格编号
备注
34
渗透检验报告
燃气-34
35
焊缝返修通知单
燃气-35
36
热处理前联合检查会签
燃气-36
37
热处理记录
燃气-37
焊缝表面质量验收记录

15
15
100
平均合格率(%) 测定结果 测定日期
100 年月日
符合要求 符合要求及规范 符合要求及规范 符合要求及规范 符合要求及规范
编号 分项工程名称 主要工程数量
002 焊缝表面
160米 验收意见
测值
应量测 合格 合格率 点数 点数 (%)
11 12 13 14 15
0.2 0.2 0.4 0.5 0
15
15
100
2
1Hale Waihona Puke 2 1.5 115
15
100
0.2 0.2 0.1 0.3 0
焊缝表面质量验收记录
工程名称
徐州华开热力有限公司供热二期主管 线运河北施工 -- 标段五
施工单位
江苏汉皇安装工程有限公司
序 号
外观检查项目
分部工程名称 桩号
管道安装DN700*2 8044-8052
质量情况
1 检查前,应将焊缝表面清理干净
符合要求及规范
焊缝尺寸应符合要求,焊缝表面应完 2 整,高度不应低于母材表面,并与母
0.5
0.2 0.4 0 0.3 0.1 0.1 0 0.1 0.1 0
2
1 1.3 1.4 1 1.4 1 1.3 1.2 1.3
0 0.2 0.1 0.4 0.2 0 0.1 0.3 0.3 0
施工负责人
专业监理工程 师
质检员
收记录
管道安装DN700*2 8044-8052
质量情况 符合要求及规范
长的10%
焊缝表面检查完毕应填写检测报告,检 7 测报告内容应符合附录A中表A.0.2
的规定
符合要求 符合要求及规范 符合要求及规范 符合要求及规范 符合要求及规范
燃气管道的检验与试验作业指导书

燃气管道的检验与试验作业指导书1、焊缝质量检验管道施焊后必须对焊缝进行检查,检查前应将渣皮、飞溅物清理干净。
外观检查应在无损探伤、强度试验及严密性试验之前进行;焊缝表面质量不得低于GB50236焊缝外观质量III级的要求,具体要求如下:焊缝表面及热影响区不得有表面裂纹、表面气孔、表面夹渣和熔合性飞溅;焊缝的咬边或表面凹陷深度不得大于0.5mm;宽度不得大于焊缝全长的10%,且小于l00mm焊缝应光洁,宽窄应均匀整齐。
焊缝宽度应超过坡口边缘1.0㎜-2.0㎜;焊缝加强高度转动管子的焊接为1.5㎜-2.0㎜,不应大于管道壁厚的30%;固定管子的焊接为2.0㎜-3.0㎜,不应大于管道壁厚的40%;焊缝接头坡口错位小于0.25倍壁厚,且不大于1㎜;焊口平直度在壁厚不大于10㎜时,为0.2倍的壁厚。
焊缝内部质量检验可采用射线探伤或超声波探伤,探伤在强度试验与严密性试验之前进行,焊缝内部质量不得低于GB50236的III级。
管道焊缝无损探伤的数量,应按设计规定进行。
如设计无规定时,抽查数量不应少于焊缝总数的15%:庭院管道直径不大于100mm,采用手工钨极氩弧焊打底焊接时,在焊缝质量稳定的情况下,抽查数量不得少于焊缝总数的5%对于穿越铁路、公路、河流、城镇主要干道的管道焊缝必须进行100%的无损探伤。
抽查焊缝中,不合格者超过30%时,应加倍探伤,若加倍探伤不合格时,则须全部探伤。
对不合格的焊缝,必须返修,返修后须按原规定进行探伤。
2、管道强度试验与严密性试验燃气管道的强度试验与严密性试验由局部和整体性试验组成,局部性试验,一次试验长度宜为1km--3km,整体性试验在管道全部安装完后进行。
燃气管道安装完毕,在试验前应进行吹扫,试验与吹扫介质宜采用压缩空气。
管道吹扫应满足以下要求:吹扫口设在开阔地段并加固;介质在管内实际流速不低于20m/S:吹扫管道的长度应根据吹扫介质、压力和气量来确定,不宜超过2.0--3.0km;吹扫时的最高压力不宜超过管道的强度试验压力;调压设施不得与管道同时吹扫;吹扫应反复进行数次,直到管道内无杂质的碰撞声和水流声,连续10分钟无铁锈、尘土、水份及其它污物,确认吹净为止,同时做好记录。
管道焊接组对检查记录
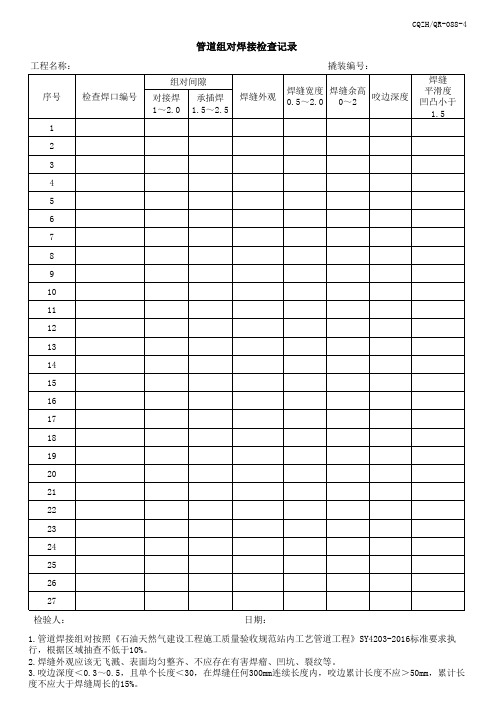
工程名称:
序号 检查焊口编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 检验人:管道组对焊接检查记录Fra bibliotek组对间隙
对接焊 承插焊 1~2.0 1.5~2.5
焊缝外观
撬装编号:
焊缝宽度 0.5~2.0
焊缝余高 0~2
咬边深度
焊缝 平滑度 凹凸小于
1.5
日期:
1.管道焊接组对按照《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2016标准要求执 行,根据区域抽查不低于10%。 2.焊缝外观应该无飞溅、表面均匀整齐、不应存在有害焊瘤、凹坑、裂纹等。 3.咬边深度<0.3~0.5,且单个长度<30,在焊缝任何300mm连续长度内,咬边累计长度不应>50mm,累计长 度不应大于焊缝周长的15%。
焊缝外观质量及焊缝尺寸要求隐蔽工程检查验收记录

工程名称
项目经理
分项工程名称
钢构件焊接
专业工长
隐蔽工程名称
焊缝外观质量及焊缝尺寸要求
施工单位
钢结构有限公司
施工标准名称及代号
钢结构工程施工质量验收规范
GB50205-2001
施工图名称及编号
隐蔽工程部位
质量要求
施工单位自查记录
监理(建设)单位验收记录
焊缝的外观质量
施工单位自查结论
质检员:
施工单位项目负责人(盖章):理工程师(建设单位项目负责人): 年 月 日
焊缝的外观质量达到:外观均匀、成型较好、焊道与焊道、焊道与基本金属间过度平滑、焊道飞溅物清除干净。
焊缝的尺寸检查
对接组合焊缝,焊脚尺寸不应小于T/4,且不应大于10mm,焊脚尺寸允许偏差为0-4mm
一二级焊缝内部缺陷探伤
焊缝表面不得有裂纹焊瘤等缺陷,一二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤、不得有咬边、未焊满根部收缩等缺陷
074焊缝外观质量检查记录表GD2301074

施工执行的技术标准(含企业 的工艺规定工法等)名称及编 《现场设备、工业管道焊接工程施工及验收规范》 号 施工质量验收规范的规定 项目 缺陷类型 未焊满(指不 足设计要求) 0 二级 三级
施工单位检查评定记录
每100.0焊缝内缺陷总长≤25.0
22 21 14 9 14 11 14 18 16 13
表面气孔
—————
0 0 0 0 0 0 0 0 0 0
专业工长(施工员)签名 施工班组长签名
专业承包施工单位 检查评定结果
主控项目合格,一般项目符合要求。 项目专业质量检查员(签名): 年 月 日
监理(建设) 单位验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
年
月
日
焊缝外观质量检查记录表
GB 50205-2001
GD2301074 单位(子单位)工程名称 分部(子分部)工程名称 相关验收部位 (层、区、段、房、屋) 总承包施工单位 专业承包施工单位 广州万达文化旅游城商业楼(自编万达茂) 空调(冷、热)水系统/管道系统及部件安装 桁架层风机房 中国建筑第八工程局有限公司 大连冰山集团工程有限公司 项目负责人 刘海球 项目负责人 邱志鹏 GB50683-2011 监理(建 设) 单位验收
根部收缩 长度不限
咬边
弧坑裂纹 电弧擦伤 接头不良
————— —————
允许存在个别长度 ≤5.0的弧坑裂纹
0 0 0 1 0 0 1 0 0 0 1 0 0 0 1 0 0 0 0
允许存在个别电弧擦伤 0
每1000.0焊缝不应超过1处 表面夹渣 —————
ห้องสมุดไป่ตู้
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
焊接质量检查验收表格

焊缝外表质量〔观感〕检查记录表编号:0203-TFEN-HJ-0单位工程名称SO?吸收系统标准号分局部项名称吸收塔安装工程类别D-2钢材牌号Q235-B焊丝部件规格钢板T=6、T=22焊条(J422 )焊工代号LG499/LG4577焊缝总数381米焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期3D01-01√//3D01-09√//3D01-12√//3D01-14√//3D01-16√//3D01-22√//检3D01-26√// 3D01-32√//查3D01-40√// 3D01-47√//记3D01-55√// 3D01-59√//录3D01-63√// 3D01-72√//3D01-82√//3D01-88√//以下空白自检确认意见:上述焊缝外表观感检查已完成,检焊缝外表无气孔、夹渣、裂纹、未熔合,外表施工作业单位复查意见:经复查上述焊缝外表质量符合焊接质量验收及评价规程中表要求查质量符合要求。
结论班〔组长〕长:年月日二级质检员:注:本表仅作为外表质量观感检查用,“接头已清理〞和“焊缝成型〞符合要求时,以“表露缺陷,应标注具体的焊口编号:缺陷及处理情况应据实填写.年月日√〞表示:如有焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-0单位工程名称 SO?吸收系统 标准号分局部项名称吸收塔安装工程类别 D-2 检查焊口编号 0203-JL-TFEN-MT-01接头数量381米类 检查测量检 验 项 目焊缝 焊缝 焊缝宽 焊脚检查别焊口编号错边角变形表露缺陷成型 余高窄差咬边结论尺寸3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格3D01-16 优良 / 无 无 合格3D01-22 优良 / 无 无 合格3D01-26 优良 / 无 无 合格抽 3D01-32优良/ 无 无 合格3D01-40 优良/ 无无 合格样3D01-47 优良/ 无无 合格测3D01-55 优良/ 无无 合格量3D01-59 优良/ 无无 合格检3D01-63 优良 / 无无 合格查3D01-72 优良/ 无无 合格记3D01-82 优良/ 无无 合格录3D01-88优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16 优良数 16施工作业单位检查意见:经外观质量测量检查, 质量部门复查意见:经外观质量测量检查,上述上述16只焊口符合焊接质量验收及评价规程中16只焊口符合焊接质量验收及评价规程中表合格 检 表合格标准,评定为 合格焊口标准,评定为合格焊口验结论二级质检员: 年 月 日 三级质检员: 年 月 日焊接工程质量分批验收记录表编号:0203-HJ-01单位工程名称SO?吸收系统 标准号分项工程名称#3机组吸收塔安装工程类别 D-23D01-01、3D01-09、3D01-12、3D01-14、接头数量96本批焊口编号3D01-16、3D01-22、3D01-26、3D01-32、施工单位□3D01-40、3D01-47、3D01-55、3D01-59、〔或验收部位〕验收单位3D01-63、3D01-72、3D01-82、3D01-88监理单位□无损检测结论光谱复查结论其他检测热处理记录外观质量文件资料情况检查结论MT 合格符合要求/ 记录齐全优良标准齐全类 检查测量检验工程检查 焊缝 焊缝 焊缝宽焊脚表露别焊口编号 错边结论成型 余高窄差咬边角变形尺寸缺陷3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格表 3D01-16 优良 / 无 无 合格面 3D01-22 优良 / 无 无 合格质 3D01-26 优良 / 无 无 合格量 3D01-32 优良 / 无 无 合格验 3D01-40 优良 / 无 无 合格收 3D01-47 优良 / 无 无 合格抽 3D01-55 优良 / 无 无 合格查 3D01-59 优良 / 无 无 合格记 3D01-63 优良 / 无 无 合格录3D01-72 优良 / 无 无 合格3D01-82 优良 / 无 无 合格3D01-88 优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16优良数 /验收 本批焊接工程质量验收组成员共 3人,有栗军担任本批验收组负责人, 负责抽查测量人员为聂立 记录 英、王国军按表检测,对这批焊缝 100%观感质量检查,试验结果及记录数量验收后按实际抽查事项 工程及抽查结果到达合格标准,验收意见:施工班组代表: 年 月 日 作业单位代表: 年 月 日 质量部门代表:年 月 日监理单位代表:年月日焊接分项工程综合质量验收评定表编号:0203-HJ-0单位工程名称SO?吸收系统验评施工单位□分项工程名称#3机组吸收塔安装监理单位□单位标准号建设单位□工程类别验收批数分批验收结论验收抽查数合格数优良数D-2实际数合格16/16以下空白评定工程总焊口数实检焊口数检验比例评定抽优良数评定结论〔个〕〔个〕〔%〕查数〔合格数〕观感检查96961001616优良质测量检查9616≥233优良量超声//////评射线//////定光谱961633优良记硬度//////录金相//////表MT96961001616优良PT//////以下空白综合本分项工程是#3机组吸收塔底板焊口共381米,分批验收施工单位的外观质量测量检查抽查了其质量中16只,均合格并到达优良标准;检查本分项工程的各项检查报告及规定的相关文件齐全,焊验收接工程质量分批验收资料齐全。
室内燃气管道安装检验批质量验收记录

室内燃气管道安装检验批质量验收记录填写说明一、填写依据1 《城镇燃气室内工程施工与质量验收规范》CJJ94-2009。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分可按施工段、设计区域、楼层单元划分检验批。
三、CJJ94-2009规范摘要一般规定4.3.1 燃气室内工程使用的管道组成件应按设计文件选用;当设计文件无明确规定时,应符合现行国家标准《城镇燃气设计规范》GB50028的有关规定,并应符合下列规定:1 当管子公称尺寸小于或等于DN50,且管道设计压力为低压时,宜采用热镀锌钢管和镀锌管件;2 当管子公称尺寸大于DN50时,宜采用无缝钢管或焊接钢管;3 铜管宜采用牌号为TP2的铜管及铜管件;当采用暗埋形式敷设时,应采用塑覆铜管或包有绝缘保护材料的铜管;4 当采用薄壁不锈钢管时,其厚度不应小于0.6mm;5 不锈钢波纹软管的管材及管件的材质应符合国家现行相关标准的规定;6 薄壁不锈钢管和不锈钢波纹软管用于暗埋形式敷设或穿墙时,应具有外包覆层;7 当工作压力小于10kPa,且环境温度不高于60℃时,可在户内计量装置后使用燃气用铝塑复合管及专用管件。
4.3.2 当室内燃气管道的敷设方式在设计文件中无明确规定时,官按表4.3.2选用。
4.3.3 室内燃气管道的连接应符合下列要求:1 公称尺寸不大于DN50的镀锌钢管应采用螺纹连接;当必须采用其他连接形式时,应采取相应的措施;2 无缝钢管或焊接钢管应采用焊接或法兰连接;3 铜管应采用承插式硬钎焊连接,不得采用对接钎焊和软钎焊;4 薄壁不锈钢管应采用承插氩弧焊式管件连接或卡套式、卡压式、环压式等管件机械连接;5 不锈钢波纹软管及非金属软管应采用专用管件连接;6 燃气用铝塑复合管应采用专用的卡套式、卡压式连接方式。
4.3.4 燃气管子的切割应符合下列规定:1 碳素钢管宜采用机械方法或氧一可燃气体火焰切割;2 薄壁不锈钢管应采用机械或等离子弧方法切割;当采用砂轮切割或修磨时,应使用专用砂轮片;3 铜管应采用机械方法切割;4 不锈钢波纹软管和燃气用铝塑复合管应使用专用管剪切割。
《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2019检验批表格
管道系统在空气或蒸汽吹扫过程中,应在排出口用白布或涂白色油漆的靶板检查,在5min内,靶板上无铁锈、尘土、水及其他杂物为合格
施工
单位
检查
验收结果
项目专业质量检查员:年月日
监理
(建设)
单位
验收
结论
监理工程师:
(建设单位项目代表)年月日
与沟底面距离≥200mm
125mm<公称直径≤200mm
与地沟壁距离≥90mm
与沟底面距离≥200mm
200mm<公称直径≤250mm
与地沟壁距离≥95mm
与沟底面距离≥200mm
250mm<公称直径≤300mm
与地沟壁距离≥95mm
与沟底面距离≥250mm
300mm<公称直径≤350mm
与地沟壁距离≥110mm
当DN大于或等于300mm时,不应小于300mm
2
焊缝距离支吊架应大于50mm,需要热处理的焊缝距离支吊架应大于300mm
3
管子公
称直径
小于100mm时,管道对口平直度允许偏差值为1mm,但全长允许偏差均为10mm
大于或等于100mm时,管道对口平直度允许偏差值为2mm,但全长允许偏差均为10mm
4
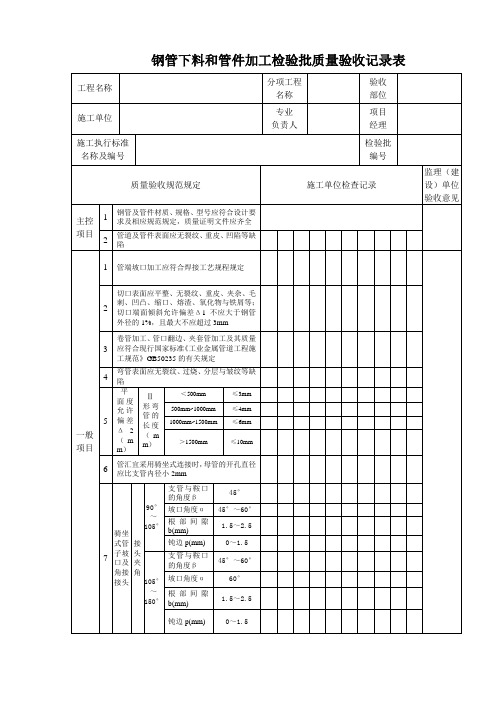
钢管下料和管件加工检验批质量验收记录表
工程名称
分项工程
名称
验收
部位
施工单位
专业
负责人
项目
经理
施工执行标准名称及编号
检验批
编号
质量验收规范规定
施工单位检查记录
监理(建设)单位验收意见
主控项目
1
钢管及管件材质、规格、型号应符合设计要求及相应规范规定,质量证明文件应齐全
2
管道及管件表面应无裂纹、重皮、凹陷等缺陷
(精品1管道焊接检验批质量验收记录

(精品1管道焊接检验批质量验收记录一、工程概况本次管道焊接检验批是针对工程的一部分管道焊接施工进行的质量验收。
该工程包括XX条管道,总长度为XX米。
二、质检要求根据设计图纸和相关规范要求,对管道焊接进行质量检验,包括焊接工艺、材料、焊缝质量等方面。
三、质检内容1.焊接材料的合格证明文件和焊接工艺文件是否齐全,并符合设计要求;2.焊工的资质证书是否有效,是否符合焊接工艺要求;3.焊接设备是否正常运行,并符合安全操作规范;4.各焊缝的外观质量、尺寸及几何形状是否符合设计要求;5.对焊缝进行无损检测,包括超声波检测、射线检测等,确保焊缝质量达到规定标准。
四、质检方法1.对焊接材料进行抽样检测,根据焊接材料质量抽检标准进行检验;2.对焊工进行资格审查,检查其相关证书的真实性和有效期;3.对焊接设备进行日常检查,包括电源、气源、电焊机、电缆等运行状态的检查;4.对焊缝进行外观质量的检查,包括焊缝表面是否平整、无裂纹、无夹渣等;5.对焊缝进行无损检测,根据相关规范要求进行超声波或射线检测。
五、验收标准1.焊接材料合格证明文件和焊接工艺文件齐全,并符合设计要求,即为合格;2.焊工资质证书有效,并符合焊接工艺要求,即为合格;3.焊接设备正常运行,并符合安全操作规范,即为合格;4.焊缝外观质量符合设计要求,无裂纹、夹渣等缺陷,即为合格;5.焊缝无损检测结果符合相关规范要求,即为合格。
六、质检结果根据以上质检方法和验收标准,对管道焊接进行了质量检验。
检验结果如下:1.焊接材料合格证明文件和焊接工艺文件齐全,符合设计要求,合格;2.焊工资质证书有效,符合焊接工艺要求,合格;3.焊接设备正常运行,符合安全操作规范,合格;4.焊缝外观质量符合设计要求,无裂纹、夹渣等缺陷,合格;5.焊缝无损检测结果符合相关规范要求,合格。
七、质检结论经过质量检验,本次管道焊接检验批质量合格。
八、质检建议1.继续保持焊接材料质量抽检,并对抽检结果进行记录;2.定期审查焊工资格证书,并确保其有效性;3.加强对焊接设备的日常检查,确保其正常运行;4.持续加强对焊缝外观质量的检查,及时发现并处理缺陷;5.定期对焊缝进行无损检测,确保焊缝质量符合相关规范要求。
焊接分项工程(焊接施工)检验批质量验收记录
焊接分项工程(焊接施工)检验批质量验收记录项目概述本次检验批质量验收记录适用于焊接分项工程中的焊接施工环节。
根据相关标准和要求,我们对焊接工艺进行了全面检查和评估,并记录下相关信息。
本记录旨在确保焊接质量符合标准要求,以保证工程质量。
检验批信息- 检验批编号:[填写检验批编号]- 检验日期:[填写检验日期]- 施工单位:[填写施工单位名称]- 工程名称:[填写工程名称]- 焊接工艺规程:[填写焊接工艺规程名称]- 焊工资质:[填写焊工资质级别]检验内容1. 焊接材料检查- 焊接材料是否符合规定牌号、规格和数量要求?2. 焊接设备检查- 焊接设备是否齐备、完好,并符合安全使用标准要求?- 焊接设备是否进行了校验、检修和验证?3. 焊缝准备检查- 焊缝准备是否满足图纸和标准要求?- 焊缝准备是否进行了清洁和除锈处理?4. 焊工质量要求- 焊工是否持有相关焊接工作证书?- 焊工是否具备所需工作经验和技能?5. 焊接过程检查- 焊接过程是否按照焊接工艺规程进行?- 焊接过程中是否出现瑕疵、气孔、裂纹等质量问题?6. 焊接成品外观检查- 焊缝外观是否符合要求,如均匀、平整、无明显缺陷等?7. 焊接连接强度检验- 焊接连接的强度是否符合设计和规范要求?检验结果根据对以上检查内容的评估,我们得出以下检验结果:- 在本次检验中,焊接分项工程的质量状况良好,符合相关标准和要求。
- 鉴于检验结果正常,我们决定验收本次焊接施工工程。
备注[填写需要额外说明的信息,如特殊情况、不符合项处理等]验收人员- 验收负责人:[填写验收负责人姓名]- 验收人员:[填写验收人员姓名]以上是本次焊接分项工程(焊接施工)检验批质量验收记录,请各相关人员认真核对并签字确认。
感谢您的合作!。